Merci à vous deux
il me semble évident du fait qu'il ne faut pas toucher au réglage de la hauteur du plateau après un Auto leveling et de même, il ne faut pas toucher au réglage de la hauteur du plateau après un home classique . (ça n'a pas de sens)
Merci pour cette réponse. du coup, il faut que cherche le soucis ailleurs
J'ai lu qu'il fallait toujours faire un G28 (home X;Y;Z) avant un G29 (Auto-leveling)
Ce qui me semble logique également par rapport à mon G Code
l'imprimante fait un Home, puis l'auto-leveling.
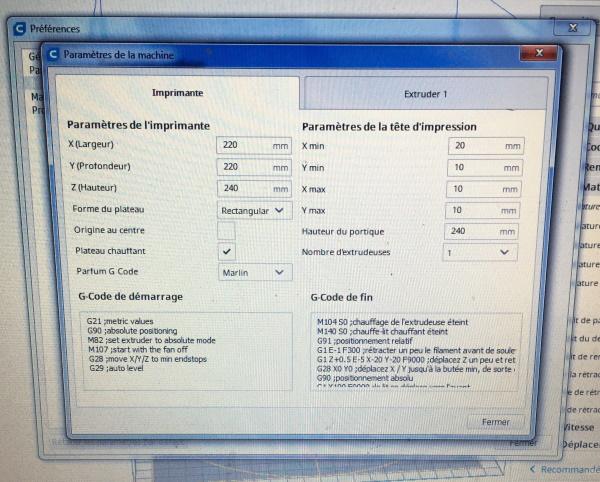
voici mon Gcode de début pour l'imprimante de CURA
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 ;move X/Y/Z to min endstops
G29 ;auto level
il n'y a pas de deuxième G28. Je ne peux donc pas l'enlever.
Je les ai aligné avec un pieds à coulisse.
Les deux coté des axes transversales Z sont alignés à 0.1 mm près.
à tout hasard, je vous joint le GCode généré par cura pour l'impression d'un cercle de centrage dans lequel je ne vois pas de G28 supplémentaire non plus.
Ficher Gcode du cercle
;FLAVOR:Marlin
;TIME:213
;Filament used: 0.180753m
;Layer height: 0.2
;MINX:10.2
;MINY:10.2
;MINZ:0.3
;MAXX:209.8
;MAXY:209.8
;MAXZ:0.3
;Generated with Cura_SteamEngine 4.2.1
M140 S60
M105
M190 S60
M104 S200
M105
M109 S200
M82 ;absolute extrusion mode
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 ;move X/Y/Z to min endstops
G29 ;auto level
M141 S28
G92 E0
G21 ;valeurs métriques
G90 ;positionnement absolu
M82 ;mettre l'extrudeuse en mode absolu
M107 ;commencez avec le ventilateur éteint
G28 X0 Y0 ;déplacer X / Y à des butées min
G28 Z0 ;déplacez Z en butées min
G0 X0 Y15 F9000 ;Lit en avant
G0 Z0.15 ;Déposer au lit
G92 E0 ;zéro la longueur extrudée
G1 X40 E10 F500 ;Extruder 10 mm de filament sur 4 cm
G92 E0 ;zéro la longueur extrudée
G1 E-1 F500 ;Rétracter un peu
G1 X80 F4000 ;Essuye rapidement la ligne de filament
G1 Z0.3 ;Levez et commencez à imprimer.
G1 F120
M117 Impression...
G92 E0
G1 F1500 E-6.5
;LAYER_COUNT:1
;LAYER:0
M107
;MESH:200mm_bed_center_calibration_crosshair.stl
G0 F3600 X10.746 Y99.568 Z0.3
;TYPE:WALL-INNER
G1 F1500 E0
G1 F1200 X10.6 Y101.093 E0.07912
G1 X10.6 Y99.568 E0.09343
G1 X10.6 Y98.007 E0.17405
G1 X10.6 Y97.987 E0.17508
G1 X10.924 Y98.007 E0.18683
G1 X10.923 Y98.022
G1 X10.746 Y99.568 E0.23394
G0 F3600 X10.648 Y99.558
G0 X10.205 Y109.418
G0 X10.647 Y120.44
G0 X10.746 Y120.432
G1 F1200 X10.922 Y121.977 E0.31425
G1 X10.924 Y121.993 E0.31508
G1 X10.6 Y122.014 E0.32683
G1 X10.6 Y121.993
G1 X10.6 Y120.432 E0.37412
G1 X10.6 Y118.907 E0.45288
G1 X10.746 Y120.432 E0.46751
G0 F3600 X10.647 Y120.44
G0 X10.944 Y122.41
G0 X13.529 Y134.05
G0 X14.92 Y139.065
G0 X16.477 Y143.702
G0 X17.815 Y147.243
G0 X19.89 Y152.017
G0 X22.212 Y156.675
G0 X24.776 Y161.206
G0 X27.571 Y165.596
G0 X30.595 Y169.833
G0 X33.838 Y173.91
G0 X37.285 Y177.805
G0 X40.933 Y181.518
G0 X44.771 Y185.036
G0 X48.787 Y188.347
G0 X52.971 Y191.443
G0 X57.315 Y194.318
G0 X61.797 Y196.957
G0 X66.414 Y199.361
G0 X71.15 Y201.519
G0 X74.371 Y202.822
G0 X79.275 Y204.558
G0 X84.265 Y206.036
G0 X89.327 Y207.252
G0 X94.446 Y208.201
G0 X97.59 Y209.056
G0 X99.558 Y209.352
G0 X99.568 Y209.254
G1 F1200 X101.093 Y209.4 E0.54663
G1 X99.568 Y209.4 E0.56094
G1 X98.007 Y209.4 E0.64156
G1 X97.986 Y209.4 E0.64265
G1 X98.007 Y209.076 E0.6544
G1 X98.021 Y209.077
G1 X99.568 Y209.254 E0.70155
G0 F3600 X99.558 Y209.352
G0 X109.417 Y209.795
G0 X120.44 Y209.353
G0 X120.432 Y209.254
G1 F1200 X121.977 Y209.078 E0.78186
G1 X121.993 Y209.076 E0.78269
G1 X122.014 Y209.4 E0.79444
G1 X121.993 Y209.4
G1 X120.432 Y209.4 E0.84173
G1 X118.907 Y209.4 E0.92049
G1 X120.432 Y209.254 E0.93512
G0 F3600 X120.44 Y209.353
G0 X122.41 Y209.056
G0 X134.054 Y206.47
G0 X139.065 Y205.08
G0 X143.702 Y203.523
G0 X147.243 Y202.185
G0 X152.021 Y200.108
G0 X156.679 Y197.786
G0 X161.209 Y195.222
G0 X165.599 Y192.427
G0 X169.836 Y189.403
G0 X173.91 Y186.162
G0 X177.805 Y182.715
G0 X181.521 Y179.064
G0 X185.038 Y175.227
G0 X188.347 Y171.213
G0 X191.445 Y167.026
G0 X194.318 Y162.685
G0 X196.959 Y158.2
G0 X199.361 Y153.586
G0 X201.521 Y148.846
G0 X202.822 Y145.629
G0 X204.559 Y140.722
G0 X206.037 Y135.731
G0 X207.253 Y130.67
G0 X209.056 Y122.41
G0 X209.352 Y120.442
G0 X209.254 Y120.432
G1 F1200 X209.4 Y118.907 E1.01424
G1 X209.4 Y120.432 E1.02855
G1 X209.4 Y121.993 E1.10917
G1 X209.4 Y122.014 E1.11026
G1 X209.076 Y121.993 E1.12201
G1 X209.077 Y121.979
G1 X209.254 Y120.432 E1.16916
G0 F3600 X209.352 Y120.442
G0 X209.795 Y110.582
G0 X209.354 Y99.558
G0 X209.254 Y99.568
G1 F1200 X209.078 Y98.023 E1.24947
G1 X209.076 Y98.007 E1.2503
G1 X209.4 Y97.986 E1.26205
G1 X209.4 Y98.007
G1 X209.4 Y99.568 E1.30934
G1 X209.4 Y101.093 E1.3881
G1 X209.254 Y99.568 E1.40273
G0 F3600 X209.354 Y99.558
G0 X209.056 Y97.59
G0 X206.47 Y85.946
G0 X205.079 Y80.931
G0 X203.523 Y76.298
G0 X202.184 Y72.754
G0 X200.108 Y67.979
G0 X197.786 Y63.321
G0 X195.222 Y58.791
G0 X192.427 Y54.401
G0 X189.403 Y50.164
G0 X186.162 Y46.09
G0 X182.715 Y42.195
G0 X179.064 Y38.479
G0 X175.227 Y34.962
G0 X171.213 Y31.653
G0 X167.026 Y28.555
G0 X162.685 Y25.682
G0 X158.203 Y23.043
G0 X153.586 Y20.639
G0 X148.85 Y18.481
G0 X145.629 Y17.178
G0 X140.722 Y15.441
G0 X135.731 Y13.963
G0 X130.673 Y12.748
G0 X122.41 Y10.944
G0 X120.442 Y10.648
G0 X120.432 Y10.746
G1 F1200 X118.907 Y10.6 E1.48185
G1 X120.432 Y10.6 E1.49616
G1 X121.993 Y10.6 E1.57678
G1 X122.014 Y10.6 E1.57786
G1 X121.993 Y10.924 E1.58961
G1 X121.979 Y10.923
G1 X120.432 Y10.746 E1.63677
G0 F3600 X120.442 Y10.648
G0 X110.582 Y10.205
G0 X99.56 Y10.647
G0 X99.568 Y10.746
G1 F1200 X98.023 Y10.922 E1.71708
G1 X98.007 Y10.924 E1.71791
G1 X97.986 Y10.6 E1.72966
G1 X98.007 Y10.6
G1 X99.568 Y10.6 E1.77695
G1 X101.093 Y10.6 E1.85571
G1 X99.568 Y10.746 E1.87034
G0 F3600 X99.56 Y10.647
G0 X97.803 Y10.611
G0 X10.545 Y10.545
G0 X10.6 Y10.6
;TYPE:WALL-OUTER
G1 F1200 X10.6 Y97.386 E6.35247
G1 X10.6 Y97.586 E6.3628
G1 X10.974 Y97.61 E6.38215
G1 X10.999 Y97.412 E6.39212
G1 X11.169 Y96.114 E6.45973
G1 X11.17 Y96.113 E6.4598
G1 X11.172 Y96.102 E6.46038
G1 X11.429 Y94.387 E6.54994
G1 X11.716 Y92.671 E6.6398
G1 X12.031 Y90.966 E6.72934
G1 X12.033 Y90.959 E6.72972
G1 X12.38 Y89.252 E6.81968
G1 X12.382 Y89.245 E6.82006
G1 X12.757 Y87.552 E6.90961
G1 X13.161 Y85.864 E6.99925
G1 X13.163 Y85.858 E6.99958
G1 X13.165 Y85.852 E6.99991
G1 X13.6 Y84.172 E7.08953
G1 X14.066 Y82.493 E7.17953
G1 X14.56 Y80.823 E7.26947
G1 X15.084 Y79.161 E7.35947
G1 X15.637 Y77.51 E7.44939
G1 X15.641 Y77.499 E7.45
G1 X16.22 Y75.865 E7.53953
G1 X16.826 Y74.239 E7.62914
G1 X16.828 Y74.236 E7.62933
G1 X16.831 Y74.229 E7.62972
G1 X17.467 Y72.616 E7.71927
G1 X18.135 Y71.004 E7.80939
G1 X18.828 Y69.409 E7.8992
G1 X19.551 Y67.821 E7.98932
G1 X20.3 Y66.252 E8.07911
G1 X21.073 Y64.699 E8.1687
G1 X21.078 Y64.69 E8.16923
G1 X21.08 Y64.686 E8.16946
G1 X21.881 Y63.148 E8.25902
G1 X22.708 Y61.624 E8.34857
G1 X22.712 Y61.617 E8.34899
G1 X23.569 Y60.102 E8.43888
G1 X24.453 Y58.601 E8.52885
G1 X24.459 Y58.591 E8.52945
G1 X25.366 Y57.113 E8.61901
G1 X26.3 Y55.646 E8.70883
G1 X27.261 Y54.194 E8.79875
G1 X28.248 Y52.758 E8.88874
G1 X29.259 Y51.341 E8.97864
G1 X30.295 Y49.941 E9.06859
G1 X31.356 Y48.558 E9.15862
G1 X32.442 Y47.192 E9.24874
G1 X33.548 Y45.851 E9.33851
G1 X34.679 Y44.527 E9.42845
G1 X35.836 Y43.22 E9.5186
G1 X37.007 Y41.941 E9.60815
G1 X37.01 Y41.938 E9.60837
G1 X38.209 Y40.674 E9.69835
G1 X39.429 Y39.432 E9.78826
G1 X40.672 Y38.211 E9.87825
G1 X41.938 Y37.01 E9.96837
G1 X41.941 Y37.007 E9.96859
G1 X43.219 Y35.835 E10.05815
G1 X44.527 Y34.679 E10.1483
G1 X45.851 Y33.548 E10.23823
G1 X47.192 Y32.442 E10.32801
G1 X48.556 Y31.358 E10.41799
G1 X49.938 Y30.297 E10.50797
G1 X51.338 Y29.261 E10.59792
G1 X52.755 Y28.25 E10.68782
G1 X54.191 Y27.263 E10.77781
G1 X55.643 Y26.302 E10.86774
G1 X57.105 Y25.37 E10.95728
G1 X57.113 Y25.365 E10.95777
G1 X57.122 Y25.359 E10.95833
G1 X58.601 Y24.454 E11.04788
G1 X60.102 Y23.569 E11.13787
G1 X61.611 Y22.716 E11.22739
G1 X61.614 Y22.714 E11.22758
G1 X61.624 Y22.708 E11.22818
G1 X63.148 Y21.881 E11.31773
G1 X64.686 Y21.08 E11.40729
G1 X64.69 Y21.078 E11.40752
G1 X64.699 Y21.073 E11.40805
G1 X66.252 Y20.3 E11.49764
G1 X67.821 Y19.551 E11.58743
G1 X69.409 Y18.828 E11.67755
G1 X71.004 Y18.134 E11.76738
G1 X72.616 Y17.467 E11.85748
G1 X74.233 Y16.829 E11.94726
G1 X75.858 Y16.222 E12.03684
G1 X75.865 Y16.219 E12.03724
G1 X75.875 Y16.215 E12.03779
G1 X77.51 Y15.637 E12.12736
G1 X79.155 Y15.086 E12.21695
G1 X79.158 Y15.085 E12.21712
G1 X80.82 Y14.561 E12.30712
G1 X80.827 Y14.559 E12.30749
G1 X82.49 Y14.067 E12.39706
G1 X84.168 Y13.601 E12.487
G1 X85.858 Y13.164 E12.57715
G1 X87.548 Y12.758 E12.66692
G1 X89.249 Y12.381 E12.7569
G1 X90.95 Y12.035 E12.84655
G1 X90.955 Y12.034 E12.84681
G1 X90.966 Y12.031 E12.8474
G1 X92.671 Y11.716 E12.93695
G1 X94.387 Y11.429 E13.0268
G1 X96.113 Y11.171 E13.11693
G1 X97.61 Y10.974 E13.19491
G1 X97.585 Y10.6 E13.21427
G1 X10.6 Y10.6 E17.70667
G0 F3600 X10.6 Y10.8
G0 X10.5 Y10.8
G0 X10.53 Y109.87
G0 X10.601 Y109.8
G1 F1200 X10.801 Y109.8 E17.717
G1 X10.802 Y109.8 E17.71706
G1 X109.8 Y109.8 E22.82988
G1 X109.8 Y10.802 E27.9427
G1 X109.8 Y10.801 E27.94276
G1 X109.8 Y10.601 E27.95309
G1 X109.6 Y10.601 E27.95977
G1 X109.599 Y10.602 E27.95985
G1 X108.265 Y10.615 E28.02874
G1 X106.531 Y10.66 E28.11833
G1 X104.797 Y10.736 E28.20797
G1 X103.066 Y10.842 E28.29753
G1 X101.337 Y10.978 E28.38711
G1 X99.61 Y11.144 E28.47671
G1 X97.887 Y11.34 E28.56627
G1 X97.663 Y11.369 E28.57793
G1 X96.166 Y11.567 E28.65563
G1 X94.451 Y11.823 E28.74485
G1 X92.739 Y12.11 E28.83416
G1 X91.034 Y12.427 E28.92361
G1 X89.333 Y12.772 E29.01314
G1 X87.64 Y13.147 E29.10247
G1 X85.953 Y13.553 E29.19186
G1 X84.273 Y13.987 E29.28125
G1 X82.602 Y14.451 E29.37059
G1 X80.939 Y14.944 E29.46006
G1 X79.284 Y15.465 E29.54967
G1 X77.639 Y16.016 E29.63915
G1 X76.004 Y16.595 E29.72862
G1 X74.378 Y17.202 E29.81815
G1 X72.764 Y17.838 E29.90752
G1 X71.161 Y18.502 E29.9969
G1 X69.571 Y19.193 E30.0861
G1 X67.991 Y19.913 E30.17544
G1 X66.426 Y20.66 E30.26477
G1 X64.873 Y21.434 E30.35428
G1 X63.334 Y22.235 E30.44377
G1 X61.81 Y23.063 E30.53323
G1 X60.3 Y23.917 E30.62271
G1 X58.805 Y24.798 E30.71211
G1 X57.326 Y25.704 E30.80157
G1 X55.863 Y26.636 E30.89105
G1 X54.416 Y27.593 E30.98042
G1 X52.986 Y28.576 E31.06982
G1 X51.574 Y29.583 E31.15916
G1 X50.18 Y30.615 E31.24851
G1 X48.803 Y31.671 E31.3378
G1 X47.445 Y32.752 E31.4271
G1 X46.107 Y33.855 E31.51643
G1 X44.788 Y34.982 E31.60581
G1 X43.488 Y36.131 E31.69519
G1 X42.21 Y37.304 E31.78467
G1 X40.951 Y38.498 E31.87428
G1 X39.714 Y39.714 E31.96387
G1 X38.498 Y40.951 E32.05345
G1 X37.304 Y42.21 E32.14306
G1 X36.131 Y43.488 E32.23243
G1 X34.982 Y44.788 E32.3217
G1 X33.855 Y46.107 E32.41107
G1 X32.752 Y47.445 E32.5004
G1 X31.671 Y48.803 E32.58971
G1 X30.615 Y50.18 E32.67899
G1 X29.583 Y51.574 E32.76835
G1 X28.576 Y52.986 E32.85769
G1 X27.593 Y54.416 E32.94709
G1 X26.636 Y55.863 E33.03646
G1 X25.704 Y57.326 E33.12582
G1 X24.798 Y58.805 E33.21529
G1 X23.917 Y60.3 E33.30491
G1 X23.063 Y61.81 E33.3945
G1 X22.235 Y63.334 E33.48396
G1 X21.434 Y64.873 E33.57345
G1 X20.66 Y66.426 E33.66296
G1 X19.913 Y67.991 E33.75229
G1 X19.193 Y69.571 E33.84174
G1 X18.502 Y71.161 E33.93105
G1 X17.838 Y72.764 E34.02044
G1 X17.202 Y74.378 E34.10992
G1 X16.595 Y76.004 E34.19945
G1 X16.016 Y77.639 E34.28891
G1 X15.465 Y79.284 E34.37851
G1 X14.944 Y80.939 E34.46812
G1 X14.451 Y82.602 E34.5577
G1 X13.987 Y84.273 E34.64715
G1 X13.553 Y85.953 E34.73666
G1 X13.147 Y87.64 E34.82616
G1 X12.772 Y89.333 E34.9156
G1 X12.427 Y91.034 E35.00524
G1 X12.11 Y92.739 E35.09469
G1 X11.823 Y94.451 E35.18412
