lucdu19
-
Compteur de contenus
50 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par lucdu19
-
J'ai contacté le S.A.V de Qidi qui m'a envoyé un nouveau ventilateur. Tout roule à nouveau.
-
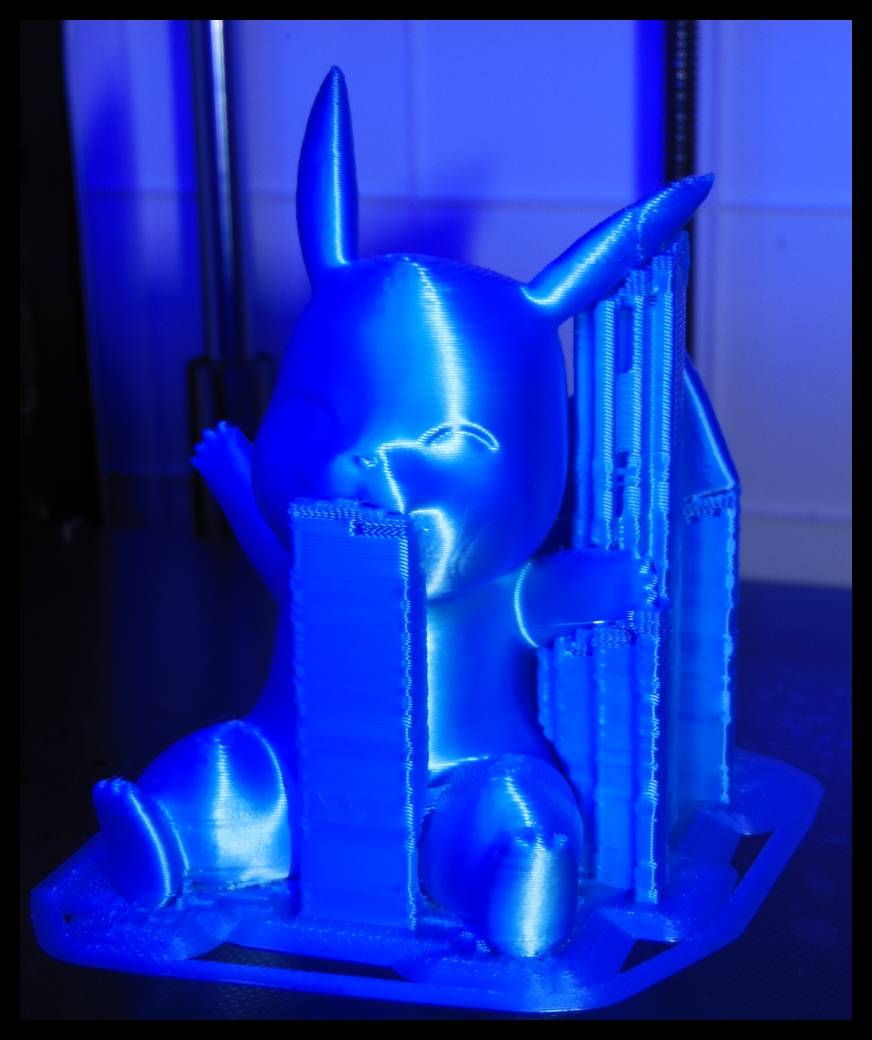
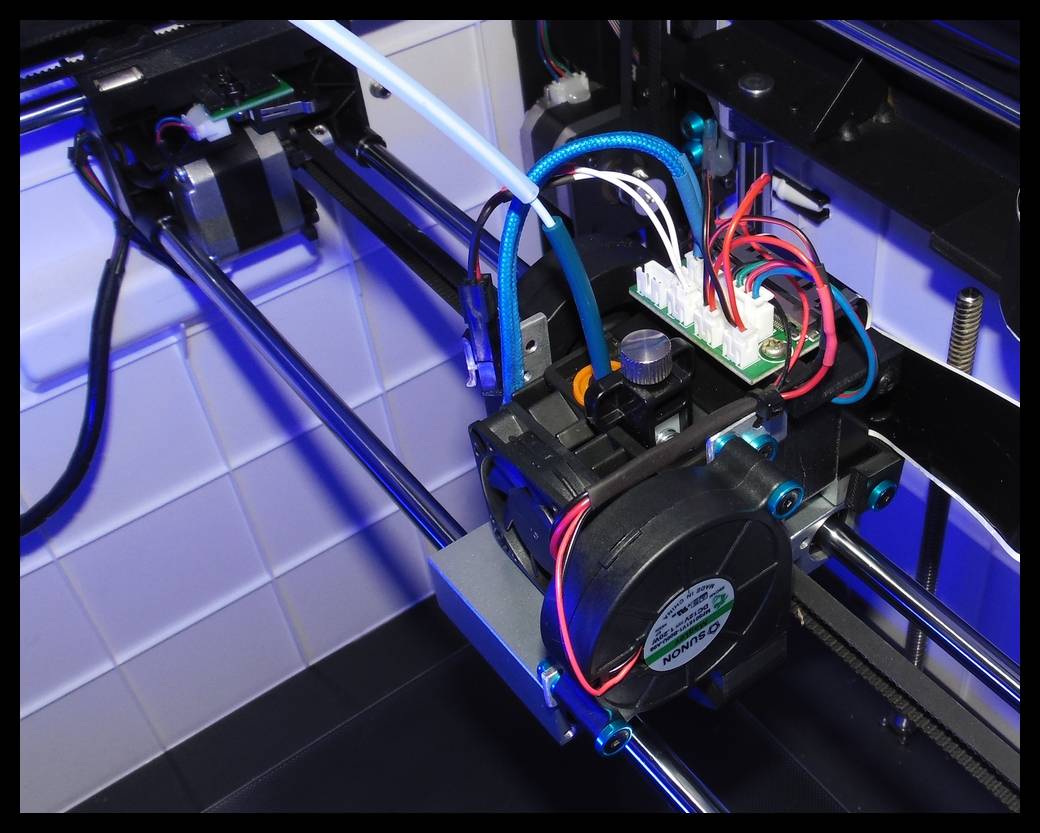
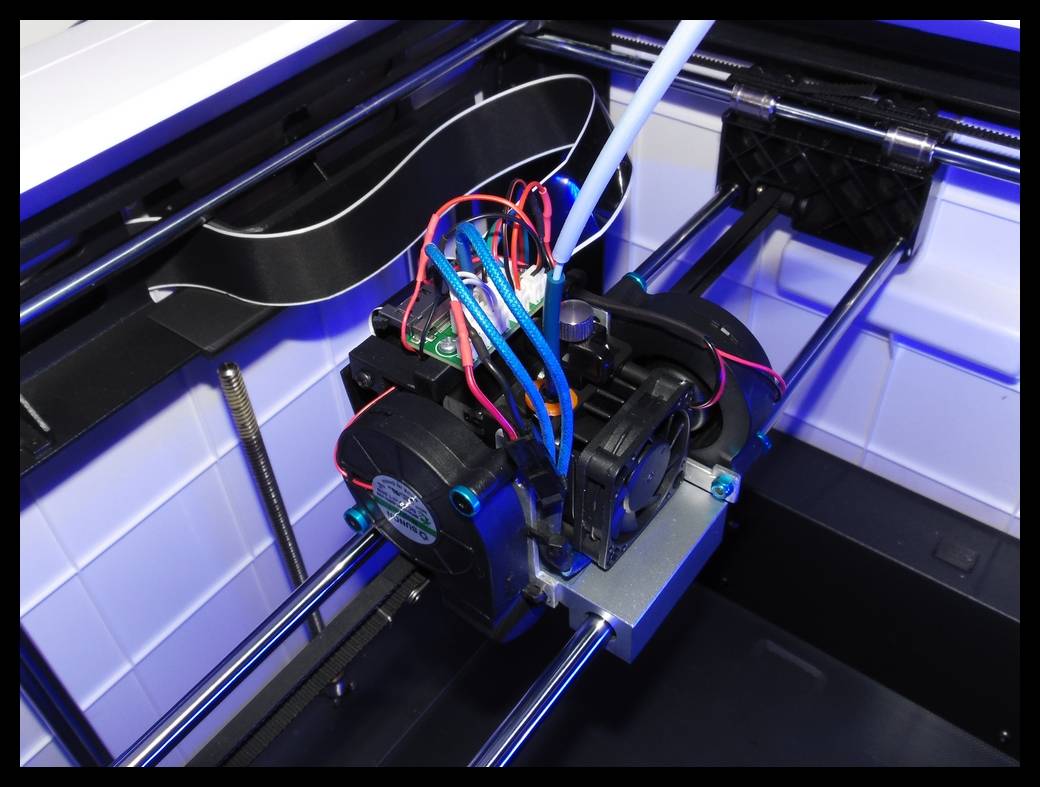
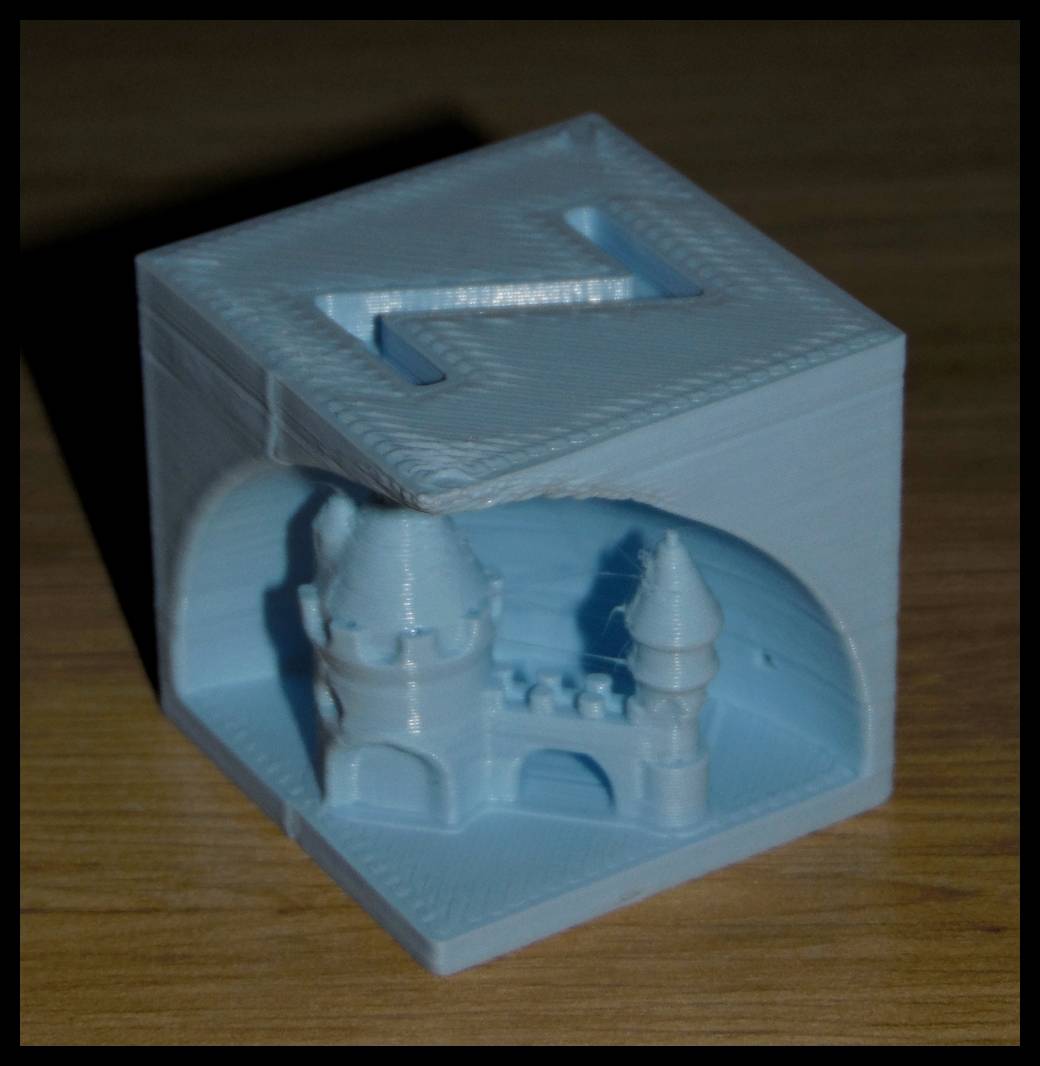
Bonjour. J'ai reçu l'imprimante il y a quelques jours et j'ai lancer un premier test d'impression qui se trouvait directement sur la carte mère, un cube puzzle en 3 partie. Tout c'est bien passé. Deuxième fichier test, un fidget qui se trouve aussi sur la carte mère. Je lance l'impression et je reste à côté pour voir si tout va bien et pour voir la vitesse d'impression. Après la première couche, une petite fumée s'échappe du gros turbo fan latéral, je stoppe tout de suite l'impression et constate que le moteur du ventilateur est bouillant