wapiti83
-
Compteur de contenus
36 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par wapiti83
-
Perso, je procède dans l'ordre suivant : Température avec tour de température Flow Dynamics Flow rate Puis, plus rarement pour des filaments un peu spéciaux 4. Test de retractation 5 . Max volumetric speed test
-
Une buse de 0,4
-
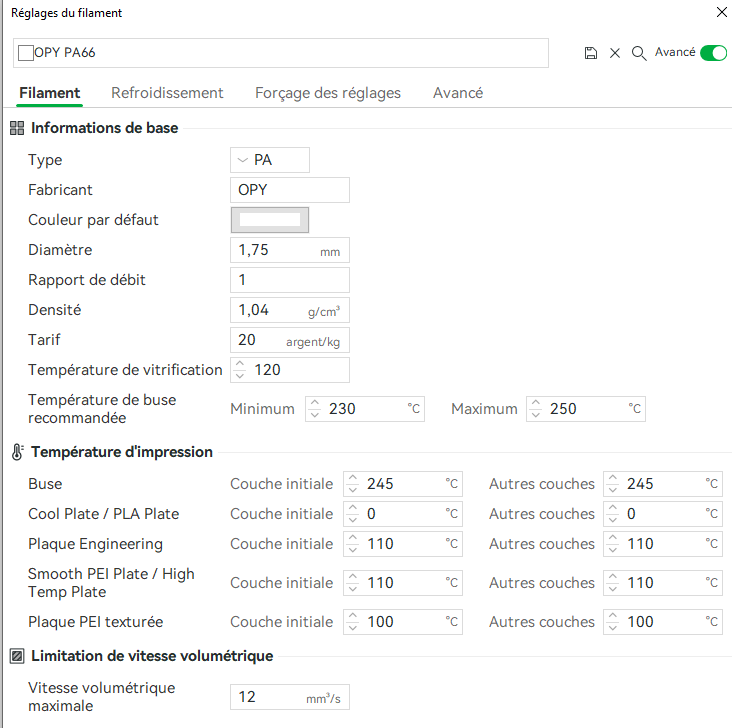
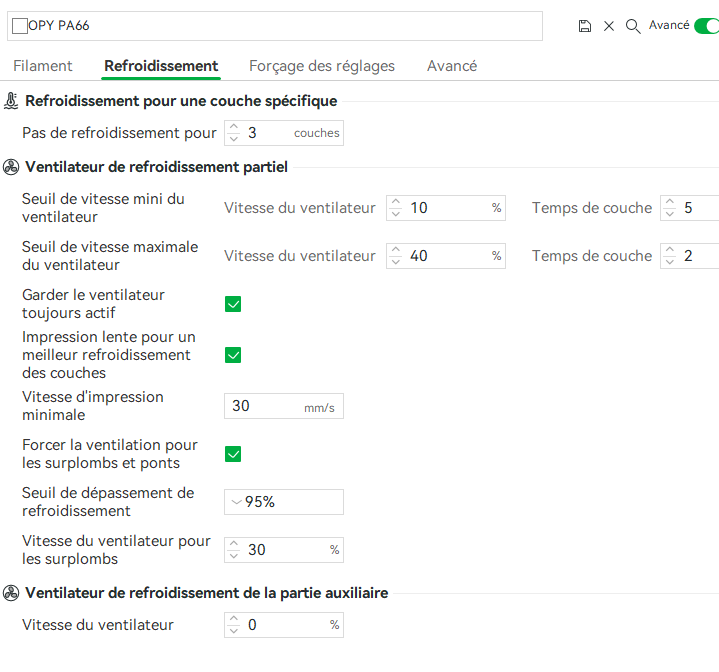
J'ai fait plusieurs pièces en PA âpres quelques tâtonnements de paramétrage. Voila a quoi je suis arrivé (pour l’instant)
-
[X1/X1C] Les firmwares (nouveautés des mises à jour)
wapiti83 en réponse au topic de Motard Geek dans Bambu Lab
Nouvelle version de Bambu studio 1.7.6.91. Mais aux lires du forum Bambu, vaut mieux pas se précipiter dessus, -
Tout simplement parce que parcourir les 625 cm2 de la plaque avec un bâton de colle de 1cm2 est bien plus long et fastidieux que de mettre deux coups de bombe, l'un horizontal, l'autre vertical qui prennent au max 5 secondes, avec en plus une garantie de répartition homogène et complète. Et aucune trace sur les pièces finies ce qui semble gêner certains d’après ce qu'on peut lire sur le forum. Et pour moi c'est de mettre la colle de partout et de manière régulière qui est vraiment une prise de tête ! mais à chacun ses préférences....
