Biologix
-
Compteur de contenus
123 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Biologix
-
Première imprimante résine
Biologix en réponse au topic de Biologix dans Bien choisir son imprimante 3D
Top merci ! C'est commandé ! -
Première imprimante résine
Biologix en réponse au topic de Biologix dans Bien choisir son imprimante 3D
Merci pour l'info ! J'ai comparé les mesures de certains de mes crânes, que j'aimerais imprimer en résine. Et en effet, la taille de la Flashforge 8.9 me parait être plus adaptée. J'ai juste peur de perdre un peu en résolution sur justement, des crânes beaucoup plus petits, exemple: une souris ! Mais toutes deux proposent une résolution 4K, donc je vais opter pour Flashforge foto 8.9, ainsi qu'un W&C plus pour être tranquille dans le temps. Et du coup, 3kg de résine Anycubic ABS-Like pour 60 €. -
Première imprimante résine
Biologix en réponse au topic de Biologix dans Bien choisir son imprimante 3D
L'idée ici c'était pas de passer sur de la Mono X mais de la Photon M3. La M3 à 229 euros, et la flashforge foto 8.9 à 240€. Mis à part le fait que je gagne quelques centimètres en volume total, je n'ai pas réellement trouvé d'avantages/inconvénients de ces deux machines. Est-ce que je vais réellement perdre en résolution sur la Flashforge car plus grande ? D'autres m'ont conseillé ou de me rabattre sur une Elegoo Mars 3, ou de faire l'effort de passer sur une Elegoo Saturn. Je pense qu'ils étaient pro Elegoo... Du coup, pour le W&C ça change la donne aussi, si je me rabat sur M3, je peux économiser 75 balles en prenant un W&C 2.0, mais si je passe sur la Flashforge, me faut en plus un W&C plus.... Je cherche pas la petite bête, je cherche à faire l'achat le plus judicieux en termes qualité-prix du moment avec le BF -
Première imprimante résine
Biologix en réponse au topic de Biologix dans Bien choisir son imprimante 3D
Ah ! Ca ne m'aide pas trop trop dans ma décision ça ! Disons que j'utiliserai sans doute très peu la pleine capacité de la machine en terme de volume, mais bon. Bah du coup, ça me perd ! J'ai pas forcément besoin la capacité supplémentaire, mais si c'est une occasion en or, pour 20 euros de plus... Aussi, je cherche l'info de la taille du plateau flashforge pour le wash and cure, et je ne cesse de voir que les gens décollent plutôt le print de la plaque, pour ne plonger, ou même simplement vite fait frotter le print avec de l'IPA dans un gros bac avant de curer aux UVs, souvent via juste le petit plateau tournant et les UVs comme suggéré plus haut ici. Je me demande donc réellement si un W&C plus est réellement la meilleure solution... -
Première imprimante résine
Biologix en réponse au topic de Biologix dans Bien choisir son imprimante 3D
Ok, impossible de trouver d'occasion donc voilà le topo: Une M3 à 219€ via Anycubic Un W & C plus à 175 € via Jake3D Filtres charbons à 18.5 € via Jake3D J'ai déjà spatule, plan de travail adapté, masque vapeurs organiques, gants nitriles. J'ai également 5L d'IPA et 5L d'éthanol sous le coude. Il ne me manque donc que la résine. Vu les commentaires précédents, je suis tenté de prendre 3 kg Anycubic ABS-like pour 60€. Comme ça pas de mélange à faire dans un premier temps. https://www.anycubic.fr/collections/collection-de-vente/products/2kg-10kg-abs-like-resin-anycubic-boite-a-mysteres?variant=42699427446978 Il existe des résines à base de plante: intérêt relatif à la santé et l'environnement ? Il existe également des résines 'lavables' à l'eau, ça veut dire que pas besoin d'alcool dans les bains, mais de l'eau ? Et après, où disposer des eaux de lavage bourrées de saloperies ? Il me faudra également un entonnoir, et des FEP de rechange. Et je pense qu'on est bon ? Un lien pour un bon entonnoir pratique et pas cher ? Merci ! Edit: Une Flashforge en promo à 249€ sur Amazon, est-ce que ça vaut le coup comparé à la m3 à 219 ?: https://www.amazon.fr/gp/product/B09BHS9N7X/ref=ox_sc_act_title_1?smid=A3BIZ2FP2SR22N&psc=1 -
Première imprimante résine
Biologix en réponse au topic de Biologix dans Bien choisir son imprimante 3D
Top, merci ! Je vais me lancer en quête de tout ça. On est quand même bien d'accord que si je trouve une Mono X en occasion, c'est mieux qu'une M3 ? Merci ! -
Première imprimante résine
Biologix en réponse au topic de Biologix dans Bien choisir son imprimante 3D
Je vois plus de Mono X que de M3 en occasion. Et le truc c'est que google me dit que la Mono X est encore plus grande, et pourtant le wash & cure souvent vendu avec est le normal, et pas le plus. J'ai zappé un truc ? -
Première imprimante résine
Biologix en réponse au topic de Biologix dans Bien choisir son imprimante 3D
Super, merci pour vos réponses ! Argh, c'est 100 balles de plus encore ! Pas d'autres wash & cure à suggérer ? -
Première imprimante résine
Biologix en réponse au topic de Biologix dans Bien choisir son imprimante 3D
En fait, via le BF, je pense que le prix est pas trop mal, si ? J'avais jamais réellement regardé les prix auparavant donc...
-
Salut ! En parallèle de mes impressions PLA de crânes, j'aimerais investir dans une imprimante résine afin d'imprimer les plus petits crânes qui ne s'impriment pas bien avec ma Sidewinder X1, mais aussi potentiellement des plus gros, juste pour gagner en temps de post-traitement par rapport au PLA que je dois poncer abondamment afin d'obtenir un truc propre. Mon choix se porte sur l'Anycubic photon M3, après lecture de pas mal de postes ici. Notament pour sa grande taille qui permettra d'également imprimer des objets plus gros. Mais, est-ce qu'on ne perd pas en résolution pour les petits objets, imaginons une petite figurine, comme les petits soldats verts dans Toy Story ? Aussi, j'ai une Formlab au labo, et à chaque résine qu'on utilise, on doit acheter un 'tray'. Hors j'ai vu qu'ici on pouvait juste remettre sa résine en bouteille avec un entonnoir, et donc ré-utiliser le même récipient ? A ce propos, j'aimerais de la résine pas chère, parce que dans tous les cas, je vais la bomber en peinture, un avis sur une résine vers laquelle se diriger ? Elle sera sur une table, a côté d'une fenêtre en oscillo battant, est-ce suffisant pour éliminer les odeurs ? Aussi, wash and cure, au labo on avait plusieurs récipients remplis avec de l'isopropanol (3 au total) et on faisait des bains de quelques minutes et finalement, quelques minutes dans une machine UV. Quand je regarde le wash and cure de Anycubic, 99$ pendant le black friday, on dirait que c'est juste la machine à UV ? J'aimerais en fait acheter tout ce qu'il me faut pendant le black friday, car pas de machines d'occasion près de chez moi... Merci !
-
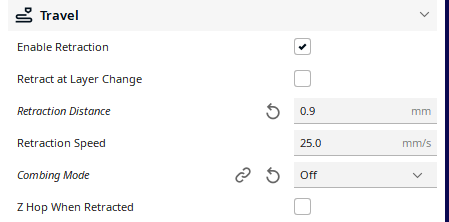
J'ai jamais vraiment fait de calibration rétractation car le stringing n'a jamais vraiment été un problème pour moi. J'ai juste modifié ça sur les conseils de quelqu'un, sans vraiment comprendre les choses !
-
Non, pas de roue libre d'activé ! En vrai, sur les autres impressions, au lieu d'avoir des 'blops' au niveau de la cicatrice, j'ai plutôt des micro trous, ce qui rend la cicatrice plus jolie je trouve ! Mais sur des impressions avec des formes aussi arrondies, comme la sphère, c'est très étiré et très visible du coup.
-
Alors, après vérification, ça arrive avec les autres filaments également ! Moins flagrant sur d'autres formes qu'une belle sphère, c'est pour ça que je n'avais pas vraiment vu ça. On dirait presque que, à chaque début de couche, il n'y a pas assez d'extrusion. Est-ce possible ? C'est peut-être lié à de la rétractation ?
-
Salut ! Merci beaucoup pour ta réponse, je vais essayer avec un autre filament. Je parlais de la couture car c'est à chaque début de couche, là où se situe la couture, qu'il y a un problème. Non visible sur la photo mais la couture qui se situe à mi print est de l'autre côté de la photo, et le même phénomène est présent aussi. Du coup c'est tout le long de la couture qu'il y a des problèmes, ailleurs c'est impec !
-
Salut tout le monde ! Depuis ces messages, j'ai pas mal imprimé avec succès ! J'ai pas encore réussi à obtenir ce que je voulais pour le ponçage + peinture mais ça vient ! J'ai reçu une grosse commande de filaments récemment et hier, en imprimant une sphère, j'ai remarqué qu'au niveau du Z seam, j'ai toujours un petit défaut. Ca ne s'est pas produit avant hier sur les autres impressions, avec d'autres filaments. Est-ce que quelqu'un a une idée d'où ça peut venir ? 0.2mm, adaptive layers, 200/60°C, 60mm/s Merci !

-
Top, merci pour vos réponses ! J'ai joué avec mes courroies, j'ai quand même retendu pas mal... Le plateau est beaucoup plus fluide désormais, mais j'ai l'impression que niveau lignes dans l'impression, c'est presque pire. Je vais en effet trouver un plugin parce que les supports ont encore petés durant l'impression. Je suis un peu paumé parce que le post-processing avec le primer filler ne s'est pas bien passé. Je pense que je vais ouvrir un post là dessus. Mon but étant vraiment de faire des réplicas de crânes. Je me tâte à imprimer en 0.2 pour aller plus vite, et passer du temps sur le ponçage et la post-préparation. Quoi qu'il arrive, avec du 0.1 je n'arrive pas à obtenir quelque chose d'assez lisse et il faut toujours poncer un peu, ou combler un endroit ou le support s'est mal passé,...
