PoP's
-
Compteur de contenus
30 -
Inscrit(e) le
Récompenses de PoP's
")





-
@PPAC: Fait!
-
C'est tout bon pour moi, Mon GCODE d'annulation (dans octoprint donc): G91 ;Position relative G1 E-1.5 X-1 Y-1 Z0.2 F2500 ;"Essui" la buse G1 Z5 F2500 ;Monte de 5mm G90 ;Position absolue G28 X ;Homing X ; disable motors M84 ;disable all heaters {% snippet 'disable_hotends' %} {% snippet 'disable_bed' %} ;disable fan M106 S0 Merci à tous!
-
@PPAC Tout bête, je teste ça dès que j'ai un peu de temps et je revient^^
-
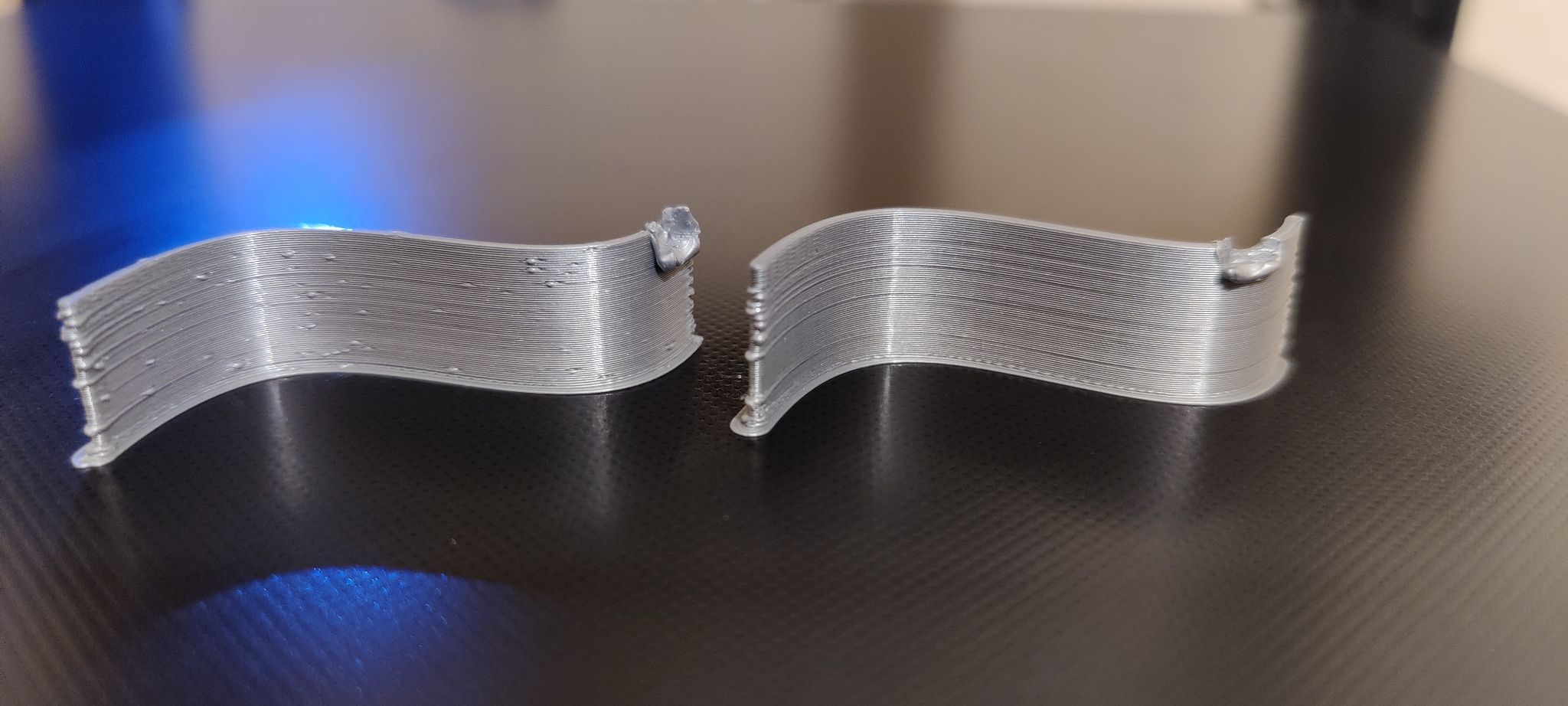
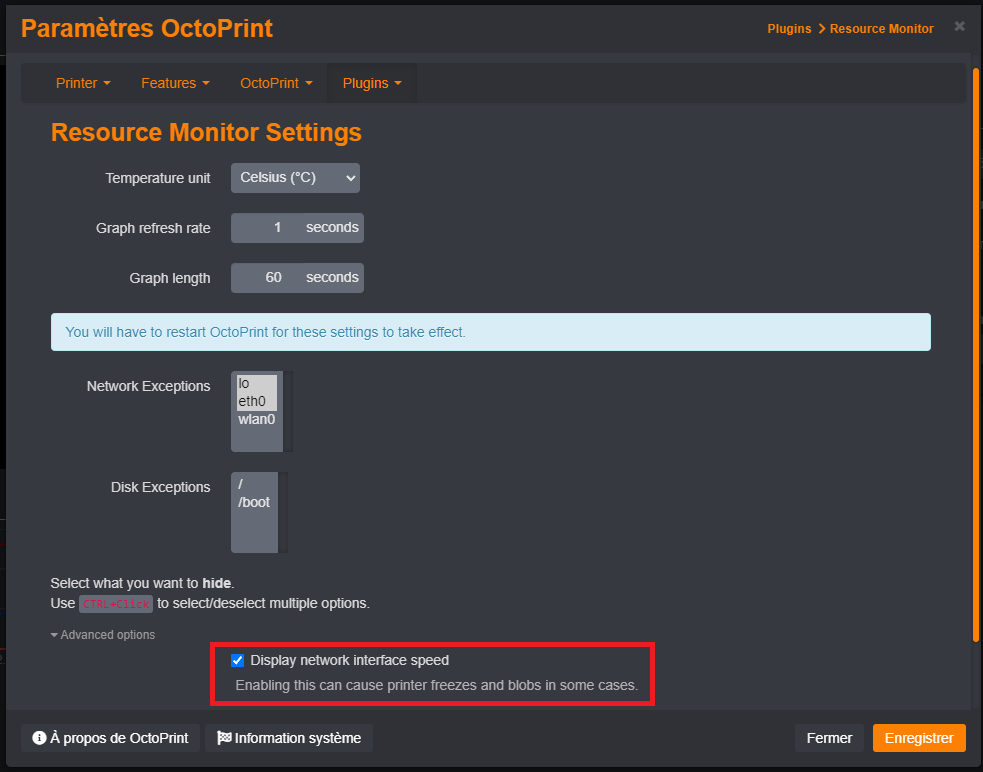
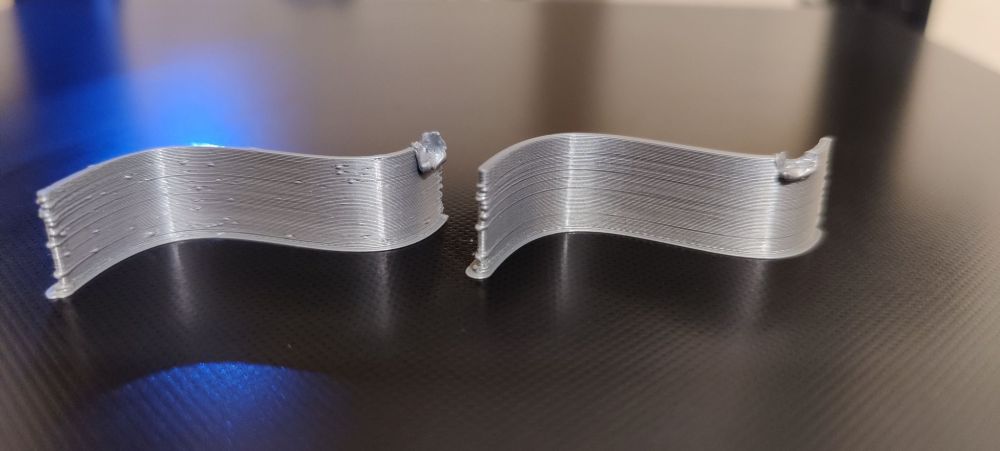