-
Malgré ce que j'ai posté mi juillet, quelques temps après j'ai rencontré des problèmes de premières couches avec un plateau a 55°. Du coup, j'ai investigué un peu plus pour arriver a la solution suivante, qui depuis un mois et demi et quelques trentaines d'impressions, s'est avérée parfaite : Cool plate (j'ai imprimé du PLA à 35° de plateau et du PVA à 40°) : 3DLAC Ingineering plate : (impression de TPU (35°), ABS (90°), ASA (90°), PA66 (110°), PETG(75°)) : DimaFix et attente que la plaque redescende en dessous de 50° pour un décollement facile. Et quand ca devient trop sale, un coup d'alcool isopropylique , un coup du spray qui va bien, et ca repart ! "L'expérience est une lanterne que l'on porte sur le dos et qui n'éclaire jamais que le chemin parcouru"
-
Moi aussi j'ai eu des problemes avec des petites pieces ou les parois etaient de 0.45. Impossible de les sortir en mode "Normal" et j'ai bataillé un grand moment avec le mode arachné pour avoir quelque chose de pas trop mal, mais loin d'etre satisfaisant. Alors que sous Cura, aucun souci avec ma vieille Alphawise U20 ! Suis donc preneur de toute info Ci joint un STL en exemple Moule Circulaire type1 ep 08-042.stl
-
Après avoir fait un Arrêt/Marche de l'imprimante à l'aide de l'interrupteur face arrière, a quel moment intervient cette erreur ?
-
Bonjour a tous J'ai acheté chez les chinois un échantillon de 100g de PVA en vue d'une utilisation un peu particulière de moule pour de la résine epoxy. Le coté solvable dans l'eau est bien évidement ce qui m’intéresse le plus. J'ai fais deux ou trois essais d'impression pour ajuster les paramètres au mieux qui se sont révélés assez correct pour un premier jet. Par contre, n'ayant jamais eu de PVA dans les mains, et encore plus imprimé, je voulais savoir si c'est normal que ce genre de filament, une fois imprimé reste relativement mou, un peu comme du TPU. ? Merci pour votre retour
-
Attend, deja qu'avant qu'on maitrise les adultes on aura pris quelques rides, alors si en plus il y a la marmaille !!!
-
Bonjour Elispit, ravit de voir qu'il y a au moins une autre X1C dans le var
-
Exact . C'est mon anglais aussi qui aurait besoin d'une sacré release...
-
A priori ils viennent de mettre en ligne la release 1.7.3 qui corrige ca
-
Bonjour a tous. Quelques mots pour vous signaler un problème avec la dernière version de Bambu Studio (la toute dernière V 1.7.2.51). La qualité d'impression est fortement dégradée lorsque on utilise le mode ARACHNE au niveau de la gestion des murs. En attendant qu'ils règlent le problème, sélectionner "CLASSIQUE". En particulier la gestion des coutures devient désastreuse. Ci joint les liens qui traitent du sujet dans le forum Bambu https://forum.bambulab.com/t/print-quality-degrade-after-studio-1-7-update/23209/13 https://github.com/bambulab/BambuStudio/issues/2205 Si ça peut vous aider a ne pas perdre des heures comme votre serviteur à chercher pourquoi ça marche plus comme avant, lol
-
Si moi y en a utiliser ça pour le PLA de chez TOTO alors quand j'imprime un objet avec le PLA de chez TOTO, moi y en a plus besoin d'utiliser ça vrai ou faux ?
