PlasticImp3D
-
Compteur de contenus
6 -
Inscrit(e) le
-
Dernière visite
Récompenses de PlasticImp3D
")





-
Mes ronds sont ovales par contre mes cubes X/Y/Z -> 15/15/15mm
PlasticImp3D en réponse au topic de PlasticImp3D dans Anet
Salut, mes valeurs d’accélération étaient à 3000mm/s² , j'ai essayé de baisser la valeur de l'acc. générale à 1000mm/s. (sur Cura) Malheureusement je n'observe aucun changement. Le problème se présente dès l'impression de la bordure (encore plus visible que le reste d'ailleurs), et bien-sur, est encore plus voyant quand j'imprime des petits diamètres. Pour les Jerk c'est directement dans marlin non? (désolé je connais pas encore ce terme). Quelqu'un aurait il des valeurs de jerk testées pour une A8 à me fournir? -
Mes ronds sont ovales par contre mes cubes X/Y/Z -> 15/15/15mm
PlasticImp3D en réponse au topic de PlasticImp3D dans Anet
Hello, après quelques jours d’interruption, je me suis remis à mes impressions. Malheureusement, après avoir fait toutes les mesures proposées, et autres contrôle de tensions des courroies, mes impressions sont toujours mauvaises en ce qui concerne les cercles. J'ai toujours 2 demi cercles de 180° décalés. Y'a du mieux avec les courroies hyper tendues, mais c'est pas viable, car les steppers bloquent parfois ce qui me donne de gros décalages de couches. Ils patinent, j'ai eu peur de casser mes arbres... J'ai dû desserrer. Si quelqu'un à une autre idée, je