Esmax666
-
Compteur de contenus
45 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Esmax666
-
Ils font fort, chez Amazon!!!
Esmax666 en réponse au topic de rmlc460 dans Consommables (filaments, résines...)
apres Heliox fait plus de palcement de produit je trouve. Regarde le pourcentage de bois dans le PLA du sunlu et tu aura compris meme pas 5% lol c est sur que les autre marques on plus de bois et donc demande une buse superieur a 0.4 ce qu heliox n avait pas fait Sinon le pla + de sunlu est sympa est souvent a 15€ le kilo c est correct. par contre le bois je ne recommande pas -
Ils font fort, chez Amazon!!!
Esmax666 en réponse au topic de rmlc460 dans Consommables (filaments, résines...)
si u contacte le vendeur il pe te donner aussi des rudctions -
Avoir le bon coef multiplicateur
Esmax666 en réponse au topic de Esmax666 dans Entraide : Questions/Réponses sur l'impression 3D
ben justement entre 0.4mm prevu et 0.45 cela fait plus de 10% de difference. -
Conservation de nos filaments :)
Esmax666 en réponse au topic de Esmax666 dans Consommables (filaments, résines...)
merci apres pour le temps je me demande d ou cela sort ? car peut etre que 4h c est pas assez ou trop. CEla depend de l humidité qui est dans le filament. Et impossible ou trop cher de connaitre ce taux -
Avoir le bon coef multiplicateur
Esmax666 en réponse au topic de Esmax666 dans Entraide : Questions/Réponses sur l'impression 3D
ma question est pas sur le filament juste d un impression d une paroie de 0.4mm, regarde voir bien la derniere partie du tuto. -
Avoir le bon coef multiplicateur
Esmax666 en réponse au topic de Esmax666 dans Entraide : Questions/Réponses sur l'impression 3D
cela n a rien a voir avec une balance, il faut tout de meme faire une petite pression pour etre sur que l on touche bien la parroie. As tu deja realisé ce test? -
Avoir le bon coef multiplicateur
Esmax666 en réponse au topic de Esmax666 dans Entraide : Questions/Réponses sur l'impression 3D
je parle pas du diametre du fil, regarde la deuxieme partie de la video, il parle du coef multiplicateur et donc pas du diametre du fils. tu n'as jamais changé cette valeur elle est a 1 ? -
Avoir le bon coef multiplicateur
Esmax666 en réponse au topic de Esmax666 dans Entraide : Questions/Réponses sur l'impression 3D
relis bien mon post, j'ai recu un pied a coulisse precis. c est pas un pied a coulisse a 10€ mais la n est pas la question. il suffit de faire une pression plus ou moins grande pour avoir une bonne difference. Le plastique n est pas tres dur. As tu controlé si ta parois fait bien 0.4 mm ? j arrive a 0.43 si j appuis pas trop et 0.39 si j appuis un peu plus fort. bref le pense laisse mon coef a 1 quel coef as tu trouvé ? -
Avoir le bon coef multiplicateur
Esmax666 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, apres avoir calibré l extrudeur je voulais savoir si vous avez realisez la deuxieme etape de ce tuto Il est quasi impossible d avoir une bonne mesure il suffit d appuyer un peu plus fort ou moin fort pour avoir une tt autre mesure -
Conservation de nos filaments :)
Esmax666 en réponse au topic de Esmax666 dans Consommables (filaments, résines...)
Mouai bon je prefere eviter cette derniere solution l electricité est assez cher -
Conservation de nos filaments :)
Esmax666 en réponse au topic de Esmax666 dans Consommables (filaments, résines...)
et si tu les utilises tout les mois ? -
Conservation de nos filaments :)
Esmax666 a posté un sujet dans Consommables (filaments, résines...)
Bonjour, je commence a avoir quelque bobone de filament ABS/PETG et PLA Pensez vous que cela serait bien de les conserver dans une boite avec au fond du chlorure de lithium voir meme du riz pour que l humidité soit absobé ? MErci -
Choisir un bon pied a coulisse
Esmax666 en réponse au topic de Esmax666 dans Entraide : Questions/Réponses sur l'impression 3D
et en general, lorsque tu mesures a nouveau le fil tu vois un grande difference pas rapport au 1,.75 +/- 0,02mm ? -
comment lutter contre le wrapping ?