G1 X11.567 Y96.166 E35.27356
G1 X11.37 Y97.662 E35.35149
G1 X11.34 Y97.887 E35.36321
G1 X11.144 Y99.61 E35.45277
G1 X10.978 Y101.337 E35.54238
G1 X10.842 Y103.066 E35.63195
G1 X10.736 Y104.797 E35.72151
G1 X10.66 Y106.531 E35.81115
G1 X10.615 Y108.265 E35.90074
G1 X10.602 Y109.599 E35.96964
G1 X10.601 Y109.6 E35.96971
G1 X10.601 Y109.8 E35.9764
G0 F3600 X10.801 Y109.8
G0 X10.801 Y109.9
G0 X10.53 Y209.47
G0 X10.6 Y209.4
G1 F1200 X97.385 Y209.4 E40.45847
G1 X97.585 Y209.4 E40.4688
G1 X97.61 Y209.026 E40.48816
G1 X97.412 Y209.001 E40.49813
G1 X96.114 Y208.831 E40.56574
G1 X96.113 Y208.83 E40.56581
G1 X96.102 Y208.828 E40.56639
G1 X94.387 Y208.571 E40.65595
G1 X92.671 Y208.284 E40.74581
G1 X90.966 Y207.969 E40.83535
G1 X90.955 Y207.966 E40.83594
G1 X90.95 Y207.965 E40.83621
G1 X89.249 Y207.619 E40.92586
G1 X87.548 Y207.242 E41.01584
G1 X85.86 Y206.838 E41.10548
G1 X85.858 Y206.837 E41.10559
G1 X84.168 Y206.399 E41.19576
G1 X82.49 Y205.933 E41.2857
G1 X80.82 Y205.439 E41.37564
G1 X79.158 Y204.915 E41.46564
G1 X77.51 Y204.363 E41.5554
G1 X77.499 Y204.359 E41.55601
G1 X75.865 Y203.78 E41.64554
G1 X74.239 Y203.174 E41.73515
G1 X74.233 Y203.171 E41.7355
G1 X74.229 Y203.169 E41.73573
G1 X72.616 Y202.533 E41.82528
G1 X71.004 Y201.865 E41.9154
G1 X69.409 Y201.172 E42.00521
G1 X67.821 Y200.449 E42.09532
G1 X66.252 Y199.7 E42.18512
G1 X64.699 Y198.927 E42.27471
G1 X64.69 Y198.922 E42.27524
G1 X64.686 Y198.92 E42.27547
G1 X63.148 Y198.119 E42.36503
G1 X61.624 Y197.292 E42.45458
G1 X61.614 Y197.286 E42.45518
G1 X60.102 Y196.431 E42.54489
G1 X58.601 Y195.547 E42.63486
G1 X58.591 Y195.541 E42.63546
G1 X57.113 Y194.634 E42.72502
G1 X55.643 Y193.698 E42.81502
G1 X54.191 Y192.737 E42.90495
G1 X52.755 Y191.75 E42.99494
G1 X51.338 Y190.739 E43.08484
G1 X49.938 Y189.703 E43.17479
G1 X48.556 Y188.642 E43.26477
G1 X47.192 Y187.558 E43.35475
G1 X45.851 Y186.452 E43.44452
G1 X44.527 Y185.321 E43.53445
G1 X43.22 Y184.164 E43.6246
G1 X41.941 Y182.993 E43.71416
G1 X41.938 Y182.99 E43.71438
G1 X40.672 Y181.789 E43.80451
G1 X39.429 Y180.568 E43.89449
G1 X38.209 Y179.326 E43.98441
G1 X37.01 Y178.062 E44.07438
G1 X37.007 Y178.059 E44.0746
G1 X35.835 Y176.781 E44.16416
G1 X34.679 Y175.473 E44.25431
G1 X33.548 Y174.149 E44.34424
G1 X32.442 Y172.808 E44.43402
G1 X31.356 Y171.442 E44.52414
G1 X30.295 Y170.059 E44.61417
G1 X29.259 Y168.659 E44.70411
G1 X28.248 Y167.242 E44.79401
G1 X27.261 Y165.806 E44.88401
G1 X26.3 Y164.354 E44.97393
G1 X25.365 Y162.887 E45.06378
G1 X24.454 Y161.399 E45.15388
G1 X23.569 Y159.898 E45.24388
G1 X22.715 Y158.389 E45.33342
G1 X22.712 Y158.383 E45.33377
G1 X22.708 Y158.376 E45.33419
G1 X21.881 Y156.852 E45.42374
G1 X21.08 Y155.314 E45.51329
G1 X21.078 Y155.31 E45.51353
G1 X21.073 Y155.301 E45.51406
G1 X20.3 Y153.748 E45.60365
G1 X19.551 Y152.179 E45.69344
G1 X18.828 Y150.591 E45.78355
G1 X18.134 Y148.996 E45.87339
G1 X17.467 Y147.384 E45.96349
G1 X16.828 Y145.764 E46.05343
G1 X16.221 Y144.139 E46.14302
G1 X16.219 Y144.135 E46.14325
G1 X16.215 Y144.125 E46.1438
G1 X15.637 Y142.49 E46.23336
G1 X15.087 Y140.846 E46.3229
G1 X15.084 Y140.839 E46.32329
G1 X14.56 Y139.177 E46.41329
G1 X14.558 Y139.17 E46.41367
G1 X14.066 Y137.507 E46.50323
G1 X13.6 Y135.828 E46.59322
G1 X13.164 Y134.142 E46.68316
G1 X12.757 Y132.448 E46.77314
G1 X12.38 Y130.748 E46.86307
G1 X12.035 Y129.047 E46.95271
G1 X12.033 Y129.041 E46.95304
G1 X12.031 Y129.034 E46.95341
G1 X11.716 Y127.329 E47.04296
G1 X11.429 Y125.613 E47.13281
G1 X11.171 Y123.887 E47.22294
G1 X10.974 Y122.39 E47.30092
G1 X10.6 Y122.415 E47.32028
G1 X10.6 Y209.4 E51.81269
G0 F3600 X10.8 Y209.4
G0 X10.8 Y209.5
G0 X109.87 Y209.47
G0 X109.8 Y209.399
G1 F1200 X109.8 Y209.199 E51.82302
G1 X109.8 Y209.198 E51.82307
G1 X109.8 Y110.2 E56.93589
G1 X10.802 Y110.2 E62.04872
G1 X10.801 Y110.2 E62.04877
G1 X10.601 Y110.2 E62.0591
G1 X10.601 Y110.4 E62.06579
G1 X10.602 Y110.401 E62.06586
G1 X10.615 Y111.735 E62.13476
G1 X10.66 Y113.469 E62.22434
G1 X10.736 Y115.203 E62.31398
G1 X10.842 Y116.934 E62.40355
G1 X10.978 Y118.663 E62.49312
G1 X11.144 Y120.39 E62.58272
G1 X11.34 Y122.113 E62.67228
G1 X11.369 Y122.337 E62.68395
G1 X11.567 Y123.834 E62.76164
G1 X11.823 Y125.549 E62.85097
G1 X12.11 Y127.261 E62.9404
G1 X12.427 Y128.966 E63.02985
G1 X12.772 Y130.667 E63.11938
G1 X13.147 Y132.36 E63.20871
G1 X13.553 Y134.047 E63.2981
G1 X13.987 Y135.727 E63.38749
G1 X14.451 Y137.398 E63.47683
G1 X14.944 Y139.061 E63.5663
G1 X15.465 Y140.716 E63.65591
G1 X16.016 Y142.361 E63.74539
G1 X16.595 Y143.996 E63.83486
G1 X17.202 Y145.622 E63.92438
G1 X17.838 Y147.236 E64.01375
G1 X18.502 Y148.839 E64.10314
G1 X19.193 Y150.429 E64.19245
G1 X19.913 Y152.009 E64.2819
G1 X20.66 Y153.574 E64.37124
G1 X21.434 Y155.127 E64.46074
G1 X22.235 Y156.666 E64.55023
G1 X23.063 Y158.19 E64.63969
G1 X23.917 Y159.7 E64.72918
G1 X24.798 Y161.195 E64.81857
G1 X25.704 Y162.674 E64.90792
G1 X26.636 Y164.137 E64.99728
G1 X27.593 Y165.584 E65.08666
G1 X28.576 Y167.014 E65.17605
G1 X29.583 Y168.426 E65.2654
G1 X30.615 Y169.82 E65.35475
G1 X31.671 Y171.197 E65.44415
G1 X32.752 Y172.555 E65.53356
G1 X33.855 Y173.893 E65.62289
G1 X34.982 Y175.212 E65.71227
G1 X36.131 Y176.512 E65.80165
G1 X37.304 Y177.79 E65.89113
G1 X38.498 Y179.049 E65.98074
G1 X39.714 Y180.286 E66.07033
G1 X40.951 Y181.502 E66.15991
G1 X42.21 Y182.696 E66.24952
G1 X43.488 Y183.869 E66.33889
G1 X44.788 Y185.018 E66.42816
G1 X46.107 Y186.145 E66.51753
G1 X47.445 Y187.248 E66.60686
G1 X48.803 Y188.329 E66.69617
G1 X50.18 Y189.385 E66.78545
G1 X51.574 Y190.417 E66.87481
G1 X52.986 Y191.424 E66.96415
G1 X54.416 Y192.407 E67.05355
G1 X55.863 Y193.364 E67.14292
G1 X57.326 Y194.296 E67.23228
G1 X58.805 Y195.202 E67.32175
G1 X60.3 Y196.083 E67.41137
G1 X61.81 Y196.937 E67.50096
G1 X63.334 Y197.765 E67.59042
G1 X64.873 Y198.566 E67.67991
G1 X66.426 Y199.34 E67.76942
G1 X67.991 Y200.087 E67.85875
G1 X69.571 Y200.807 E67.9482
G1 X71.161 Y201.498 E68.03751
G1 X72.764 Y202.162 E68.1269
G1 X74.378 Y202.798 E68.21638
G1 X76.004 Y203.405 E68.30591
G1 X77.639 Y203.984 E68.39537
G1 X79.284 Y204.535 E68.48497
G1 X80.939 Y205.056 E68.57458
G1 X82.602 Y205.549 E68.66416
G1 X84.273 Y206.013 E68.75373
G1 X85.953 Y206.447 E68.84334
G1 X87.64 Y206.853 E68.93284
G1 X89.333 Y207.228 E69.02217
G1 X91.034 Y207.573 E69.1117
G1 X92.739 Y207.89 E69.20115
G1 X94.451 Y208.177 E69.29058
G1 X96.166 Y208.433 E69.38002
G1 X97.662 Y208.63 E69.45795
G1 X97.887 Y208.66 E69.46967
G1 X99.61 Y208.856 E69.55923
G1 X101.337 Y209.022 E69.64884
G1 X103.066 Y209.158 E69.73841
G1 X104.797 Y209.264 E69.82797
G1 X106.531 Y209.34 E69.91761
G1 X108.265 Y209.385 E70.0072
G1 X109.599 Y209.398 E70.0761
G1 X109.6 Y209.399 E70.07617
G1 X109.8 Y209.399 E70.08286
G0 F3600 X109.8 Y209.199
G0 X110.2 Y209.399
G1 F1200 X110.4 Y209.399 E70.09319
G1 X110.401 Y209.398 E70.09326
G1 X111.201 Y209.39 E70.13458
G1 X111.734 Y209.385 E70.16211
G1 X113.469 Y209.34 E70.25174
G1 X115.203 Y209.264 E70.34138
G1 X116.934 Y209.158 E70.43095
G1 X118.663 Y209.022 E70.52052
G1 X120.39 Y208.856 E70.61012
G1 X122.113 Y208.66 E70.69968
G1 X122.337 Y208.631 E70.71135
G1 X123.834 Y208.433 E70.78933
G1 X125.549 Y208.177 E70.87889
G1 X127.261 Y207.89 E70.96854
G1 X128.966 Y207.573 E71.0581
G1 X130.667 Y207.228 E71.14774
G1 X132.36 Y206.853 E71.2373
G1 X134.047 Y206.447 E71.32691
G1 X135.727 Y206.013 E71.41652
G1 X137.398 Y205.549 E71.50609
G1 X139.061 Y205.056 E71.59567
G1 X140.716 Y204.535 E71.68528
G1 X142.361 Y203.984 E71.77488
G1 X143.996 Y203.405 E71.86446
G1 X145.622 Y202.798 E71.95409
G1 X147.236 Y202.162 E72.04369
G1 X148.839 Y201.498 E72.1333
G1 X150.429 Y200.807 E72.22283
G1 X152.009 Y200.087 E72.31251
G1 X153.574 Y199.34 E72.40207
G1 X155.127 Y198.566 E72.49168
G1 X156.666 Y197.765 E72.58129
G1 X158.19 Y196.937 E72.67086
G1 X159.7 Y196.083 E72.76045
G1 X161.195 Y195.202 E72.85007
G1 X162.674 Y194.296 E72.93965
G1 X164.137 Y193.364 E73.02924
G1 X165.584 Y192.407 E73.11883
G1 X167.014 Y191.424 E73.20845
G1 X168.426 Y190.417 E73.29802
G1 X169.82 Y189.385 E73.3876
G1 X171.197 Y188.329 E73.47722
G1 X172.555 Y187.248 E73.56686
G1 X173.893 Y186.145 E73.65642
G1 X175.212 Y185.018 E73.74602
G1 X176.512 Y183.869 E73.83562
G1 X177.79 Y182.696 E73.92521
G1 X179.049 Y181.502 E74.01483
G1 X180.286 Y180.286 E74.10441
G1 X181.502 Y179.049 E74.19399
G1 X182.696 Y177.79 E74.28361
G1 X183.869 Y176.512 E74.3732
G1 X185.018 Y175.212 E74.4628
G1 X186.145 Y173.893 E74.5524
G1 X187.248 Y172.555 E74.64196
G1 X188.329 Y171.197 E74.7316
G1 X189.385 Y169.82 E74.82122
G1 X190.417 Y168.426 E74.9108
G1 X191.424 Y167.014 E75.00037
G1 X192.407 Y165.584 E75.08999
G1 X193.364 Y164.137 E75.17958
G1 X194.296 Y162.674 E75.26917
G1 X195.202 Y161.195 E75.35875
G1 X196.083 Y159.7 E75.44837
G1 X196.937 Y158.19 E75.53796
G1 X197.765 Y156.666 E75.62753
G1 X198.566 Y155.127 E75.71714
G1 X199.34 Y153.574 E75.80675
G1 X200.087 Y152.009 E75.89631
G1 X200.807 Y150.429 E75.98599
G1 X201.498 Y148.839 E76.07552
G1 X202.162 Y147.236 E76.16513
G1 X202.798 Y145.622 E76.25473
G1 X203.405 Y143.996 E76.34436
G1 X203.984 Y142.361 E76.43394
G1 X204.535 Y140.716 E76.52354
G1 X205.056 Y139.061 E76.61315
G1 X205.549 Y137.398 E76.70273
G1 X206.013 Y135.727 E76.7923
G1 X206.447 Y134.047 E76.88191
G1 X206.853 Y132.36 E76.97152
G1 X207.228 Y130.667 E77.06108
G1 X207.573 Y128.966 E77.15072
G1 X207.89 Y127.261 E77.24028
G1 X208.177 Y125.549 E77.32993
G1 X208.433 Y123.834 E77.41949
G1 X208.63 Y122.338 E77.49742
G1 X208.66 Y122.113 E77.50914
G1 X208.856 Y120.39 E77.5987
G1 X209.022 Y118.663 E77.6883
G1 X209.158 Y116.934 E77.77787
G1 X209.264 Y115.203 E77.86744
G1 X209.34 Y113.469 E77.95708
G1 X209.385 Y111.735 E78.04666
G1 X209.398 Y110.401 E78.11556
G1 X209.399 Y110.4 E78.11563
G1 X209.399 Y110.2 E78.12596
G1 X209.199 Y110.2 E78.13265
G1 X209.198 Y110.2 E78.1327
G1 X110.2 Y110.2 E83.24553
G1 X110.2 Y209.198 E88.35835
G1 X110.2 Y209.199 E88.3584
G1 X110.2 Y209.399 E88.36509
G0 F3600 X110.4 Y209.399
G0 X110.398 Y209.498
G0 X209.47 Y209.47
G0 X209.4 Y209.4
G1 F1200 X209.4 Y122.615 E92.84717
G1 X209.4 Y122.415 E92.8575
G1 X209.026 Y122.39 E92.87686
G1 X209.001 Y122.588 E92.88683
G1 X208.831 Y123.886 E92.95444
G1 X208.83 Y123.887 E92.95451
G1 X208.828 Y123.898 E92.95509
G1 X208.571 Y125.613 E93.04454
G1 X208.284 Y127.329 E93.13417
G1 X207.969 Y129.034 E93.2236
G1 X207.967 Y129.041 E93.22398
G1 X207.62 Y130.748 E93.31394
G1 X207.618 Y130.755 E93.31432
G1 X207.243 Y132.448 E93.40376
G1 X206.839 Y134.136 E93.49329
G1 X206.837 Y134.142 E93.49361
G1 X206.835 Y134.148 E93.49394
G1 X206.4 Y135.828 E93.58346
G1 X205.934 Y137.507 E93.67333
G1 X205.44 Y139.177 E93.76328
G1 X204.916 Y140.839 E93.85328
G1 X204.363 Y142.49 E93.9432
G1 X204.359 Y142.501 E93.9438
G1 X203.78 Y144.135 E94.03322
G1 X203.174 Y145.761 E94.12273
G1 X203.172 Y145.764 E94.12292
G1 X203.169 Y145.771 E94.12331
G1 X202.533 Y147.384 E94.21274
G1 X201.865 Y148.996 E94.30264
G1 X201.172 Y150.591 E94.39223
G1 X200.449 Y152.179 E94.48212
G1 X199.7 Y153.748 E94.57168
G1 X198.927 Y155.301 E94.66116
G1 X198.922 Y155.31 E94.6617
G1 X198.92 Y155.314 E94.66193
G1 X198.119 Y156.852 E94.75137
G1 X197.292 Y158.376 E94.84081
G1 X197.288 Y158.383 E94.84123
G1 X196.431 Y159.898 E94.93112
G1 X195.547 Y161.399 E95.02109
G1 X195.541 Y161.409 E95.02169
G1 X194.634 Y162.887 E95.11114
G1 X193.7 Y164.354 E95.20073
G1 X192.739 Y165.806 E95.29043
G1 X191.752 Y167.242 E95.3802
G1 X190.741 Y168.659 E95.46987
G1 X189.705 Y170.059 E95.5596
G1 X188.644 Y171.442 E95.6494
G1 X187.558 Y172.808 E95.7393
G1 X186.452 Y174.149 E95.82885
G1 X185.321 Y175.473 E95.91856
G1 X184.164 Y176.78 E96.00837
G1 X182.993 Y178.059 E96.0977