et qu'il coince. J'attend que le ventilateur refroidisse et constate qu'il ne tourne plus. Je décide de le démonter et de savoir pourquoi il coince. Déjà, c'est pas si simple car il y des vis à défaire dessous et derrière l'imprimante pour accéder au câble du ventilo et à la carte mère, que malgré avoir défait toutes les vis le ventilateur ne vient toujours pas ( il est aussi maintenu par du double face sur la carcasse de l'imprimante ) mais j'y arrive. Je ne vois rien qui pourrait bloqué le ventilo et je décide de démonter carrément le moteur ( galère ) et je trouve une toute petite bille en acier de 1,5mm de diamètre du style celle qu'on trouve dans les roulements linéaires, je remonte le ventilateur ( galère x2 ) et le ventilateur n'est plus bloqué. Je teste le ventilateur avec un accu 7,2V utilisé en modélisme voir s'il tourne ( pas la peine de le remonter s'il ne marche plus ) et il tourne. Je remonte le tout mais il faut que je relance une impression pour voir comment se comporte le turbo fan latéral. Donc à suivre.
-
Bonjour à tous. J'utilise cette machine depuis quelques semaines et j'en suis satisfait. 5 défauts majeurs pour moi: - l'interrupteur de mise en route qui n'est pas dans le bon sens et derrière la machine. - le porte bobine et le capteur de fin de filament sur l'arrière de la machine. Pas pratique du tout. - pas de poignées pour déplacer la machine. - le tube PTFE qui vient frotter sur le capot transparent supérieur et qui vient abimer celui-ci. - la buse volcano qui a une dimension particulière, 2 mm plus courte qu'une volacno classique. Pour le reste, que du bon : éclairage, Klipper, des tonnes de macros que je sais pas à quoi elles servent, rapidité d'impression ( avec matériaux adaptés ), compacte, possibilité d'imprimer via Fluidd sur PC ou par clé USB, le S.A.V qui ma envoyé sans rien avoir demandé un nouveau ventilo pour la carte mère, un hotend complet et un nouveau canbus.
-
Je n'ai pas touché au ventilateurs de l'imprimante, ils sont tous d'origine. L'imprimante ne tourne pas en permanence non plus et le bruit ne me gène pas puisqu'elles sont toutes dans une pièces à part. Il y a déjà un ventilateur qui souffle sur la carte mère et celui qui extrait l'air du caisson (moins bon d'où mon canal d'extraction d'air). Lien Thingiverse du canal d'extraction: https://www.thingiverse.com/thing:4565556
-
J'avais fait cette modification car à l'époque, l'imprimante était sur le côté gauche de mon écran de PC (maintenant c'est une Anycubic 4Max Pro qui la remplace) et ça m'évitait de bouger de mon post de travail et j'avais l'écran tourné vers moi. J'avais du rallonger le câble de l'écran car il est trop court pour être mis sur la droite.