Esmax666 en réponse au topic de Esmax666 dans Entraide : Questions/Réponses sur l'impression 3D
c est pas l equivalent tu plateau livré avec la ender 3 ? le probleme est que la ender 3 ne possede pas un bed bien droit et donc j ai prix le modele 3X avec son bed en verre. Ta as S3d ? je pourrais voir ton profil ? -
Quel filament pour jouet enfant choisir (non toxic), mettre vernis ?
Esmax666 en réponse au topic de Esmax666 dans Consommables (filaments, résines...)
il y encore plus de bacteries si les piece ne sont pas lisse et poreuse, c est plutot cela le probleme. pourquoi oublier le venis ? Apres j ai un doute sur le certificat " Food Contact Certificate " pense tu que les additif sont moins toxic pour les jouet qu un autre pla ? je trouve que c est un peu vague oui je sais mais l abs que tu trouve pour les duplo est differents, c est un abs prevu pour les moules chez duplo. L abs pour les imprimante 3d contienne les additifs pour qu il puisse passer par cette buse. c est cela qui change tout , c est toujours l additif qui pose le probleme. Et pour cela il y pas de regle tout le monde peut mettre n importe quoi lol Par exemple le pla+ a aussi de temps en temps de l abs -
Choisir un bon pied a coulisse
Esmax666 en réponse au topic de Esmax666 dans Entraide : Questions/Réponses sur l'impression 3D
Lol ce topic par en couille Bref vous mesurez le diametre du fils pr rentrer la valeur dans le slider? On voit vraiment la difference sur l impression? -
probleme impression piece duplo
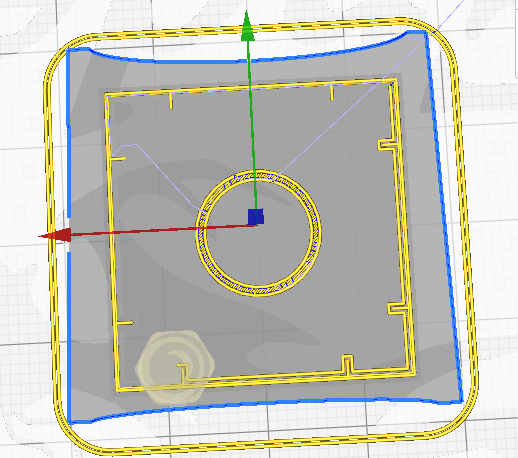
Esmax666 en réponse au topic de Esmax666 dans Entraide : Questions/Réponses sur l'impression 3D
le probleme est que S3d fait tout de meme cette petite piece. comme cette piece est si petite c est pas si precis a l impression et cela rend ma base pas tres stable. le but est vraiment d enlever ce petit carré a l interieur et d avoir juste la paroi et la remplir le vide, ou avoir un trait comme cura le fait. un trait c est bon mais un mini rectancle c est chaud lol -
Quel filament pour jouet enfant choisir (non toxic), mettre vernis ?
Esmax666 en réponse au topic de Esmax666 dans Consommables (filaments, résines...)
Merci pour la reponse, Pour le risque d'étouffement, cela serait aussi le meme probleme avec des piece duplo et il a passé l age de mettre tout en bouche C est justement par rapport au point "2" des bacteries que j ai un souci, il me semble que les micro-cavités sont presente pour le petg aussi non ? alors qu il est prevu dans le domaine alimentaire ou c est juste pour le pla ? donc il faudrait un bon vernis JE pensais imprimer un truc du genre https://cults3d.com/en/3d-model/gadget/heavy-construction-walker-action-figure?fbclid=IwAR2NeqFqrd_E9Hj0fxQgXRZpcJXLUz8aSbne64cj35rsn6scYYzkhq09rmA -
Bonjour, j'ai contacté un fabricant et il ma déconseiller d'utiliser du pla ou petg pour realiser des jouets pour des petit enfants. il a dit que le probleme n est pas le petg ni le pla, c est plutot les additif rajouté qui ne sont pas bon (les enfant on l habitude de le mettre en bouche). De plus plus comme la surface n est pas plate il beaucoup de probleme pour que cela reste propre (probleme de bacterie entre les couches) Avez vous deja imprimé des jouets pour des enfants ? avez vous mis un vernis/ époxy non toxic sur la surface ? ICi il disent bien que le probleme c est les addifif des pla qui peuvent etre toxic https://all3dp.com/fr/1/filament-pla-impression-3d/ http://www.prc.cnrs.fr/spip.php?rubrique129 MErci
-
Ils font fort, chez Amazon!!!