G1 X182.99 Y178.062 E96.09792
G1 X181.791 Y179.326 E96.1879
G1 X180.571 Y180.568 E96.27781
G1 X179.328 Y181.789 E96.3678
G1 X178.062 Y182.99 E96.45792
G1 X178.059 Y182.993 E96.45814
G1 X176.781 Y184.165 E96.54759
G1 X175.473 Y185.321 E96.63752
G1 X174.149 Y186.452 E96.72722
G1 X172.808 Y187.558 E96.81677
G1 X171.444 Y188.642 E96.90642
G1 X170.062 Y189.703 E96.99606
G1 X168.662 Y190.739 E97.08579
G1 X167.245 Y191.75 E97.17546
G1 X165.809 Y192.737 E97.26523
G1 X164.357 Y193.698 E97.35493
G1 X162.895 Y194.63 E97.44436
G1 X162.887 Y194.635 E97.44485
G1 X162.878 Y194.641 E97.44541
G1 X161.399 Y195.546 E97.53485
G1 X159.898 Y196.431 E97.62461
G1 X158.389 Y197.284 E97.71402
G1 X158.386 Y197.286 E97.71421
G1 X158.376 Y197.292 E97.71481
G1 X156.852 Y198.119 E97.80425
G1 X155.314 Y198.92 E97.8937
G1 X155.31 Y198.922 E97.89393
G1 X155.301 Y198.927 E97.89446
G1 X153.748 Y199.7 E97.98394
G1 X152.179 Y200.449 E98.07351
G1 X150.591 Y201.172 E98.1634
G1 X148.996 Y201.866 E98.25301
G1 X147.384 Y202.533 E98.34288
G1 X145.767 Y203.171 E98.43243
G1 X144.142 Y203.778 E98.52191
G1 X144.135 Y203.781 E98.5223
G1 X144.125 Y203.785 E98.52286
G1 X142.49 Y204.363 E98.61231
G1 X140.845 Y204.914 E98.70179
G1 X140.842 Y204.915 E98.70196
G1 X139.18 Y205.439 E98.79196
G1 X137.51 Y205.933 E98.8819
G1 X135.832 Y206.399 E98.97173
G1 X134.142 Y206.836 E99.06166
G1 X132.452 Y207.242 E99.1512
G1 X130.751 Y207.619 E99.24095
G1 X129.05 Y207.965 E99.33049
G1 X129.045 Y207.966 E99.33075
G1 X129.034 Y207.969 E99.33134
G1 X127.329 Y208.284 E99.42078
G1 X125.613 Y208.571 E99.51041
G1 X123.887 Y208.829 E99.60031
G1 X122.39 Y209.026 E99.678
G1 X122.415 Y209.4 E99.69736
G1 X209.4 Y209.4 E104.18976
G0 F3600 X209.4 Y209.2
G0 X209.4 Y209.8
G1 F1200 X122.415 Y209.8 E108.68217
G1 X97.585 Y209.8 E109.96453
G1 X10.6 Y209.8 E114.45694
G1 X10.2 Y209.8 E114.4776
G1 X10.2 Y209.4 E114.49825
G1 X10.2 Y122.415 E118.99066
G1 X10.2 Y97.586 E120.27297
G1 X10.2 Y10.6 E124.76543
G1 X10.2 Y10.2 E124.78608
G1 X10.6 Y10.2 E124.80674
G1 X97.585 Y10.2 E129.29915
G1 X122.415 Y10.2 E130.58151
G1 X209.4 Y10.2 E135.07391
G1 X209.8 Y10.2 E135.09457
G1 X209.8 Y10.6 E135.11523
G1 X209.8 Y97.585 E139.60764
G1 X209.8 Y122.415 E140.89
G1 X209.8 Y209.4 E145.3824
G1 X209.8 Y209.8 E145.40306
G1 X209.4 Y209.8 E145.42372
G0 F3600 X209.2 Y209.8
G0 X209.2 Y209.7
G0 X209.47 Y109.87
G0 X209.399 Y109.8
G1 F1200 X209.399 Y109.6 E145.43405
G1 X209.398 Y109.599 E145.43412
G1 X209.385 Y108.265 E145.50302
G1 X209.34 Y106.531 E145.59261
G1 X209.264 Y104.797 E145.68224
G1 X209.158 Y103.066 E145.77181
G1 X209.022 Y101.337 E145.86138
G1 X208.856 Y99.61 E145.95099
G1 X208.66 Y97.887 E146.04055
G1 X208.631 Y97.663 E146.05221
G1 X208.433 Y96.166 E146.1302
G1 X208.177 Y94.451 E146.21975
G1 X207.89 Y92.739 E146.3094
G1 X207.573 Y91.034 E146.39897
G1 X207.228 Y89.333 E146.48861
G1 X206.853 Y87.64 E146.57816
G1 X206.447 Y85.953 E146.66777
G1 X206.013 Y84.273 E146.75739
G1 X205.549 Y82.602 E146.84695
G1 X205.056 Y80.939 E146.93653
G1 X204.535 Y79.284 E147.02614
G1 X203.984 Y77.639 E147.11574
G1 X203.405 Y76.004 E147.20532
G1 X202.798 Y74.378 E147.29496
G1 X202.162 Y72.764 E147.38455
G1 X201.498 Y71.161 E147.47416
G1 X200.807 Y69.571 E147.5637
G1 X200.087 Y67.991 E147.65337
G1 X199.34 Y66.426 E147.74293
G1 X198.566 Y64.873 E147.83255
G1 X197.765 Y63.334 E147.92215
G1 X196.937 Y61.81 E148.01172
G1 X196.083 Y60.3 E148.10132
G1 X195.202 Y58.805 E148.19094
G1 X194.296 Y57.326 E148.28051
G1 X193.364 Y55.863 E148.3701
G1 X192.407 Y54.416 E148.4597
G1 X191.424 Y52.986 E148.54932
G1 X190.417 Y51.574 E148.63889
G1 X189.385 Y50.18 E148.72846
G1 X188.329 Y48.803 E148.81808
G1 X187.248 Y47.445 E148.90773
G1 X186.145 Y46.107 E148.99728
G1 X185.018 Y44.788 E149.08688
G1 X183.869 Y43.488 E149.17649
G1 X182.696 Y42.21 E149.26608
G1 X181.502 Y40.951 E149.35569
G1 X180.286 Y39.714 E149.44527
G1 X179.049 Y38.498 E149.53486
G1 X177.79 Y37.304 E149.62447
G1 X176.512 Y36.131 E149.71406
G1 X175.212 Y34.982 E149.80367
G1 X173.893 Y33.855 E149.89327
G1 X172.555 Y32.752 E149.98282
G1 X171.197 Y31.671 E150.07246
G1 X169.82 Y30.615 E150.16208
G1 X168.426 Y29.583 E150.25166
G1 X167.014 Y28.576 E150.34123
G1 X165.584 Y27.593 E150.43085
G1 X164.137 Y26.636 E150.52045
G1 X162.674 Y25.704 E150.61003
G1 X161.195 Y24.798 E150.69961
G1 X159.7 Y23.917 E150.78923
G1 X158.19 Y23.063 E150.87882
G1 X156.666 Y22.235 E150.9684
G1 X155.127 Y21.434 E151.058
G1 X153.574 Y20.66 E151.14762
G1 X152.009 Y19.913 E151.23718
G1 X150.429 Y19.193 E151.32685
G1 X148.839 Y18.502 E151.41639
G1 X147.236 Y17.838 E151.506
G1 X145.622 Y17.202 E151.59559
G1 X143.996 Y16.595 E151.68523
G1 X142.361 Y16.016 E151.77481
G1 X140.716 Y15.465 E151.8644
G1 X139.061 Y14.944 E151.95401
G1 X137.398 Y14.451 E152.04359
G1 X135.727 Y13.987 E152.13316
G1 X134.047 Y13.553 E152.22277
G1 X132.36 Y13.147 E152.31239
G1 X130.667 Y12.772 E152.40194
G1 X128.966 Y12.427 E152.49158
G1 X127.261 Y12.11 E152.58114
G1 X125.549 Y11.823 E152.6708
G1 X123.834 Y11.567 E152.76035
G1 X122.338 Y11.37 E152.83828
G1 X122.113 Y11.34 E152.85
G1 X120.39 Y11.144 E152.93956
G1 X118.663 Y10.978 E153.02916
G1 X116.934 Y10.842 E153.11874
G1 X115.203 Y10.736 E153.2083
G1 X113.469 Y10.66 E153.29794
G1 X111.735 Y10.615 E153.38753
G1 X110.401 Y10.602 E153.45642
G1 X110.4 Y10.601 E153.4565
G1 X110.2 Y10.601 E153.46683
G1 X110.2 Y10.801 E153.47351
G1 X110.2 Y10.802 E153.47357
G1 X110.2 Y109.8 E158.58639
G1 X209.198 Y109.8 E163.69922
G1 X209.199 Y109.8 E163.69927
G1 X209.399 Y109.8 E163.70596
G0 F3600 X209.399 Y109.6
G0 X209.498 Y109.602
G0 X209.47 Y10.53
G0 X209.4 Y10.6
G1 F1200 X122.615 Y10.6 E168.18803
G1 X122.415 Y10.6 E168.19836
G1 X122.39 Y10.974 E168.21772
G1 X122.588 Y10.999 E168.22769
G1 X123.886 Y11.169 E168.2953
G1 X123.887 Y11.17 E168.29537
G1 X123.898 Y11.172 E168.29595
G1 X125.613 Y11.429 E168.3854
G1 X127.329 Y11.716 E168.47503
G1 X129.034 Y12.031 E168.56446
G1 X129.045 Y12.034 E168.56505
G1 X129.05 Y12.035 E168.56532
G1 X130.751 Y12.381 E168.65485
G1 X132.452 Y12.758 E168.74461
G1 X134.14 Y13.162 E168.83414
G1 X134.142 Y13.163 E168.83425
G1 X134.148 Y13.165 E168.83458
G1 X135.828 Y13.6 E168.92409
G1 X137.51 Y14.067 E169.01414
G1 X139.177 Y14.56 E169.10392
G1 X140.839 Y15.084 E169.19392
G1 X142.49 Y15.637 E169.28384
G1 X142.501 Y15.641 E169.28444
G1 X144.135 Y16.22 E169.37386
G1 X145.761 Y16.826 E169.46337
G1 X145.764 Y16.828 E169.46356
G1 X145.771 Y16.831 E169.46395
G1 X147.384 Y17.467 E169.55338
G1 X148.996 Y18.135 E169.64328
G1 X150.591 Y18.828 E169.73287
G1 X152.179 Y19.551 E169.82276
G1 X153.748 Y20.3 E169.91232
G1 X155.301 Y21.073 E170.0018
G1 X155.31 Y21.078 E170.00234
G1 X155.314 Y21.08 E170.00257
G1 X156.852 Y21.881 E170.09201
G1 X158.376 Y22.708 E170.18145
G1 X158.386 Y22.714 E170.18205
G1 X159.898 Y23.569 E170.27176
G1 X161.399 Y24.453 E170.36173
G1 X161.409 Y24.459 E170.36233
G1 X162.887 Y25.366 E170.45178
G1 X164.354 Y26.3 E170.54137
G1 X165.806 Y27.261 E170.63107
G1 X167.242 Y28.248 E170.72084
G1 X168.659 Y29.259 E170.81051
G1 X170.059 Y30.295 E170.90013
G1 X171.444 Y31.358 E170.98984
G1 X172.808 Y32.442 E171.07949
G1 X174.149 Y33.548 E171.16904
G1 X175.473 Y34.679 E171.25874
G1 X176.78 Y35.836 E171.34856
G1 X178.059 Y37.007 E171.43789
G1 X178.062 Y37.01 E171.43811
G1 X179.326 Y38.209 E171.52809
G1 X180.568 Y39.429 E171.618
G1 X181.789 Y40.672 E171.70799
G1 X182.99 Y41.938 E171.79811
G1 X182.993 Y41.941 E171.79833
G1 X184.165 Y43.219 E171.88778
G1 X185.321 Y44.527 E171.9777
G1 X186.452 Y45.851 E172.06741
G1 X187.558 Y47.192 E172.15696
G1 X188.642 Y48.556 E172.24661
G1 X189.703 Y49.938 E172.33614
G1 X190.739 Y51.338 E172.42564
G1 X191.75 Y52.755 E172.5152
G1 X192.737 Y54.191 E172.60497
G1 X193.698 Y55.643 E172.69467
G1 X194.63 Y57.105 E172.7841
G1 X194.635 Y57.113 E172.78459
G1 X194.641 Y57.122 E172.78515
G1 X195.546 Y58.601 E172.87459
G1 X196.429 Y60.098 E172.96412
G1 X197.286 Y61.614 E173.05384
G1 X198.119 Y63.148 E173.14376
G1 X198.922 Y64.69 E173.23333
G1 X199.696 Y66.243 E173.32283
G1 X199.699 Y66.249 E173.32318
G1 X199.703 Y66.256 E173.3236
G1 X200.449 Y67.821 E173.41302
G1 X201.171 Y69.406 E173.50275
G1 X201.866 Y71.004 E173.59252
G1 X202.533 Y72.616 E173.6824
G1 X203.171 Y74.233 E173.77195
G1 X203.778 Y75.858 E173.86142
G1 X203.781 Y75.865 E173.86182
G1 X204.362 Y77.506 E173.95172
G1 X204.365 Y77.514 E173.95217
G1 X204.915 Y79.158 E174.04158
G1 X205.436 Y80.813 E174.13108
G1 X205.439 Y80.82 E174.13148
G1 X205.441 Y80.827 E174.13185
G1 X205.933 Y82.49 E174.22131
G1 X206.399 Y84.168 E174.31102
G1 X206.836 Y85.858 E174.40095
G1 X207.242 Y87.548 E174.49049
G1 X207.619 Y89.249 E174.58025
G1 X207.965 Y90.95 E174.66978
G1 X207.966 Y90.955 E174.67005
G1 X207.969 Y90.966 E174.67064
G1 X208.284 Y92.671 E174.76007
G1 X208.571 Y94.387 E174.84959
G1 X208.829 Y96.113 E174.93938
G1 X209.026 Y97.61 E175.01707
G1 X209.4 Y97.585 E175.03643
G1 X209.4 Y10.6 E179.52883
G0 F3600 X209.2 Y10.6
G0 X209.2 Y10.5
G0 X122.388 Y10.571
G0 X118.513 Y10.667
G0 X118.582 Y10.536
;TYPE:SKIN
G1 F1200 X118.346 Y10.583 E179.53516
G1 X114.25 Y10.447 E179.64295
G1 X112.523 Y10.417 E179.68838
G0 F3600 X112.501 Y10.395
G0 X107.455 Y10.44
G0 X107.432 Y10.417
G1 F1200 X107.153 Y10.421 E179.69524
G1 X103.008 Y10.518 E179.79726
G1 X101.411 Y10.619 E179.83664
G0 F3600 X101.557 Y10.764
G0 X109.813 Y10.588
G0 X109.813 Y109.813
G0 X10.588 Y109.813
G0 X10.466 Y101.477
G0 X10.62 Y101.412
G1 F1200 X10.569 Y101.644 E179.84298
G1 X10.445 Y105.763 E179.95294
G1 X10.417 Y107.432 E179.99748
G0 F3600 X10.441 Y107.456
G0 X10.395 Y112.501
G0 X10.418 Y112.524
G1 F1200 X10.421 Y112.81 E180.00451
G1 X10.524 Y116.873 E180.10441
G1 X10.584 Y118.347 E180.14067
G1 X10.535 Y118.581 E180.14654
G0 F3600 X10.395 Y118.441
G0 X10.588 Y110.187
G0 X109.813 Y110.187
G0 X109.813 Y209.412
G0 X101.487 Y209.331
G0 X101.417 Y209.462
G1 F1200 X101.652 Y209.415 E180.15286
G1 X105.747 Y209.551 E180.2609
G1 X107.475 Y209.581 E180.30647
G0 F3600 X107.497 Y209.604
G0 X112.543 Y209.558
G0 X112.566 Y209.581
G1 F1200 X112.845 Y209.577 E180.31336
G1 X116.991 Y209.48 E180.41581
G1 X118.586 Y209.379 E180.45529
G0 F3600 X118.441 Y209.234
G0 X110.187 Y209.412
G0 X110.187 Y110.187
G0 X209.412 Y110.187
G0 X209.233 Y118.441
G0 X209.378 Y118.586
G1 F1200 X209.429 Y118.353 E180.46115
G1 X209.559 Y113.958 E180.56915
G1 X209.581 Y112.566 E180.60334
G0 F3600 X209.558 Y112.543
G0 X209.604 Y107.497
G0 X209.581 Y107.474
G1 F1200 X209.577 Y107.188 E180.61039
G1 X209.475 Y103.126 E180.71045
G1 X209.414 Y101.651 E180.7468
G1 X209.463 Y101.417 E180.75269
G0 F3600 X209.415 Y101.775
;TIME_ELAPSED:213.394491
G1 F1500 E174.25269
M140 S0
M141 S0
M104 S0 ;chauffage de l'extrudeuse éteint
M140 S0 ;chauffe-lit chauffant éteint
G91 ;positionnement relatif
G1 E-1 F300 ;rétracter un peu le filament avant de soulever la buse, pour libérer une partie de la pression
G1 Z+0.5 E-5 X-20 Y-20 F9000 ;déplacez Z un peu et retirez le filament encore plus
G28 X0 Y0 ;déplacez X / Y jusqu'à la butée min, de sorte que la tête soit à l'écart
G90 ;positionnement absolu
G1 Y190 F9000 ;le lit se déplace vers l'avant
M84 ;steppers off
M82 ;absolute extrusion mode
M104 S0
;End of Gcode
;SETTING_3 {"global_quality": "[general]\\nversion = 4\\nname = Draft #2\\ndefin
;SETTING_3 ition = fdmprinter\\n\\n[metadata]\\nquality_type = draft\\ntype = qu
;SETTING_3 ality_changes\\nsetting_version = 8\\n\\n[values]\\nadhesion_type = n
;SETTING_3 one\\nsupport_enable = False\\n\\n", "extruder_quality": ["[general]\
;SETTING_3 \nversion = 4\\nname = Draft #2\\ndefinition = fdmprinter\\n\\n[metad
;SETTING_3 ata]\\nquality_type = draft\\nposition = 0\\ntype = quality_changes\\