prend. NB: je me suis trompé sur mon post précédent (le 23/03), l''effet n'apparait pas forcément pendant un changement de sens de stepper. Merci -
Mes ronds sont ovales par contre mes cubes X/Y/Z -> 15/15/15mm
PlasticImp3D en réponse au topic de PlasticImp3D dans Anet
Merci à vous, je vais voir tout ça. J'ai justement une pièce a imprimer aujourd'hui. -
Mes ronds sont ovales par contre mes cubes X/Y/Z -> 15/15/15mm
PlasticImp3D en réponse au topic de PlasticImp3D dans Anet
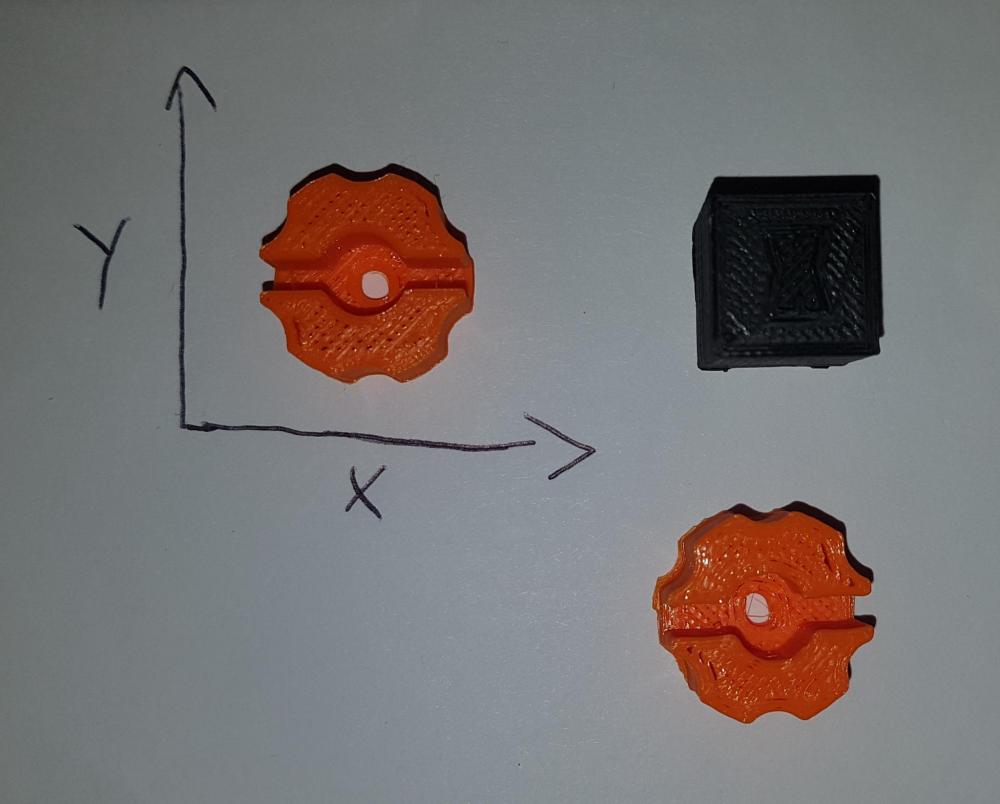
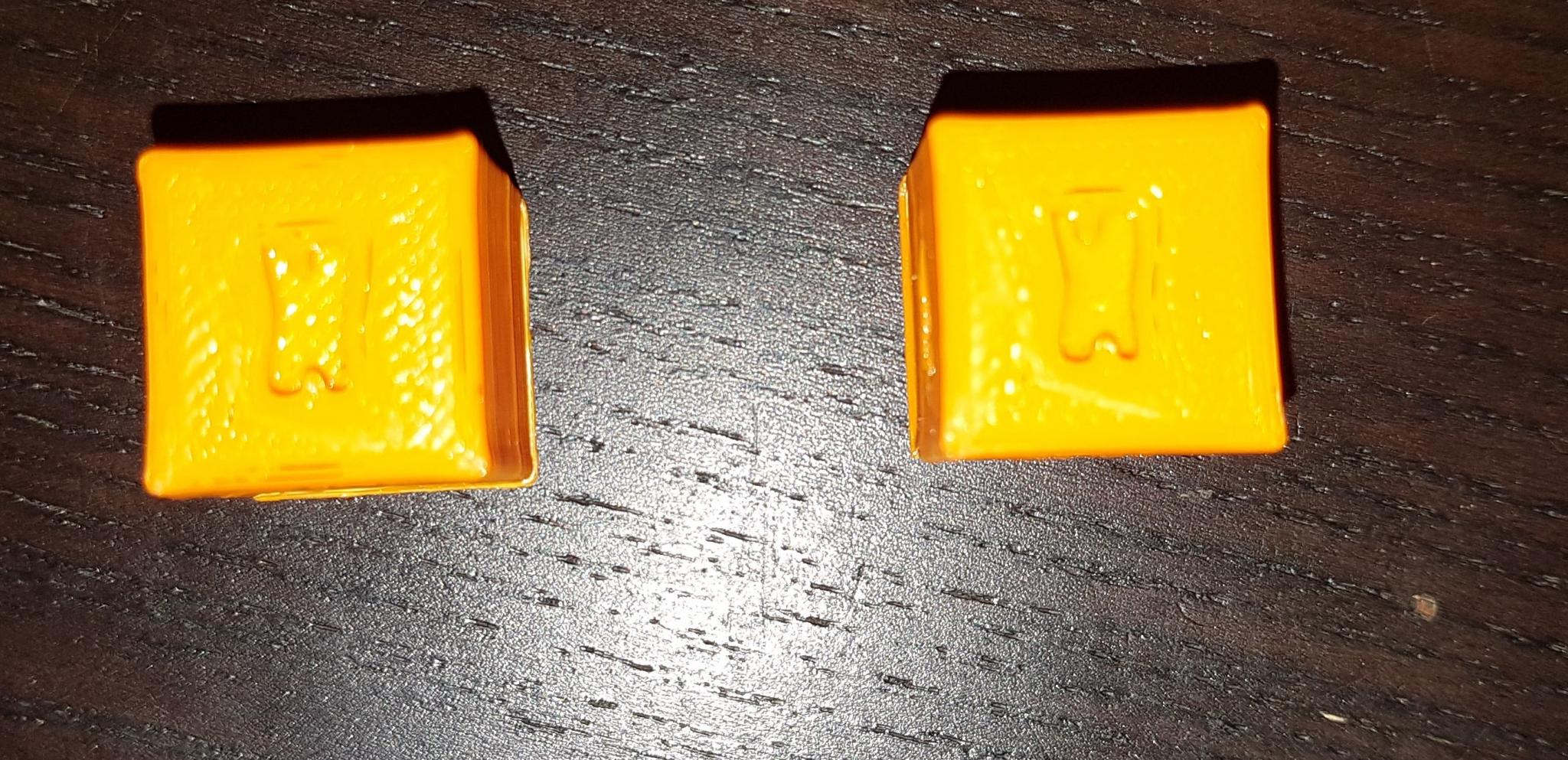
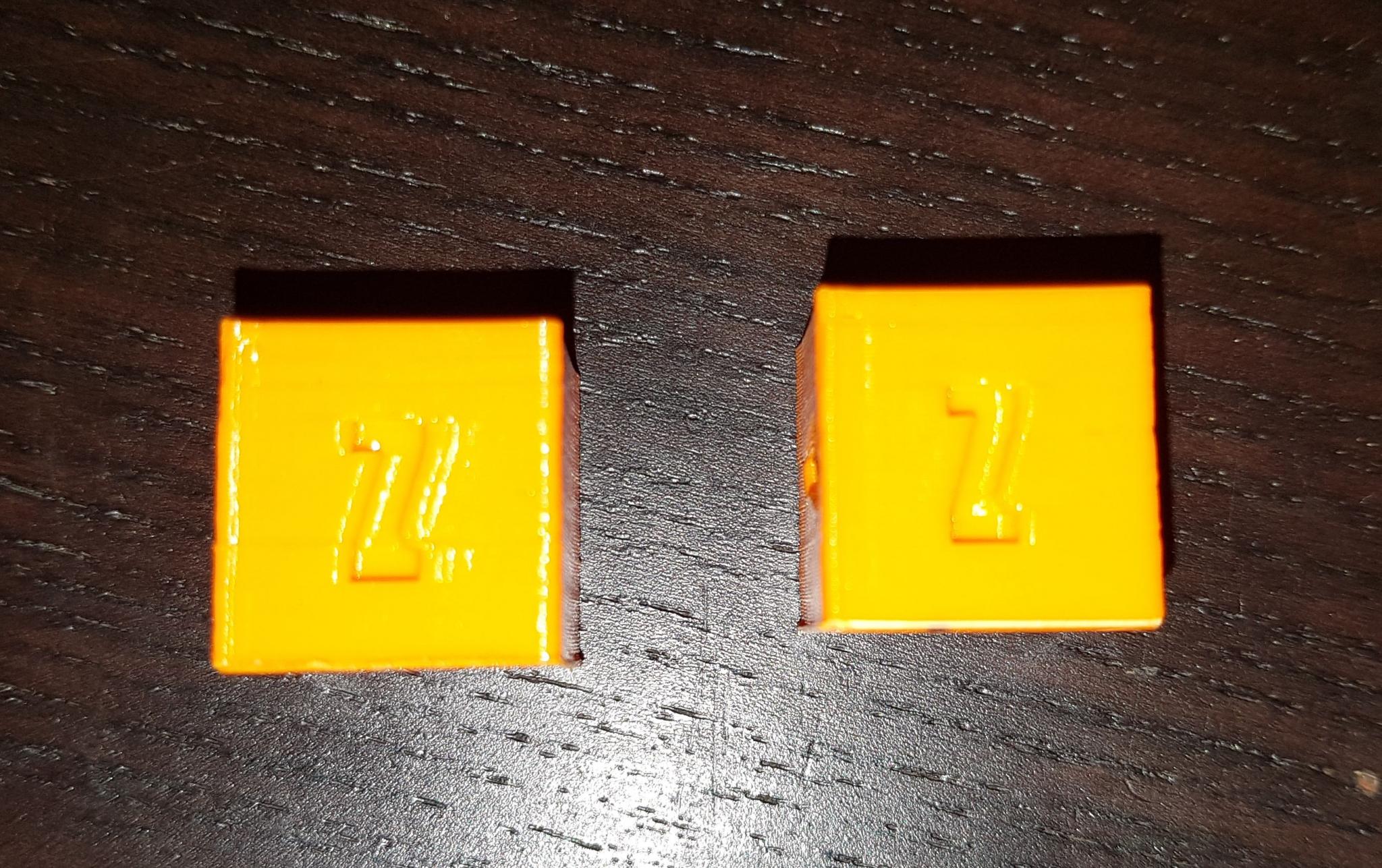
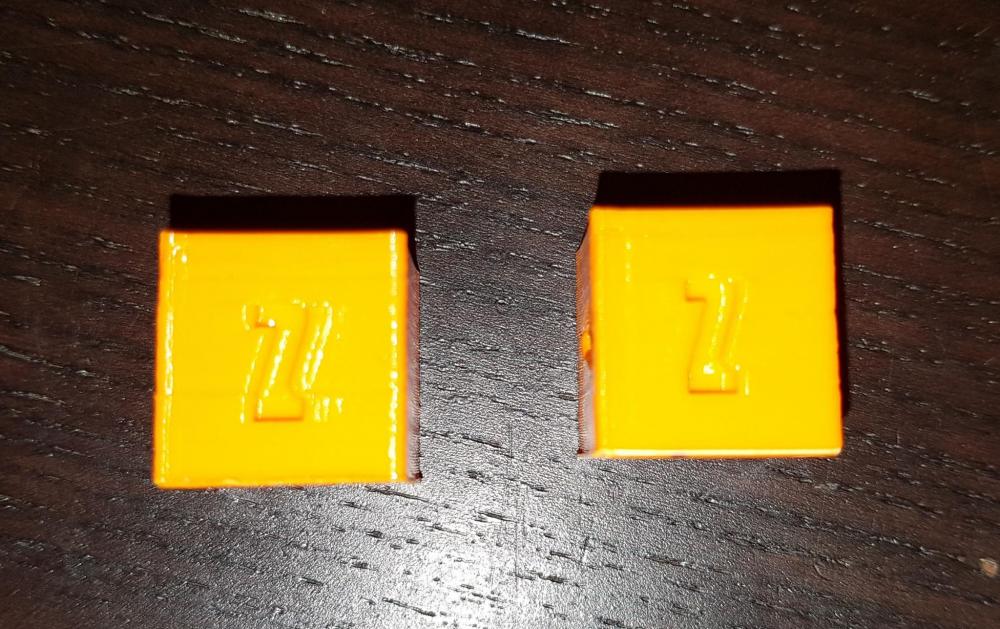
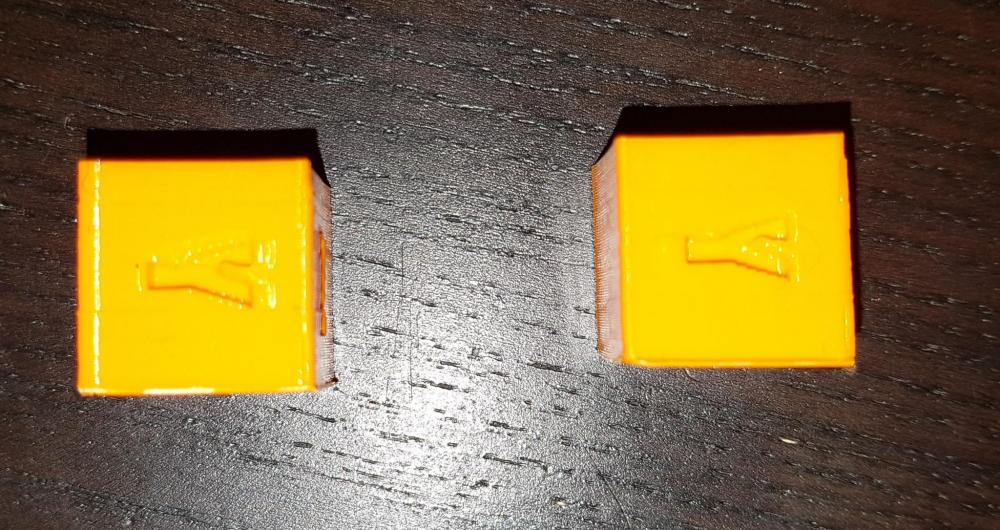
