mistic100
-
Compteur de contenus
10 -
Inscrit(e) le
-
Dernière visite
Récompenses de mistic100
")





-
Bon avec un nouveau heat breaker (j'ai eu celui du milieu en fait) plus de problème. Merci pour vos conseils
-
est-ce que c'est ça ? https://www.ebay.fr/itm/174003677332 version 1.75mm + PTFE
-
@juanpa ça se produit toujours au même moment mais quelque soit la pièce, grande, petite, au centre, sur un bord. Après effectivement la plateau est pas parfait, mais j'ai installé le dernier Marlin avec la correction bilinéaire, ça avait déjà pas mal aidé. @Jonathan_Pucel je vais checker ça, sur la dernière pièce ça bloquait au début du support, il me semble qu'il y a rétractation avant d'aller faire le support. Tu aurais un lien pour le bowden dont du parles ? (ou un mot clef). Après globalement ce qui m'étonne vraiment c'est que invariablement j'ai pas le problème sur les premières couches, et au moment ou ça commence à foire, les couches avant et après sont identiques.
-
Bonjour, j'ai un problème un peu bizarre, et difficile à décrire, sur ma Discovery200 En gros l'impression se passe bien mais à un moment j'entends l'extrudeur qui patine (enfin qui claque plutôt), si je déloque le ressort, puis que je tire un peu sur le fil avant de le renfoncer à fond, ça passe, l'impression continue comme il faut. Et là ou c'est fort que ça le fait toujours au même endroit de la couche (pas sur que ça soit le début), mais ça ne le fait pas sur les X premières couches. j'utilise du PLA blanc perle de chez Grossiste3D, avec tous les réglages de base du Cura en 0.2mm Voila, si vous sauriez quoi chercher.
-
Bonjour, désolé pour la réponse tardive j'ai eu divers soucis entre temps. Pour répondre directement à ta question, la courroie était bien tendue et il n'y avait pas de jeu. Cependant j'ai remplacé les roulements en X par des douilles linéaires DryLin et les impression sont maintenant parfaites.
-
Rebonjour, finalement mon problème n'était pas lié au firmware mais à une sonde défectueuse, après remplacement et réglages des PID tout rentre dans l'ordre. et les problèmes du palpeurs ne se sont pas manifestés à nouveau...
-
Une Discovery
-
Ben sur dist.dagoma.fr il y a la dernière version seulement
-