;SETTING_3 nsetting_version = 8\\n\\n[values]\\ndefault_material_print_temperatu
;SETTING_3 re = 200\\ngradual_infill_steps = 0\\nspeed_print = 40\\n\\n", "[gene
;SETTING_3 ral]\\nversion = 4\\nname = Draft #2\\ndefinition = fdmprinter\\n\\n[
;SETTING_3 metadata]\\nquality_type = draft\\nposition = 1\\ntype = quality_chan
;SETTING_3 ges\\nsetting_version = 8\\n\\n[values]\\ngradual_infill_steps = 0\\n
;SETTING_3 infill_sparse_density = 30\\n\\n", "[general]\\nversion = 4\\nname =
;SETTING_3 Draft #2\\ndefinition = fdmprinter\\n\\n[metadata]\\nquality_type = d
;SETTING_3 raft\\nposition = 2\\ntype = quality_changes\\nsetting_version = 8\\n
;SETTING_3 \\n[values]\\ngradual_infill_steps = 0\\ninfill_sparse_density = 30\\
;SETTING_3 n\\n", "[general]\\nversion = 4\\nname = Draft #2\\ndefinition = fdmp
;SETTING_3 rinter\\n\\n[metadata]\\nquality_type = draft\\nposition = 3\\ntype =
;SETTING_3 quality_changes\\nsetting_version = 8\\n\\n[values]\\ngradual_infill
;SETTING_3 _steps = 0\\ninfill_sparse_density = 30\\n\\n", "[general]\\nversion
;SETTING_3 = 4\\nname = Draft #2\\ndefinition = fdmprinter\\n\\n[metadata]\\nqua
;SETTING_3 lity_type = draft\\nposition = 4\\ntype = quality_changes\\nsetting_v
;SETTING_3 ersion = 8\\n\\n[values]\\ngradual_infill_steps = 0\\ninfill_sparse_d
;SETTING_3 ensity = 30\\n\\n", "[general]\\nversion = 4\\nname = Draft #2\\ndefi
;SETTING_3 nition = fdmprinter\\n\\n[metadata]\\nquality_type = draft\\nposition
;SETTING_3 = 5\\ntype = quality_changes\\nsetting_version = 8\\n\\n[values]\\ng
;SETTING_3 radual_infill_steps = 0\\ninfill_sparse_density = 30\\n\\n", "[genera
;SETTING_3 l]\\nversion = 4\\nname = Draft #2\\ndefinition = fdmprinter\\n\\n[me
;SETTING_3 tadata]\\nquality_type = draft\\nposition = 6\\ntype = quality_change
;SETTING_3 s\\nsetting_version = 8\\n\\n[values]\\ngradual_infill_steps = 0\\nin
;SETTING_3 fill_sparse_density = 30\\n\\n", "[general]\\nversion = 4\\nname = Dr
;SETTING_3 aft #2\\ndefinition = fdmprinter\\n\\n[metadata]\\nquality_type = dra
;SETTING_3 ft\\nposition = 7\\ntype = quality_changes\\nsetting_version = 8\\n\\
;SETTING_3 n[values]\\ngradual_infill_steps = 0\\ninfill_sparse_density = 30\\n\
;SETTING_3 \n"]}
et mon fichier config.h de marlin 1.1.9
/**
* Marlin 3D Printer Firmware
* Copyright (C) 2016 MarlinFirmware [https://github.com/MarlinFirmware/Marlin]
*
* Based on Sprinter and grbl.
* Copyright (C) 2011 Camiel Gubbels / Erik van der Zalm
*
* This program is free software: you can redistribute it and/or modify
* it under the terms of the GNU General Public License as published by
* the Free Software Foundation, either version 3 of the License, or
* (at your option) any later version.
*
* This program is distributed in the hope that it will be useful,
* but WITHOUT ANY WARRANTY; without even the implied warranty of
* MERCHANTABILITY or FITNESS FOR A PARTICULAR PURPOSE. See the
* GNU General Public License for more details.
*
* You should have received a copy of the GNU General Public License
* along with this program. If not, see <http://www.gnu.org/licenses/>.
*
*/
/**
* Configuration.h
*
* Basic settings such as:
*
* - Type of electronics
* - Type of temperature sensor
* - Printer geometry
* - Endstop configuration
* - LCD controller
* - Extra features
*
* Advanced settings can be found in Configuration_adv.h
*
*/
#ifndef CONFIGURATION_H
#define CONFIGURATION_H
#define CONFIGURATION_H_VERSION 010109
//===========================================================================
//============================= Getting Started =============================
//===========================================================================
/**
* Here are some standard links for getting your machine calibrated:
*
* http://reprap.org/wiki/Calibration
* http://youtu.be/wAL9d7FgInk
* http://calculator.josefprusa.cz
* http://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide
* http://www.thingiverse.com/thing:5573
* https://sites.google.com/site/repraplogphase/calibration-of-your-reprap
* http://www.thingiverse.com/thing:298812
*/
//===========================================================================
//============================= DELTA Printer ===============================
//===========================================================================
// For a Delta printer start with one of the configuration files in the
// example_configurations/delta directory and customize for your machine.
//
//===========================================================================
//============================= SCARA Printer ===============================
//===========================================================================
// For a SCARA printer start with the configuration files in
// example_configurations/SCARA and customize for your machine.
//
// @section info
// User-specified version info of this build to display in [Pronterface, etc] terminal window during
// startup. Implementation of an idea by Prof Braino to inform user that any changes made to this
// build by the user have been successfully uploaded into firmware.
#define STRING_CONFIG_H_AUTHOR "(Bob Kuhn, Anet config)" // Who made the changes.
#define SHOW_BOOTSCREEN
#define STRING_SPLASH_LINE1 SHORT_BUILD_VERSION // will be shown during bootup in line 1
#define STRING_SPLASH_LINE2 WEBSITE_URL // will be shown during bootup in line 2
/**
* *** VENDORS PLEASE READ ***
*
* Marlin allows you to add a custom boot image for Graphical LCDs.
* With this option Marlin will first show your custom screen followed
* by the standard Marlin logo with version number and web URL.
*
* We encourage you to take advantage of this new feature and we also
* respectfully request that you retain the unmodified Marlin boot screen.
*/
// Enable to show the bitmap in Marlin/_Bootscreen.h on startup.
//#define SHOW_CUSTOM_BOOTSCREEN
// Enable to show the bitmap in Marlin/_Statusscreen.h on the status screen.
//#define CUSTOM_STATUS_SCREEN_IMAGE
// @section machine
/**
* Select the serial port on the board to use for communication with the host.
* This allows the connection of wireless adapters (for instance) to non-default port pins.
* Serial port 0 is always used by the Arduino bootloader regardless of this setting.
*
* :[0, 1, 2, 3, 4, 5, 6, 7]
*/
#define SERIAL_PORT 0
/**
* This setting determines the communication speed of the printer.
*
* 250000 works in most cases, but you might try a lower speed if
* you commonly experience drop-outs during host printing.
* You may try up to 1000000 to speed up SD file transfer.
*
* :[2400, 9600, 19200, 38400, 57600, 115200, 250000, 500000, 1000000]
*/
#define BAUDRATE 115200
// Enable the Bluetooth serial interface on AT90USB devices
//#define BLUETOOTH
// The following define selects which electronics board you have.
// Please choose the name from boards.h that matches your setup
#ifndef MOTHERBOARD
#define MOTHERBOARD BOARD_ANET_10
#endif
// Optional custom name for your RepStrap or other custom machine
// Displayed in the LCD "Ready" message
//#define CUSTOM_MACHINE_NAME "3D Printer"
// Define this to set a unique identifier for this printer, (Used by some programs to differentiate between machines)
// You can use an online service to generate a random UUID. (eg http://www.uuidgenerator.net/version4)
//#define MACHINE_UUID "00000000-0000-0000-0000-000000000000"
// @section extruder
// This defines the number of extruders
// :[1, 2, 3, 4, 5]
#define EXTRUDERS 1
// Generally expected filament diameter (1.75, 2.85, 3.0, ...). Used for Volumetric, Filament Width Sensor, etc.
// The Anet A8 original extruder is designed for 1.75mm
#define DEFAULT_NOMINAL_FILAMENT_DIA 1.75
// For Cyclops or any "multi-extruder" that shares a single nozzle.
//#define SINGLENOZZLE
/**
* Průša MK2 Single Nozzle Multi-Material Multiplexer, and variants.
*
* This device allows one stepper driver on a control board to drive
* two to eight stepper motors, one at a time, in a manner suitable
* for extruders.
*
* This option only allows the multiplexer to switch on tool-change.
* Additional options to configure custom E moves are pending.
*/
//#define MK2_MULTIPLEXER
#if ENABLED(MK2_MULTIPLEXER)
// Override the default DIO selector pins here, if needed.
// Some pins files may provide defaults for these pins.
//#define E_MUX0_PIN 40 // Always Required
//#define E_MUX1_PIN 42 // Needed for 3 to 8 steppers
//#define E_MUX2_PIN 44 // Needed for 5 to 8 steppers
#endif
// A dual extruder that uses a single stepper motor
//#define SWITCHING_EXTRUDER
#if ENABLED(SWITCHING_EXTRUDER)
#define SWITCHING_EXTRUDER_SERVO_NR 0
#define SWITCHING_EXTRUDER_SERVO_ANGLES { 0, 90 } // Angles for E0, E1[, E2, E3]
#if EXTRUDERS > 3
#define SWITCHING_EXTRUDER_E23_SERVO_NR 1
#endif
#endif
// A dual-nozzle that uses a servomotor to raise/lower one of the nozzles
//#define SWITCHING_NOZZLE
#if ENABLED(SWITCHING_NOZZLE)
#define SWITCHING_NOZZLE_SERVO_NR 0
#define SWITCHING_NOZZLE_SERVO_ANGLES { 0, 90 } // Angles for E0, E1
//#define HOTEND_OFFSET_Z { 0.0, 0.0 }
#endif
/**
* Two separate X-carriages with extruders that connect to a moving part
* via a magnetic docking mechanism. Requires SOL1_PIN and SOL2_PIN.
*/
//#define PARKING_EXTRUDER
#if ENABLED(PARKING_EXTRUDER)
#define PARKING_EXTRUDER_SOLENOIDS_INVERT // If enabled, the solenoid is NOT magnetized with applied voltage
#define PARKING_EXTRUDER_SOLENOIDS_PINS_ACTIVE LOW // LOW or HIGH pin signal energizes the coil
#define PARKING_EXTRUDER_SOLENOIDS_DELAY 250 // Delay (ms) for magnetic field. No delay if 0 or not defined.
#define PARKING_EXTRUDER_PARKING_X { -78, 184 } // X positions for parking the extruders
#define PARKING_EXTRUDER_GRAB_DISTANCE 1 // mm to move beyond the parking point to grab the extruder
#define PARKING_EXTRUDER_SECURITY_RAISE 5 // Z-raise before parking
#define HOTEND_OFFSET_Z { 0.0, 1.3 } // Z-offsets of the two hotends. The first must be 0.
#endif
/**
* "Mixing Extruder"
* - Adds a new code, M165, to set the current mix factors.
* - Extends the stepping routines to move multiple steppers in proportion to the mix.
* - Optional support for Repetier Firmware M163, M164, and virtual extruder.
* - This implementation supports only a single extruder.
* - Enable DIRECT_MIXING_IN_G1 for Pia Taubert's reference implementation
*/
//#define MIXING_EXTRUDER
#if ENABLED(MIXING_EXTRUDER)
#define MIXING_STEPPERS 2 // Number of steppers in your mixing extruder
#define MIXING_VIRTUAL_TOOLS 16 // Use the Virtual Tool method with M163 and M164
//#define DIRECT_MIXING_IN_G1 // Allow ABCDHI mix factors in G1 movement commands
#endif
// Offset of the extruders (uncomment if using more than one and relying on firmware to position when changing).
// The offset has to be X=0, Y=0 for the extruder 0 hotend (default extruder).
// For the other hotends it is their distance from the extruder 0 hotend.
//#define HOTEND_OFFSET_X {0.0, 20.00} // (in mm) for each extruder, offset of the hotend on the X axis
//#define HOTEND_OFFSET_Y {0.0, 5.00} // (in mm) for each extruder, offset of the hotend on the Y axis
// @section machine
/**
* Select your power supply here. Use 0 if you haven't connected the PS_ON_PIN
*
* 0 = No Power Switch
* 1 = ATX
* 2 = X-Box 360 203Watts (the blue wire connected to PS_ON and the red wire to VCC)
*
* :{ 0:'No power switch', 1:'ATX', 2:'X-Box 360' }
*/
#define POWER_SUPPLY 0
#if POWER_SUPPLY > 0
// Enable this option to leave the PSU off at startup.
// Power to steppers and heaters will need to be turned on with M80.