Je n'ai rien modifié, il existe plusieurs modèle de cube de calibrage je suppose... L'important c'est le rapport de dimension entre les faces non? J'utilise celui-ci : https://www.thingiverse.com/thing:2183265 Je pense que imprimer des cubes de 20x20x20 je changera rien à mon problème puisque mes cercles sont mauvais quelques soit leurs taille. D'ailleurs je joins d'autres photos de cube, plus visibles et plus récents. A droite : imprimé à 60mm/s A gauche: imprimé à 40mm/s ils sont relativement similaires. J'ai aussi imprimé un objet rond directement fourni en GCODE avec l'appareil donc sans modif de mon slicer. (La pièce "chess") Même problème. Et d’ailleurs, en observant bien mon extrudeur pendant l'impression, les parties "pointues" de l'ovale se font au moment du changement de sens de rotation des stepper, en gros deux fois par cercle à mi-chemin. Ça sent comme un problème de courroies non?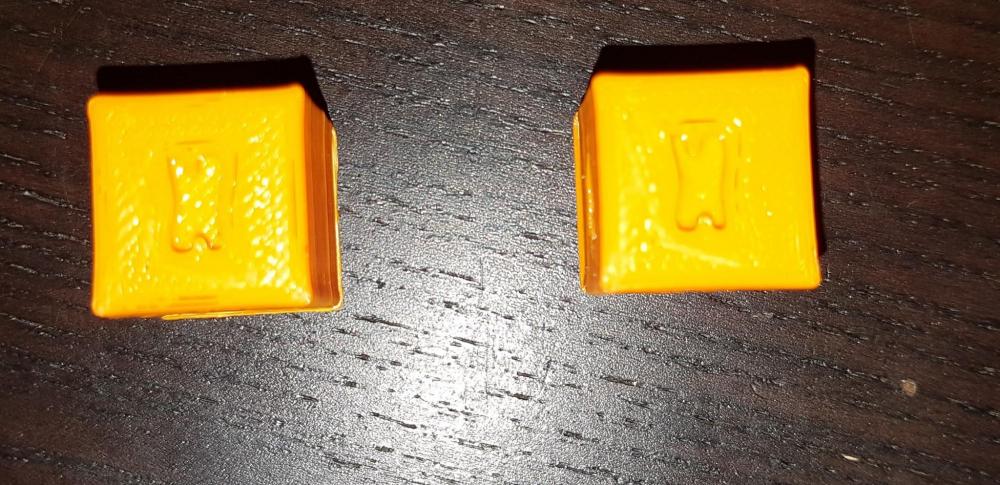
-
Mes ronds sont ovales par contre mes cubes X/Y/Z -> 15/15/15mm
PlasticImp3D en réponse au topic de PlasticImp3D dans Anet
Non, ils glissent parfaitement, il n'y a vraiment aucune résistance sans charge, d’ailleurs le bruit à été fortement réduit, j'étais très surpris d'un frottement aussi fluide. Je graisse les barres de guidage régulièrement avec de la graisse de silicone. -
Mes ronds sont ovales par contre mes cubes X/Y/Z -> 15/15/15mm
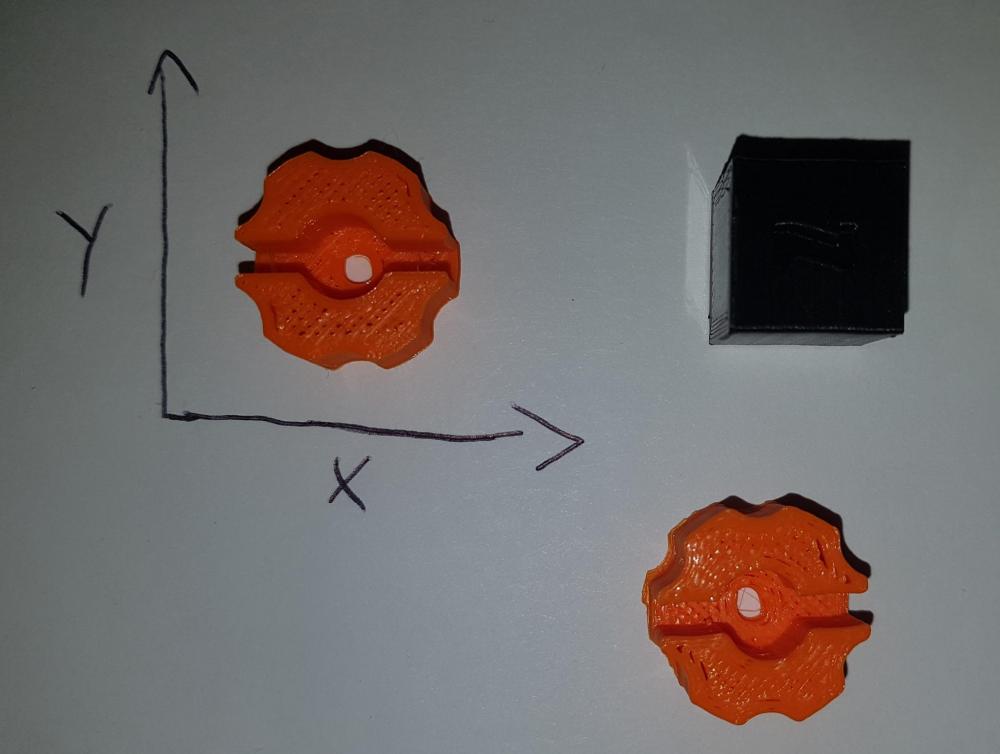
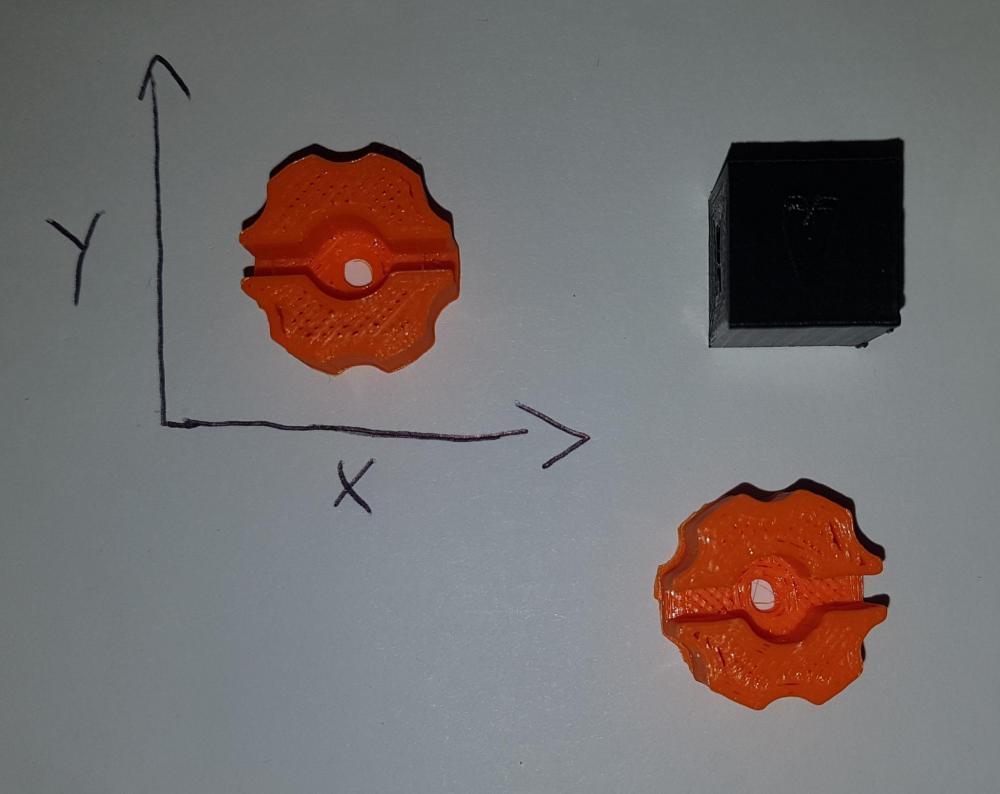
