chris84
-
Compteur de contenus
8 -
Inscrit(e) le
-
Dernière visite
Récompenses de chris84
")





-
si ma pièce fait 50 mm le haut, et que je veuille quelle soit noir puis dégradée puis blanche, il faut que je règle par exemple start z: 20 mm end z .40 mm de cette manière elle sera noir sur les 20 1er mm puis dégradée sur 20mm puis blanche sur 10 mm c'est bien ça?
-
Bonjour je voudrais faire une impression en dégradé, je veux partir de pla blanc est finir en noir. J'ai voulu utilise color mixer de geeetech mais il est reconnu comme un virus, j'ai donc fait les réglages sur l'imprimante dans l'onglet mixer mais la pièce est toute grise, il n'y a pas de dégradé, mais réglages étaient les suivants: mix: 50% 50% gradient mix: start mix: 25,75% end mix: 75,25%
-
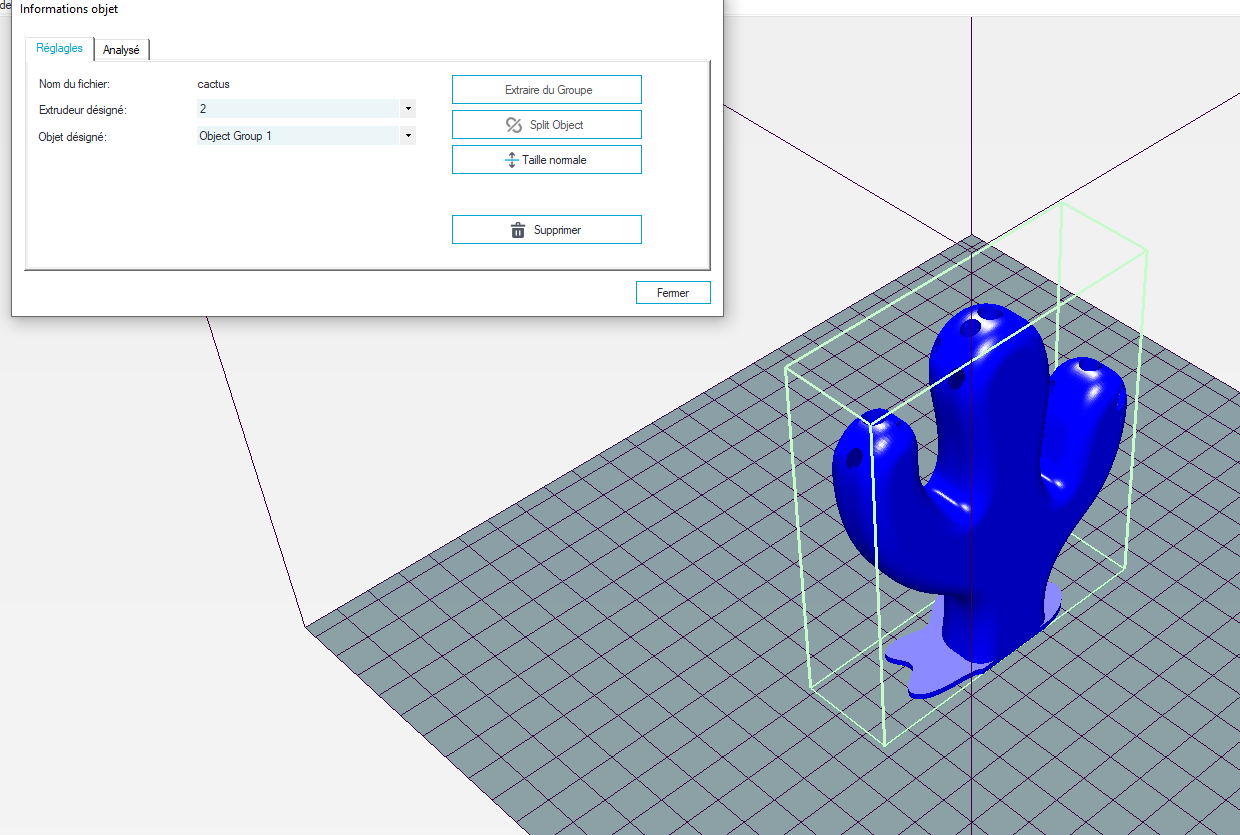
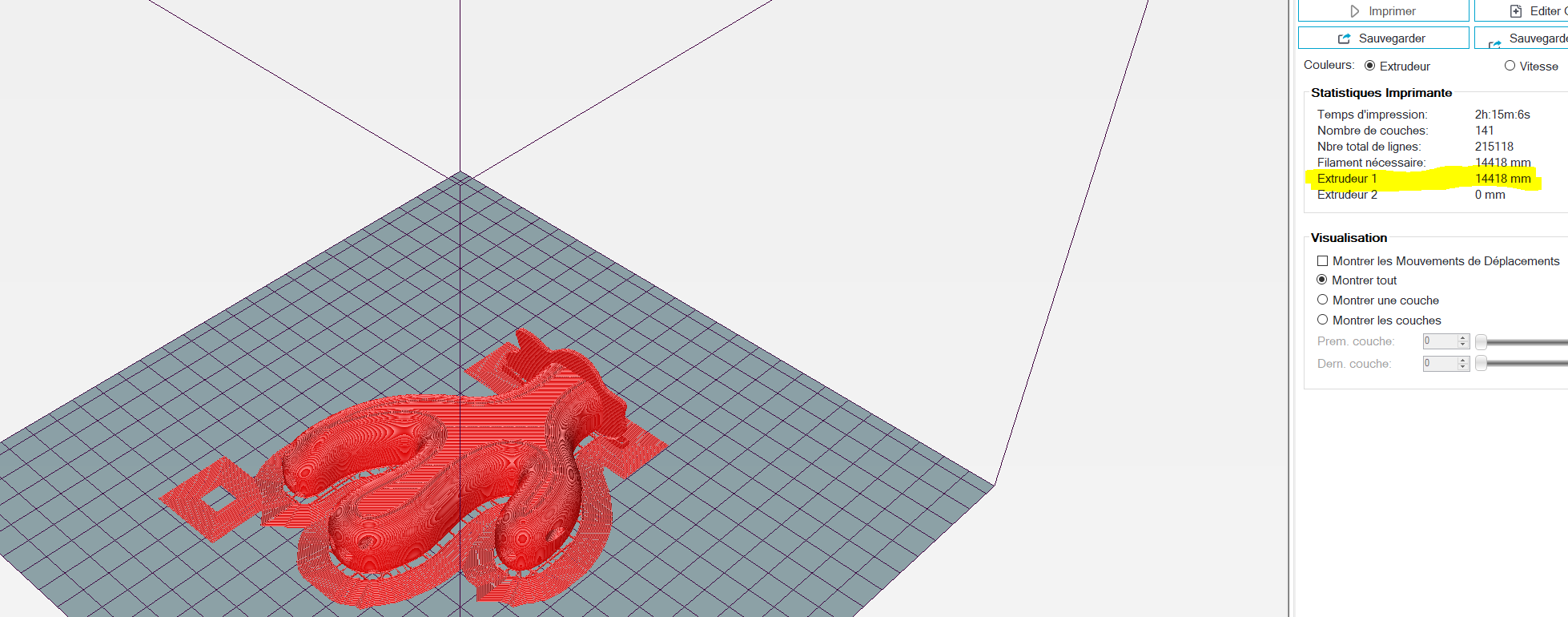
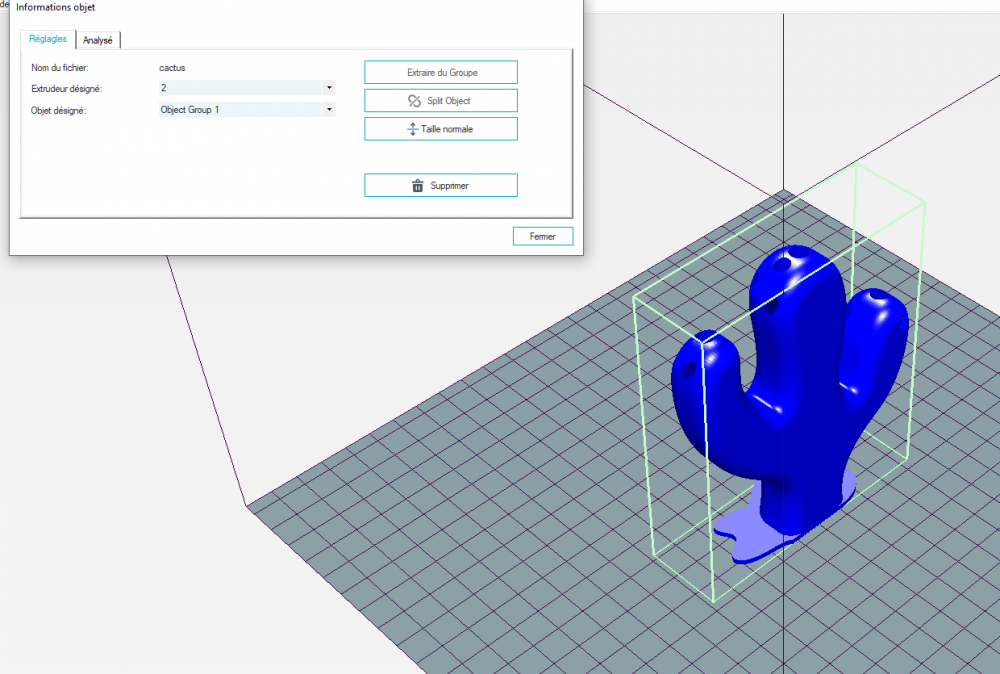
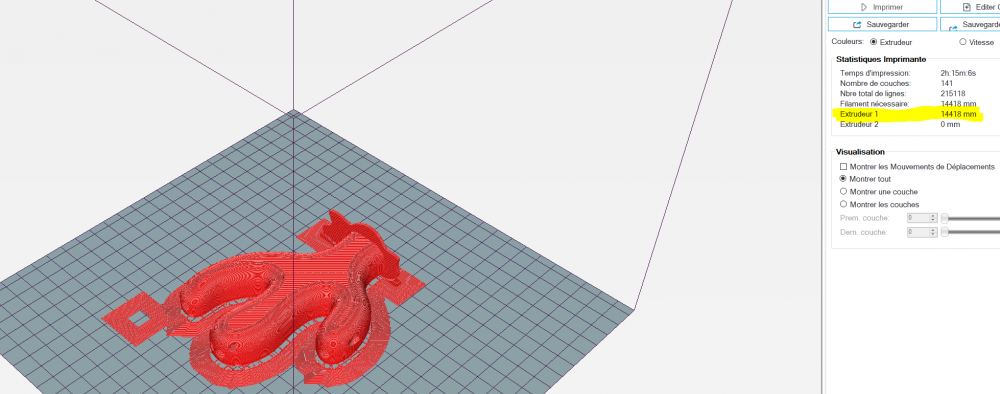