//#define PS_DEFAULT_OFF
//#define AUTO_POWER_CONTROL // Enable automatic control of the PS_ON pin
#if ENABLED(AUTO_POWER_CONTROL)
#define AUTO_POWER_FANS // Turn on PSU if fans need power
#define AUTO_POWER_E_FANS
#define AUTO_POWER_CONTROLLERFAN
#define POWER_TIMEOUT 30
#endif
#endif
// @section temperature
//===========================================================================
//============================= Thermal Settings ============================
//===========================================================================
/**
* --NORMAL IS 4.7kohm PULLUP!-- 1kohm pullup can be used on hotend sensor, using correct resistor and table
*
* Temperature sensors available:
*
* -4 : thermocouple with AD8495
* -3 : thermocouple with MAX31855 (only for sensor 0)
* -2 : thermocouple with MAX6675 (only for sensor 0)
* -1 : thermocouple with AD595
* 0 : not used
* 1 : 100k thermistor - best choice for EPCOS 100k (4.7k pullup)
* 2 : 200k thermistor - ATC Semitec 204GT-2 (4.7k pullup)
* 3 : Mendel-parts thermistor (4.7k pullup)
* 4 : 10k thermistor !! do not use it for a hotend. It gives bad resolution at high temp. !!
* 5 : 100K thermistor - ATC Semitec 104GT-2/104NT-4-R025H42G (Used in ParCan & J-Head) (4.7k pullup)
* 501 : 100K Zonestar (Tronxy X3A) Thermistor
* 6 : 100k EPCOS - Not as accurate as table 1 (created using a fluke thermocouple) (4.7k pullup)
* 7 : 100k Honeywell thermistor 135-104LAG-J01 (4.7k pullup)
* 71 : 100k Honeywell thermistor 135-104LAF-J01 (4.7k pullup)
* 8 : 100k 0603 SMD Vishay NTCS0603E3104FXT (4.7k pullup)
* 9 : 100k GE Sensing AL03006-58.2K-97-G1 (4.7k pullup)
* 10 : 100k RS thermistor 198-961 (4.7k pullup)
* 11 : 100k beta 3950 1% thermistor (4.7k pullup)
* 12 : 100k 0603 SMD Vishay NTCS0603E3104FXT (4.7k pullup) (calibrated for Makibox hot bed)
* 13 : 100k Hisens 3950 1% up to 300°C for hotend "Simple ONE " & "Hotend "All In ONE"
* 15 : 100k thermistor calibration for JGAurora A5 hotend
* 20 : the PT100 circuit found in the Ultimainboard V2.x
* 60 : 100k Maker's Tool Works Kapton Bed Thermistor beta=3950
* 66 : 4.7M High Temperature thermistor from Dyze Design
* 70 : the 100K thermistor found in the bq Hephestos 2
* 75 : 100k Generic Silicon Heat Pad with NTC 100K MGB18-104F39050L32 thermistor
*
* 1k ohm pullup tables - This is atypical, and requires changing out the 4.7k pullup for 1k.
* (but gives greater accuracy and more stable PID)
* 51 : 100k thermistor - EPCOS (1k pullup)
* 52 : 200k thermistor - ATC Semitec 204GT-2 (1k pullup)
* 55 : 100k thermistor - ATC Semitec 104GT-2 (Used in ParCan & J-Head) (1k pullup)
*
* 1047 : Pt1000 with 4k7 pullup
* 1010 : Pt1000 with 1k pullup (non standard)
* 147 : Pt100 with 4k7 pullup
* 110 : Pt100 with 1k pullup (non standard)
*
* Use these for Testing or Development purposes. NEVER for production machine.
* 998 : Dummy Table that ALWAYS reads 25°C or the temperature defined below.
* 999 : Dummy Table that ALWAYS reads 100°C or the temperature defined below.
*
* :{ '0': "Not used", '1':"100k / 4.7k - EPCOS", '2':"200k / 4.7k - ATC Semitec 204GT-2", '3':"Mendel-parts / 4.7k", '4':"10k !! do not use for a hotend. Bad resolution at high temp. !!", '5':"100K / 4.7k - ATC Semitec 104GT-2 (Used in ParCan & J-Head)", '501':"100K Zonestar (Tronxy X3A)", '6':"100k / 4.7k EPCOS - Not as accurate as Table 1", '7':"100k / 4.7k Honeywell 135-104LAG-J01", '8':"100k / 4.7k 0603 SMD Vishay NTCS0603E3104FXT", '9':"100k / 4.7k GE Sensing AL03006-58.2K-97-G1", '10':"100k / 4.7k RS 198-961", '11':"100k / 4.7k beta 3950 1%", '12':"100k / 4.7k 0603 SMD Vishay NTCS0603E3104FXT (calibrated for Makibox hot bed)", '13':"100k Hisens 3950 1% up to 300°C for hotend 'Simple ONE ' & hotend 'All In ONE'", '20':"PT100 (Ultimainboard V2.x)", '51':"100k / 1k - EPCOS", '52':"200k / 1k - ATC Semitec 204GT-2", '55':"100k / 1k - ATC Semitec 104GT-2 (Used in ParCan & J-Head)", '60':"100k Maker's Tool Works Kapton Bed Thermistor beta=3950", '66':"Dyze Design 4.7M High Temperature thermistor", '70':"the 100K thermistor found in the bq Hephestos 2", '71':"100k / 4.7k Honeywell 135-104LAF-J01", '147':"Pt100 / 4.7k", '1047':"Pt1000 / 4.7k", '110':"Pt100 / 1k (non-standard)", '1010':"Pt1000 / 1k (non standard)", '-4':"Thermocouple + AD8495", '-3':"Thermocouple + MAX31855 (only for sensor 0)", '-2':"Thermocouple + MAX6675 (only for sensor 0)", '-1':"Thermocouple + AD595",'998':"Dummy 1", '999':"Dummy 2" }
*/
#define TEMP_SENSOR_0 5
#define TEMP_SENSOR_1 0
#define TEMP_SENSOR_2 0
#define TEMP_SENSOR_3 0
#define TEMP_SENSOR_4 0
#define TEMP_SENSOR_BED 5
#define TEMP_SENSOR_CHAMBER 0
// Dummy thermistor constant temperature readings, for use with 998 and 999
#define DUMMY_THERMISTOR_998_VALUE 25
#define DUMMY_THERMISTOR_999_VALUE 100
// Use temp sensor 1 as a redundant sensor with sensor 0. If the readings
// from the two sensors differ too much the print will be aborted.
//#define TEMP_SENSOR_1_AS_REDUNDANT
#define MAX_REDUNDANT_TEMP_SENSOR_DIFF 10
// Extruder temperature must be close to target for this long before M109 returns success
#define TEMP_RESIDENCY_TIME 6 // (seconds)
#define TEMP_HYSTERESIS 3 // (degC) range of +/- temperatures considered "close" to the target one
#define TEMP_WINDOW 1 // (degC) Window around target to start the residency timer x degC early.
// Bed temperature must be close to target for this long before M190 returns success
#define TEMP_BED_RESIDENCY_TIME 6 // (seconds)
#define TEMP_BED_HYSTERESIS 3 // (degC) range of +/- temperatures considered "close" to the target one
#define TEMP_BED_WINDOW 1 // (degC) Window around target to start the residency timer x degC early.
// The minimal temperature defines the temperature below which the heater will not be enabled It is used
// to check that the wiring to the thermistor is not broken.
// Otherwise this would lead to the heater being powered on all the time.
#define HEATER_0_MINTEMP 5
#define HEATER_1_MINTEMP 5
#define HEATER_2_MINTEMP 5
#define HEATER_3_MINTEMP 5
#define HEATER_4_MINTEMP 5
#define BED_MINTEMP 5
// When temperature exceeds max temp, your heater will be switched off.
// This feature exists to protect your hotend from overheating accidentally, but *NOT* from thermistor short/failure!
// You should use MINTEMP for thermistor short/failure protection.
#define HEATER_0_MAXTEMP 275
#define HEATER_1_MAXTEMP 275
#define HEATER_2_MAXTEMP 275
#define HEATER_3_MAXTEMP 275
#define HEATER_4_MAXTEMP 275
#define BED_MAXTEMP 130
//===========================================================================
//============================= PID Settings ================================
//===========================================================================
// PID Tuning Guide here: http://reprap.org/wiki/PID_Tuning
// Comment the following line to disable PID and enable bang-bang.
#define PIDTEMP
#define BANG_MAX 255 // Limits current to nozzle while in bang-bang mode; 255=full current
#define PID_MAX BANG_MAX // Limits current to nozzle while PID is active (see PID_FUNCTIONAL_RANGE below); 255=full current
#define PID_K1 0.95 // Smoothing factor within any PID loop
#if ENABLED(PIDTEMP)
//#define PID_AUTOTUNE_MENU // Add PID Autotune to the LCD "Temperature" menu to run M303 and apply the result.
//#define PID_DEBUG // Sends debug data to the serial port.
//#define PID_OPENLOOP 1 // Puts PID in open loop. M104/M140 sets the output power from 0 to PID_MAX
//#define SLOW_PWM_HEATERS // PWM with very low frequency (roughly 0.125Hz=8s) and minimum state time of approximately 1s useful for heaters driven by a relay
//#define PID_PARAMS_PER_HOTEND // Uses separate PID parameters for each extruder (useful for mismatched extruders)
// Set/get with gcode: M301 E[extruder number, 0-2]
#define PID_FUNCTIONAL_RANGE 15 // If the temperature difference between the target temperature and the actual temperature
// is more than PID_FUNCTIONAL_RANGE then the PID will be shut off and the heater will be set to min/max.
// If you are using a pre-configured hotend then you can use one of the value sets by uncommenting it
// Ultimaker
//#define DEFAULT_Kp 21.0
//#define DEFAULT_Ki 1.25
//#define DEFAULT_Kd 86.0
// MakerGear
//#define DEFAULT_Kp 7.0
//#define DEFAULT_Ki 0.1
//#define DEFAULT_Kd 12
// Mendel Parts V9 on 12V
//#define DEFAULT_Kp 63.0
//#define DEFAULT_Ki 2.25
//#define DEFAULT_Kd 440
// ANET A8 Standard Extruder at 210 Degree Celsius and 100% Fan
//(measured after M106 S255 with M303 E0 S210 C8)
#define DEFAULT_Kp 21.0
#define DEFAULT_Ki 1.25
#define DEFAULT_Kd 86.0
#endif // PIDTEMP
//===========================================================================
//============================= PID > Bed Temperature Control ===============
//===========================================================================
/**
* PID Bed Heating
*
* If this option is enabled set PID constants below.
* If this option is disabled, bang-bang will be used and BED_LIMIT_SWITCHING will enable hysteresis.
*
* The PID frequency will be the same as the extruder PWM.
* If PID_dT is the default, and correct for the hardware/configuration, that means 7.689Hz,
* which is fine for driving a square wave into a resistive load and does not significantly
* impact FET heating. This also works fine on a Fotek SSR-10DA Solid State Relay into a 250W
* heater. If your configuration is significantly different than this and you don't understand
* the issues involved, don't use bed PID until someone else verifies that your hardware works.
*/
//#define PIDTEMPBED
#define BED_LIMIT_SWITCHING
/**
* Max Bed Power
* Applies to all forms of bed control (PID, bang-bang, and bang-bang with hysteresis).
* When set to any value below 255, enables a form of PWM to the bed that acts like a divider
* so don't use it unless you are OK with PWM on your bed. (See the comment on enabling PIDTEMPBED)
*/
#define MAX_BED_POWER 255 // limits duty cycle to bed; 255=full current
#if ENABLED(PIDTEMPBED)
//#define PID_BED_DEBUG // Sends debug data to the serial port.
//120V 250W silicone heater into 4mm borosilicate (MendelMax 1.5+)
//from FOPDT model - kp=.39 Tp=405 Tdead=66, Tc set to 79.2, aggressive factor of .15 (vs .1, 1, 10)
#define DEFAULT_bedKp 10.00
#define DEFAULT_bedKi .023
#define DEFAULT_bedKd 305.4
//120V 250W silicone heater into 4mm borosilicate (MendelMax 1.5+)
//from pidautotune
//#define DEFAULT_bedKp 97.1
//#define DEFAULT_bedKi 1.41
//#define DEFAULT_bedKd 1675.16
// FIND YOUR OWN: "M303 E-1 C8 S90" to run autotune on the bed at 90 degreesC for 8 cycles.
#endif // PIDTEMPBED
// @section extruder
/**
* Prevent extrusion if the temperature is below EXTRUDE_MINTEMP.
* Add M302 to set the minimum extrusion temperature and/or turn
* cold extrusion prevention on and off.
*
* *** IT IS HIGHLY RECOMMENDED TO LEAVE THIS OPTION ENABLED! ***
*/
#define PREVENT_COLD_EXTRUSION
#define EXTRUDE_MINTEMP 160 // 160 guards against false tripping when the extruder fan kicks on.
/**
* Prevent a single extrusion longer than EXTRUDE_MAXLENGTH.
* Note: For Bowden Extruders make this large enough to allow load/unload.
*/
#define PREVENT_LENGTHY_EXTRUDE
#define EXTRUDE_MAXLENGTH 200
//===========================================================================
//======================== Thermal Runaway Protection =======================
//===========================================================================
/**
* Thermal Protection provides additional protection to your printer from damage
* and fire. Marlin always includes safe min and max temperature ranges which
* protect against a broken or disconnected thermistor wire.
*
* The issue: If a thermistor falls out, it will report the much lower
* temperature of the air in the room, and the the firmware will keep
* the heater on.
*
* If you get "Thermal Runaway" or "Heating failed" errors the
* details can be tuned in Configuration_adv.h
*/
#define THERMAL_PROTECTION_HOTENDS // Enable thermal protection for all extruders
#define THERMAL_PROTECTION_BED // Enable thermal protection for the heated bed
//===========================================================================
//============================= Mechanical Settings =========================
//===========================================================================
// @section machine
// Uncomment one of these options to enable CoreXY, CoreXZ, or CoreYZ kinematics
// either in the usual order or reversed
//#define COREXY
//#define COREXZ
//#define COREYZ
//#define COREYX
//#define COREZX
//#define COREZY
//===========================================================================
//============================== Endstop Settings ===========================
//===========================================================================
// @section homing
// Specify here all the endstop connectors that are connected to any endstop or probe.
// Almost all printers will be using one per axis. Probes will use one or more of the
// extra connectors. Leave undefined any used for non-endstop and non-probe purposes.
#define USE_XMIN_PLUG
#define USE_YMIN_PLUG
#define USE_ZMIN_PLUG
//#define USE_XMAX_PLUG
//#define USE_YMAX_PLUG
//#define USE_ZMAX_PLUG
// Enable pullup for all endstops to prevent a floating state
#define ENDSTOPPULLUPS
#if DISABLED(ENDSTOPPULLUPS)
// Disable ENDSTOPPULLUPS to set pullups individually
//#define ENDSTOPPULLUP_XMAX
//#define ENDSTOPPULLUP_YMAX
//#define ENDSTOPPULLUP_ZMAX
//#define ENDSTOPPULLUP_XMIN
//#define ENDSTOPPULLUP_YMIN
//#define ENDSTOPPULLUP_ZMIN
//#define ENDSTOPPULLUP_ZMIN_PROBE
#endif
// Mechanical endstop with COM to ground and NC to Signal uses "false" here (most common setup).
#define X_MIN_ENDSTOP_INVERTING true // set to true to invert the logic of the endstop.
#define Y_MIN_ENDSTOP_INVERTING true // set to true to invert the logic of the endstop.
#define Z_MIN_ENDSTOP_INVERTING true // set to true to invert the logic of the endstop.
#define X_MAX_ENDSTOP_INVERTING false // set to true to invert the logic of the endstop.
#define Y_MAX_ENDSTOP_INVERTING false // set to true to invert the logic of the endstop.
#define Z_MAX_ENDSTOP_INVERTING false // set to true to invert the logic of the endstop.
#define Z_MIN_PROBE_ENDSTOP_INVERTING true // set to true to invert the logic of the probe.
/**
* Stepper Drivers
*
* These settings allow Marlin to tune stepper driver timing and enable advanced options for
* stepper drivers that support them. You may also override timing options in Configuration_adv.h.
*
* A4988 is assumed for unspecified drivers.
*
* Options: A4988, DRV8825, LV8729, L6470, TB6560, TB6600, TMC2100,
* TMC2130, TMC2130_STANDALONE, TMC2208, TMC2208_STANDALONE,
* TMC26X, TMC26X_STANDALONE, TMC2660, TMC2660_STANDALONE,
* TMC5130, TMC5130_STANDALONE
* :['A4988', 'DRV8825', 'LV8729', 'L6470', 'TB6560', 'TB6600', 'TMC2100', 'TMC2130', 'TMC2130_STANDALONE', 'TMC2208', 'TMC2208_STANDALONE', 'TMC26X', 'TMC26X_STANDALONE', 'TMC2660', 'TMC2660_STANDALONE', 'TMC5130', 'TMC5130_STANDALONE']
*/
//#define X_DRIVER_TYPE A4988
//#define Y_DRIVER_TYPE A4988
//#define Z_DRIVER_TYPE A4988
//#define X2_DRIVER_TYPE A4988
//#define Y2_DRIVER_TYPE A4988
//#define Z2_DRIVER_TYPE A4988
//#define E0_DRIVER_TYPE A4988
//#define E1_DRIVER_TYPE A4988
//#define E2_DRIVER_TYPE A4988
//#define E3_DRIVER_TYPE A4988
//#define E4_DRIVER_TYPE A4988
// Enable this feature if all enabled endstop pins are interrupt-capable.