-
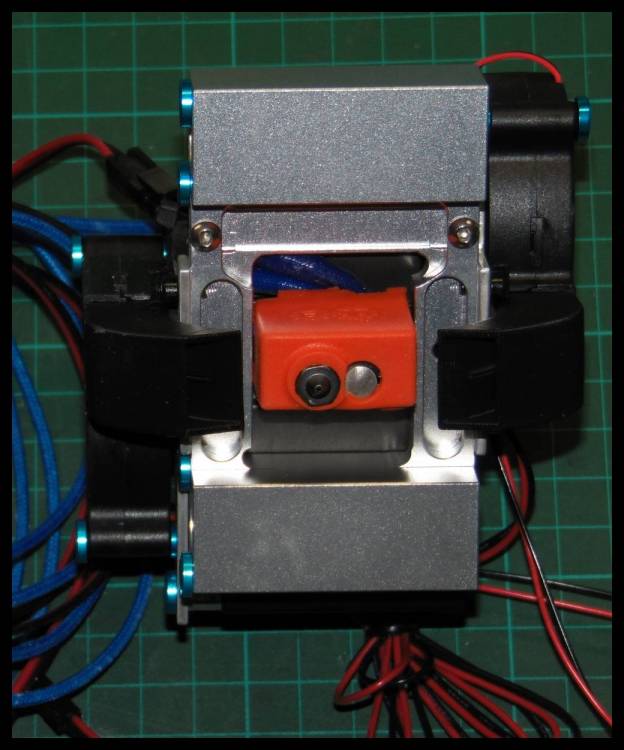
Salut. Effectivement, il faut changer les pas de l'extrudeur car le BMG n'a pas le même rapport d'entrainement. Ça peut être fait avec un logiciel comme Pronterface. https://www.youtube.com/watch?v=Tkx2oP1pOeY&t=221s L'adaptateur permet de relier le tube PTFE du Bowden au BMG. Le fang a été imprimé en une seule fois, j'avais pris le temps pour l'imprimer pour avoir une bonne qualité de surface. J'avais cherché la meilleure inclinaison possible, quitte à utiliser les supports (uniquement sur le plateau). La vitesse d'impression dépend énormément des paramètres d'impression et des réglages de machine entrés dans le slicer.
-
Pour l'instant, pas de soucis de nivellement mais je suis en couche 0,3 donc ça aide.
-
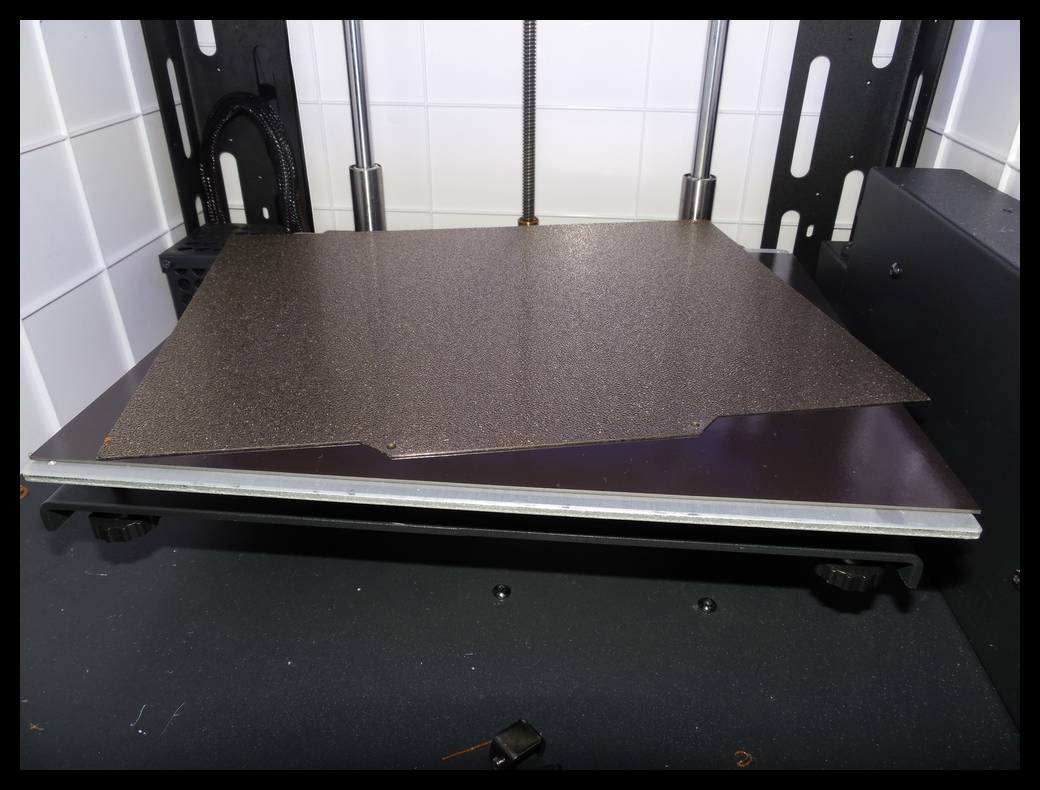
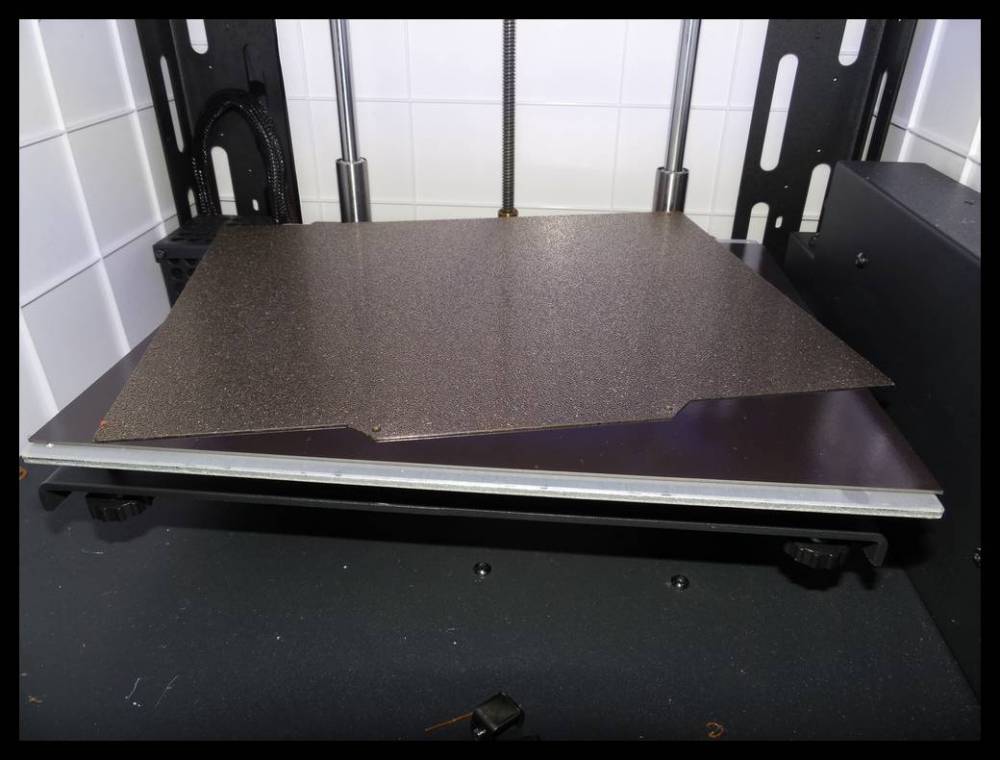
La base est effectivement une feuille magnétique qui se colle. Pour ne pas dégrader la vitre Ultrabase d'origine, j'ai enlevé les clips et enlevé la vitre et j'ai directement collé la feuille magnétique sur le plateau chauffant. Ça me laisse toujours la possibilité de revenir en arrière. Sur une autre machine avec un vitre Ultrabase, j'avais collé directement sur la vitre et j'avais mal positionné la feuille collante magnétique et en essayant d'enlever la feuille pour la repositionner, j'avais arraché le revêtement de la vitre qui permet l'accroche. Résultat: vitre abîmée et feuille magnétique foutue. Il est possible de coller directement sur la vitre mais dans ce cas il faut la retourner et coller la feuille magnétique sur le verre lisse et pas sur la texture de la vitre. J'ai préféré l'enlever et coller sur l'alu. J'essaye de toujours faire en sorte de pouvoir revenir à la configuration originelle. Sur les photos, on peut voir que la feuille de métal est texturée sur une face et lisse sur l'autre avec un PEI. Suivant la finition que l'on veut donner à la face en contact avec le bed, il suffit de retourner la feuille métallique.