bonjour j'ai toujours mon problème de température, en fait je crois que ça vient du code de démarrage généré par cura. J'ai changé de logiciel, j'utilise repetier, ça fonctionne mieux mai j'ai encore des problèmes je n'arrive pa à imprimer avec le deuxième extrudeur. dans repetier, je sélectionne ma pièce je sélectionne l'extrudeur 2 et lorsque je slice le fichier il sélectionne l'extrudeur 1
-
Merci beaucoup je test ce soir en rentrant chez-moi Bonne journée
-
Bonjour Merci pour toutes ces infos. Le bed monte bien à 75 degrés. J ai pris un ancien gcodes que j avais utilisé il y a quelque temps qui fonctionnait parfaitement et j ai le même problème l imprimante prend bien en compte la temperature demandée mais pas pour la buse l imprimante ce cale à 200 degrés et démarre l impression. Si je modifie le gcode à la main pour mettre 235 degrés en m104 et m109 une fois la buse à température l impression ne démarrer pas Dans cura j ai mis 235 degrés partout pour la buse mais l imprimante ce cale a 200 sur le panneau de contrôle chiffré du haut au niveau de la buse. Et une fois à 200 valeur sous la buse elle démarre. Si je modifie le gcode à la main sur l afficheur en haut de la buse j ai 235 et lorsque en bas j ai aussi 235 rien ne se passe. J ai beau appuyer sur le bouton reset sous la molette de l imprimante , mais elle fait qu un rebooté. Je vais essayer ce soir de voir dans l onglet contrôleur. Pourriez vous déposer un gcodes pour que je teste avec un que j ai pas créé Merci Bonne journée
-
ce matin j'ai fait un test, j'ai modifié les lignes G28 ;Home M109 S200;Heating nozzle > S235 M190 S60;Heating bed > S75 l'imprimante monte bien en température mais après plus rien elle attend et il sa passe rien. de plus, à la mise sous tension de l'imprimante, yl a un ventilo qui fait un bruit d'enfer pendant une trentaine de seconde car il tourne au maximum et aprés il tourne normalement. Y-a-t-il un moyen de remettre l'imprimante à zéro comme une reconfiguration d'usine qu'on trouve sur certains équipements?