// This will remove the need to poll the interrupt pins, saving many CPU cycles.
#define ENDSTOP_INTERRUPTS_FEATURE
/**
* Endstop Noise Filter
*
* Enable this option if endstops falsely trigger due to noise.
* NOTE: Enabling this feature means adds an error of +/-0.2mm, so homing
* will end up at a slightly different position on each G28. This will also
* reduce accuracy of some bed probes.
* For mechanical switches, the better approach to reduce noise is to install
* a 100 nanofarads ceramic capacitor in parallel with the switch, making it
* essentially noise-proof without sacrificing accuracy.
* This option also increases MCU load when endstops or the probe are enabled.
* So this is not recommended. USE AT YOUR OWN RISK.
* (This feature is not required for common micro-switches mounted on PCBs
* based on the Makerbot design, since they already include the 100nF capacitor.)
*/
//#define ENDSTOP_NOISE_FILTER
//=============================================================================
//============================== Movement Settings ============================
//=============================================================================
// @section motion
/**
* Default Settings
*
* These settings can be reset by M502
*
* Note that if EEPROM is enabled, saved values will override these.
*/
/**
* With this option each E stepper can have its own factors for the
* following movement settings. If fewer factors are given than the
* total number of extruders, the last value applies to the rest.
*/
//#define DISTINCT_E_FACTORS
/**
* Default Axis Steps Per Unit (steps/mm)
* Override with M92
* X, Y, Z, E0 [, E1[, E2[, E3[, E4]]]]
*/
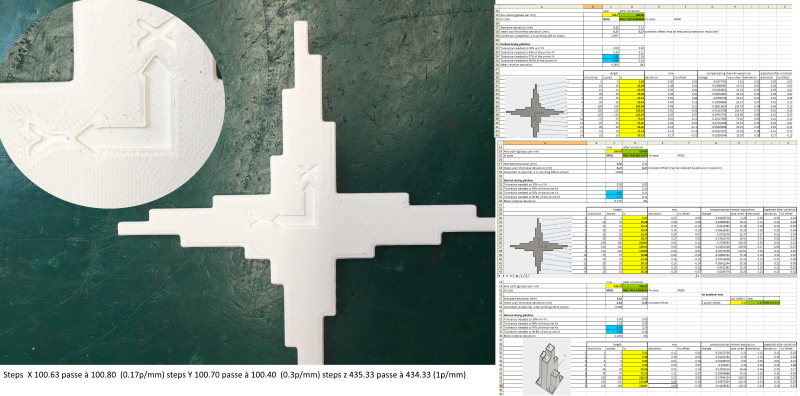
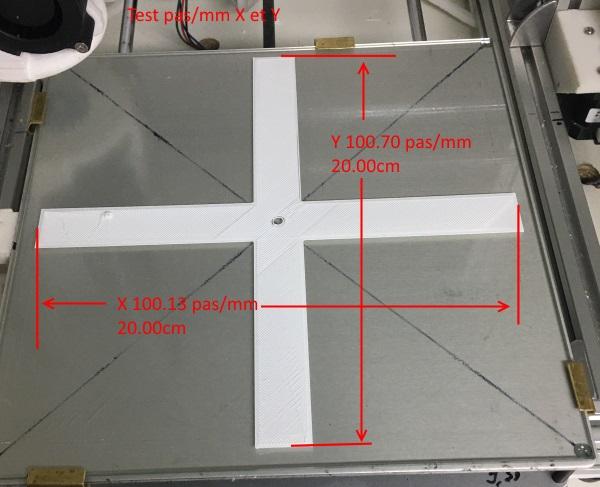
#define DEFAULT_AXIS_STEPS_PER_UNIT { 100.63, 100.70, 384.44, 435.33 }
/**
* Default Max Feed Rate (mm/s)
* Override with M203
* X, Y, Z, E0 [, E1[, E2[, E3[, E4]]]]
*/
#define DEFAULT_MAX_FEEDRATE { 400, 400, 8, 50 }
/**
* Default Max Acceleration (change/s) change = mm/s
* (Maximum start speed for accelerated moves)
* Override with M201
* X, Y, Z, E0 [, E1[, E2[, E3[, E4]]]]
*/
#define DEFAULT_MAX_ACCELERATION { 2000, 2000, 100, 10000 }
/**
* Default Acceleration (change/s) change = mm/s
* Override with M204
*
* M204 P Acceleration
* M204 R Retract Acceleration
* M204 T Travel Acceleration
*/
#define DEFAULT_ACCELERATION 400 // X, Y, Z and E acceleration for printing moves
#define DEFAULT_RETRACT_ACCELERATION 1000 // E acceleration for retracts
#define DEFAULT_TRAVEL_ACCELERATION 1000 // X, Y, Z acceleration for travel (non printing) moves
/**
* Default Jerk (mm/s)
* Override with M205 X Y Z E
*
* "Jerk" specifies the minimum speed change that requires acceleration.
* When changing speed and direction, if the difference is less than the
* value set here, it may happen instantaneously.
*/
#define DEFAULT_XJERK 10.0
#define DEFAULT_YJERK 10.0
#define DEFAULT_ZJERK 0.3
#define DEFAULT_EJERK 5.0
/**
* S-Curve Acceleration
*
* This option eliminates vibration during printing by fitting a Bézier
* curve to move acceleration, producing much smoother direction changes.
*
* See https://github.com/synthetos/TinyG/wiki/Jerk-Controlled-Motion-Explained
*/
//#define S_CURVE_ACCELERATION
//===========================================================================
//============================= Z Probe Options =============================
//===========================================================================
// @section probes
//
// See http://marlinfw.org/docs/configuration/probes.html
//
/**
* Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN
*
* Enable this option for a probe connected to the Z Min endstop pin.
*/
#define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN
/**
* Z_MIN_PROBE_ENDSTOP
*
* Enable this option for a probe connected to any pin except Z-Min.
* (By default Marlin assumes the Z-Max endstop pin.)
* To use a custom Z Probe pin, set Z_MIN_PROBE_PIN below.
*
* - The simplest option is to use a free endstop connector.
* - Use 5V for powered (usually inductive) sensors.
*
* - RAMPS 1.3/1.4 boards may use the 5V, GND, and Aux4->D32 pin:
* - For simple switches connect...
* - normally-closed switches to GND and D32.
* - normally-open switches to 5V and D32.
*
* WARNING: Setting the wrong pin may have unexpected and potentially
* disastrous consequences. Use with caution and do your homework.
*
*/
//#define Z_MIN_PROBE_ENDSTOP
/**
* Probe Type
*
* Allen Key Probes, Servo Probes, Z-Sled Probes, FIX_MOUNTED_PROBE, etc.
* Activate one of these to use Auto Bed Leveling below.
*/
/**
* The "Manual Probe" provides a means to do "Auto" Bed Leveling without a probe.
* Use G29 repeatedly, adjusting the Z height at each point with movement commands
* or (with LCD_BED_LEVELING) the LCD controller.
*/
//#define PROBE_MANUALLY
//#define MANUAL_PROBE_START_Z 0.2
/**
* A Fix-Mounted Probe either doesn't deploy or needs manual deployment.
* (e.g., an inductive probe or a nozzle-based probe-switch.)
*/
#define FIX_MOUNTED_PROBE
/**
* Z Servo Probe, such as an endstop switch on a rotating arm.
*/
//#define Z_PROBE_SERVO_NR 0 // Defaults to SERVO 0 connector.
//#define Z_SERVO_ANGLES {70,0} // Z Servo Deploy and Stow angles
/**
* The BLTouch probe uses a Hall effect sensor and emulates a servo.
*/
//#define BLTOUCH
#if ENABLED(BLTOUCH)
//#define BLTOUCH_DELAY 375 // (ms) Enable and increase if needed
#endif
/**
* Enable one or more of the following if probing seems unreliable.
* Heaters and/or fans can be disabled during probing to minimize electrical
* noise. A delay can also be added to allow noise and vibration to settle.
* These options are most useful for the BLTouch probe, but may also improve
* readings with inductive probes and piezo sensors.
*/
//#define PROBING_HEATERS_OFF // Turn heaters off when probing
#if ENABLED(PROBING_HEATERS_OFF)
//#define WAIT_FOR_BED_HEATER // Wait for bed to heat back up between probes (to improve accuracy)
#endif
//#define PROBING_FANS_OFF // Turn fans off when probing
//#define DELAY_BEFORE_PROBING 200 // (ms) To prevent vibrations from triggering piezo sensors
// A probe that is deployed and stowed with a solenoid pin (SOL1_PIN)
//#define SOLENOID_PROBE
// A sled-mounted probe like those designed by Charles Bell.
//#define Z_PROBE_SLED
//#define SLED_DOCKING_OFFSET 5 // The extra distance the X axis must travel to pickup the sled. 0 should be fine but you can push it further if you'd like.
//
// For Z_PROBE_ALLEN_KEY see the Delta example configurations.
//
/**
* Z Probe to nozzle (X,Y) offset, relative to (0, 0).
* X and Y offsets must be integers.
*
* In the following example the X and Y offsets are both positive:
* #define X_PROBE_OFFSET_FROM_EXTRUDER 10
* #define Y_PROBE_OFFSET_FROM_EXTRUDER 10
*
* +-- BACK ---+
* | |
* L | (+) P | R <-- probe (20,20)
* E | | I
* F | (-) N (+) | G <-- nozzle (10,10)
* T | | H
* | (-) | T
* | |
* O-- FRONT --+
* (0,0)
*/
#define X_PROBE_OFFSET_FROM_EXTRUDER -28 // X offset: -left +right [of the nozzle]
#define Y_PROBE_OFFSET_FROM_EXTRUDER -1 // Y offset: -front +behind [the nozzle]
#define Z_PROBE_OFFSET_FROM_EXTRUDER -1.62 // Z offset: -below +above [the nozzle]
// Certain types of probes need to stay away from edges
#define MIN_PROBE_EDGE 10
// X and Y axis travel speed (mm/m) between probes
#define XY_PROBE_SPEED 6000
// Feedrate (mm/m) for the first approach when double-probing (MULTIPLE_PROBING == 2)
#define Z_PROBE_SPEED_FAST HOMING_FEEDRATE_Z
// Feedrate (mm/m) for the "accurate" probe of each point
#define Z_PROBE_SPEED_SLOW (Z_PROBE_SPEED_FAST / 2)
// The number of probes to perform at each point.
// Set to 2 for a fast/slow probe, using the second probe result.
// Set to 3 or more for slow probes, averaging the results.
#define MULTIPLE_PROBING 3
/**
* Z probes require clearance when deploying, stowing, and moving between
* probe points to avoid hitting the bed and other hardware.
* Servo-mounted probes require extra space for the arm to rotate.
* Inductive probes need space to keep from triggering early.
*
* Use these settings to specify the distance (mm) to raise the probe (or
* lower the bed). The values set here apply over and above any (negative)
* probe Z Offset set with Z_PROBE_OFFSET_FROM_EXTRUDER, M851, or the LCD.
* Only integer values >= 1 are valid here.
*
* Example: `M851 Z-5` with a CLEARANCE of 4 => 9mm from bed to nozzle.
* But: `M851 Z+1` with a CLEARANCE of 2 => 2mm from bed to nozzle.
*/
#define Z_CLEARANCE_DEPLOY_PROBE 10 // Z Clearance for Deploy/Stow
#define Z_CLEARANCE_BETWEEN_PROBES 5 // Z Clearance between probe points
#define Z_CLEARANCE_MULTI_PROBE 5 // Z Clearance between multiple probes
//#define Z_AFTER_PROBING 5 // Z position after probing is done
#define Z_PROBE_LOW_POINT -2 // Farthest distance below the trigger-point to go before stopping
// For M851 give a range for adjusting the Z probe offset
#define Z_PROBE_OFFSET_RANGE_MIN -20
#define Z_PROBE_OFFSET_RANGE_MAX 20
// Enable the M48 repeatability test to test probe accuracy
//#define Z_MIN_PROBE_REPEATABILITY_TEST
// For Inverting Stepper Enable Pins (Active Low) use 0, Non Inverting (Active High) use 1
// :{ 0:'Low', 1:'High' }
#define X_ENABLE_ON 0
#define Y_ENABLE_ON 0
#define Z_ENABLE_ON 0
#define E_ENABLE_ON 0 // For all extruders
// Disables axis stepper immediately when it's not being used.
// WARNING: When motors turn off there is a chance of losing position accuracy!
#define DISABLE_X false
#define DISABLE_Y false
#define DISABLE_Z false
// Warn on display about possibly reduced accuracy
//#define DISABLE_REDUCED_ACCURACY_WARNING
// @section extruder
#define DISABLE_E false // For all extruders
#define DISABLE_INACTIVE_EXTRUDER true // Keep only the active extruder enabled.
// @section machine
// Invert the stepper direction. Change (or reverse the motor connector) if an axis goes the wrong way.
#define INVERT_X_DIR false
#define INVERT_Y_DIR false
#define INVERT_Z_DIR true
// @section extruder
// For direct drive extruder v9 set to true, for geared extruder set to false.
#define INVERT_E0_DIR false
#define INVERT_E1_DIR false
#define INVERT_E2_DIR false
#define INVERT_E3_DIR false
#define INVERT_E4_DIR false
// @section homing
//#define NO_MOTION_BEFORE_HOMING // Inhibit movement until all axes have been homed
//#define UNKNOWN_Z_NO_RAISE // Don't raise Z (lower the bed) if Z is "unknown." For beds that fall when Z is powered off.
//#define Z_HOMING_HEIGHT 4 // (in mm) Minimal z height before homing (G28) for Z clearance above the bed, clamps, ...
// Be sure you have this distance over your Z_MAX_POS in case.
// Direction of endstops when homing; 1=MAX, -1=MIN
// :[-1,1]
#define X_HOME_DIR -1
#define Y_HOME_DIR -1
#define Z_HOME_DIR -1
// @section machine
// The size of the print bed
#define X_BED_SIZE 220
#define Y_BED_SIZE 220
// Travel limits (mm) after homing, corresponding to endstop positions.
#define X_MIN_POS 0//-12//-33
#define Y_MIN_POS 0//-1//-10
#define Z_MIN_POS 0
#define X_MAX_POS X_BED_SIZE
#define Y_MAX_POS Y_BED_SIZE
#define Z_MAX_POS 240
/**
* Software Endstops
*
* - Prevent moves outside the set machine bounds.
* - Individual axes can be disabled, if desired.
* - X and Y only apply to Cartesian robots.
* - Use 'M211' to set software endstops on/off or report current state
*/
// Min software endstops constrain movement within minimum coordinate bounds
#define MIN_SOFTWARE_ENDSTOPS
#if ENABLED(MIN_SOFTWARE_ENDSTOPS)
#define MIN_SOFTWARE_ENDSTOP_X
#define MIN_SOFTWARE_ENDSTOP_Y
#define MIN_SOFTWARE_ENDSTOP_Z
#endif
// Max software endstops constrain movement within maximum coordinate bounds
#define MAX_SOFTWARE_ENDSTOPS
#if ENABLED(MAX_SOFTWARE_ENDSTOPS)
#define MAX_SOFTWARE_ENDSTOP_X
#define MAX_SOFTWARE_ENDSTOP_Y
#define MAX_SOFTWARE_ENDSTOP_Z
#endif
#if ENABLED(MIN_SOFTWARE_ENDSTOPS) || ENABLED(MAX_SOFTWARE_ENDSTOPS)
//#define SOFT_ENDSTOPS_MENU_ITEM // Enable/Disable software endstops from the LCD
#endif
/**
* Filament Runout Sensors
* Mechanical or opto endstops are used to check for the presence of filament.
*
* RAMPS-based boards use SERVO3_PIN for the first runout sensor.
* For other boards you may need to define FIL_RUNOUT_PIN, FIL_RUNOUT2_PIN, etc.
* By default the firmware assumes HIGH=FILAMENT PRESENT.
*/
//#define FILAMENT_RUNOUT_SENSOR
#if ENABLED(FILAMENT_RUNOUT_SENSOR)
#define NUM_RUNOUT_SENSORS 1 // Number of sensors, up to one per extruder. Define a FIL_RUNOUT#_PIN for each.
#define FIL_RUNOUT_INVERTING false // set to true to invert the logic of the sensor.
#define FIL_RUNOUT_PULLUP // Use internal pullup for filament runout pins.
#define FILAMENT_RUNOUT_SCRIPT "M600"
#endif
//===========================================================================
//=============================== Bed Leveling ==============================
//===========================================================================
// @section calibrate
/**
* Choose one of the options below to enable G29 Bed Leveling. The parameters
* and behavior of G29 will change depending on your selection.
*
* If using a Probe for Z Homing, enable Z_SAFE_HOMING also!
*
* - AUTO_BED_LEVELING_3POINT
* Probe 3 arbitrary points on the bed (that aren't collinear)
* You specify the XY coordinates of all 3 points.
* The result is a single tilted plane. Best for a flat bed.
*
* - AUTO_BED_LEVELING_LINEAR
* Probe several points in a grid.
* You specify the rectangle and the density of sample points.
* The result is a single tilted plane. Best for a flat bed.
*
* - AUTO_BED_LEVELING_BILINEAR
* Probe several points in a grid.
* You specify the rectangle and the density of sample points.
* The result is a mesh, best for large or uneven beds.
*
* - AUTO_BED_LEVELING_UBL (Unified Bed Leveling)
* A comprehensive bed leveling system combining the features and benefits
* of other systems. UBL also includes integrated Mesh Generation, Mesh
* Validation and Mesh Editing systems.