-
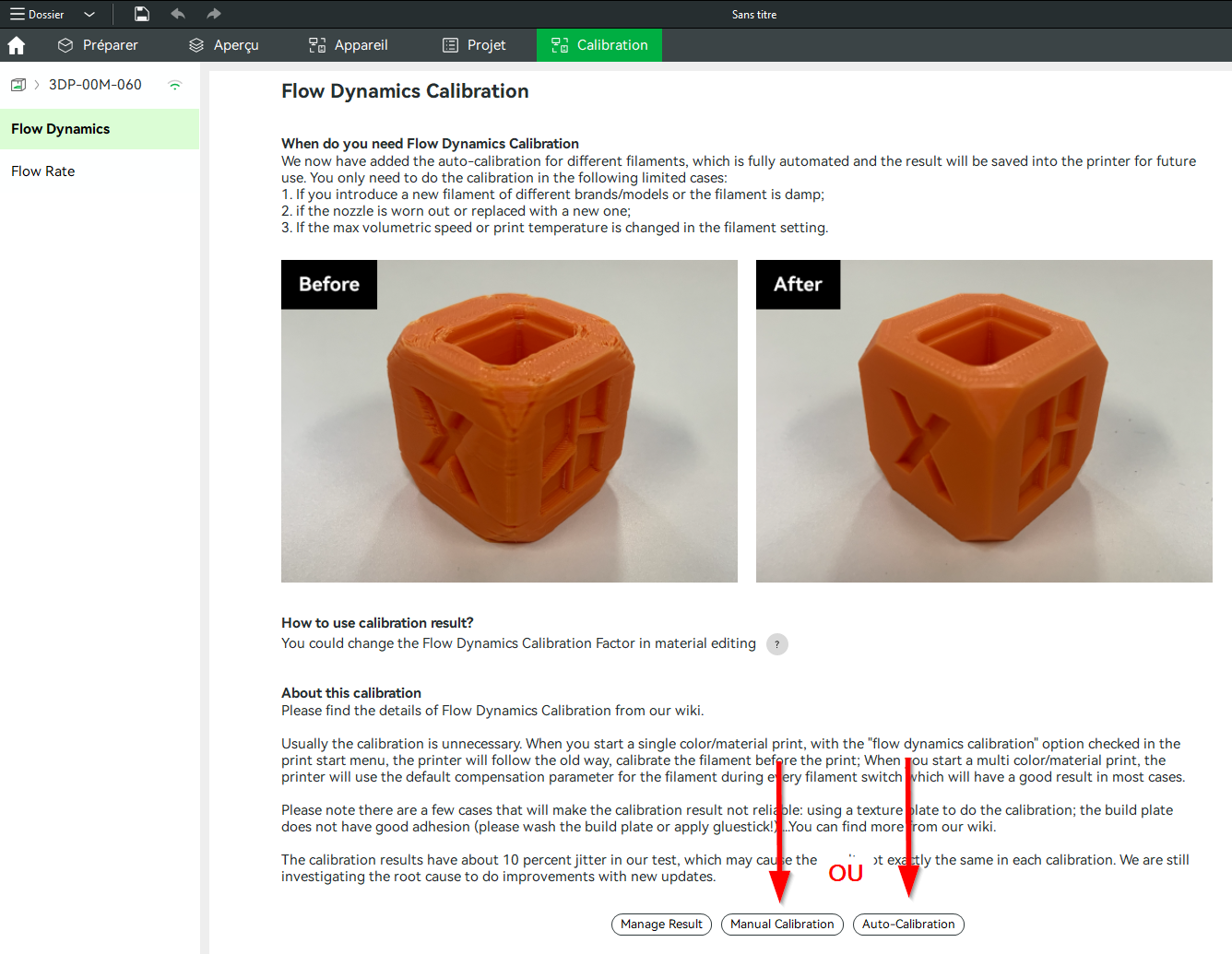
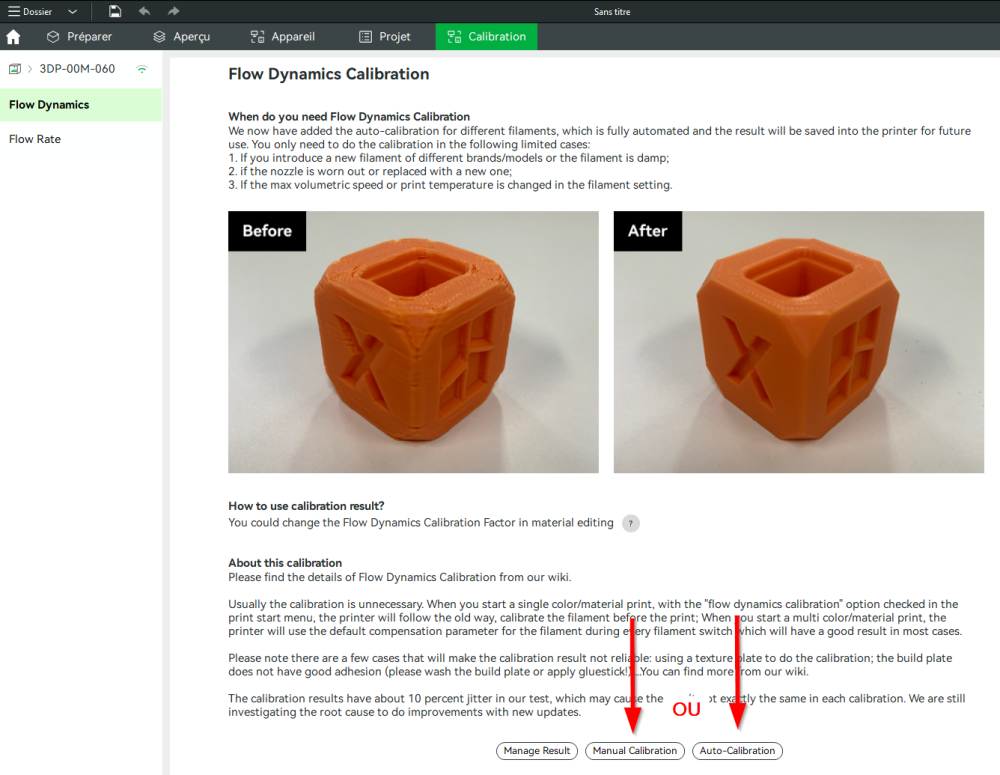
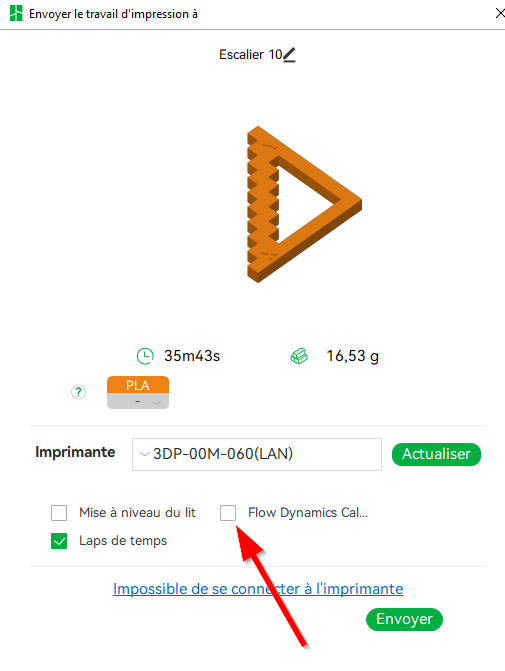
Bonjour à tous Avec la dernière version de Bambu Studio et du firmware parues cette semaine, pour une filament donné (marque et matière), si j'effectue une calibration de flux dynamique manuelle ou automatique à partir du nouvel onglet calibration de Bambu Studio et que j'enregistre le facteur K, je n'ai plus besoin de valider l'option Flow Dynamics Calibration au moment ou j'envoie le fichier à imprimer et effectuer une nouvelle calibration à chaque impression ! Vrai ou faux ?
-
je viens de te repondre dans le forum bambu lab en anglais, lol Le modèle semble très fin et haut. Peut-être des vibrations lors de l'impression du haut. Essayez d'améliorer les supports pour rigidifier la pièce.
-
On dirait que par endroit les couches s'affaissent car le filament n'a pas le temps d'assez refroidir . Essaye de trouver peut etre un meilleur compromis entre vitesse et t° d'impression.
-
2 - Dommage, ca fait qu'on doit avoir une version du fichier a imprimer pour chaque matiere.
-
Bonjour à tous les experts de la X1C. J'aurais 2 questions à vous soumettre. Point important, je ne possède pas d'AMS donc gestion des filaments "à la main". Question 1 : Sur l'imprimante elle même, il est possible de configurer quel type de filament est à poste. Les