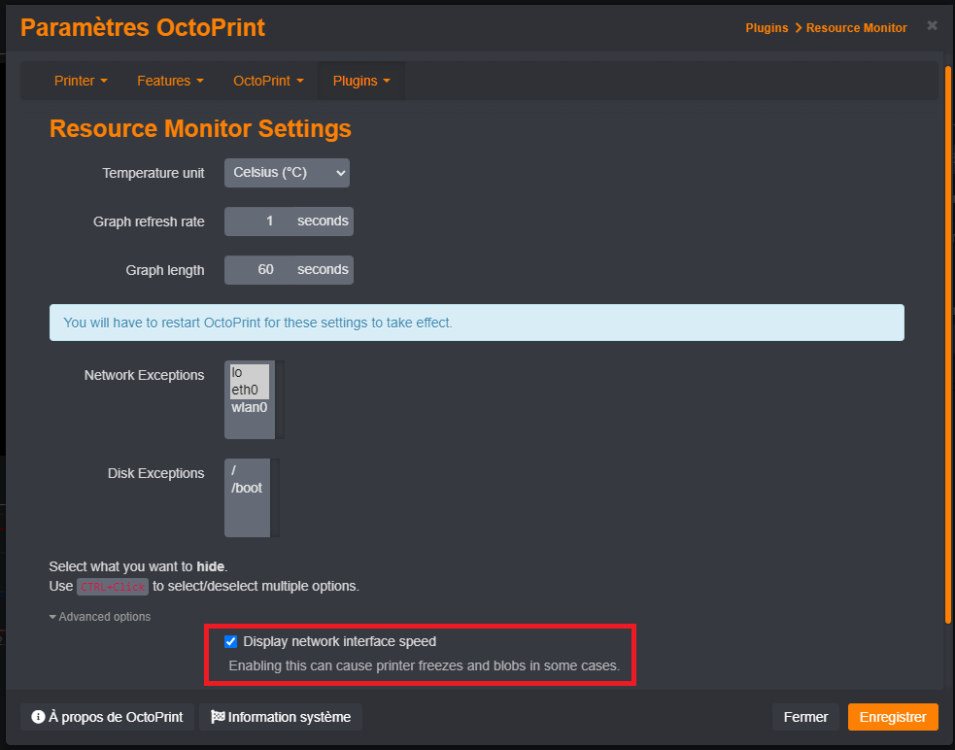
Après beaucoup (beaucoup) d'essais, je pense avoir trouvé un responsable, le plugin "Ressource monitor". https://plugins.octoprint.org/plugins/resource_monitor/ Je doit encore tester de réactiver tous les plugins sauf celui-ci, et éventuellement de tenter de jouer avec ses paramètres: il y à notamment moyen de désactivé la surveillance d'un réseau, et je pense que c'est justement la surveillance de la com avec l'imprimante qui est à la source du problème. Par contre j'ai un nouveau problème étonnant, lorsque j'annule l'impression via octoprint, l'axe Z descend violement et en forçant, alors que mon GCODE d'annulation est censé faire le contraire (Et ça le faisais bien, déjà testé). G1 E-1.5 Z5 F2500 ; disable motors M84 ;disable all heaters {% snippet 'disable_hotends' %} {% snippet 'disable_bed' %} ;disable fan M106 S0 J'utilise l'annulation sur ces pièces de test parce qu'elle sont très grande, pour avoir un fichier lourd et être sûr de provoquer le défaut (Faites pas attention au surplus de matière en bout de pièce, ça correspond aux changement de couche et la pièce est très fine) Edit: Ok, je vient de trouver quelque chose de très intéressant -_- Moi qui me disais bêtement ça peu pas être ce plugin, il fait que surveiller...