*
* - MESH_BED_LEVELING
* Probe a grid manually
* The result is a mesh, suitable for large or uneven beds. (See BILINEAR.)
* For machines without a probe, Mesh Bed Leveling provides a method to perform
* leveling in steps so you can manually adjust the Z height at each grid-point.
* With an LCD controller the process is guided step-by-step.
*/
//#define AUTO_BED_LEVELING_3POINT
//#define AUTO_BED_LEVELING_LINEAR
#define AUTO_BED_LEVELING_BILINEAR
//#define AUTO_BED_LEVELING_UBL
//#define MESH_BED_LEVELING
/**
* Normally G28 leaves leveling disabled on completion. Enable
* this option to have G28 restore the prior leveling state.
*/
//#define RESTORE_LEVELING_AFTER_G28
/**
* Enable detailed logging of G28, G29, M48, etc.
* Turn on with the command 'M111 S32'.
* NOTE: Requires a lot of PROGMEM!
*/
//#define DEBUG_LEVELING_FEATURE
#if ENABLED(MESH_BED_LEVELING) || ENABLED(AUTO_BED_LEVELING_BILINEAR) || ENABLED(AUTO_BED_LEVELING_UBL)
// Gradually reduce leveling correction until a set height is reached,
// at which point movement will be level to the machine's XY plane.
// The height can be set with M420 Z<height>
#define ENABLE_LEVELING_FADE_HEIGHT
// For Cartesian machines, instead of dividing moves on mesh boundaries,
// split up moves into short segments like a Delta. This follows the
// contours of the bed more closely than edge-to-edge straight moves.
#define SEGMENT_LEVELED_MOVES
#define LEVELED_SEGMENT_LENGTH 5.0 // (mm) Length of all segments (except the last one)
/**
* Enable the G26 Mesh Validation Pattern tool.
*/
//#define G26_MESH_VALIDATION
#if ENABLED(G26_MESH_VALIDATION)
#define MESH_TEST_NOZZLE_SIZE 0.4 // (mm) Diameter of primary nozzle.
#define MESH_TEST_LAYER_HEIGHT 0.2 // (mm) Default layer height for the G26 Mesh Validation Tool.
#define MESH_TEST_HOTEND_TEMP 205.0 // (°C) Default nozzle temperature for the G26 Mesh Validation Tool.
#define MESH_TEST_BED_TEMP 60.0 // (°C) Default bed temperature for the G26 Mesh Validation Tool.
#endif
#endif
#if ENABLED(AUTO_BED_LEVELING_LINEAR) || ENABLED(AUTO_BED_LEVELING_BILINEAR)
// Set the number of grid points per dimension.
#define GRID_MAX_POINTS_X 3
#define GRID_MAX_POINTS_Y GRID_MAX_POINTS_X
// Set the boundaries for probing (where the probe can reach).
//#define LEFT_PROBE_BED_POSITION MIN_PROBE_EDGE
//#define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE)
//#define FRONT_PROBE_BED_POSITION MIN_PROBE_EDGE
// #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE)
#define LEFT_PROBE_BED_POSITION 20 //85pour sonde à+65
#define RIGHT_PROBE_BED_POSITION 182 //182
#define FRONT_PROBE_BED_POSITION 19 //20 pour sonde à -60y
#define BACK_PROBE_BED_POSITION 201 //201
// Probe along the Y axis, advancing X after each column
//#define PROBE_Y_FIRST
#if ENABLED(AUTO_BED_LEVELING_BILINEAR)
// Beyond the probed grid, continue the implied tilt?
// Default is to maintain the height of the nearest edge.
//#define EXTRAPOLATE_BEYOND_GRID
//
// Experimental Subdivision of the grid by Catmull-Rom method.
// Synthesizes intermediate points to produce a more detailed mesh.
//
//#define ABL_BILINEAR_SUBDIVISION
#if ENABLED(ABL_BILINEAR_SUBDIVISION)
// Number of subdivisions between probe points
#define BILINEAR_SUBDIVISIONS 3
#endif
#endif
#elif ENABLED(AUTO_BED_LEVELING_UBL)
//===========================================================================
//========================= Unified Bed Leveling ============================
//===========================================================================
//#define MESH_EDIT_GFX_OVERLAY // Display a graphics overlay while editing the mesh
#define MESH_INSET 1 // Set Mesh bounds as an inset region of the bed
#define GRID_MAX_POINTS_X 10 // Don't use more than 15 points per axis, implementation limited.
#define GRID_MAX_POINTS_Y GRID_MAX_POINTS_X
#define UBL_MESH_EDIT_MOVES_Z // Sophisticated users prefer no movement of nozzle
#define UBL_SAVE_ACTIVE_ON_M500 // Save the currently active mesh in the current slot on M500
//#define UBL_Z_RAISE_WHEN_OFF_MESH 2.5 // When the nozzle is off the mesh, this value is used
// as the Z-Height correction value.
#elif ENABLED(MESH_BED_LEVELING)
//===========================================================================
//=================================== Mesh ==================================
//===========================================================================
#define MESH_INSET 10 // Set Mesh bounds as an inset region of the bed
#define GRID_MAX_POINTS_X 3 // Don't use more than 7 points per axis, implementation limited.
#define GRID_MAX_POINTS_Y GRID_MAX_POINTS_X
//#define MESH_G28_REST_ORIGIN // After homing all axes ('G28' or 'G28 XYZ') rest Z at Z_MIN_POS
#endif // BED_LEVELING
/**
* Points to probe for all 3-point Leveling procedures.
* Override if the automatically selected points are inadequate.
*/
#if ENABLED(AUTO_BED_LEVELING_3POINT) || ENABLED(AUTO_BED_LEVELING_UBL)
#define PROBE_PT_1_X 20
#define PROBE_PT_1_Y 160
#define PROBE_PT_2_X 20
#define PROBE_PT_2_Y 10
#define PROBE_PT_3_X 180
#define PROBE_PT_3_Y 10
#endif
/**
* Add a bed leveling sub-menu for ABL or MBL.
* Include a guided procedure if manual probing is enabled.
*/
//#define LCD_BED_LEVELING
#if ENABLED(LCD_BED_LEVELING)
#define MBL_Z_STEP 0.025 // Step size while manually probing Z axis.
#define LCD_PROBE_Z_RANGE 4 // Z Range centered on Z_MIN_POS for LCD Z adjustment
#endif
// Add a menu item to move between bed corners for manual bed adjustment
//#define LEVEL_BED_CORNERS
#if ENABLED(LEVEL_BED_CORNERS)
#define LEVEL_CORNERS_INSET 30 // (mm) An inset for corner leveling
//#define LEVEL_CENTER_TOO // Move to the center after the last corner
#endif
/**
* Commands to execute at the end of G29 probing.
* Useful to retract or move the Z probe out of the way.
*/
//#define Z_PROBE_END_SCRIPT "G1 Z10 F12000\nG1 X15 Y330\nG1 Z0.5\nG1 Z10"
// @section homing
// The center of the bed is at (X=0, Y=0)
//#define BED_CENTER_AT_0_0
// Manually set the home position. Leave these undefined for automatic settings.
// For DELTA this is the top-center of the Cartesian print volume.
//#define MANUAL_X_HOME_POS -11
//#define MANUAL_Y_HOME_POS 3
//#define MANUAL_Z_HOME_POS 0
// Use "Z Safe Homing" to avoid homing with a Z probe outside the bed area.
//
// With this feature enabled:
//
// - Allow Z homing only after X and Y homing AND stepper drivers still enabled.
// - If stepper drivers time out, it will need X and Y homing again before Z homing.
// - Move the Z probe (or nozzle) to a defined XY point before Z Homing when homing all axes (G28).
// - Prevent Z homing when the Z probe is outside bed area.
//
#define Z_SAFE_HOMING
#if ENABLED(Z_SAFE_HOMING)
#define Z_SAFE_HOMING_X_POINT ((X_BED_SIZE) / 2) // X point for Z homing when homing all axes (G28).
#define Z_SAFE_HOMING_Y_POINT ((Y_BED_SIZE) / 2) // Y point for Z homing when homing all axes (G28).
#endif
// Homing speeds (mm/m)
#define HOMING_FEEDRATE_XY (100*60)
#define HOMING_FEEDRATE_Z (4*60)
// @section calibrate
/**
* Bed Skew Compensation
*
* This feature corrects for misalignment in the XYZ axes.
*
* Take the following steps to get the bed skew in the XY plane:
* 1. Print a test square (e.g., https://www.thingiverse.com/thing:2563185)
* 2. For XY_DIAG_AC measure the diagonal A to C
* 3. For XY_DIAG_BD measure the diagonal B to D
* 4. For XY_SIDE_AD measure the edge A to D
*
* Marlin automatically computes skew factors from these measurements.
* Skew factors may also be computed and set manually:
*
* - Compute AB : SQRT(2*AC*AC+2*BD*BD-4*AD*AD)/2
* - XY_SKEW_FACTOR : TAN(PI/2-ACOS((AC*AC-AB*AB-AD*AD)/(2*AB*AD)))
*
* If desired, follow the same procedure for XZ and YZ.
* Use these diagrams for reference:
*
* Y Z Z
* ^ B-------C ^ B-------C ^ B-------C
* | / / | / / | / /
* | / / | / / | / /
* | A-------D | A-------D | A-------D
* +-------------->X +-------------->X +-------------->Y
* XY_SKEW_FACTOR XZ_SKEW_FACTOR YZ_SKEW_FACTOR
*/
//#define SKEW_CORRECTION
#if ENABLED(SKEW_CORRECTION)
// Input all length measurements here:
#define XY_DIAG_AC 282.8427124746
#define XY_DIAG_BD 282.8427124746
#define XY_SIDE_AD 200
// Or, set the default skew factors directly here
// to override the above measurements:
#define XY_SKEW_FACTOR 0.0
//#define SKEW_CORRECTION_FOR_Z
#if ENABLED(SKEW_CORRECTION_FOR_Z)
#define XZ_DIAG_AC 282.8427124746
#define XZ_DIAG_BD 282.8427124746
#define YZ_DIAG_AC 282.8427124746
#define YZ_DIAG_BD 282.8427124746
#define YZ_SIDE_AD 200
#define XZ_SKEW_FACTOR 0.0
#define YZ_SKEW_FACTOR 0.0
#endif
// Enable this option for M852 to set skew at runtime
//#define SKEW_CORRECTION_GCODE
#endif
//=============================================================================
//============================= Additional Features ===========================
//=============================================================================
// @section extras
//
// EEPROM
//
// The microcontroller can store settings in the EEPROM, e.g. max velocity...
// M500 - stores parameters in EEPROM
// M501 - reads parameters from EEPROM (if you need reset them after you changed them temporarily).
// M502 - reverts to the default "factory settings". You still need to store them in EEPROM afterwards if you want to.
//
#define EEPROM_SETTINGS // Enable for M500 and M501 commands
//#define DISABLE_M503 // Saves ~2700 bytes of PROGMEM. Disable for release!
#define EEPROM_CHITCHAT // Give feedback on EEPROM commands. Disable to save PROGMEM.
//
// Host Keepalive
//
// When enabled Marlin will send a busy status message to the host
// every couple of seconds when it can't accept commands.
//
//#define HOST_KEEPALIVE_FEATURE // Disable this if your host doesn't like keepalive messages
//#define DEFAULT_KEEPALIVE_INTERVAL 2 // Number of seconds between "busy" messages. Set with M113.
#define BUSY_WHILE_HEATING // Some hosts require "busy" messages even during heating
//
// M100 Free Memory Watcher
//
//#define M100_FREE_MEMORY_WATCHER // Add M100 (Free Memory Watcher) to debug memory usage
//
// G20/G21 Inch mode support
//
//#define INCH_MODE_SUPPORT
//
// M149 Set temperature units support
//
//#define TEMPERATURE_UNITS_SUPPORT
// @section temperature
// Preheat Constants
#define PREHEAT_1_TEMP_HOTEND 190
#define PREHEAT_1_TEMP_BED 60
#define PREHEAT_1_FAN_SPEED 0 // Value from 0 to 255
#define PREHEAT_2_TEMP_HOTEND 240
#define PREHEAT_2_TEMP_BED 90
#define PREHEAT_2_FAN_SPEED 0 // Value from 0 to 255
/**
* Nozzle Park
*
* Park the nozzle at the given XYZ position on idle or G27.
*
* The "P" parameter controls the action applied to the Z axis:
*
* P0 (Default) If Z is below park Z raise the nozzle.
* P1 Raise the nozzle always to Z-park height.
* P2 Raise the nozzle by Z-park amount, limited to Z_MAX_POS.
*/
//#define NOZZLE_PARK_FEATURE
#if ENABLED(NOZZLE_PARK_FEATURE)
// Specify a park position as { X, Y, Z }
#define NOZZLE_PARK_POINT { (X_MIN_POS + 10), (Y_MAX_POS - 10), 20 }
#define NOZZLE_PARK_XY_FEEDRATE 100 // X and Y axes feedrate in mm/s (also used for delta printers Z axis)
#define NOZZLE_PARK_Z_FEEDRATE 5 // Z axis feedrate in mm/s (not used for delta printers)
#endif
/**
* Clean Nozzle Feature -- EXPERIMENTAL
*
* Adds the G12 command to perform a nozzle cleaning process.
*
* Parameters:
* P Pattern
* S Strokes / Repetitions
* T Triangles (P1 only)
*
* Patterns:
* P0 Straight line (default). This process requires a sponge type material
* at a fixed bed location. "S" specifies strokes (i.e. back-forth motions)
* between the start / end points.
*
* P1 Zig-zag pattern between (X0, Y0) and (X1, Y1), "T" specifies the
* number of zig-zag triangles to do. "S" defines the number of strokes.
* Zig-zags are done in whichever is the narrower dimension.
* For example, "G12 P1 S1 T3" will execute:
*
* --
* | (X0, Y1) | /\ /\ /\ | (X1, Y1)
* | | / \ / \ / \ |
* A | | / \ / \ / \ |
* | | / \ / \ / \ |
* | (X0, Y0) | / \/ \/ \ | (X1, Y0)
* -- +--------------------------------+
* |________|_________|_________|
* T1 T2 T3
*
* P2 Circular pattern with middle at NOZZLE_CLEAN_CIRCLE_MIDDLE.
* "R" specifies the radius. "S" specifies the stroke count.
* Before starting, the nozzle moves to NOZZLE_CLEAN_START_POINT.
*
* Caveats: The ending Z should be the same as starting Z.
* Attention: EXPERIMENTAL. G-code arguments may change.
*
*/
//#define NOZZLE_CLEAN_FEATURE
#if ENABLED(NOZZLE_CLEAN_FEATURE)
// Default number of pattern repetitions
#define NOZZLE_CLEAN_STROKES 12
// Default number of triangles
#define NOZZLE_CLEAN_TRIANGLES 3
// Specify positions as { X, Y, Z }
#define NOZZLE_CLEAN_START_POINT { 30, 30, (Z_MIN_POS + 1)}
#define NOZZLE_CLEAN_END_POINT {100, 60, (Z_MIN_POS + 1)}
// Circular pattern radius
#define NOZZLE_CLEAN_CIRCLE_RADIUS 6.5
// Circular pattern circle fragments number
#define NOZZLE_CLEAN_CIRCLE_FN 10
// Middle point of circle
#define NOZZLE_CLEAN_CIRCLE_MIDDLE NOZZLE_CLEAN_START_POINT
// Moves the nozzle to the initial position
#define NOZZLE_CLEAN_GOBACK
#endif
/**
* Print Job Timer
*
* Automatically start and stop the print job timer on M104/M109/M190.
*
* M104 (hotend, no wait) - high temp = none, low temp = stop timer
* M109 (hotend, wait) - high temp = start timer, low temp = stop timer
* M190 (bed, wait) - high temp = start timer, low temp = none
*
* The timer can also be controlled with the following commands:
*
* M75 - Start the print job timer
* M76 - Pause the print job timer
* M77 - Stop the print job timer
*/
#define PRINTJOB_TIMER_AUTOSTART
/**
* Print Counter
*
* Track statistical data such as:
*
* - Total print jobs
* - Total successful print jobs
* - Total failed print jobs
* - Total time printing
*
* View the current statistics with M78.
*/
//#define PRINTCOUNTER
//=============================================================================
//============================= LCD and SD support ============================
//=============================================================================
// @section lcd
/**
* LCD LANGUAGE
*
* Select the language to display on the LCD. These languages are available:
*
* en, an, bg, ca, cn, cz, cz_utf8, de, el, el-gr, es, es_utf8,
* eu, fi, fr, fr_utf8, gl, hr, it, kana, kana_utf8, nl, pl, pt,
* pt_utf8, pt-br, pt-br_utf8, ru, sk_utf8, tr, uk, zh_CN, zh_TW, test
*
* :{ 'en':'English', 'an':'Aragonese', 'bg':'Bulgarian', 'ca':'Catalan', 'cn':'Chinese', 'cz':'Czech', 'cz_utf8':'Czech (UTF8)', 'de':'German', 'el':'Greek', 'el-gr':'Greek (Greece)', 'es':'Spanish', 'es_utf8':'Spanish (UTF8)', 'eu':'Basque-Euskera', 'fi':'Finnish', 'fr':'French', 'fr_utf8':'French (UTF8)', 'gl':'Galician', 'hr':'Croatian', 'it':'Italian', 'kana':'Japanese', 'kana_utf8':'Japanese (UTF8)', 'nl':'Dutch', 'pl':'Polish', 'pt':'Portuguese', 'pt-br':'Portuguese (Brazilian)', 'pt-br_utf8':'Portuguese (Brazilian UTF8)', 'pt_utf8':'Portuguese (UTF8)', 'ru':'Russian', 'sk_utf8':'Slovak (UTF8)', 'tr':'Turkish', 'uk':'Ukrainian', 'zh_CN':'Chinese (Simplified)', 'zh_TW':'Chinese (Taiwan)', 'test':'TEST' }
*/
#define LCD_LANGUAGE fr
/**
* LCD Character Set
*
* Note: This option is NOT applicable to Graphical Displays.