-
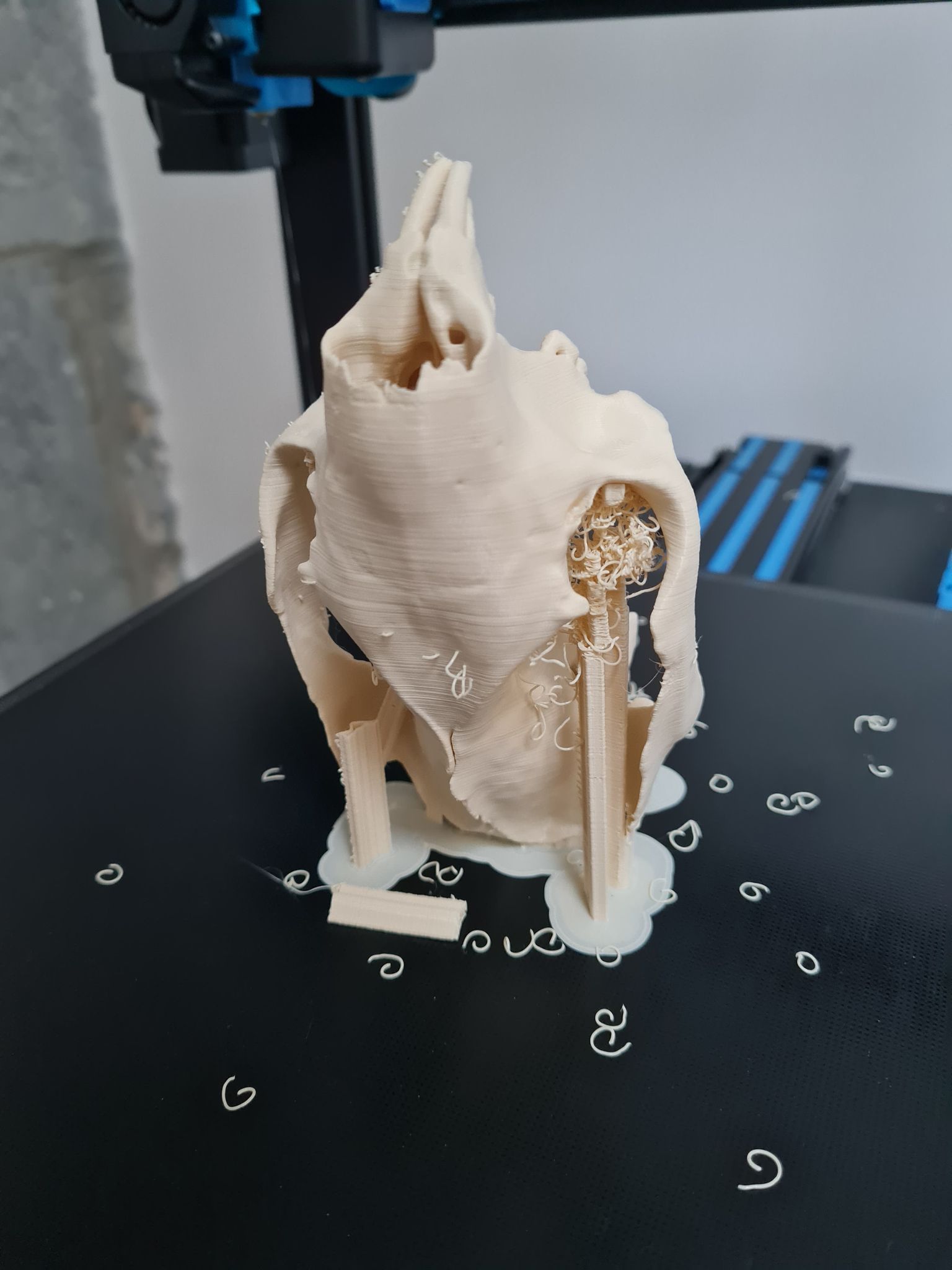
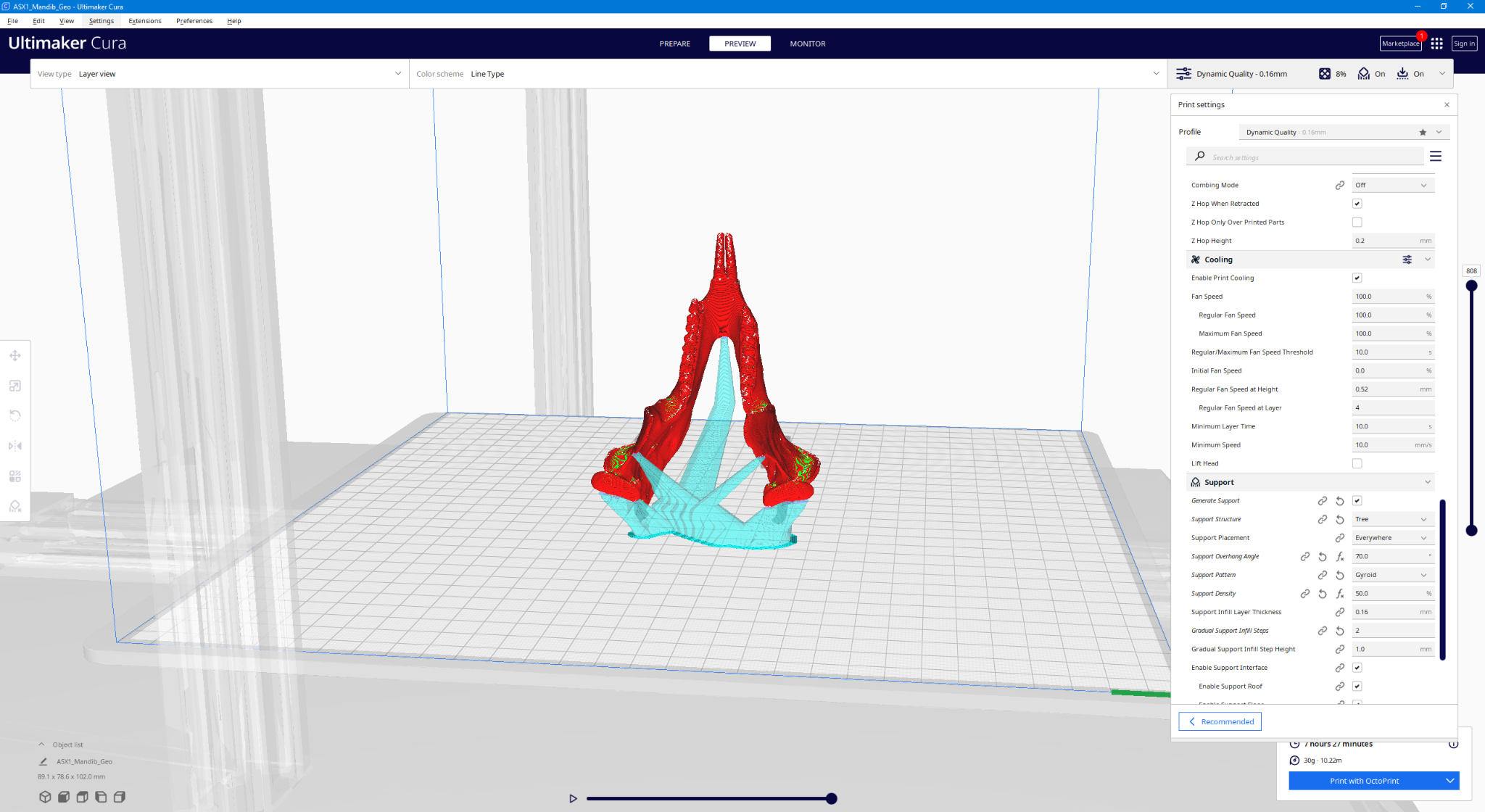
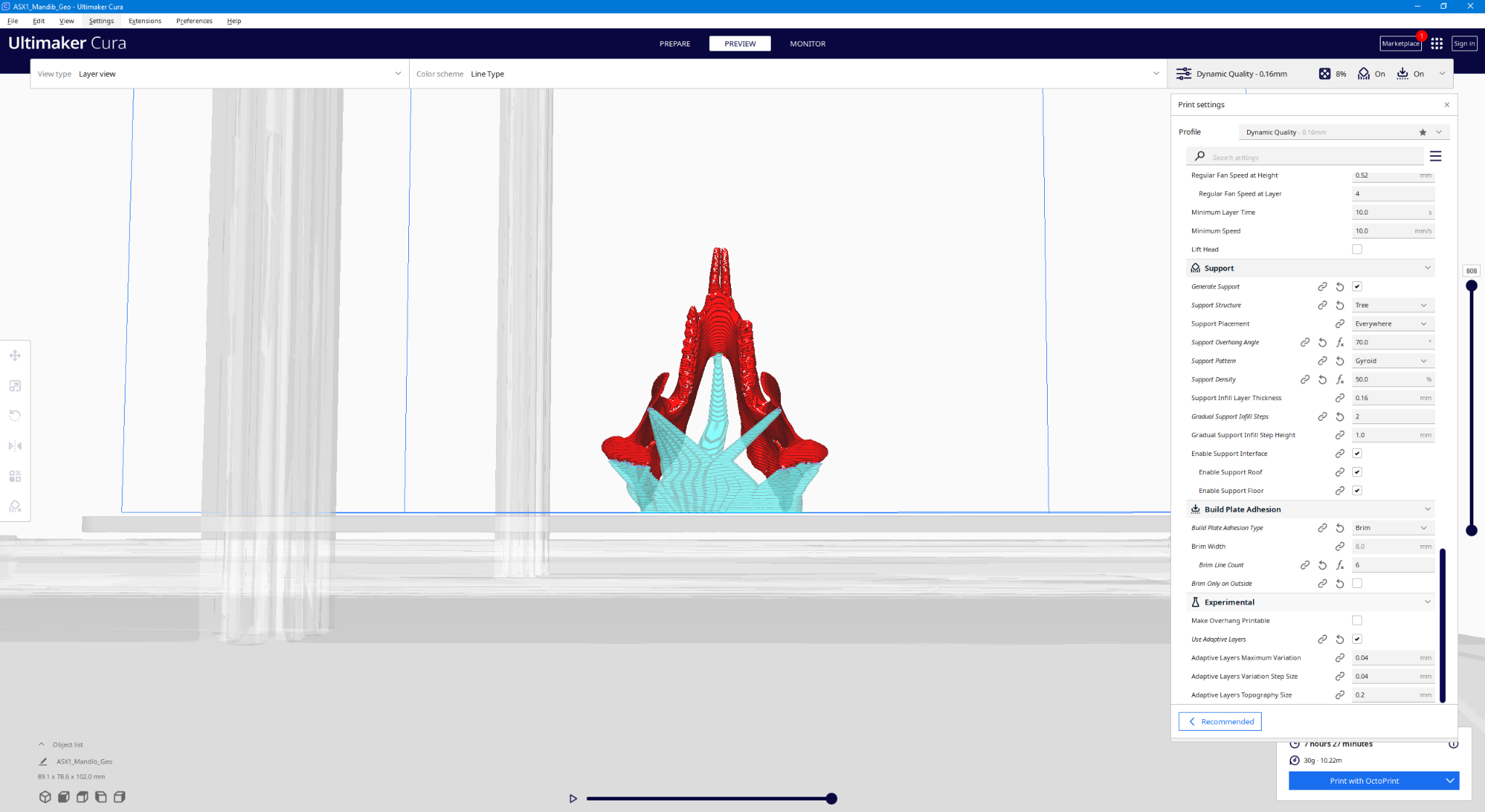
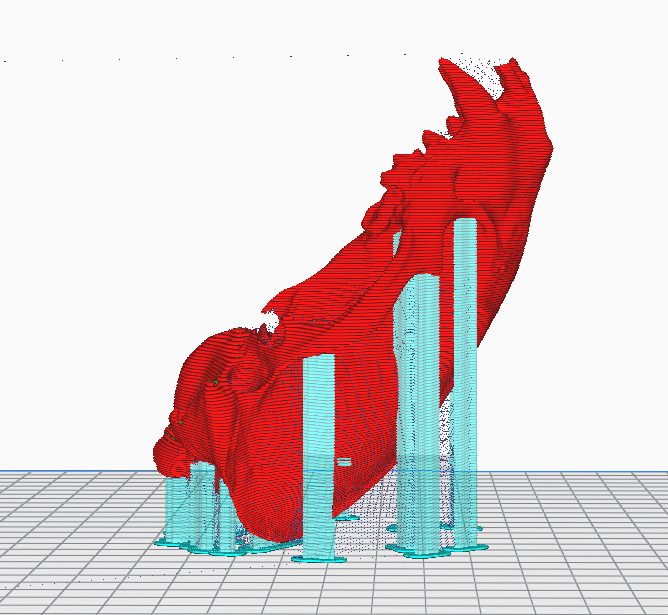
Bon, c'est en forgeant qu'on devient forgeron ! Après 50%, j'ai de long supports verticaux qui commençaient à bouger, vu leur hauteurs, et leurs finesses. J'ai tenté d'utiliser Octopi pour 'Exclure des régions' mais j'avais peur que, en excluant une zone de 'support' ça exclue aussi tout ce qui devait être imprimé au niveau de cette zone, et donc me retrouver avec un trou vertical à travers tout le print ! Bref, j'ai quelques supports qui sont tombés au combat, ce qui a résulté en un joyeux bordel. Mais j'ai décidé de continuer car j'étais plutôt confiant quant au fait que ça n'impacterait pas trop l'impression. Et à vrai dire, franchement, j'ai l'impression que sans support le résultat serait le même... Sauf pour le support situé dans les 50 premières couches où là, ça maintient un peu tout en place. Si besoin est, je pense que je devrais utiliser le support 'arbre' pour une raison, tout est interconnecté. Le support normal, ce sont des petites tours, séparées les unes des autres, et suffit que la buse frotte un peu sur une tour, et c'est le bordel. Autre petite question, peut-être que @MrMagounet pourra éclairer ma lanterne. La X1 n'a pas de mémoire, c'est bien ça ? Donc quand je dis à Cura de lancer une impression, où est stocké le Gcode ? Dans le Raspberry ? En ligne ? Merci !