Esmax666 en réponse au topic de rmlc460 dans Consommables (filaments, résines...)
tu a pu comparer par rapport au petg Arianeplast ? -
comment lutter contre le wrapping ?
Esmax666 en réponse au topic de Esmax666 dans Entraide : Questions/Réponses sur l'impression 3D
Merci beaucoup pour les information tres utiles : ) Par contre, je ne comprends pas pourquoi tu augmentes la temperature du bed j ai souvent vu des personnes qui au contraire, garde la temperature du bed constante ou au contraire reduisent la temperature du bed par exemple apres 10 Layer. L'adhesion ne serait pas mieux si commence directement a 95°C ? Idem si le fil est deja a 240C directement au debut, l'adherance serait meilleur non ? As tu deja testé l’impression sans la ventilation ? (je viens de tester hier avec un bed a 80°C constant et sans ventilation et cela semble mieux qu’avec ventilation) Comment fais tu pour avoir une bonne couche bien ecrasé tu augmente le debit a 150%? 40% d'humidité dans la pièce est tres bas je suis plutot a 50/ 55%. Es ce que le warpping peut aussi venir d‘un fils un peu trop humide? Une personne m’a dit que c est bien de mettre la bobine a 60°C au four chaleur tournante pour 20min et ensuite ne pas la sortir directement la bobine mais d’ouvrir la porte et la laisser refroidir 2/3 min -
probleme impression piece duplo
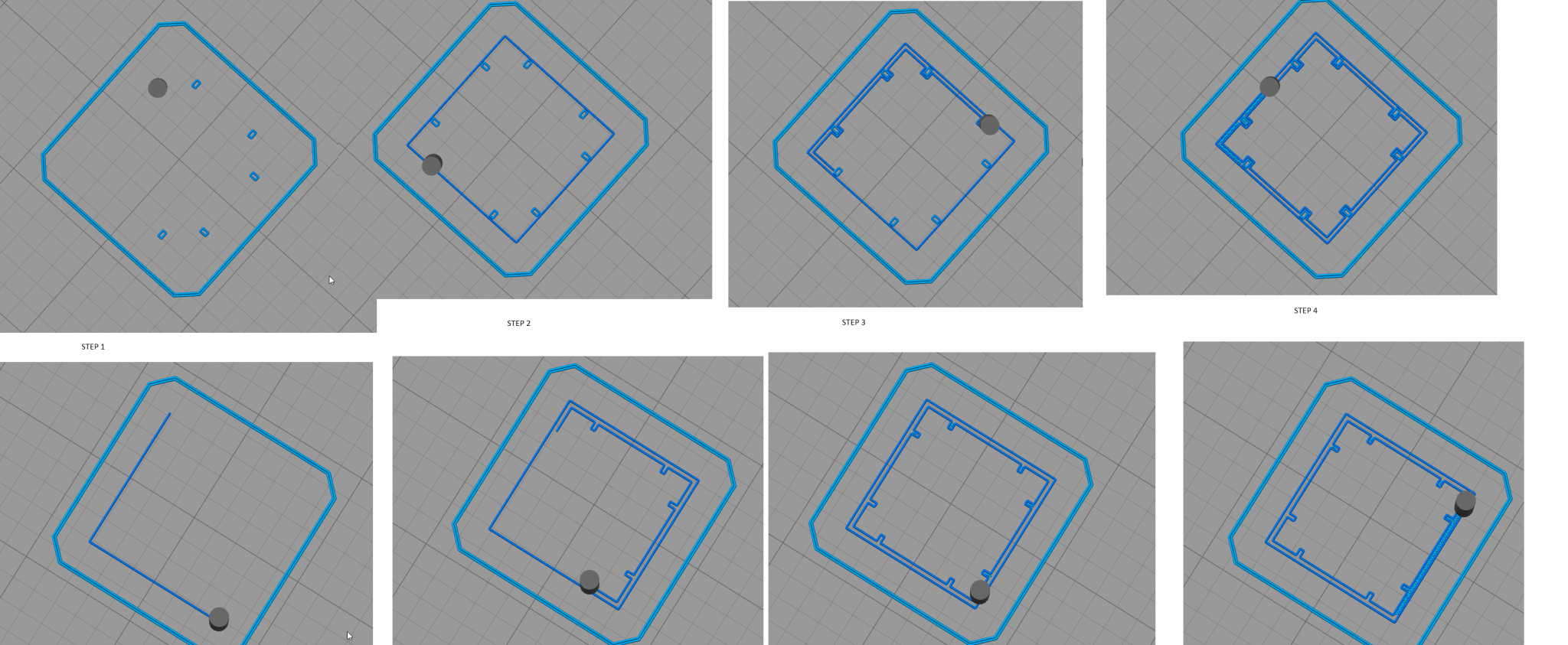
Esmax666 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, y a t'il des personnes sur S3d et qui savent si il est possible de contourner ce probleme. Je voudrais imprimer une piece duplo et S3d commence avec quelque points. Ensuite il fait la parroie exterieur. Mais de temps en temps y trop de matiere (le petg est bien gras) les petit point doivent etre tres tres precis et cela ne marche pas trop. Voir