Fur
-
Compteur de contenus
10 -
Inscrit(e) le
-
Dernière visite
Récompenses de Fur
")





-
Top, merci, je vais aussi essayer ca
-
J'ai justement une grande pièce à faire, je pourrais tenter. (Surtout que Cura vient d'avoir une Mise à jour)
-
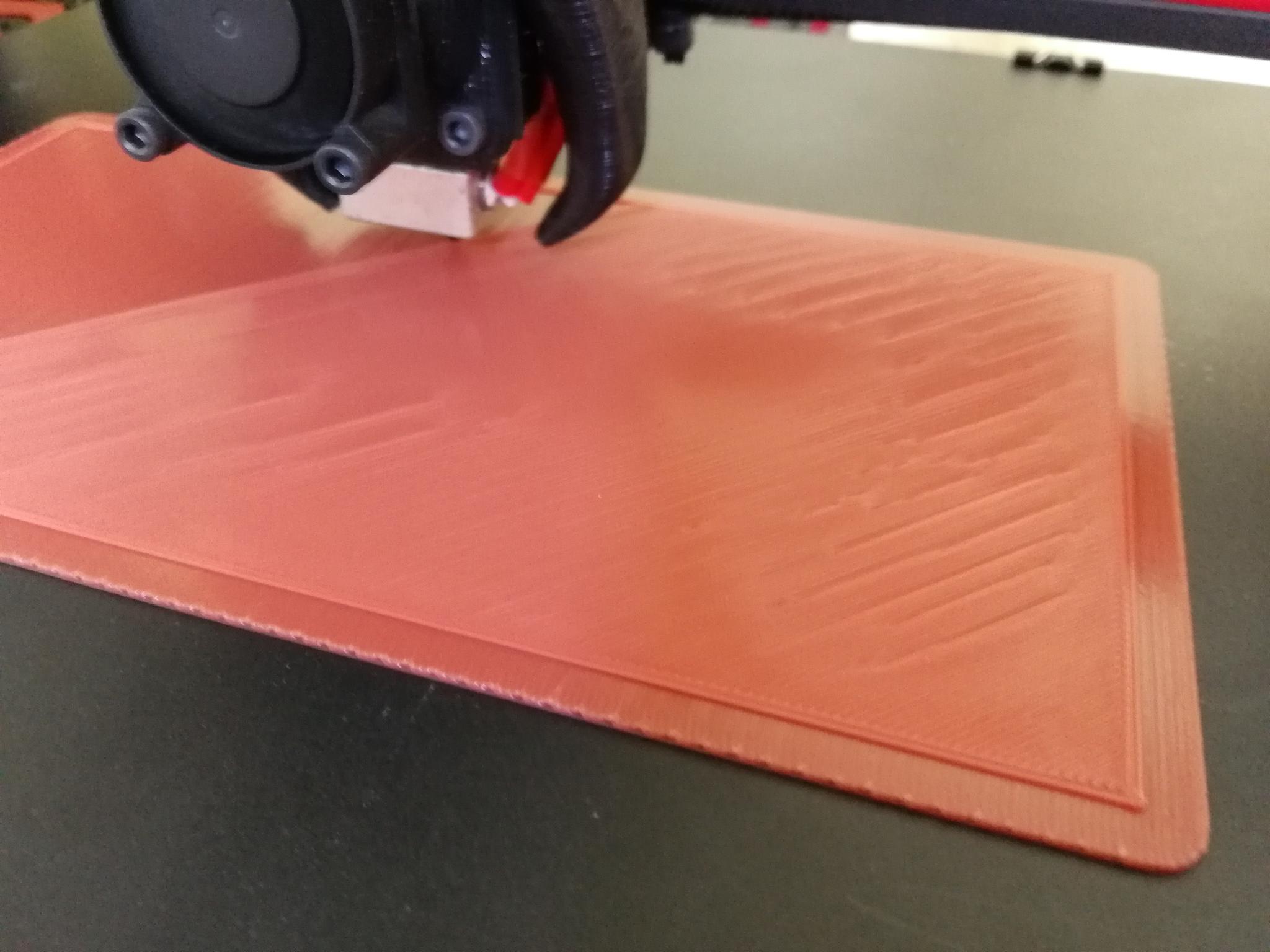
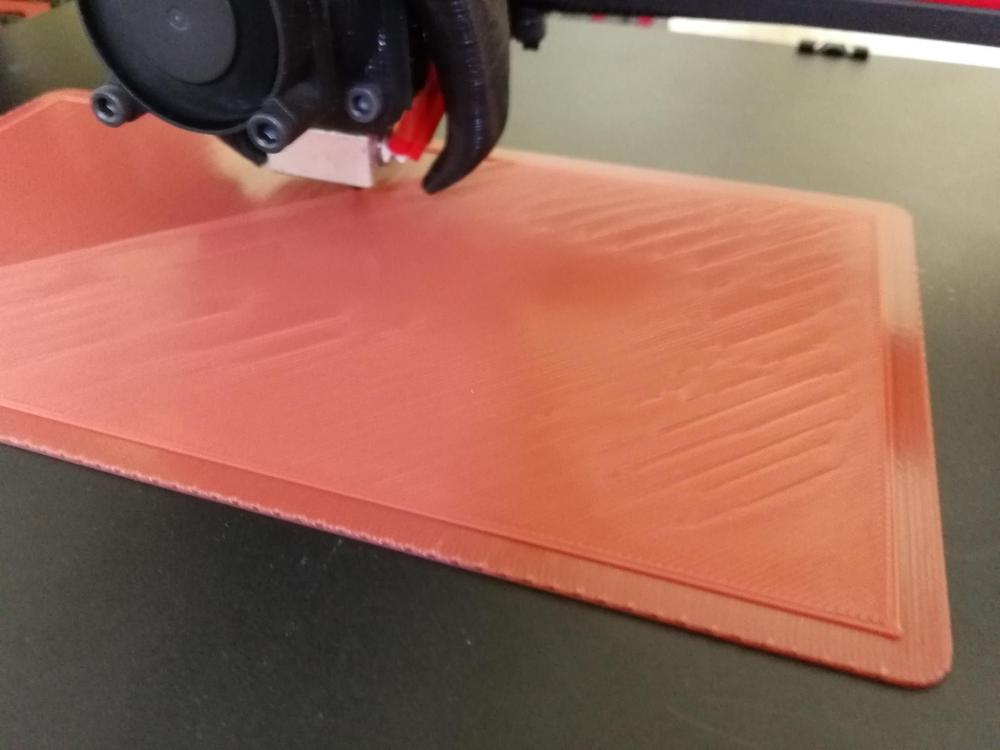
Mmmmh, bonne question ca. J'ai très vite changé à vrai dire, et je n'ai pas eu l'occasion de constater ce souci. Mais ce que je ne comprends vraiment pas, c'est pourquoi quand je fais un radeau, le radeau lui n'a pas de souci. En fait ce sont les couche "pleine" qui présente ce souci, mais jamais en couche finale au dessus.... Ou alors je devrais paramétrer pour que le ventillo ne s'active que une fois les premières couches faites ? Pour bien laisser le plastique "couler et se poser" ?