-
Merci pour la précision concernant le BLOCK_BUFFER_SIZE@MrMagounet! J'ai prévu de me pencher sur le plugin Arc Welder directement sur octoprint, cura me donne des boutons^^ Mais avant ça, faut d'abord que je fasse d'autres tests, fresh install octoprint, impression sans webcam, peut-être même un troisième câble usb (j'utilisais pourtant le premier sur ma A10 sans soucis)
-
Merci @Alpes86 je me demandais comment faire J'édite ça
-
@methylene67: Le défaut apparais bien quand j'imprime depuis octoprint @PPAC: Taux d'erreur à zero, j'ai surveillé J'ai testé 2 câbles blindés, un long et un court. J'utilisais une piCam, que je vient tout juste de remplacé par une c920, je testerais sans à l'occasion. Octopi est une fresh instal, sur une belle SD samsung neuve, mais je retesterais ça aussi sur une autre SD. Ram du RPi à ~20%, RAS aussi sur la charge du processeur ou la température. Pas testé ArcWelder. Je repasserais quand je serais allé plus loin dans mes tests
-
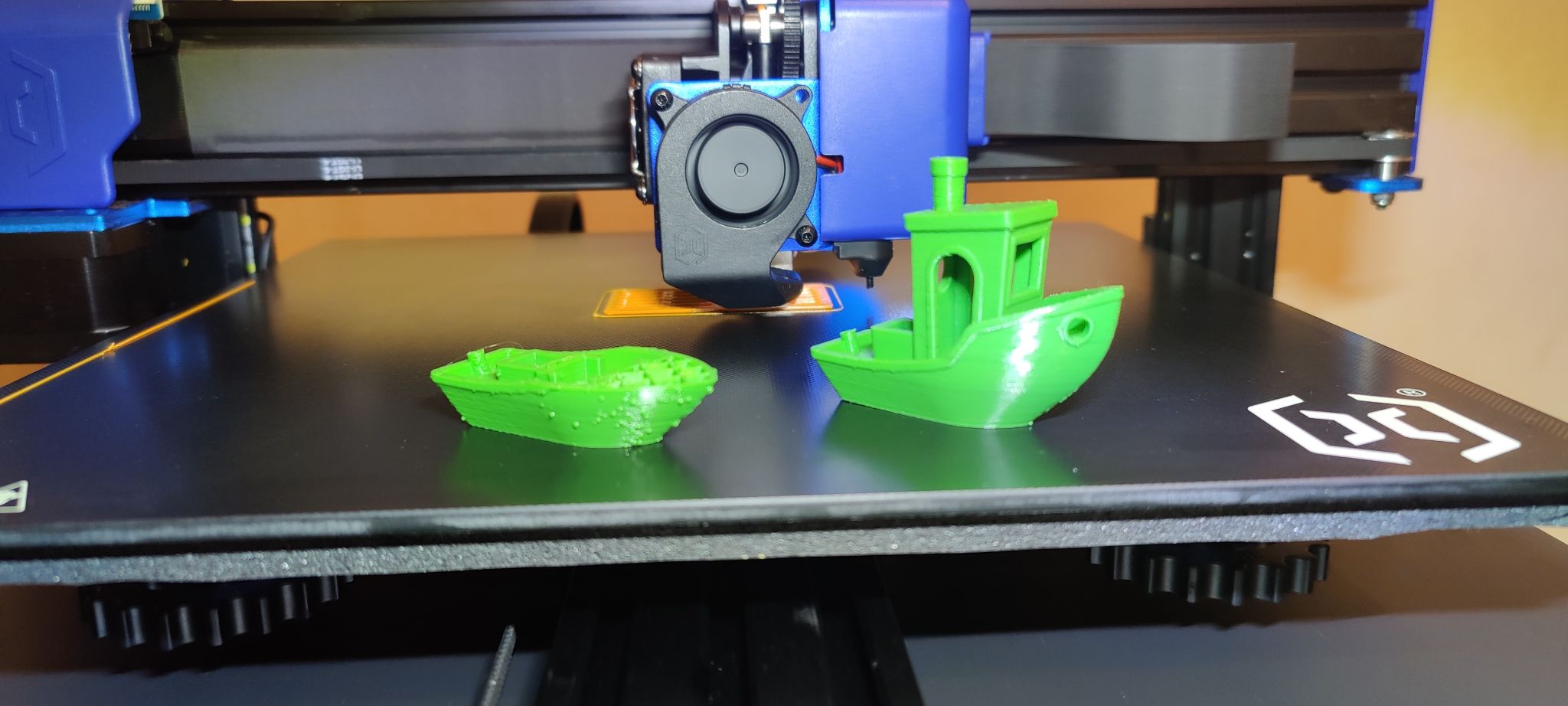