-
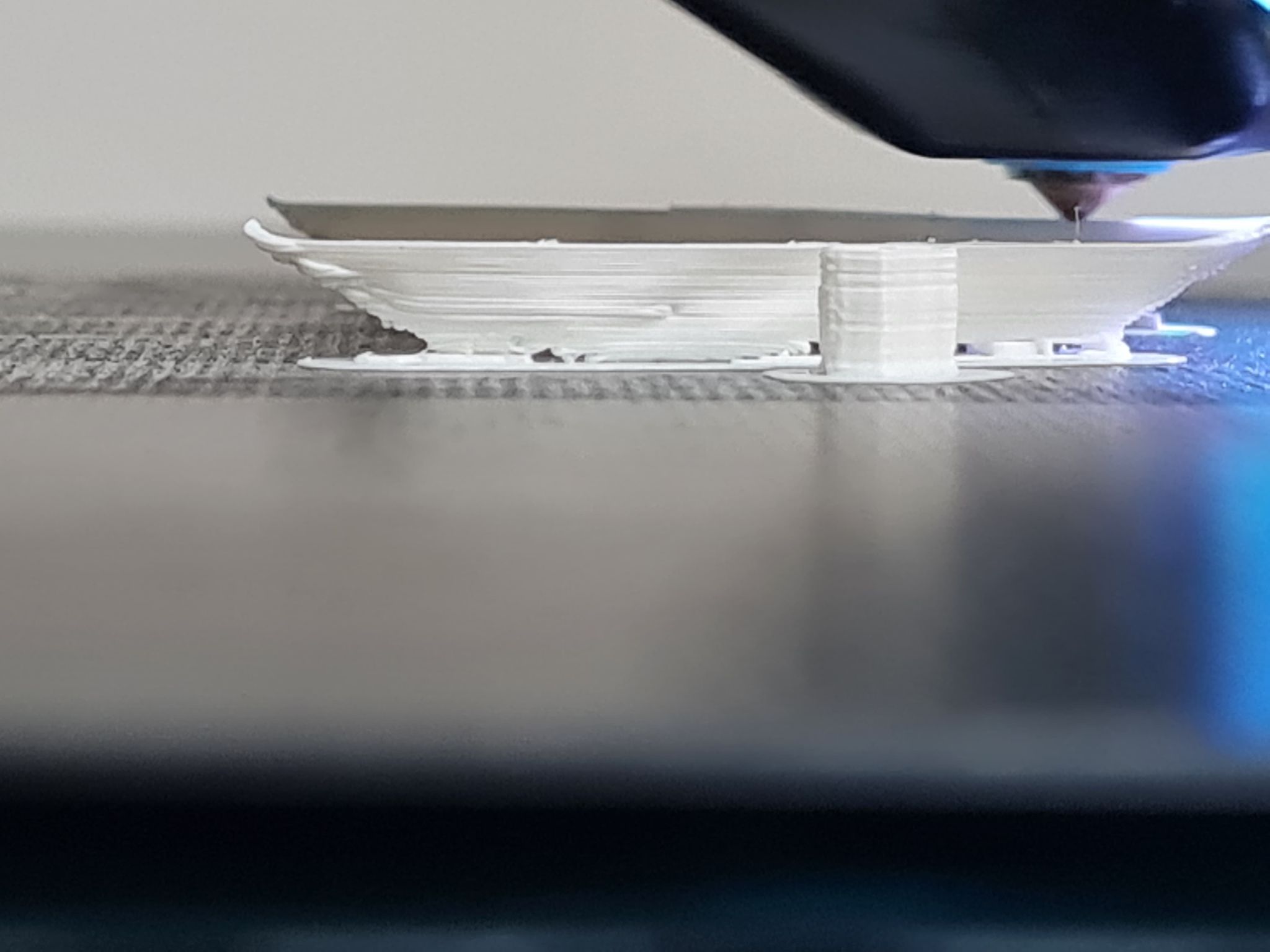
J'ai essayé 0% ventilation pour les 4 premières couches, 70% pour les 100 premières couches, 100% pour les 600 autres. Après 10 couches ça rebiquait, et ça s'est cassé au même endroit encore une fois. Au-delà du fait que ça rebique, j'ai aussi l'impression que la zone entre mon brim, et une partie de l'impression est ultra fine, et c'est là que c'est très fragile, et c'est là que ça casse. J'ai changé d'orientation, l'impression bien évidemment. Et là, ça à l'air de bien monter ! Je suis à 45% et pour l'instant ça passe. Par contre, quand même plein de lignes malgré le .16. Je pense que je vais devoir changer de méthode et imprimer plus vite, en 0.2, mais passer du temps sur le post processing...
-
La température était bien changée à 195. J'ai changé le fan pour la couche 2. Ca rebique déjà ! Je vais laisser continuer en espérant que la pièce va avoir le temps de s'épaissir et de se 'solidifier' pour avoir une bonne structure. Sinon, je suppose que changer l'orientation de la pièce pourrait résoudre le problème aussi... Edit: malgré que la partie la plus profonde dans le champ est celle qui rebiquait le moins, c'est celle où la jonction pièce-support apparaissait la plus faible. Et en effet, c'est là que ça a encore peté !
-
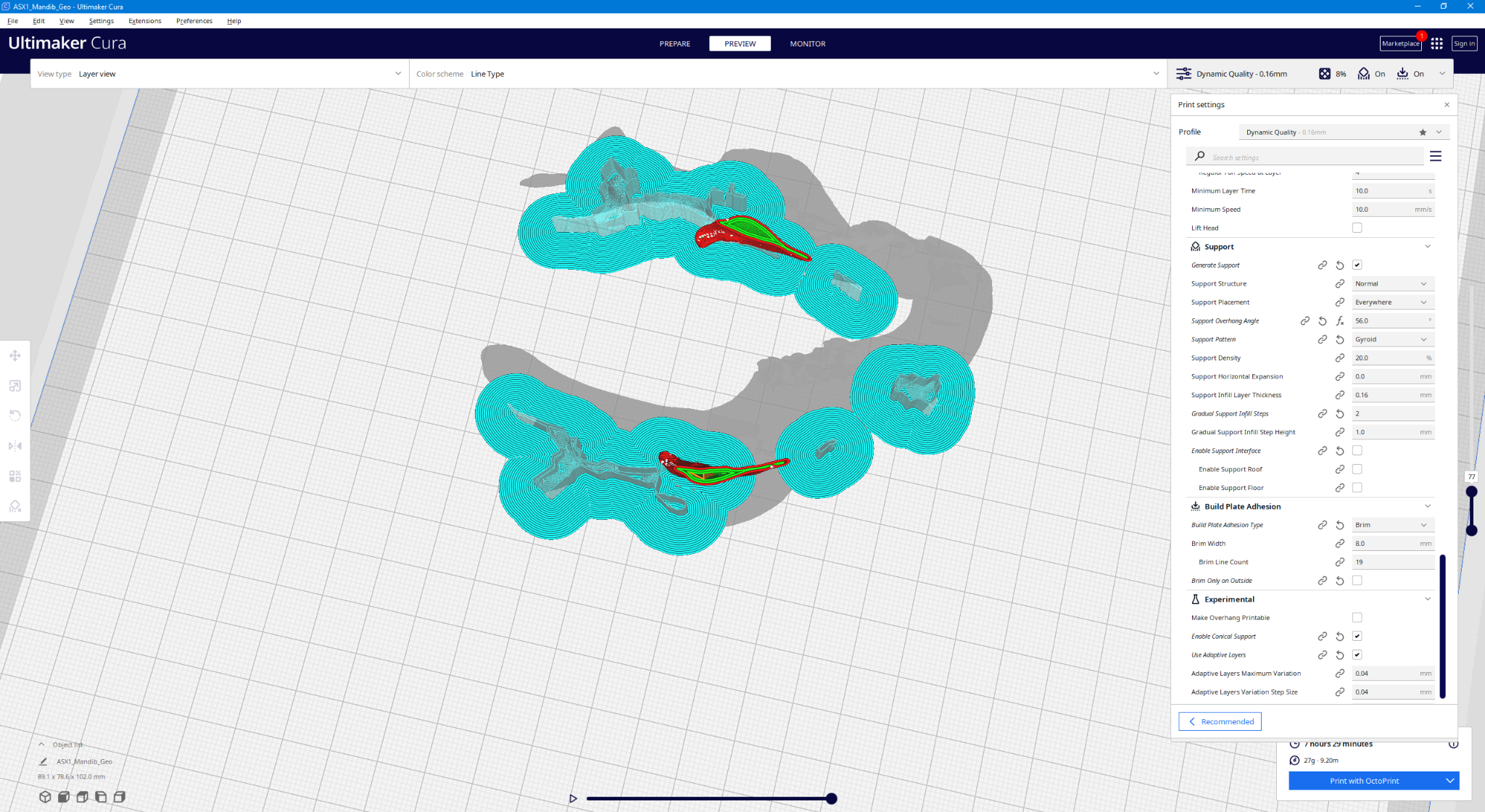
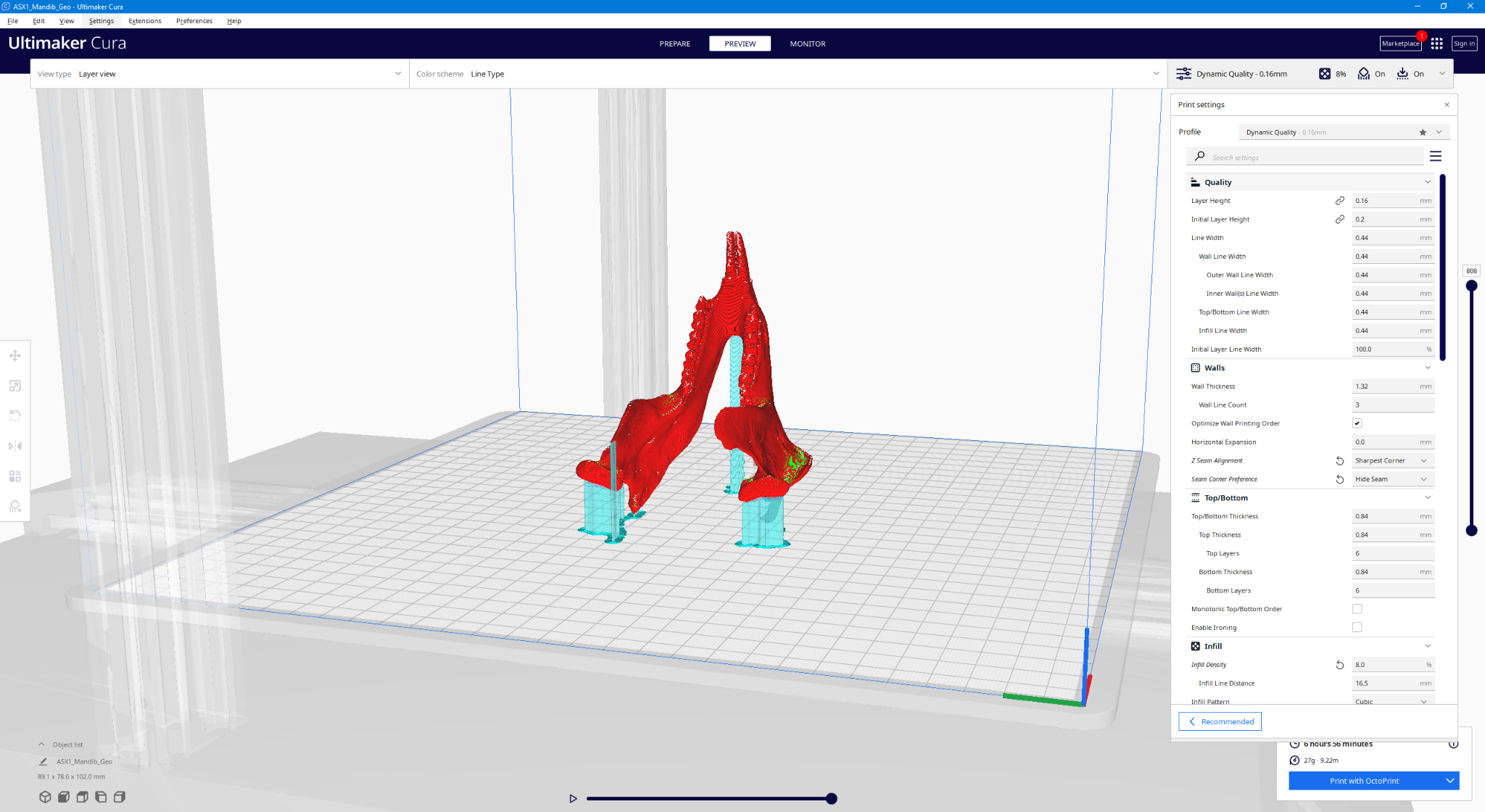
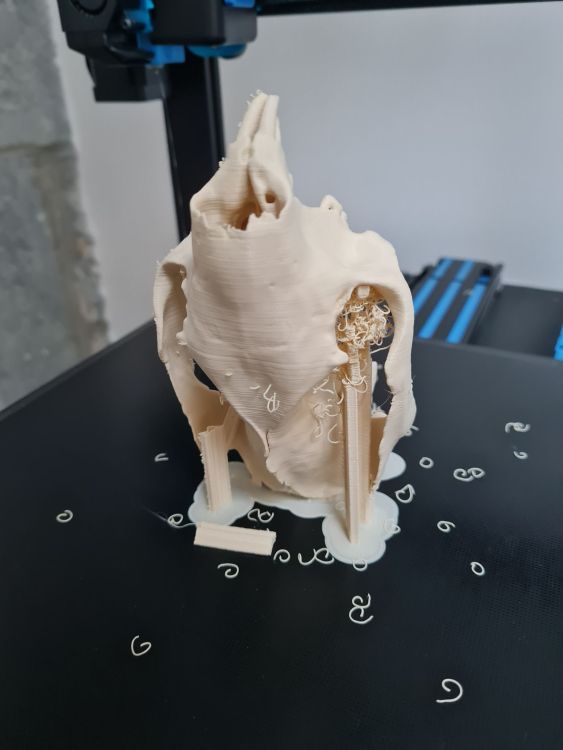