photo Serait possible que s3d commence la parroie exterieur interieur et ensuite fait le remplissage La piece: https://www.thingiverse.com/thing:159219/files Etape 1: placer les points Etape 2 : Contour exterieur Etpa 3: contour interieur Etape 4 Remplissage Une deuxieme piece le fait correctement, cela evite mon decolement et cela fait une impression plus propre Y a t il une parametre pour avoir le meme rendu du la 2eme piece egalement sur la premiere ? https://www.thingiverse.com/thing:994812 Merci Edit: j ai l impression que cura gere bien mieux cela non ? ou j ai choisis un mauvais parametre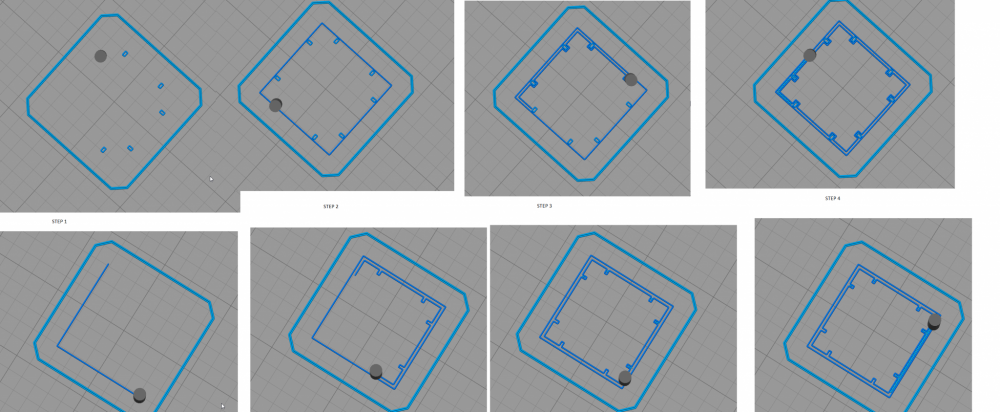
-
Choisir un bon pied a coulisse
Esmax666 en réponse au topic de Esmax666 dans Entraide : Questions/Réponses sur l'impression 3D
zut j etais chez mon pere il en a un comme ca, mais comment on fait pour avoir une precision meilleur que le 10eme de mm Voic un site que j ai trouvé http://letraindejules.fr/pied-a-coulisse-lutiliser/ -
Choisir un bon pied a coulisse
Esmax666 en réponse au topic de Esmax666 dans Entraide : Questions/Réponses sur l'impression 3D
comment avez vous fais pour calibrer correctement l imprimante ? mesure diametre du fils, epaisseur paroi ... -
Choisir un bon pied a coulisse
Esmax666 en réponse au topic de Esmax666 dans Entraide : Questions/Réponses sur l'impression 3D
ok faut il aussi precis ? enfaite je voulais verifier la mesure la parroie de mes piece et aussi le diametre de mes fils par exemple celui ci ne permet de mesurer qu a une virgule apres les mm non ? https://www.amazon.de/MITUTOYO-Präzisionsmessschieber-Feststellschraube-Messbereich-530-122/dp/B003UATQIO/ref=sr_1_4?__mk_de_DE=ÅMÅŽÕÑ&crid=1O4QFD6BPZH5F&keywords=mitutoyo+messschieber&qid=1556024578&s=gateway&sprefix=Mitutoyo+%2Caps%2C526&sr=8-4