Bonjour, parmi les tentatives pour régler mon problème d'impression j'ai mis à jour le firmware. Et là c'est la cata : le palpeur ne fonctionne plus à travers le scotch (obligé de mettre une pièce en métal en dessous à prendre en compte dans le Z-offset) et l'impression ne démarre pas du tout après palpage. Du coup puisque les impressions allaient quand même très bien à part un petit défaut et que j'ai pas le courage de débuguer ça, j'aimerai bien remettre l'ancien firmware (d'origine à l'achat en 2016), est-ce que les anciennes versions sont disponibles quelque part ? Merco
-
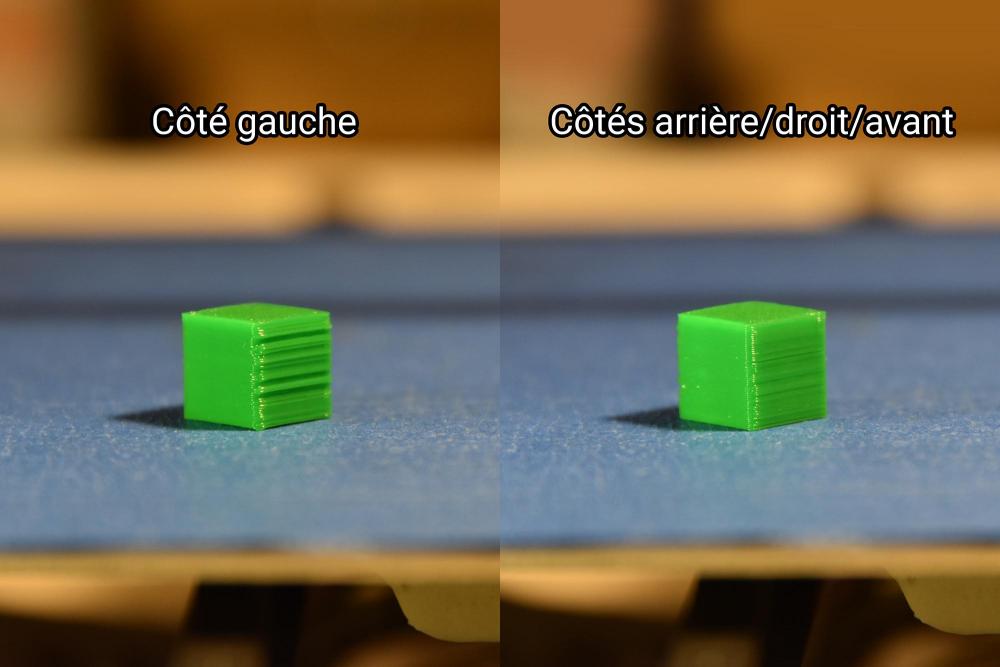
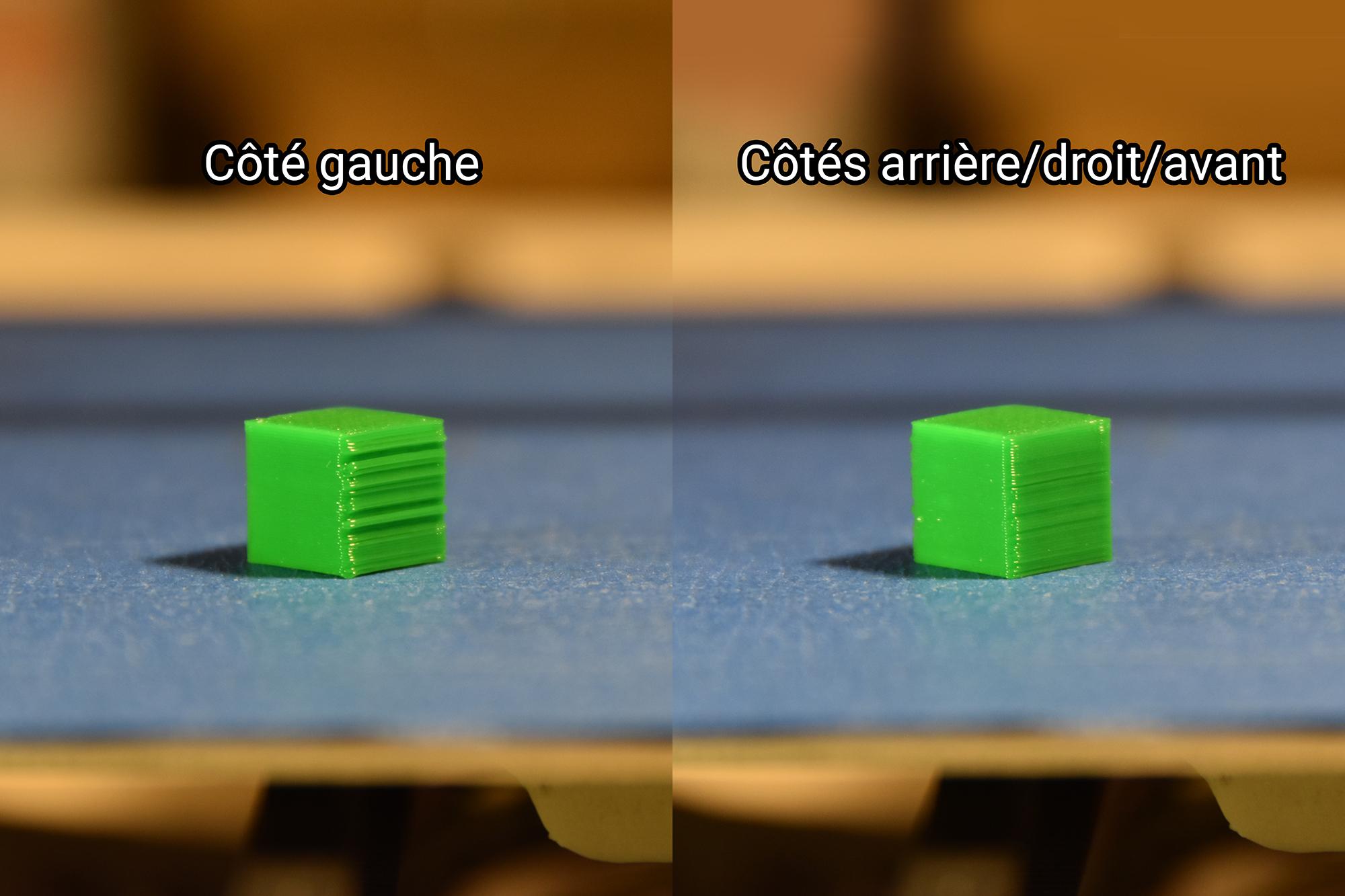
Bonjour à tous, je suis nouveau dans l'impression 3D sur une Discovery 200 d'occasion. Après remplacement du "scotch bleu" et tâtonner un peu pour trouver l'offset Z de la buse j'ai réussir faire quelques bonnes impressions avec les paramètres par défaut de Cura (la version complète pas la "by Dagoma" je précise) et du PLA Chromatik. J'ai quand même un défaut d'impression persistant : les couches de toutes les faces à "gauche" sont mal alignées, rendant une surface beaucoup moins lisse que les autres. J'ai joint la photo d'un cube d'un centimètre que j'ai utilisé pour tester divers paramètres, qui montre bien que c'est uniquement la face gauche qui a un problème. Avec des modèles plus complexes, chaque face qui donne sur la gauche à la problème, plus ou moins important selon l'angle. J'ai pensé à un problème de refroidissement mais bizarrement ce n'est pas la face côté ventilo (arrière) qui déconne, et couper le ventilo n'a rien changé. Je ne pense pas non plus que ça soit un soucis systémique sur l'axe X (jeu) puisque la face droite va très bien. Précision importante : les parois font deux "couches" de large, et j'ai très bien vu parfois un trou entre les deux couches (correspondant sur la photo aux plus gros décalages), donc la paroi externe n'est pas bonne mais la paroi interne si. Partant de ce constat et sachant qu'en condition normale la paroi externe de la face gauche est au début de chaque couche, j'ai testé le paramètre "Z Seam = Random" et espérant répartir le problème sur toutes les faces, ça n'a rien changé ! Merci de votre attention.