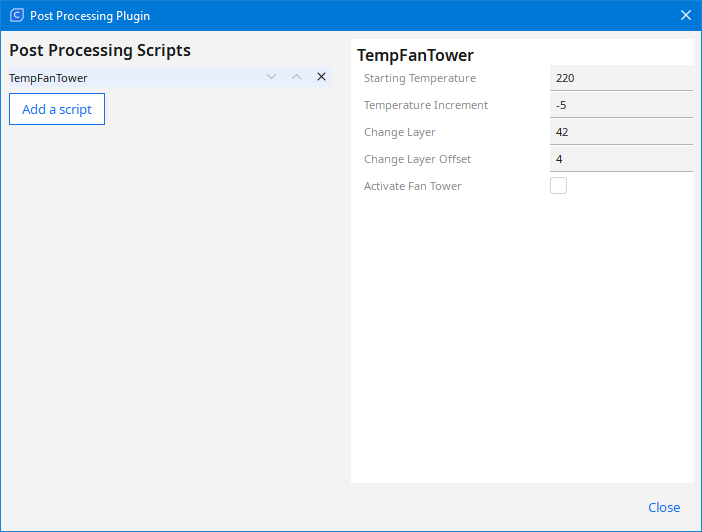
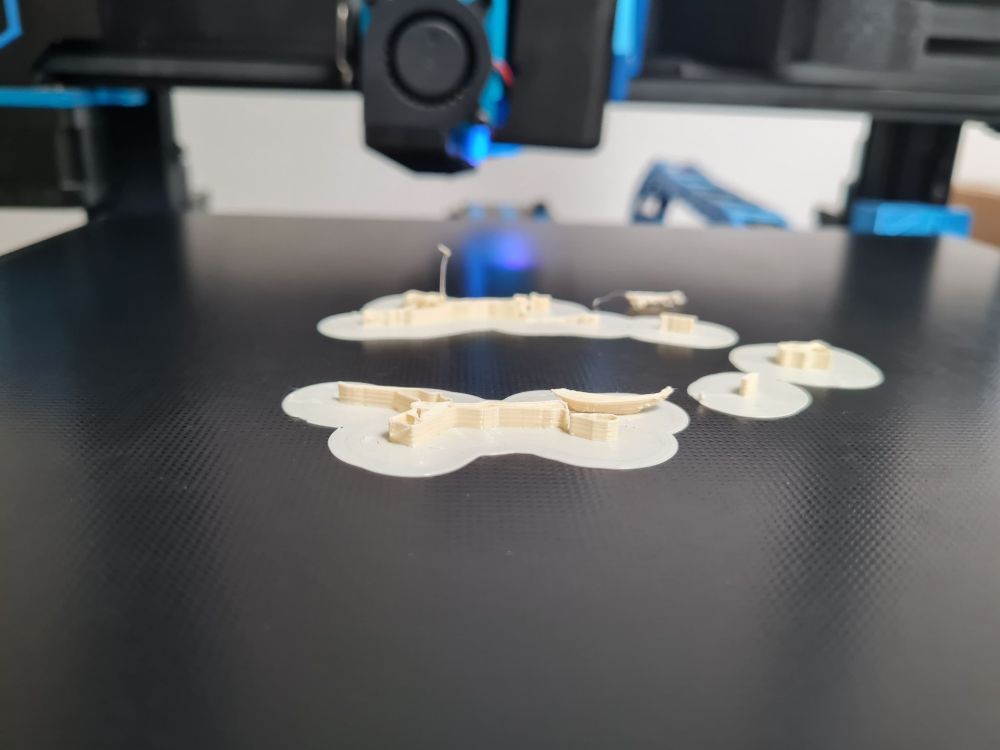
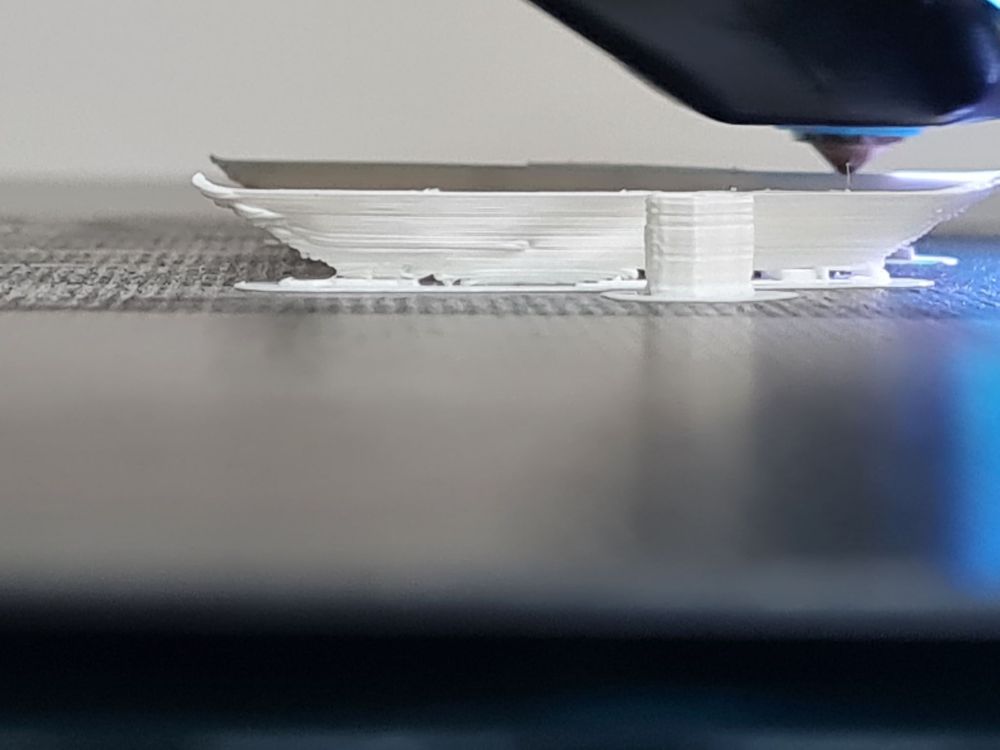
Je n'ai malheureusement plus le Gcode. Le .stl vient du plugin Cura. Le Gcode vient du script TempFanTower: J'ai changé les settings et lancé l'impression... C'est pas encore ça Au départ je me suis dit, bizarre, j'ai des trous dans le Brim, mais tout allait plutôt bien. Ensuite, j'ai encore eu cette petite partie du début de mâchoire qui est assez fin, et rebelotte, les extrémités rebiquent. Et je n'étais pas là quand une partie s'est décrochée du support, mais je suppose que c'est encore la buse qui a accroché cette partie qui rebique. Au premier plan on voit la partie qui n'est pas encore heurtée par la buse, en arrière plan, la même partie mais déjà heurtée par la buse probablement. Petites questions par rapport à tes modifs suggérées. Pourquoi un support overhang angle de 46° ? en faisant le test j'ai vu que j'étais bon sans trucs trop dégeu jusque 70°. Après, je présume que si je mettait aussi du support sous la partie qui rebique, elle ne rebiquerait peut-être plus, car attachée au plateau ? Pareil pour densité, roof et tout le tralala du support. J'ai souvent des supports qui, j'ai l'impression, ne servent à rien et ne touchent même pas la pièce... Résultat, malgré le support, la gravité fait quand même son job et dans ces zones le filament pend comme un pont suspendu... Merci !