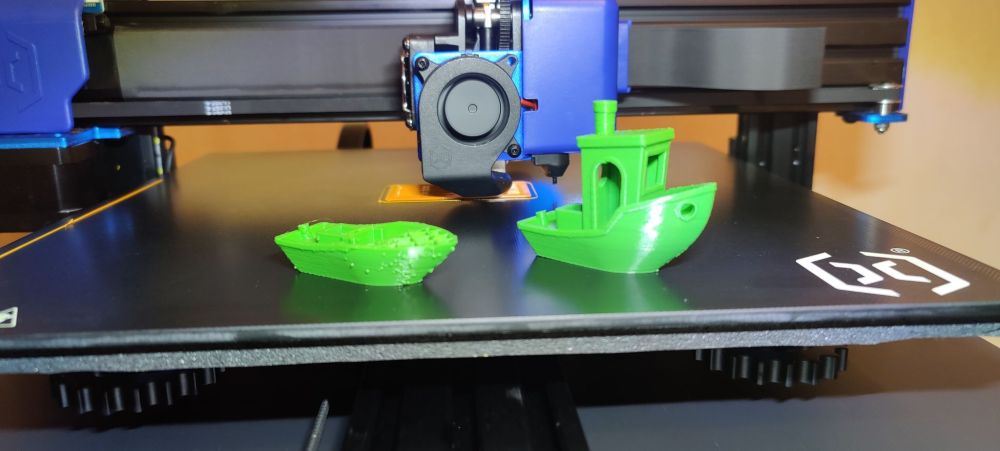
Bonjour à tous, J'ai récemment fait l'acquisition d'une Sidewinder X2 en remplacement de ma Geetech A10, Et j'ai un soucis sur des impressions un peu plus longues que le fameux cube de 20mm (RAS sur celui la). L'imprimante fait des petites pauses, jusqu'à 1s, et laisse donc des blobs lorsque ça arrive sur les parties extérieurs. Mon set up: Je tranche avec Ideamaker, et imprime via octoprint (Sur RPi3B) Premier test évident, imprimer directement via carte SD, et la, pas de soucis. J'écarte donc le trancheur. Test avec un second câble USB entre l'imprimante et le RPi, ça merde toujours (+5V isolé sur les 2 avec un bout de Kapton). Je soupçonne le BLOCK_BUFFER_SIZE d'être un peu trop bas. Passage de l'imprimante sous le firmware de @MrMagounet, pas de changements (Je ne sais pas à combien est le buffer dans ce firmware par contre. Si quelqu'un à d'autres pistes 3DBenchy de gauche imprimé via octoprint, celui de droite directement via carte SD, pauses visible sur l'impression en cours.