seuls choix proposés sont les filaments Bambu ou bien les filaments génériques. Y a t il un moyen pour télécharger des profils de filament qu'on a soi même défini dans le slicer adaptés aux filaments qu'on utilise ? Question 2 : Supposons que j'ai slicé un projet avec un profil de filament PLA et que j'ai enregistré ce projet sur la carte SD. J'installe sur mon imprimante un autre type de filament, ASA par exemple, en la configurant correctement. Si je demande d'imprimer le projet enregistré, est ce que l'impression va se faire avec le profil du filament enregistré dans le projet, donc PLA, ou bien est ce que l'imprimante va automatiquement adapter les paramètres d'impression au filament que le lui ai configuré en local, donc ASA. Merci pour votre contribution
-
Moi j'ai eu un pop up dans Bambu Studio cette aprés midi au sujet d'un Update, mais cela ne concerne que les profils de tranchage. J'ai cliqué et effectivement de nouveaux profils ont été téléchargés. On peut voir ca dans C:\Users\(moi, lol)\AppData\Roaming\BambuStudio\system\BBL\process. Maintenant de la à savoir ce qui a changé, je n'ai pas encore assez de maitrise sur les cotés obscurs des paramètres... Bah, fougueux on l'est toujours, la preuve on a acheté une Bambu lab , c'est juste que quand on a trop "fougué", au lieu de mettre seulement quelques heures a s'en remettre, il nous faut 3 jours ....