-
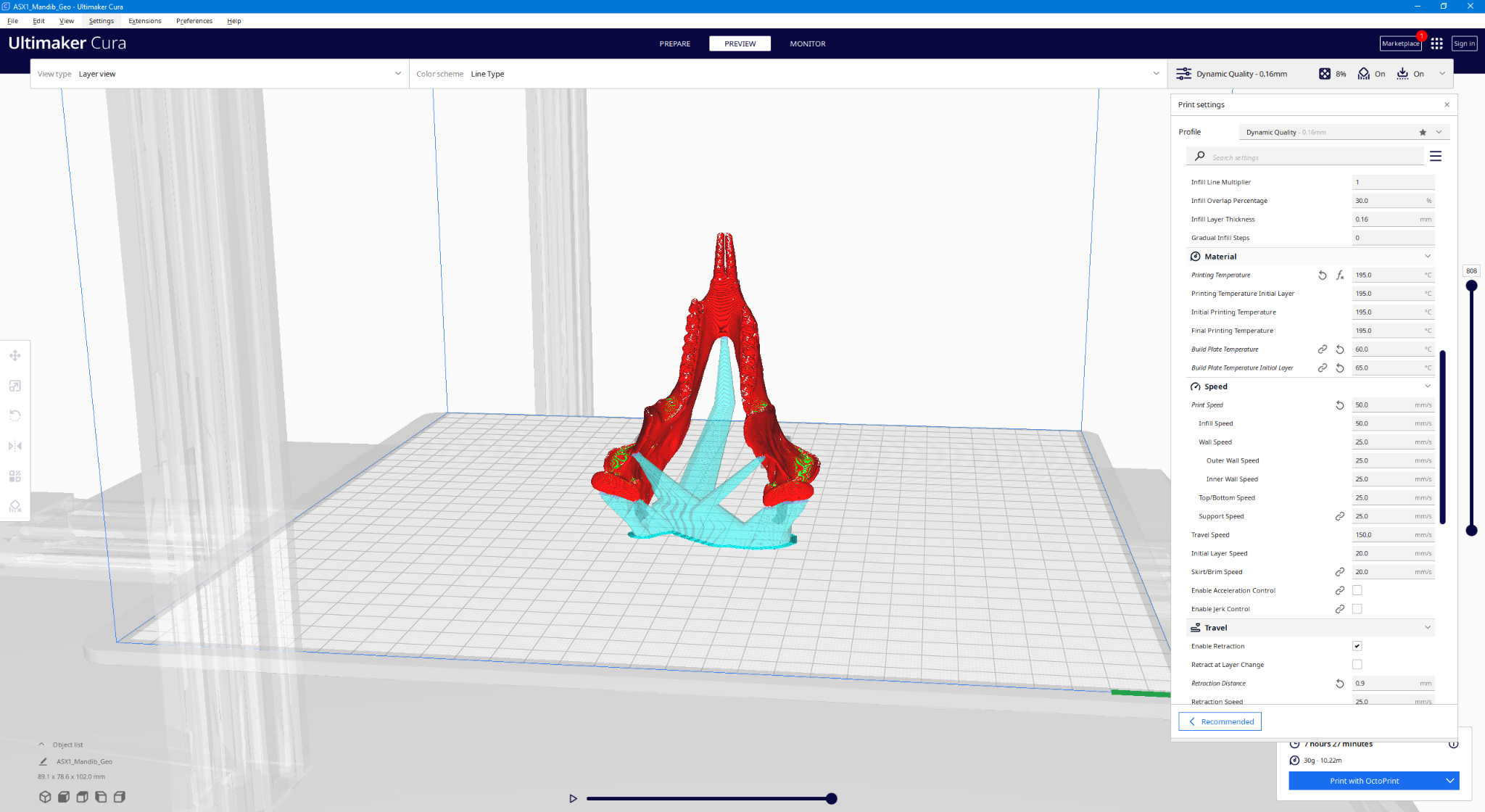
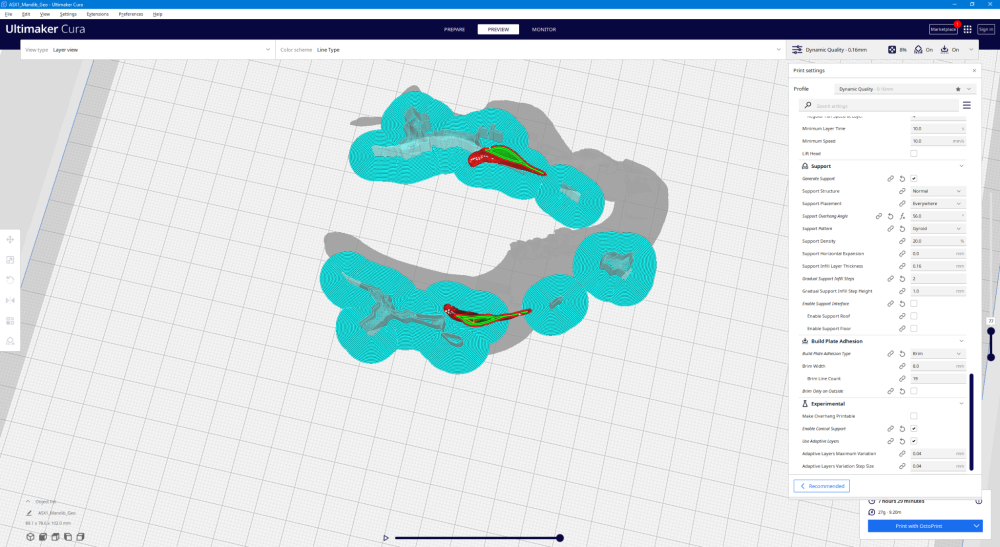
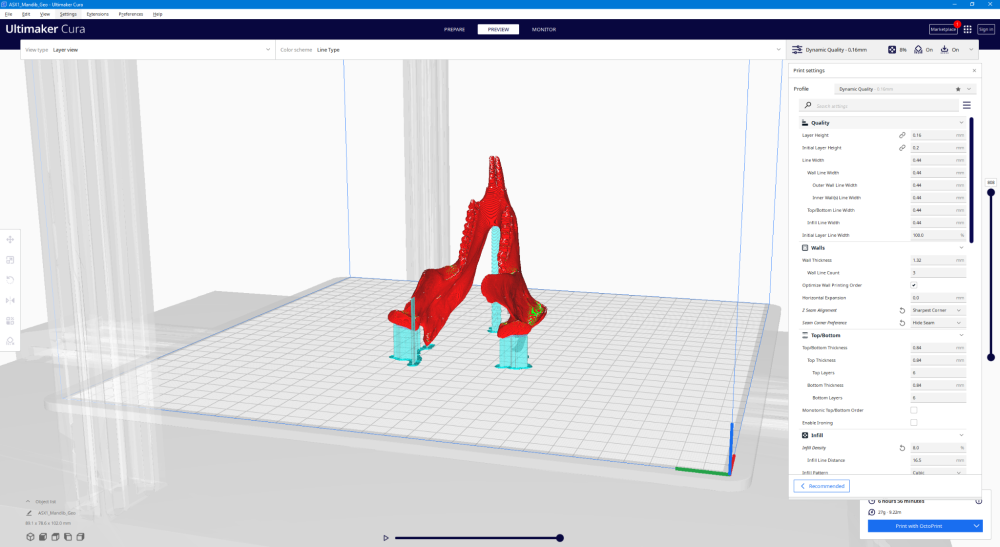
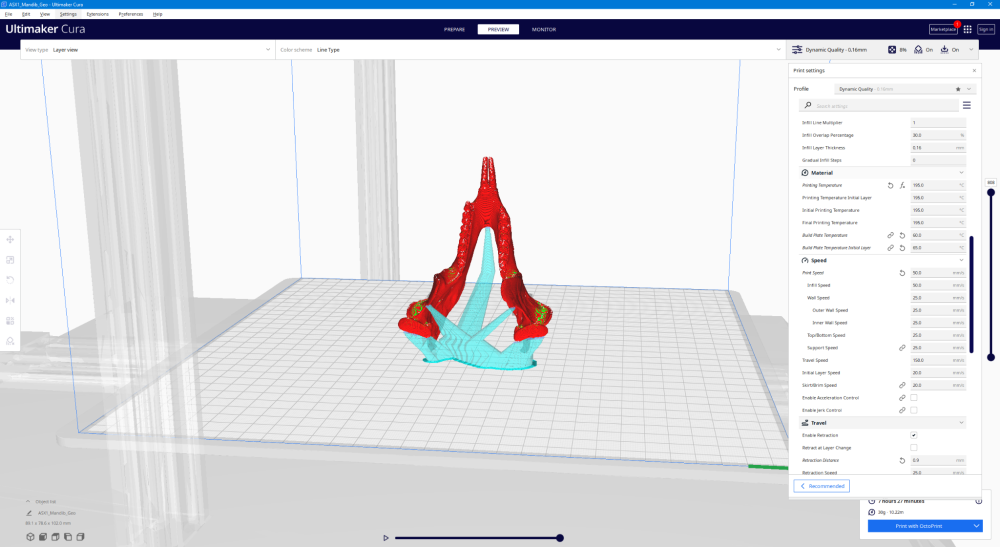
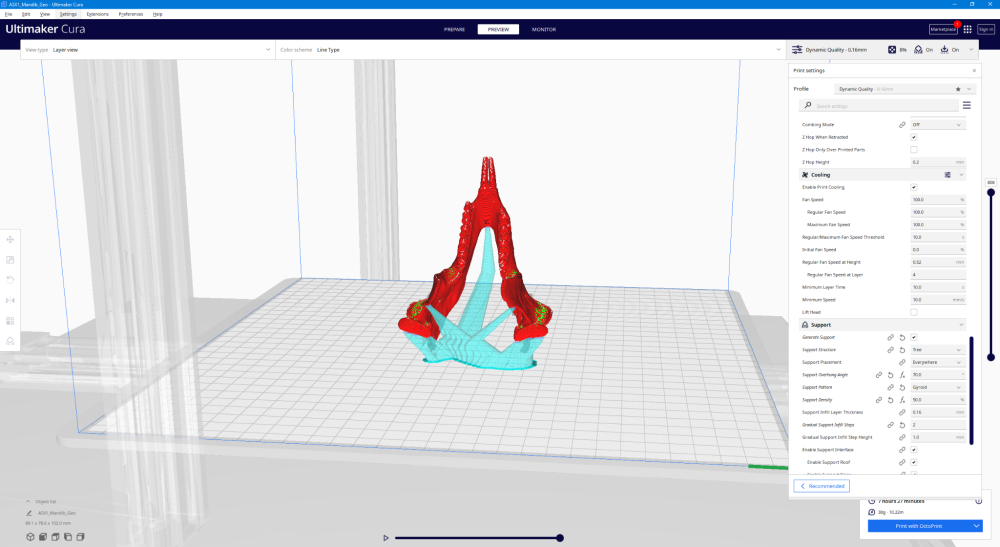
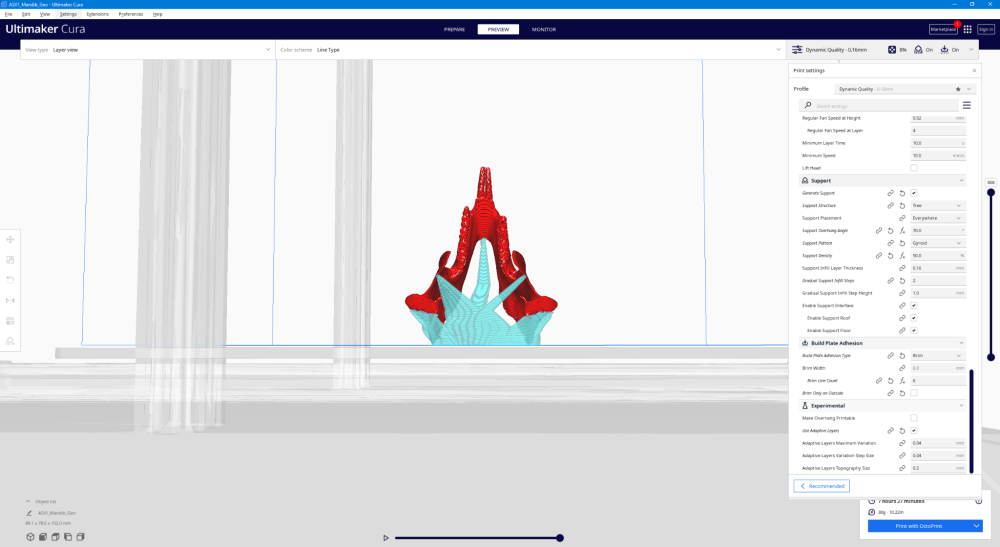
Salut ! Voici le profil: Profile.html Et les photos: Oui, tu as raison, c'est blanc et pas ivoire, parce que avec l'ivoire il était impossible d'arriver à dépasser 2 couches... Donc j'ai tenté le blanc, mais le résultat s'est vite gâté également... Merci pour le code, je vais update ça ! Je peux par contre toujours ajouter la ligne pour le level juste après la purge, comme conseillé par MrMagounet ? J'ai bel et bien essayé du 0.12, mais le résultat n'étais guère mieux donc j'ai d'abord continué mes essais en 0.2. Là on est en 0.16. Adaptive layers. Si c'était moi, je lance l'impression comme ça. Dis moi ce que tu en penses ! Avec/sans tree support. Je Je pense que les support tree c'est, comme tu le dis, overkill quand on est proche de la surface horizontale, mais je peux essayer ! De ma faible expérience, je sais qu'une multitude de petites tour toutes fines comme support augmente les risque que ça se casse la gueule... Merci encore pour ton aide !