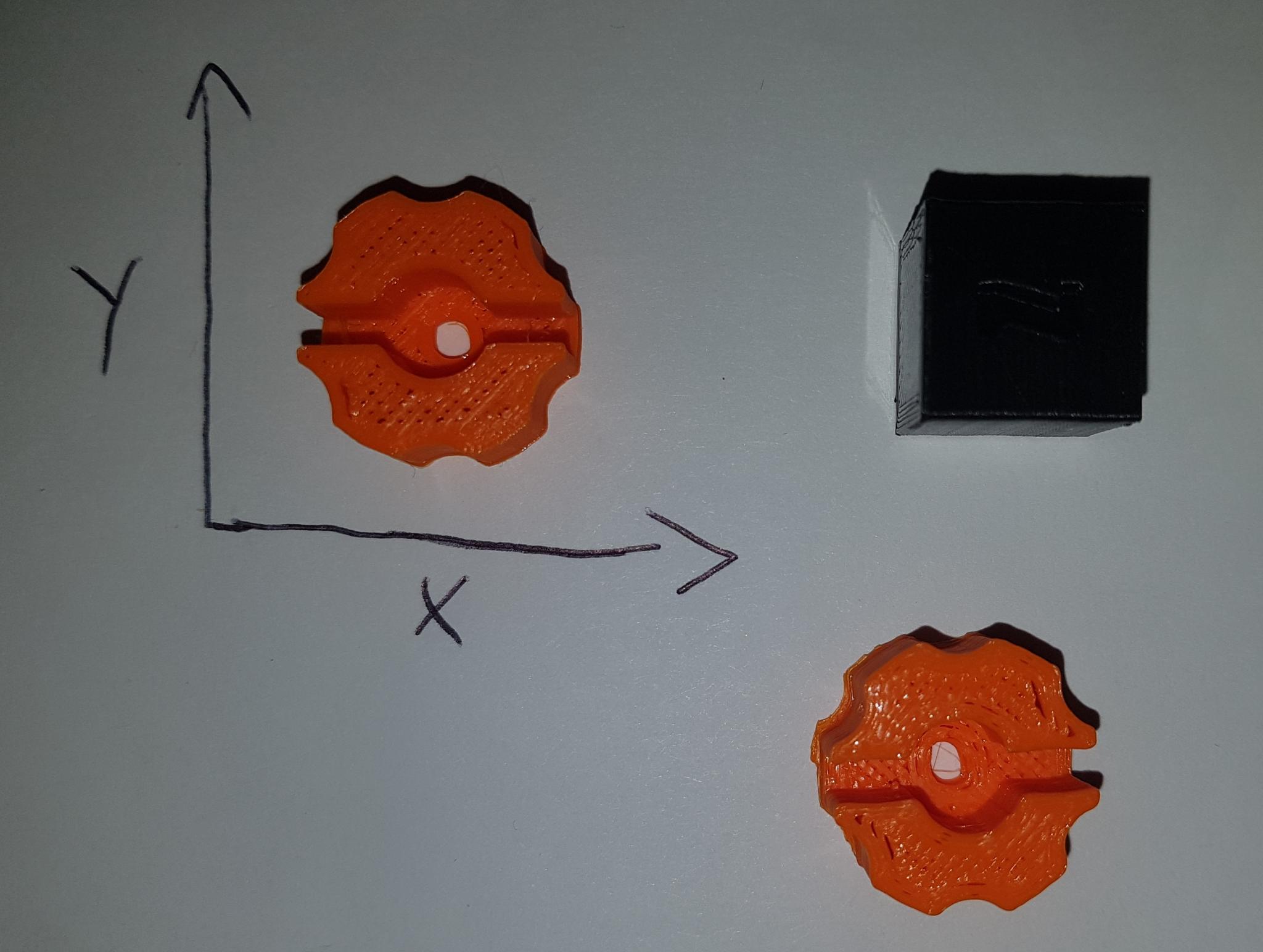
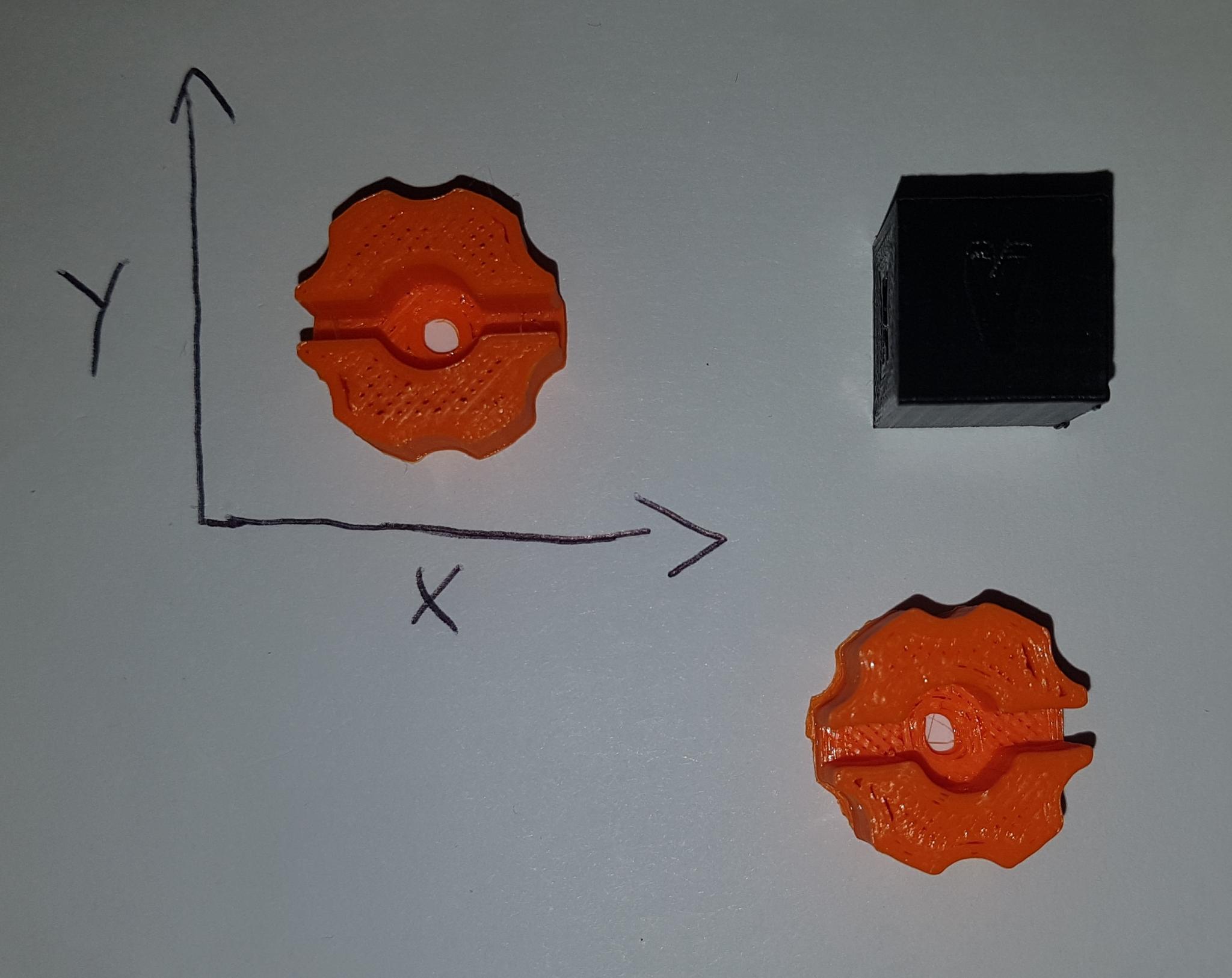
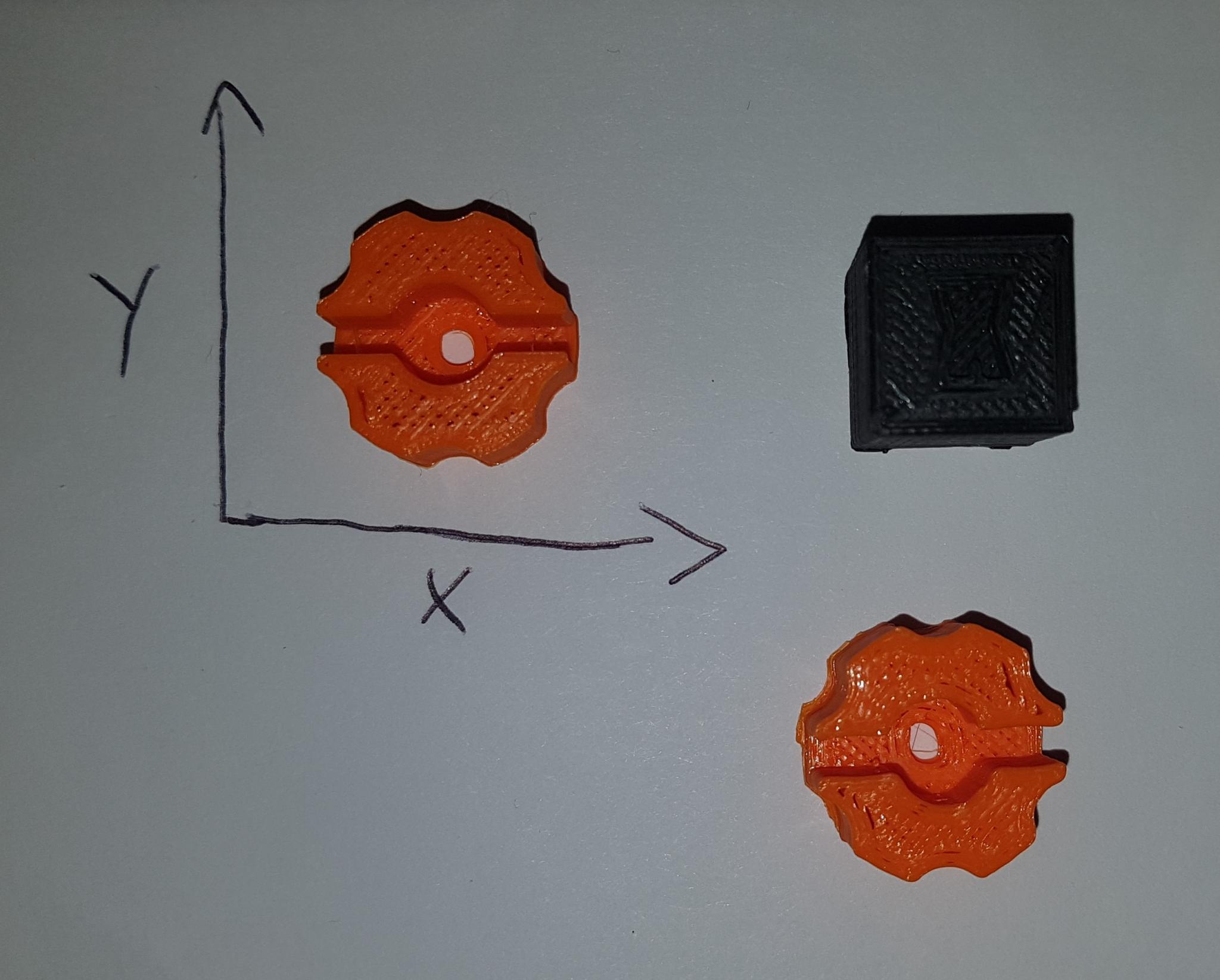
PlasticImp3D a posté un sujet dans Anet
Bonjour, Après moult recherches et réglages je n'arrive toujours pas à obtenir de bons cercles, malgré le fait que mes cubes de calibrages ont des faces de même dimension, à savoir 15mm (les lettres XY sont mal imprimées par contre, Y en particulier). c'est comme ça DEPUIS LE DÉBUT, mais moins pire depuis quelques modifications/réglages. Sans surprise plus le cercle est petit, plus c'est visible, mais même l'impression de pièces plus grosses (comme les vis/écrous de diamètre >3cm par exemple) s'assemblent très mal. Mon matos : ANET