-
Bonsoir merci de votre réposne oui j'ai bien vu mais je ne sais pas d’où sort cette valeur car je ne l'indique nul par dans cura, j'ai repris une des 1ére pièce que j'ai faite, et il y a aussi cette valeur en dessous le début d'un g.code que j'ai imprimé il y a un mois quand tout fonctionnait ;FLAVOR:Marlin ;TIME:10088 ;Filament used: 0m, 6.42938m ;Layer height: 0.15 ;Generated with Cura_SteamEngine 3.6.0 T1 M140 S60 M105 M190 S60 M104 T1 S210 M105 M109 T1 S210 M82 ;absolute extrusion mode G28 ;Home M109 S200;Heating nozzle M190 S60;Heating bed G1 Z15.0 F6000 ;Move the platform down 15mm G92 E0 G1 F200 E3 G92 E0 G92 E0 G1 F1500 E-6.5 ;LAYER_COUNT:174 ;LAYER:0 G1 F1200 E-16 G92 E0 T1 G92 E0 M107 G0 F3600 X90.572 Y78.308 Z0.1
-
Bonjour, je me présente je m'appelle christophe je débute dans l'impression 3d on m'a offert une imprimante geeetecha20m à noel. j'ai déjà réalisé quelques pièce, j'ai utilisé un kilo de pla depuis que j'ai mon imprimante. Pour slicer, j'utilise cura 3.6.0 Hier j'ai voulu imprimer un objet, j'ai donc fait comme je fait d'habitude j'ai récupéré un fichier stl que j'ai chargé dans cura, j'ai fait les mêmes réglages que je fais d'habitude, je copie mon g.code ur une sdcard que j'insére dans l'imprimante, je régle le plateau et lance l'impression dans mes réglase , le buse est a 210 degrés et le plateau à 40. les probléme est le suivant, la valeur de réglage du plateau est bien prise en compte par l'imprimante, soit 40 degrés, mais le réglage de la température de la buse se régle a 200 degrés alors que je demande 210. j'ai tout essaye est rien n'y fait. dans le fichier gcode la température nozzle est bien de 210 degrés. j'ai changé la température de la buse à 235 degrés mais l'imprimante se régle a 200 degrés; lorsque quelle est à la température de 200 degrés, l'impression se lance. Je veux faireune piéce en petg ou je dois régler la buse a 235 degrés et le lit a 75 dgrés, la température du lit est bien priseen compte mais pas celle de la buse. le début de mon ficher g.code ;FLAVOR:Marlin ;TIME:8656 ;Filament used: 7.10301m, 0m ;Layer height: 0.15 ;Generated with Cura_SteamEngine 3.6.0 T0 M140 S40 M105 M190 S40 M104 S210 M105 M109 S210 M82 ;absolute extrusion mode G28 ;Home M109 S200;Heating nozzle M190 S60;Heating bed G1 Z15.0 F6000 ;Move the platform down 15mm G92 E0 G1 F200 E3 G92 E0 G92 E0 G1 F1500 E-6.5 ;LAYER_COUNT:281 ;LAYER:0 M107 G0 F3600 X102.154 Y86.483 Z0.1 ;TYPE:SKIRT G1 F1500 E0