-
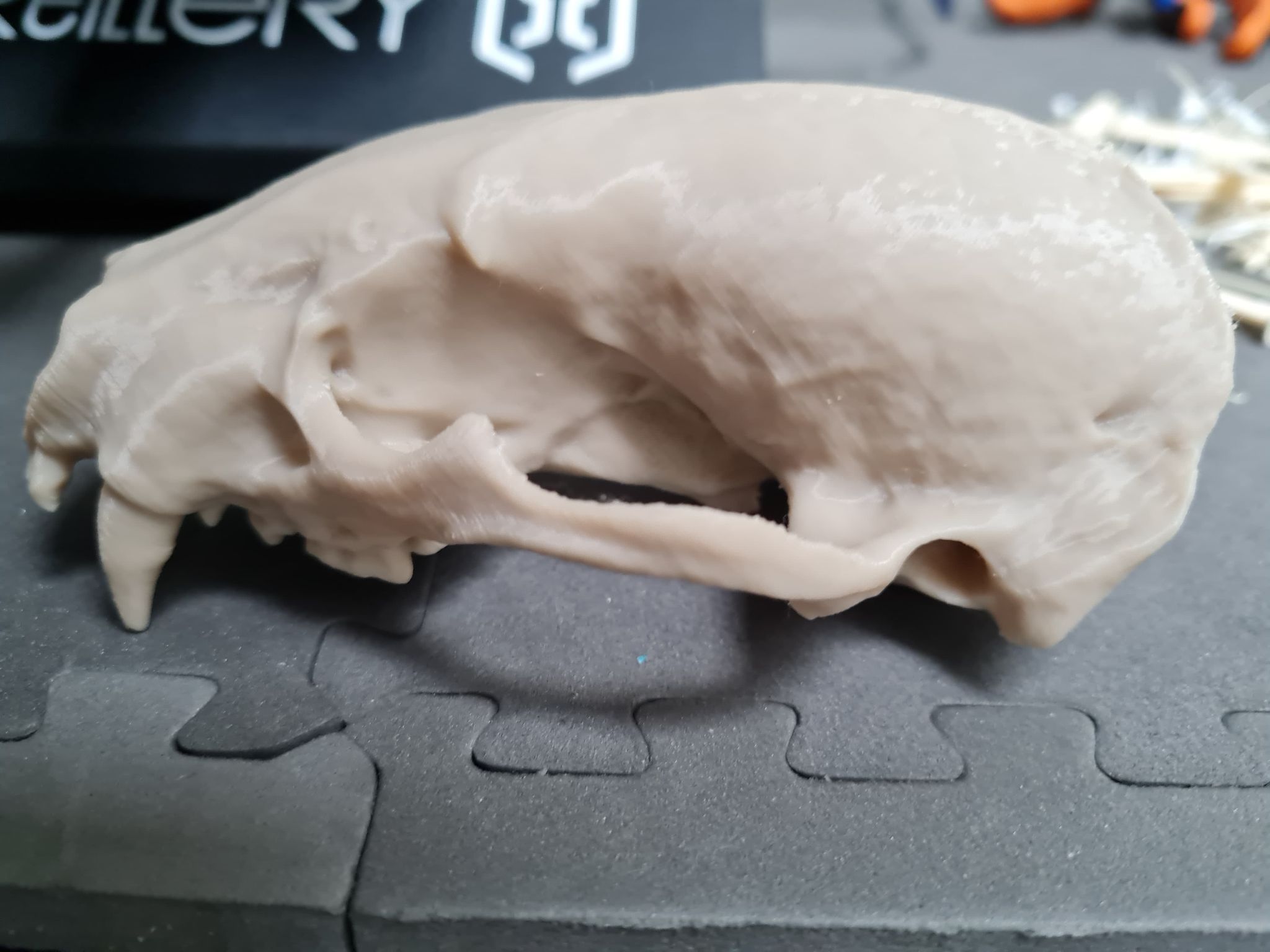
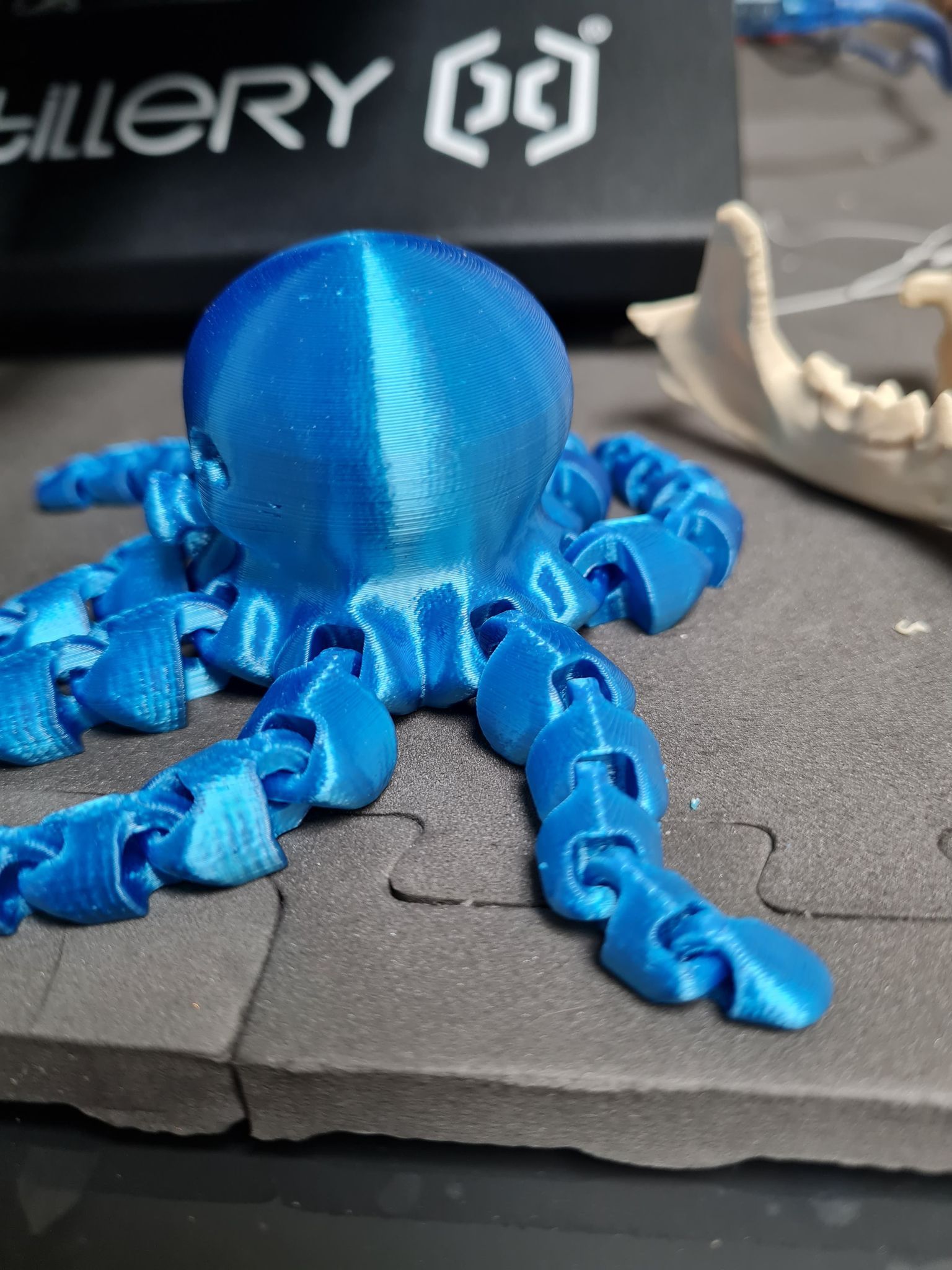
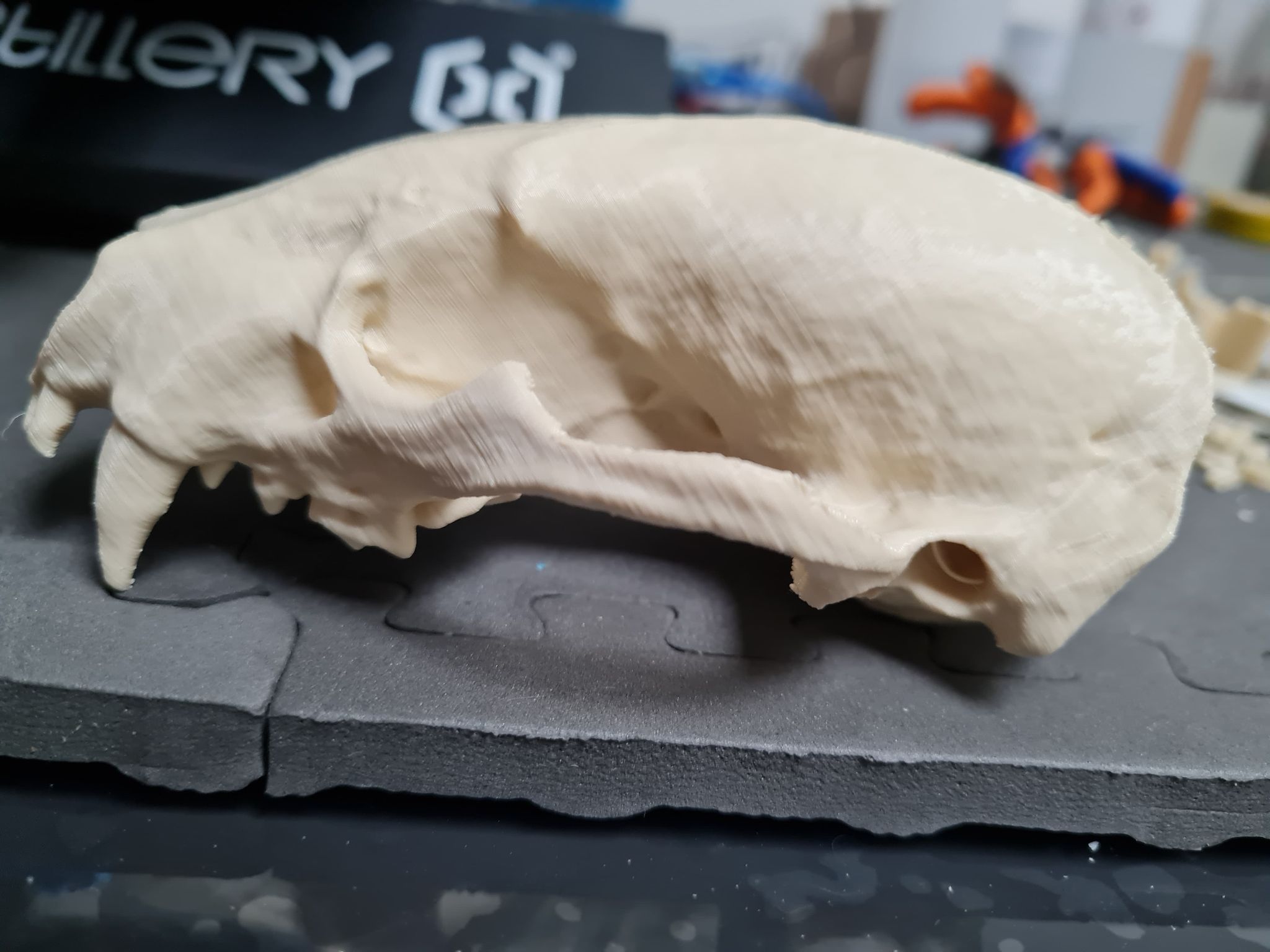
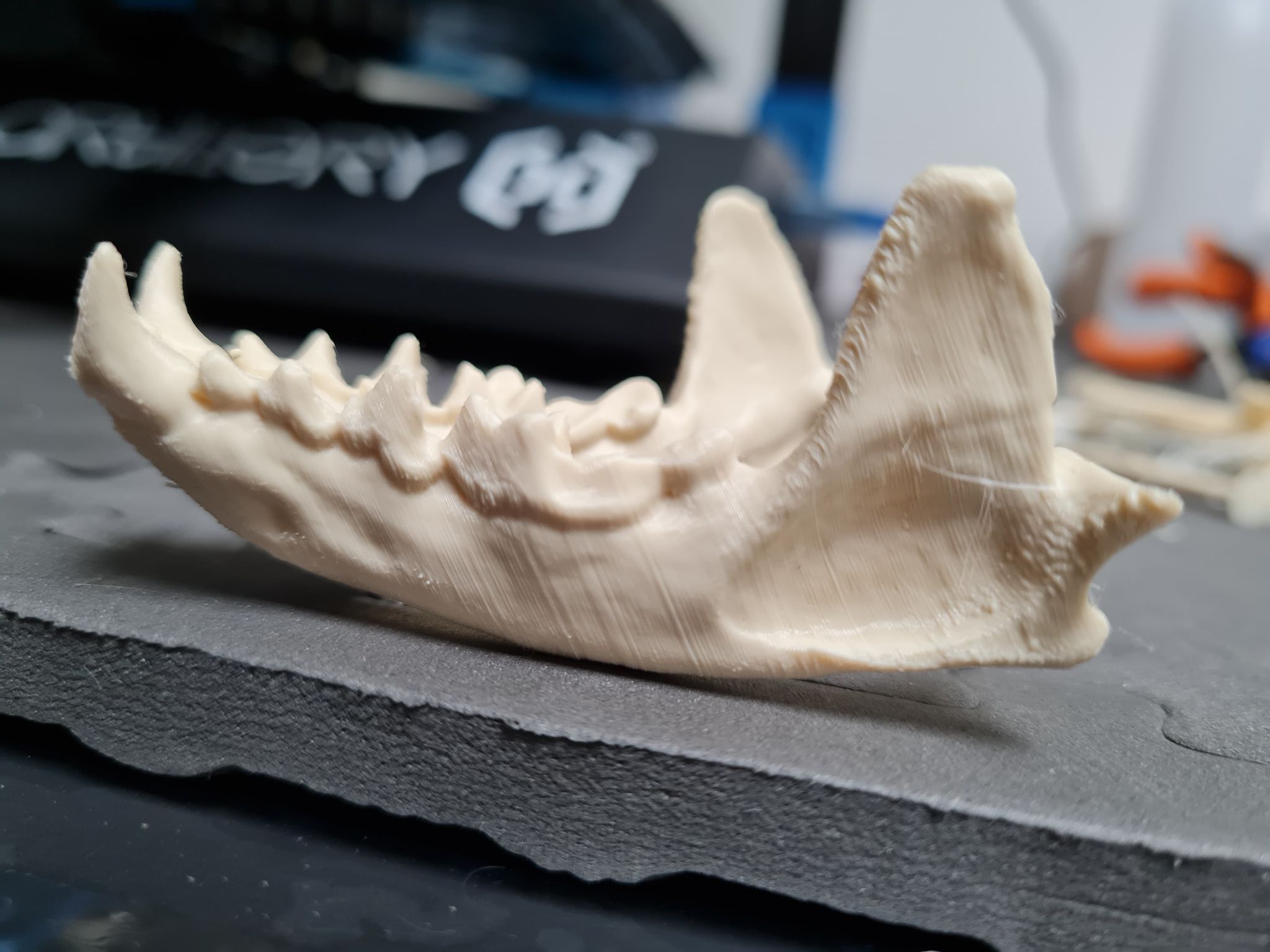
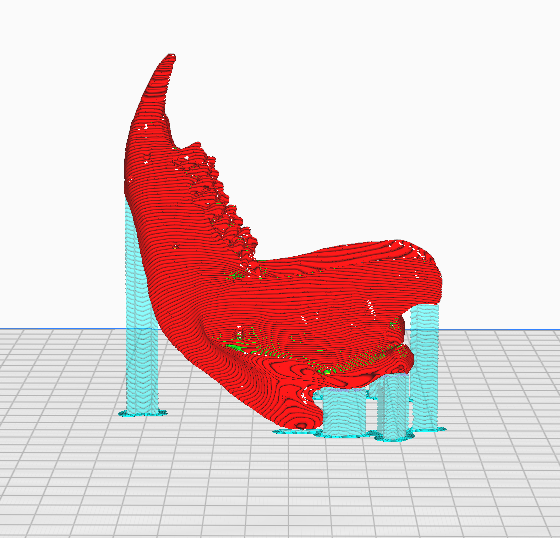
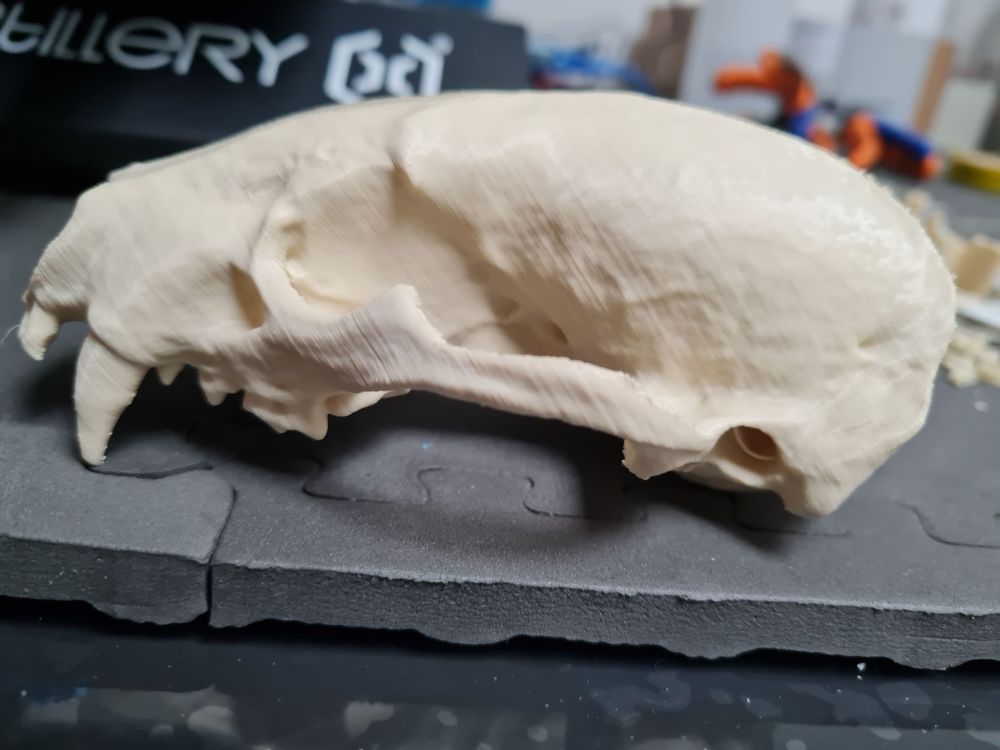
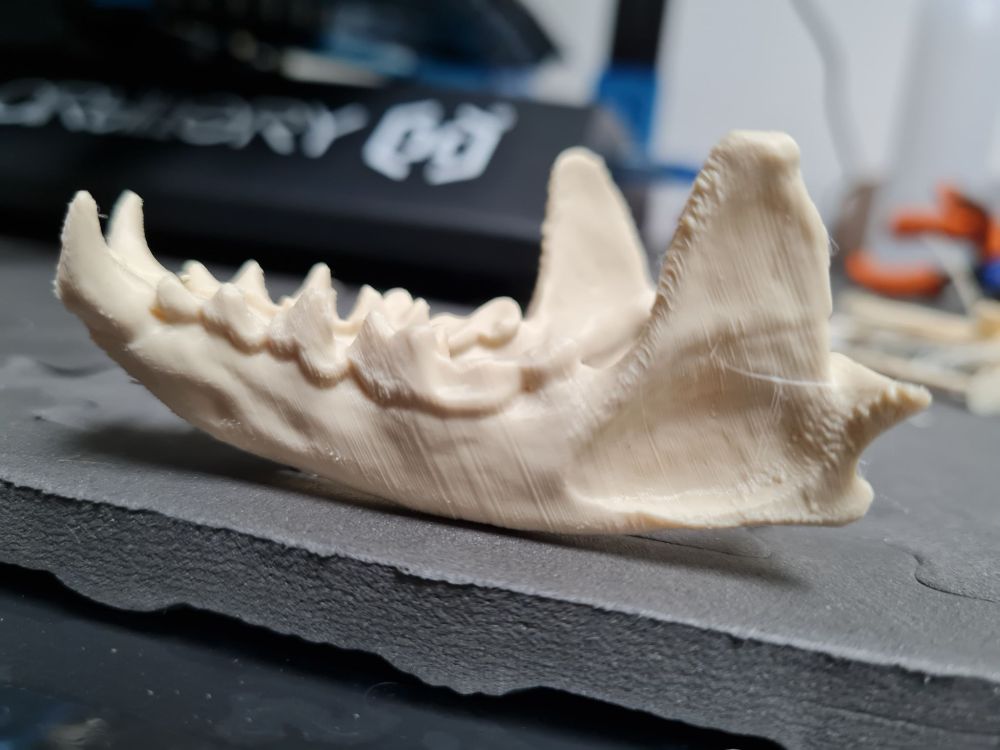
Salut ! Je suis de retour, j'avais une thèse à soumettre mais c'est fait ! J'ai maintenant le temps de m'attarder sur mes projets 3D. Suite à ton commentaire @pommeverte, j'ai vérifié et j'ai pas fait de lien avec le ghosting d'après mes recherches sur le net. Pour le stringing, oui, ce filament mériterait une tour de température et un test de rétractation, j'ai jamais fait ça mais c'est la seule bobine avec laquelle j'ai autant de stringing. C'est un silk, c'est peut-être pour ça ? Pour les courroies, j'ai décidé de ne pas y toucher car j'ai imprimé un crâne en 0.2, avec une bobine d'eSUN. Et j'ai été plutôt satisfait du résultat niveau smoothness sur la globalité. Voici la bête. J'ai juste un problème là ou sont les supports. Je joins le Gcode et peut-être auras-tu des conseils pour les settings du support ? Pour imprimer un crâne, ou une mâchoire, je les slice à la verticale en général, légèrement penchés, pour éviter d'avoir trop de support. Je serais également heureux de savoir si c'est la bonne façon ! Le GCode trop volumineux, même une fois compressé: https://drive.google.com/file/d/1KZ1t3KRf0f-pBvBngAO775xd1gR8l1HG/view?usp=sharing Voilà quelques photos: Du coup, plutôt satisfait sur la globalité du crâne j'ai ré-imprimé une pieuvre pour une nièce, plutôt pas mal sortie ! Et là je me suis dit, je commande une nouvelle bobine, et je me fais un nouveau crâne. La bobine est une extrafill couleur ivoire, ça match super bien avec la couleur naturelle d'un crâne ! Je me dis, si j'obtiens un résultat ou on ne voit presque pas les lignes, et que je règle le problème de support, je pense que je n'aurai pas besoin de post-processing trop lourd (Poncer, peindre, primaire,...). Pour bien faire les choses j'imprime alors un cube pour calibrer le flow, et une tour de température. Le cube est sorti en 0.9 mm de largeur au lieu de 0.88, pas trop mal donc, et la tour de température, je ne vois pas quelle est la meilleure, toutes sont similaires... Pourtant la température a bien changé. J'ai donc gardé comme pour mes autres PLA un combo 200/60. Et là, catastrophe. Impossible d'imprimer une nouvelle pièce. J'ai du warping, je suis obligé de mettre laque/colle en bâton, brim de 8 lignes. Mais rien n'y fait. Parfois le support se décroche. Parfois, j'ai l'impression que l'impression est trop fine et que les extrémités rebiquent vers le haut, pour faire contact avec la buse, après un certain temps, c'est tellement haut que ça va accrocher la buse et tout foutre en l'air. J'ai aussi remarqué que quand on imprime pas un gros bloc, comme un Benchy, mais plein de petites crottes de support dispersées sur le plateau, ca part toujours en cacahuètes... Après la première couche, il y a bien un des endroits qui n'a pas bien adhéré à la plaque, et qui va foutre la merde sur tout le reste. J'ai jamais réussi à imprimer cette pièce. Du coup, j'ai réimprimé le tout premier crâne avec les même settings que le Gcode joint. Et là, c'est bien passé. On voit encore pas mal de lignes par contre, mais comme dit plus haut, c'est peut-être le manque de brillance qui fait apparaître les lignes. J'ai reçu un primer filler motip, et je pense que je ne pourrai pas y couper, je vais devoir passer par du post-processing et tout rebomber en ivoire à la fin... J'ai également tenté des pièces plus petites, 5cm de long je dirais, avec ce même filament ivoire, et tout a foiré, est mal sorti, plein de blops, de lignes,... vraiment pas beau... Bref, voilà les quelques expériences menées en parallèle de la fin de thèse, et je serais ravi d'avoir des conseils pour obtenir un meilleur résultat ! Désolé du pavé, il y a beaucoup de photos ! Merci !!