*
* All character-based LCDs provide ASCII plus one of these
* language extensions:
*
* - JAPANESE ... the most common
* - WESTERN ... with more accented characters
* - CYRILLIC ... for the Russian language
*
* To determine the language extension installed on your controller:
*
* - Compile and upload with LCD_LANGUAGE set to 'test'
* - Click the controller to view the LCD menu
* - The LCD will display Japanese, Western, or Cyrillic text
*
* See http://marlinfw.org/docs/development/lcd_language.html
*
* :['JAPANESE', 'WESTERN', 'CYRILLIC']
*/
#define DISPLAY_CHARSET_HD44780 WESTERN
/**
* SD CARD
*
* SD Card support is disabled by default. If your controller has an SD slot,
* you must uncomment the following option or it won't work.
*
*/
#define SDSUPPORT
/**
* SD CARD: SPI SPEED
*
* Enable one of the following items for a slower SPI transfer speed.
* This may be required to resolve "volume init" errors.
*/
//#define SPI_SPEED SPI_HALF_SPEED
//#define SPI_SPEED SPI_QUARTER_SPEED
//#define SPI_SPEED SPI_EIGHTH_SPEED
/**
* SD CARD: ENABLE CRC
*
* Use CRC checks and retries on the SD communication.
*/
//#define SD_CHECK_AND_RETRY
/**
* LCD Menu Items
*
* Disable all menus and only display the Status Screen, or
* just remove some extraneous menu items to recover space.
*/
//#define NO_LCD_MENUS
//#define SLIM_LCD_MENUS
//
// ENCODER SETTINGS
//
// This option overrides the default number of encoder pulses needed to
// produce one step. Should be increased for high-resolution encoders.
//
//#define ENCODER_PULSES_PER_STEP 4
//
// Use this option to override the number of step signals required to
// move between next/prev menu items.
//
//#define ENCODER_STEPS_PER_MENU_ITEM 1
/**
* Encoder Direction Options
*
* Test your encoder's behavior first with both options disabled.
*
* Reversed Value Edit and Menu Nav? Enable REVERSE_ENCODER_DIRECTION.
* Reversed Menu Navigation only? Enable REVERSE_MENU_DIRECTION.
* Reversed Value Editing only? Enable BOTH options.
*/
//
// This option reverses the encoder direction everywhere.
//
// Set this option if CLOCKWISE causes values to DECREASE
//
//#define REVERSE_ENCODER_DIRECTION
//
// This option reverses the encoder direction for navigating LCD menus.
//
// If CLOCKWISE normally moves DOWN this makes it go UP.
// If CLOCKWISE normally moves UP this makes it go DOWN.
//
//#define REVERSE_MENU_DIRECTION
//
// Individual Axis Homing
//
// Add individual axis homing items (Home X, Home Y, and Home Z) to the LCD menu.
//
//#define INDIVIDUAL_AXIS_HOMING_MENU
//
// SPEAKER/BUZZER
//
// If you have a speaker that can produce tones, enable it here.
// By default Marlin assumes you have a buzzer with a fixed frequency.
//
//#define SPEAKER
//
// The duration and frequency for the UI feedback sound.
// Set these to 0 to disable audio feedback in the LCD menus.
//
// Note: Test audio output with the G-Code:
// M300 S<frequency Hz> P<duration ms>
//
//#define LCD_FEEDBACK_FREQUENCY_DURATION_MS 2
//#define LCD_FEEDBACK_FREQUENCY_HZ 5000
//=============================================================================
//======================== LCD / Controller Selection =========================
//======================== (Character-based LCDs) =========================
//=============================================================================
//
// RepRapDiscount Smart Controller.
// http://reprap.org/wiki/RepRapDiscount_Smart_Controller
//
// Note: Usually sold with a white PCB.
//
//#define REPRAP_DISCOUNT_SMART_CONTROLLER
//
// ULTIMAKER Controller.
//
//#define ULTIMAKERCONTROLLER
//
// ULTIPANEL as seen on Thingiverse.
//
//#define ULTIPANEL
//
// PanelOne from T3P3 (via RAMPS 1.4 AUX2/AUX3)
// http://reprap.org/wiki/PanelOne
//
//#define PANEL_ONE
//
// GADGETS3D G3D LCD/SD Controller
// http://reprap.org/wiki/RAMPS_1.3/1.4_GADGETS3D_Shield_with_Panel
//
// Note: Usually sold with a blue PCB.
//
//#define G3D_PANEL
//
// RigidBot Panel V1.0
// http://www.inventapart.com/
//
//#define RIGIDBOT_PANEL
//
// Makeboard 3D Printer Parts 3D Printer Mini Display 1602 Mini Controller
// https://www.aliexpress.com/item/Micromake-Makeboard-3D-Printer-Parts-3D-Printer-Mini-Display-1602-Mini-Controller-Compatible-with-Ramps-1/32765887917.html
//
//#define MAKEBOARD_MINI_2_LINE_DISPLAY_1602
//
// ANET and Tronxy 20x4 Controller
//
#define ZONESTAR_LCD // Requires ADC_KEYPAD_PIN to be assigned to an analog pin.
// This LCD is known to be susceptible to electrical interference
// which scrambles the display. Pressing any button clears it up.
// This is a LCD2004 display with 5 analog buttons.
//
// Generic 16x2, 16x4, 20x2, or 20x4 character-based LCD.
//
//#define ULTRA_LCD
//=============================================================================
//======================== LCD / Controller Selection =========================
//===================== (I2C and Shift-Register LCDs) =====================
//=============================================================================
//
// CONTROLLER TYPE: I2C
//
// Note: These controllers require the installation of Arduino's LiquidCrystal_I2C
// library. For more info: https://github.com/kiyoshigawa/LiquidCrystal_I2C
//
//
// Elefu RA Board Control Panel
// http://www.elefu.com/index.php?route=product/product&product_id=53
//
//#define RA_CONTROL_PANEL
//
// Sainsmart (YwRobot) LCD Displays
//
// These require F.Malpartida's LiquidCrystal_I2C library
// https://bitbucket.org/fmalpartida/new-liquidcrystal/wiki/Home
//
//#define LCD_SAINSMART_I2C_1602
//#define LCD_SAINSMART_I2C_2004
//
// Generic LCM1602 LCD adapter
//
//#define LCM1602
//
// PANELOLU2 LCD with status LEDs,
// separate encoder and click inputs.
//
// Note: This controller requires Arduino's LiquidTWI2 library v1.2.3 or later.
// For more info: https://github.com/lincomatic/LiquidTWI2
//
// Note: The PANELOLU2 encoder click input can either be directly connected to
// a pin (if BTN_ENC defined to != -1) or read through I2C (when BTN_ENC == -1).
//
//#define LCD_I2C_PANELOLU2
//
// Panucatt VIKI LCD with status LEDs,
// integrated click & L/R/U/D buttons, separate encoder inputs.
//
//#define LCD_I2C_VIKI
//
// CONTROLLER TYPE: Shift register panels
//
//
// 2 wire Non-latching LCD SR from https://goo.gl/aJJ4sH
// LCD configuration: http://reprap.org/wiki/SAV_3D_LCD
//
//#define SAV_3DLCD
//=============================================================================
//======================= LCD / Controller Selection =======================
//========================= (Graphical LCDs) ========================
//=============================================================================
//
// CONTROLLER TYPE: Graphical 128x64 (DOGM)
//
// IMPORTANT: The U8glib library is required for Graphical Display!
// https://github.com/olikraus/U8glib_Arduino
//
//
// RepRapDiscount FULL GRAPHIC Smart Controller
// http://reprap.org/wiki/RepRapDiscount_Full_Graphic_Smart_Controller
//
// Note: Details on connecting to the Anet V1.0 controller are in the file pins_ANET_10.h
//
//#define REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER
//
// ReprapWorld Graphical LCD
// https://reprapworld.com/?products_details&products_id/1218
//
//#define REPRAPWORLD_GRAPHICAL_LCD
//
// Activate one of these if you have a Panucatt Devices
// Viki 2.0 or mini Viki with Graphic LCD
// http://panucatt.com
//
//#define VIKI2
//#define miniVIKI
//
// MakerLab Mini Panel with graphic
// controller and SD support - http://reprap.org/wiki/Mini_panel
//
//#define MINIPANEL
//
// MaKr3d Makr-Panel with graphic controller and SD support.
// http://reprap.org/wiki/MaKr3d_MaKrPanel
//
//#define MAKRPANEL
//
// Adafruit ST7565 Full Graphic Controller.
// https://github.com/eboston/Adafruit-ST7565-Full-Graphic-Controller/
//
//#define ELB_FULL_GRAPHIC_CONTROLLER
//
// BQ LCD Smart Controller shipped by
// default with the BQ Hephestos 2 and Witbox 2.
//
//#define BQ_LCD_SMART_CONTROLLER
//
// Cartesio UI
// http://mauk.cc/webshop/cartesio-shop/electronics/user-interface
//
//#define CARTESIO_UI
//
// LCD for Melzi Card with Graphical LCD
//
//#define LCD_FOR_MELZI
//
// SSD1306 OLED full graphics generic display
//
//#define U8GLIB_SSD1306
//
// SAV OLEd LCD module support using either SSD1306 or SH1106 based LCD modules
//
//#define SAV_3DGLCD
#if ENABLED(SAV_3DGLCD)
//#define U8GLIB_SSD1306
#define U8GLIB_SH1106
#endif
//
// Original Ulticontroller from Ultimaker 2 printer with SSD1309 I2C display and encoder
// https://github.com/Ultimaker/Ultimaker2/tree/master/1249_Ulticontroller_Board_(x1)
//
//#define ULTI_CONTROLLER
//
// TinyBoy2 128x64 OLED / Encoder Panel
//
//#define OLED_PANEL_TINYBOY2
//
// MKS MINI12864 with graphic controller and SD support
// http://reprap.org/wiki/MKS_MINI_12864
//
//#define MKS_MINI_12864
//
// Factory display for Creality CR-10
// https://www.aliexpress.com/item/Universal-LCD-12864-3D-Printer-Display-Screen-With-Encoder-For-CR-10-CR-7-Model/32833148327.html
//
// This is RAMPS-compatible using a single 10-pin connector.
// (For CR-10 owners who want to replace the Melzi Creality board but retain the display)
//
//#define CR10_STOCKDISPLAY
//
// ANET and Tronxy Graphical Controller
//
//#define ANET_FULL_GRAPHICS_LCD // Anet 128x64 full graphics lcd with rotary encoder as used on Anet A6
// A clone of the RepRapDiscount full graphics display but with
// different pins/wiring (see pins_ANET_10.h).
//
// MKS OLED 1.3" 128 × 64 FULL GRAPHICS CONTROLLER
// http://reprap.org/wiki/MKS_12864OLED
//
// Tiny, but very sharp OLED display
//
//#define MKS_12864OLED // Uses the SH1106 controller (default)
//#define MKS_12864OLED_SSD1306 // Uses the SSD1306 controller
//
// Silvergate GLCD controller
// http://github.com/android444/Silvergate
//
//#define SILVER_GATE_GLCD_CONTROLLER
//=============================================================================
//============================ Other Controllers ============================
//=============================================================================
//
// CONTROLLER TYPE: Standalone / Serial
//
//
// LCD for Malyan M200 printers.
// This requires SDSUPPORT to be enabled
//
//#define MALYAN_LCD
//
// CONTROLLER TYPE: Keypad / Add-on
//
//
// RepRapWorld REPRAPWORLD_KEYPAD v1.1
// http://reprapworld.com/?products_details&products_id=202&cPath=1591_1626
//
// REPRAPWORLD_KEYPAD_MOVE_STEP sets how much should the robot move when a key
// is pressed, a value of 10.0 means 10mm per click.
//
//#define REPRAPWORLD_KEYPAD
//#define REPRAPWORLD_KEYPAD_MOVE_STEP 10.0
//=============================================================================
//=============================== Extra Features ==============================
//=============================================================================
// @section extras
// Increase the FAN PWM frequency. Removes the PWM noise but increases heating in the FET/Arduino
//#define FAST_PWM_FAN
// Use software PWM to drive the fan, as for the heaters. This uses a very low frequency
// which is not as annoying as with the hardware PWM. On the other hand, if this frequency
// is too low, you should also increment SOFT_PWM_SCALE.
//#define FAN_SOFT_PWM
// Incrementing this by 1 will double the software PWM frequency,
// affecting heaters, and the fan if FAN_SOFT_PWM is enabled.
// However, control resolution will be halved for each increment;
// at zero value, there are 128 effective control positions.
#define SOFT_PWM_SCALE 0
// If SOFT_PWM_SCALE is set to a value higher than 0, dithering can
// be used to mitigate the associated resolution loss. If enabled,
// some of the PWM cycles are stretched so on average the desired
// duty cycle is attained.
//#define SOFT_PWM_DITHER
// Temperature status LEDs that display the hotend and bed temperature.
// If all hotends, bed temperature, and target temperature are under 54C
// then the BLUE led is on. Otherwise the RED led is on. (1C hysteresis)
//#define TEMP_STAT_LEDS
// M240 Triggers a camera by emulating a Canon RC-1 Remote
// Data from: http://www.doc-diy.net/photo/rc-1_hacked/
//#define PHOTOGRAPH_PIN 23
// SkeinForge sends the wrong arc g-codes when using Arc Point as fillet procedure
//#define SF_ARC_FIX
// Support for the BariCUDA Paste Extruder
//#define BARICUDA
// Support for BlinkM/CyzRgb
//#define BLINKM
// Support for PCA9632 PWM LED driver
//#define PCA9632
/**
* RGB LED / LED Strip Control
*
* Enable support for an RGB LED connected to 5V digital pins, or
* an RGB Strip connected to MOSFETs controlled by digital pins.
*
* Adds the M150 command to set the LED (or LED strip) color.
* If pins are PWM capable (e.g., 4, 5, 6, 11) then a range of
* luminance values can be set from 0 to 255.
* For Neopixel LED an overall brightness parameter is also available.
*
* *** CAUTION ***
* LED Strips require a MOSFET Chip between PWM lines and LEDs,
* as the Arduino cannot handle the current the LEDs will require.
* Failure to follow this precaution can destroy your Arduino!
* NOTE: A separate 5V power supply is required! The Neopixel LED needs
* more current than the Arduino 5V linear regulator can produce.
* *** CAUTION ***
*
* LED Type. Enable only one of the following two options.
*
*/
//#define RGB_LED
//#define RGBW_LED
#if ENABLED(RGB_LED) || ENABLED(RGBW_LED)
#define RGB_LED_R_PIN 34
#define RGB_LED_G_PIN 43
#define RGB_LED_B_PIN 35
#define RGB_LED_W_PIN -1
#endif
// Support for Adafruit Neopixel LED driver
//#define NEOPIXEL_LED
#if ENABLED(NEOPIXEL_LED)
#define NEOPIXEL_TYPE NEO_GRBW // NEO_GRBW / NEO_GRB - four/three channel driver type (defined in Adafruit_NeoPixel.h)
#define NEOPIXEL_PIN 4 // LED driving pin on motherboard 4 => D4 (EXP2-5 on Printrboard) / 30 => PC7 (EXP3-13 on Rumba)
#define NEOPIXEL_PIXELS 30 // Number of LEDs in the strip
#define NEOPIXEL_IS_SEQUENTIAL // Sequential display for temperature change - LED by LED. Disable to change all LEDs at once.
#define NEOPIXEL_BRIGHTNESS 127 // Initial brightness (0-255)
//#define NEOPIXEL_STARTUP_TEST // Cycle through colors at startup
#endif
/**
* Printer Event LEDs
*
* During printing, the LEDs will reflect the printer status:
*
* - Gradually change from blue to violet as the heated bed gets to target temp
* - Gradually change from violet to red as the hotend gets to temperature
* - Change to white to illuminate work surface
* - Change to green once print has finished
* - Turn off after the print has finished and the user has pushed a button
*/
#if ENABLED(BLINKM) || ENABLED(RGB_LED) || ENABLED(RGBW_LED) || ENABLED(PCA9632) || ENABLED(NEOPIXEL_LED)
#define PRINTER_EVENT_LEDS
#endif
/**
* R/C SERVO support
* Sponsored by TrinityLabs, Reworked by codexmas
*/
/**
* Number of servos
*
* For some servo-related options NUM_SERVOS will be set automatically.
* Set this manually if there are extra servos needing manual control.
* Leave undefined or set to 0 to entirely disable the servo subsystem.
*/
//#define NUM_SERVOS 3 // Servo index starts with 0 for M280 command
// Delay (in milliseconds) before the next move will start, to give the servo time to reach its target angle.
// 300ms is a good value but you can try less delay.
// If the servo can't reach the requested position, increase it.
#define SERVO_DELAY { 300 }
// Servo deactivation
//
// With this option servos are powered only during movement, then turned off to prevent jitter.
//#define DEACTIVATE_SERVOS_AFTER_MOVE
#endif // CONFIGURATION_H
Eric



")