A8, PLA ICE Filament, encore pire avec la marque TIANSE (même problème avec de l'ABS) Hotbed à 55° et Extrudeur à 200°. (Pire avec 60° et 190°) Mes modifs: - Installation d'anti Z-Wobble - Renfort de la structure supérieure avec les deux fameux triangles à imprimer. - Anti vibration sur les stepper X et Y - TL Smoother sur les stepper X,Y et E - Roulements linéaires sans billes "Igus", sur X et Y - Tendeur de courroie sur Y - Conduit de ventilo à 360° - Plateau en verre J'ai tendu/détendu les courroies X et Y plusieurs fois sans succès. Imprimé avec Simplify3D et Cura paramétré de plusieurs façon mais c'est pareil. Baissé la vitesse d'impression de 60mm/s à 30mm/s, c'est légèrement mieux mais on est loin de excellence et c'est leeeeeeeeeeent... pour que dalle Modifié les taux de remplissage des couches pleines et le chevauchement du remplissage/bordure. Modifié les taux de rétractations. Vérifier si tout était bien vissé et droit et rien n'a bougé... J'ai rien touché aux réglages d'origine sur l'imprimante. Je doute que ce soit un problème logiciel vu le nombre de réglages que j'ai pu essayer en imprimant toujours la même pièce mais je suis ouvert à toutes les propositions bien-sur. Si les photos fournies ne suffisent pas je peux en faire d'autres. Comme vous pouvez le voir, l'ovale est orienté à 45° sur les deux axes. Désolé pour le Cube noir on voit mal Merci de m'aider je sais vraiment plus quoi faire là..