-
// Cette ligne est commentée: //#define INDIVIDUAL_AXIS_HOMING_MENU // Cette ligne n'est pas commentée: #define INDIVIDUAL_AXIS_HOMING_MENU
-
Je suis pas sur que tu t'y prenne correctement, Ma procédure: D'abords vérifier que la position du capteur Y semble pertinent mécaniquement (Le X étant fixe). Homing sur X et sur Y (Si tu n'y a pas accès dans les menus, il faut dé-commenter #define INDIVIDUAL_AXIS_HOMING_MENU dans Configuration.h), Puis faire un mouvement sur X de la valeur de X_BED_SIZE divisé par 2 (Dans mon cas 230/2=115), et même méthode sur Y. Ensuite mesurer le décalage (Perso je mesure depuis le bord du plateau, pas de croix) sur les deux axes, et donc diminuer X_MIN_POS & Y_MIN_POS si besoin. Quand tout ça est fait, vérifier que les décalages sont bien à 0 sur ton Slicer et que les cotes du plateau sont les mêmes que dans le Firmware.
-
Tu peut aussi déplacer le endstop y sinon.
-
Je sais plus pourquoi j'ai mis 230, par sécurité peut-être. Tu peut essayer 235, et voir si ça force ou non.
-
Salut, Les positions mini ne peuvent pas être positives, il s'agit de la position du capteur en considérant le plateau comme "0". Et attention a respecter les côtes du plateau, sinon ça va forcer. Voir mon Configuration.h: (GTA10, GT2560 V3.0, Marlin 2.0) // @section machine // The size of the print bed #define X_BED_SIZE 230 #define Y_BED_SIZE 230 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS -11 #define Y_MIN_POS -4 #define Z_MIN_POS 0 #define X_MAX_POS X_BED_SIZE #define Y_MAX_POS Y_BED_SIZE #define Z_MAX_POS 260 Bonne chance.
-
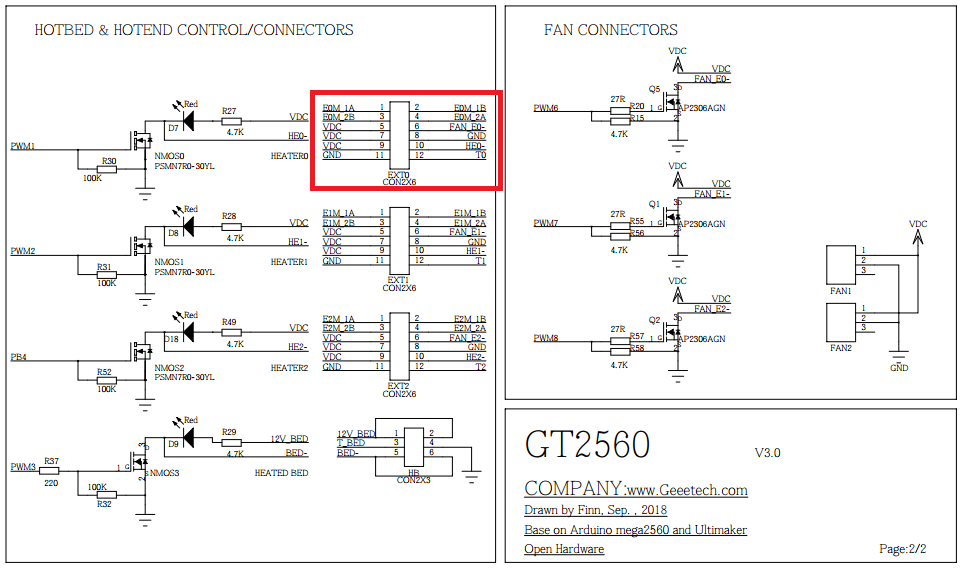
Si ça peut aider, un extrait du plan de la carte en P.J. Pas le temps de chercher plus loin
-
Attention, je croit que le mosfet que tu montre sur la photo de la carte est celui qui pilote la chauffe, Celui du ventilo est sous le driver, entre le condo et les 2 resistances (sous les jumpers). Je suis pas sur de ce que j'avance, on voit pas très bien sur tes photos, mais c'est comme ça sur ma GT2560v3