-
Interessant, mais comment fais tu pour voir ca ?
-
Bonjour, je confirme que le fichier d’impression du Benchy fourni dans l'imprimante est de très mauvaise qualité. A mon avis, il n'a pas été généré pour cette imprimante car l'impression est vraiment pourrie, et ce, quelle que soit la vitesse d'impression ( j'ai essayé les 4 choix de silencieux à Ridicule, lol). J'ai récupéré un fichier STL de Benchy sur le net et je l'ai fait tranché par Bambu Studio, et là j'ai obtenu des impressions impeccables. J'ai même modifié le fichier STL pour faire un Benchy avec juste la coque et ses portes à faux pour affiner le réglage de température d'impression de mon filament Grossiste 3D afin de ne pas gaspiller inutilement trop de filament.
-
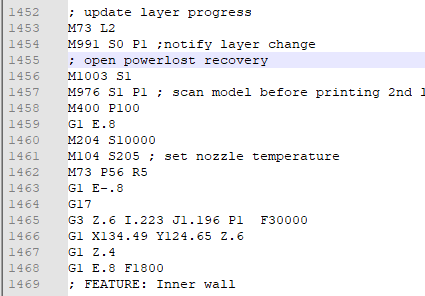
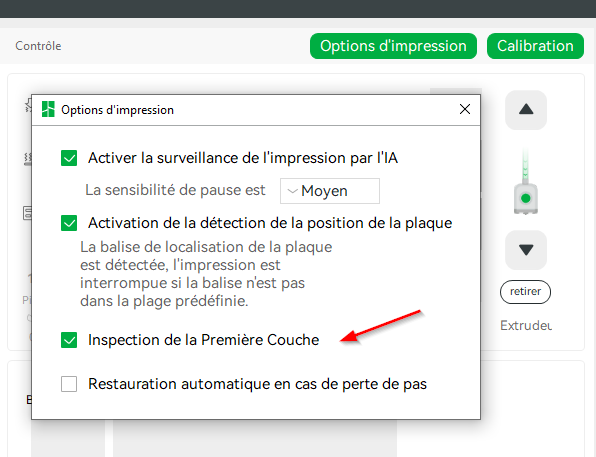
Bonjour à tous Comme annoncé j'ai poursuivi mes investigations concernant ce problème de deuxième couche. Diverses manipulations m'ont amenées à constater que ce problème se rencontre également lorsqu'on met une impression en pause depuis le panneau de commande. Le cycle de sortie de pause semble être le même que celui de reprise de l'impression après la phase d'inspection de la première couche. Il est alors facile d'effectuer des essais autant qu'on en veut, et retrouve parfois le même problème du mauvais essuyage de la buse et la reprise d'impression avec un spaghetti accroché a la tête d'impression qui vient polluer l'impression. On ne peut hélas que subir ce désagrément vu que tout se passe au niveau du firmware de l'imprimante. Puisque on ne peut agir sur ce comportement, ma démarche a donc été d'essayer de supprimer la phase d'inspection de la première couche. Je me suis alors lancé dans l'analyse du Gcode pour y trouver la séquence suivante : La commande M976 S1 P1 accompagnée de la commande M400 P100 sont celles qui commandent le scan de la première couche. En supprimant ces commandes, effectivement, plus de séquence d'inspection, donc plus de problème. Par contre, ceci n'est pas du tout pratique à effectuer systématiquement puisque il faut générer un gcode natif en mode texte, éditer celui-ci a la main et lancer une impression à partir de ce Gcode modifié. Bref, une fois que je me suis bien fait ch... a chercher et à faire tout ca, je me suis aperçu que tout bêtement, aussi bien dans Bambu Studio que depuis le panneau de contrôle de l'imprimante, dans le menu options d'impression, il y avait une option sélectable qui permettait de tout simplement activer ou non l'inspection de première couche. Il suffit de la dévalider et le tour est joué !! Je reste cependant sur l'idée que coté firmware, la cycle de reprise d'impression n'est pas top. En bien observant ce qui se passe, la machine monte la température de la tête d'impression à la valeur d'mpression, extrude du filament en bonne quantité et passe immédiatement sur l'essuyeur sans faire de pause ni rétractation. C'est ce qui cause le phénomène.
-
je confirme ! Après 40 ans d’expérience en développement en informatique industrielle, lol