-
La buse j'ai essayé 205 et 210. Je devrais essayer plus chaud encore ? J'ai installé une ventilation double bec (comme on devine sur la photo) et j'ai réduit la vitesse du ventilo à 80%, car je me suis rendu compte que c'était trop efficace
-
le levelling est bon. je suis à une vitesse de 40m/s
-
C'est du PLA et ca me le fait avec différents PLA de différents fournisseurs. J'utilise un buildtak flexible magnétique. Mais a priori ce n'est pas la surface du plateau le souci puisque ca le fait aussi quand je fais un radeau (voir photo de mon 1e post). J'ai testé avec une buse à 205 et 210 ca ne change pas grand chose. Le bed est à 60
-
Bonjour, j'ai un petit problème avec mes premières couches. Quand j'imprime directement l'objet sans radeau, elles se "soulèvent" par endroit et n'adhère pas bien. Mais ca ne peut pas etre une problème d'humidité, car j'ai essayé avec une bobine neuve qui sortait de son emballage. Du coup, j'ai fait un radeau pour tester, et la pas de souci avec le radeau, MAIS la première couche sur le radeau présente le même souci (voir photo jointe). J'ai du mal à identifier ce qu'il faut changer ? - J'ai déjà baissé la vitesse de ventilation à 80% (j'ai mis un double duck, avec une meilleur ventilo qui est p-e trop efficace) - température de print à 210 - plateau à 60° Merci pour votre aide
-
U20 ne chauffe pas la buse au lancement de l'impression
Fur en réponse au topic de Fur dans Alfawise / Longer3D
Je viens de regarder dans un de mes derniers GCode le M104 y est. ;FLAVOR:Marlin ;TIME:16190 ;Filament used: 11.6296m ;Layer height: 0.2 ;Generated with Cura_SteamEngine 3.6.0 M140 S60 M105 M190 S60 M104 S205 M105 M109 S205 M82 ;absolute extrusion mode ;Sliced at: Thu 14-03-2019 00:29:04 G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F{travel_speed} ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 3mm of feed stock G92 E0 ;zero the extruded length again G1 Z0 Y20 ; move Y-Axis (bed) 10mm to prep for purge G1 X100 E12 F600 ; move X-carriage 100mm while purging 12mm of filament G92 E0 ; reset extrusion distance G1 F{travel_speed} M117 Printing... Du coup c'est du coté de la U20 ? C'est possible que le Gcode de la tour de température ai changé des paramètres directement de la U20 du style "désactiver le M104" ??? -
U20 ne chauffe pas la buse au lancement de l'impression
Fur en réponse au topic de Fur dans Alfawise / Longer3D
Bonjour, J'utilise Cura. Voici le Gcode de démarrage: ;Sliced at: {day} {date} {time} G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F{travel_speed} ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 3mm of feed stock G92 E0 ;zero the extruded length again G1 Z0 Y20 ; move Y-Axis (bed) 10mm to prep for purge G1 X100 E12 F600 ; move X-carriage 100mm while purging 12mm of filament G92 E0 ; reset extrusion distance G1 F{travel_speed} M117 Printing... Je n'ai à ma connaissance jamais eu de M104 dedans -
Fur a rejoint la communauté
-
U20 ne chauffe pas la buse au lancement de l'impression
Fur a posté un sujet dans Alfawise / Longer3D
Bonjour, J'ai une U20 depuis novembre, pas de souci globalement, même si c'est parfois un peu de chipot Mais depuis un moment, lorsque je lance une impression la buse ne commence pas à chauffer automatiquement. Sur l'écran d'impression elle est affichée avec une demande à zéro (par exemple 20/0). Je dois manuellement aller dans les modifications des paramètres de l'impression sur le LCD mettre la température. Alors seulement, une fois arrivée à température, elle lance l'impression comme il faut. Je ne pense pas avoir changé quelque chose pourtant. Mon Gcode de démarrage à l'air bon. Par contre, j'ai l'impression que ca me fait ca, depuis que j'ai fait une tour de température, c'est possible ? Merci pour votre aide