-
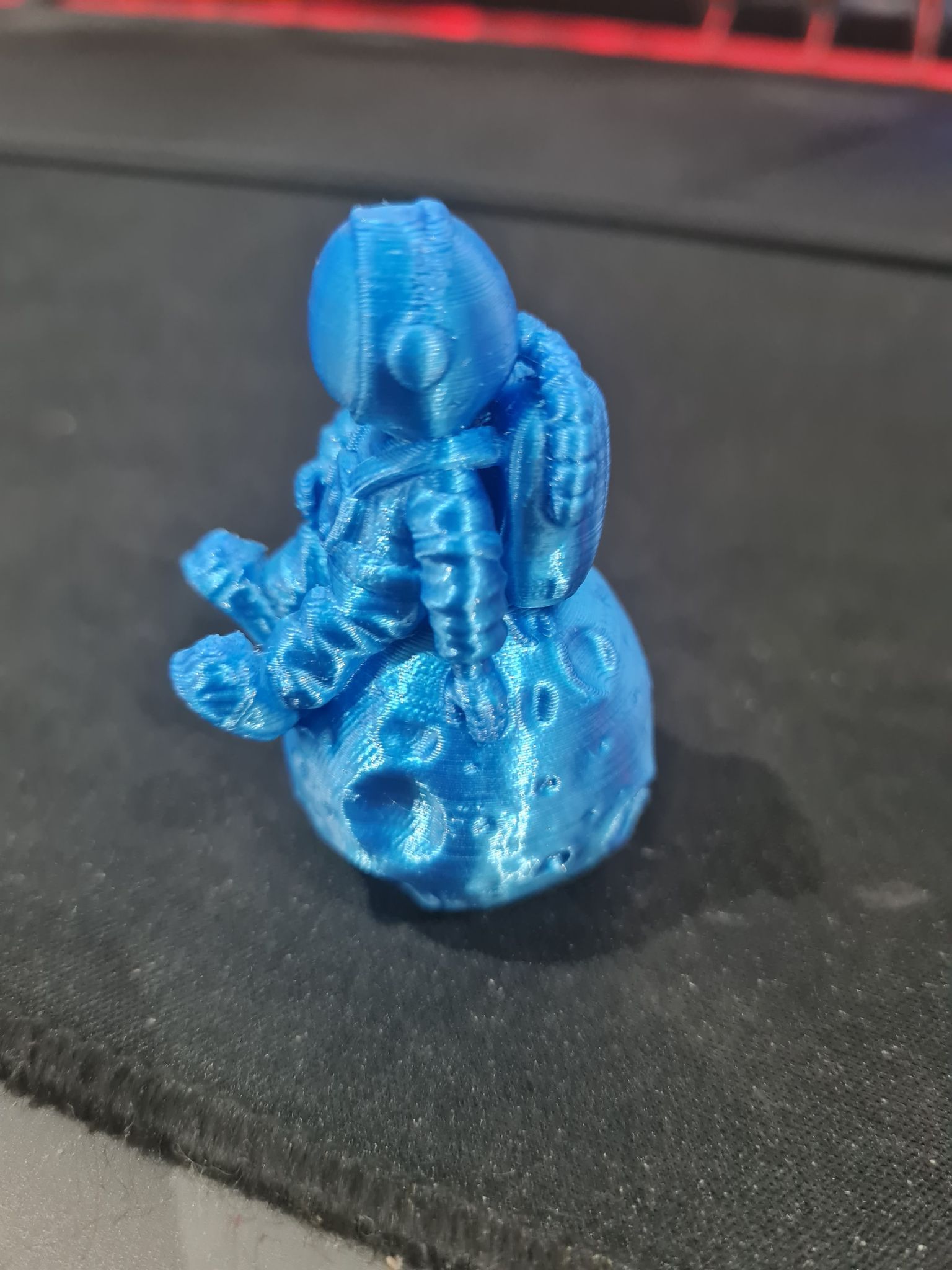
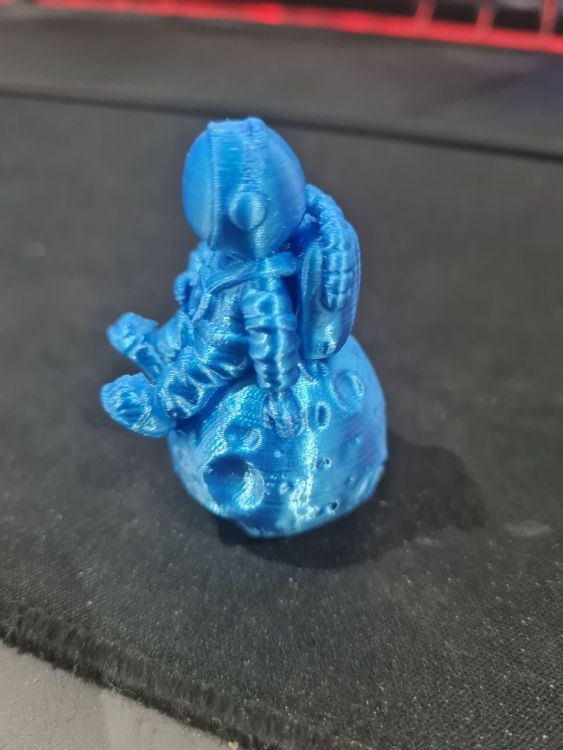
Salut ! Me voilà de retour avec un nouvel astronaute. Je me suis trompé et oublié de up-scale le modèle mais bon. J'ai utilisé un autre filament, silk, eSUN en 205/60°C, 60mm/s, adaptive layer en 0.02 +- 0.04. Voilà le résultat. Je pense que sur le fond, je vois pas trop la différence avec le gris. Mais sur la forme, comme tu l'as dit, le silk fait visuellement disparaître quelques imperfections. Mais on est pas encore sur ce que j'espérais comme niveau de 'smoothness' pour éviter le post-processing. T'en penses quoi ? Est-ce qu'on est sur quelque chose de normal, ou encore des choses à améliorer ?



-
Salut pomme verte! Le filament est censé être à la base un très bon filament (3Donline.be), mais c'est un fond de bobine qu'on m'a donné, qui a cassé juste après l'impression. Je le suspecte donc d'être absolument gorgé d'humidité. T'as l'oeil ! Comment as-tu vu ça ? C'est ça qui me ferait plein de petites lignes visibles ? Aucune chance donc que ce soit un truc a régler au niveau de la stabilité globale de l'imprimante sur son support, ou d'un tendage des courroies, ou régagle des excentriques ? Je balance ça comme ça hein, ce sont des choses qui reviennent souvent. Je vais retenter le coup avec du filament E-sun tout à l'heure. Merci encore !
-
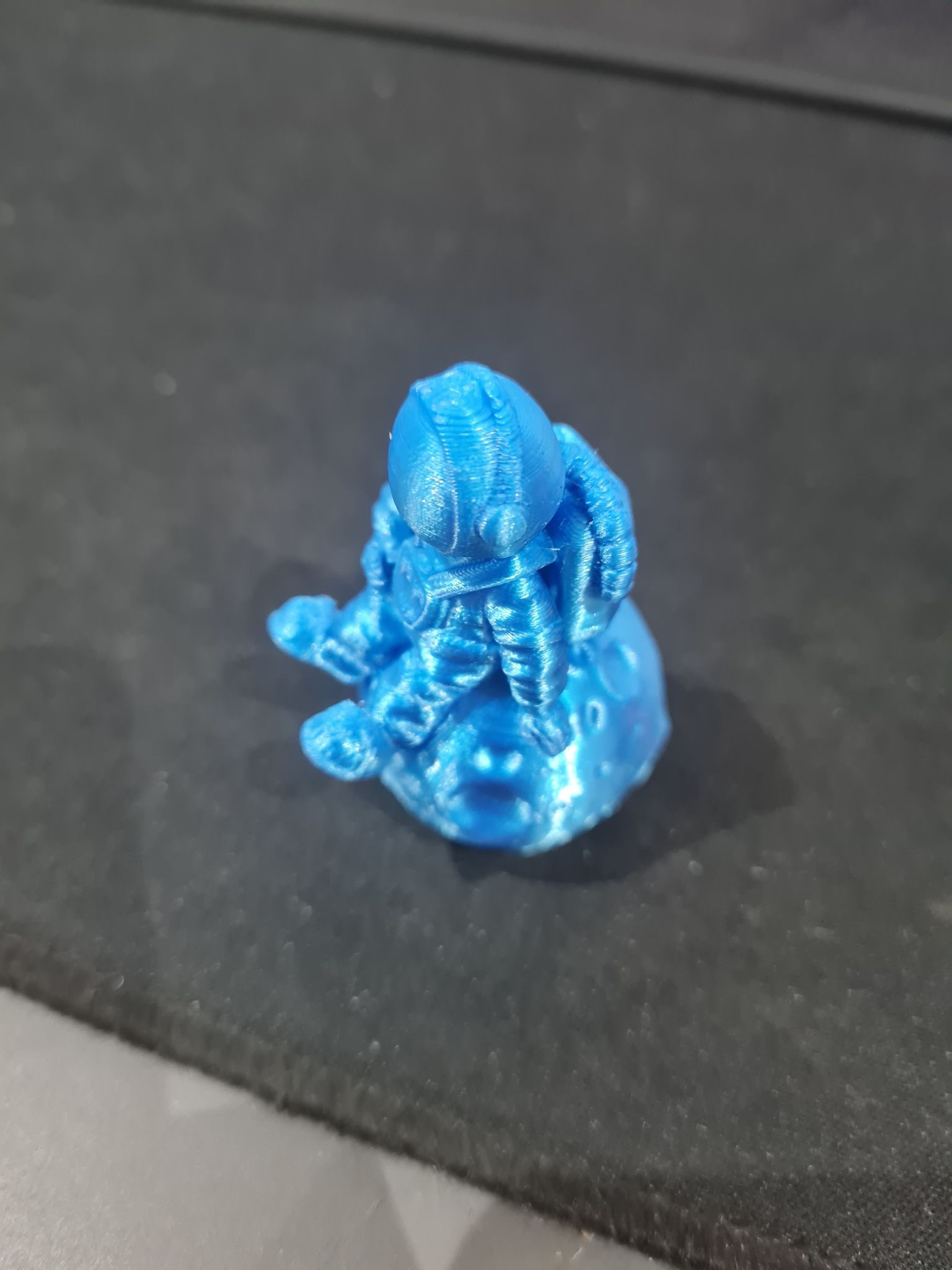
Salut ! En effet, la carte SD était le problème apparemment ! J'ai tout reformaté et réinstallé et ça fonctionne nickel maintenant ! J'ai imprimé Phil l'astronaute sur sa lune avec une hauteur adaptative de 0.16 +/- 0.04, 200/60°C. Et quand je vois sur les groupes les gens qui postent des photos de Phil en 0.2mm où aucune ligne pratiquement n'apparaît, je me demande si je ne loupe pas encore un truc. En gris, ma version, en noir celle vue sur un groupe FB. Est-ce que c'est dû au fait que mon imprimante est placée sur une table et qu'a chaque mouvement de buse ça bouge peut-être ? Elle est aussi déposée sur une dalle de caoutchouc pour prévenir des vibrations mais je sais pas si c'est bien... Bref, si vous avez une idée de comment arriver au résultat du Phil noir, je suis preneur ! Si c'est possible avec une X1 bien évidemment ! Merci encore pour votre aide !