-
En fait, j'ai pas essayé à froid, je continue à chauffer le lit. Faut que j'essaye à froid car l'accroche est très bonne.
-
J'ai pris le modèle 220x280 chez Aliexpress: https://fr.aliexpress.com/item/4000137298652.html?spm=a2g0s.9042311.0.0.76ca6c37pq4FEh
-
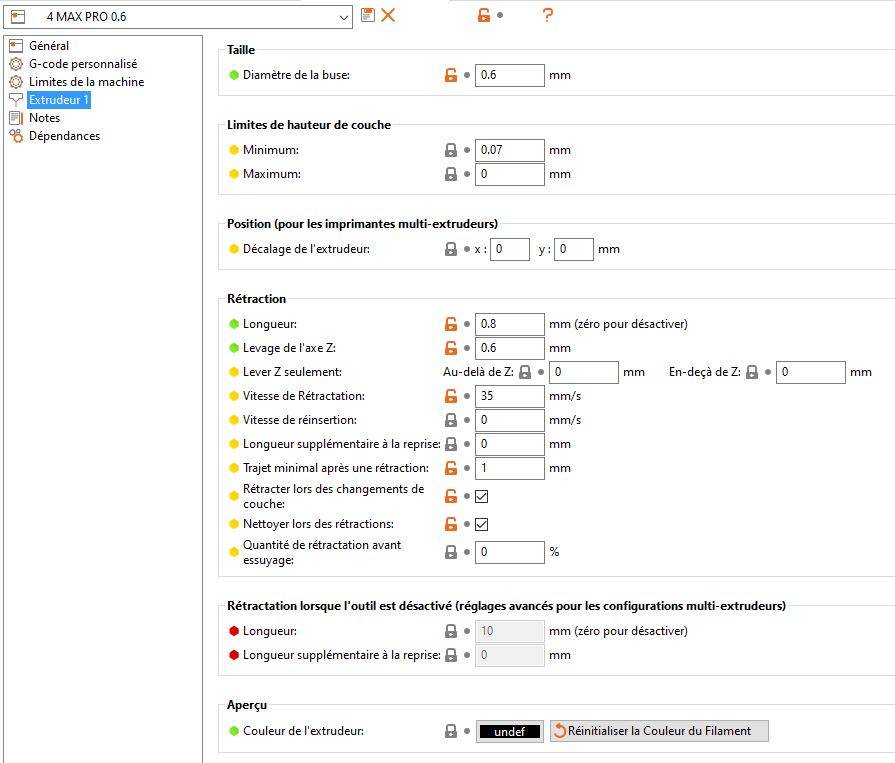
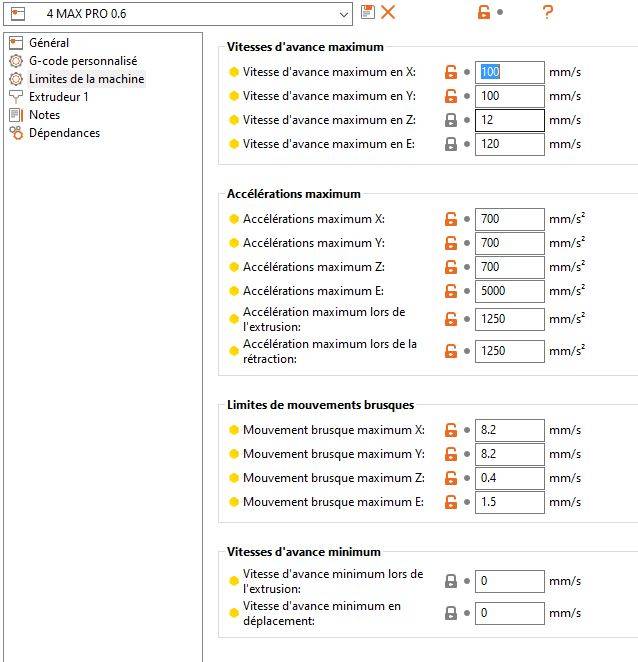
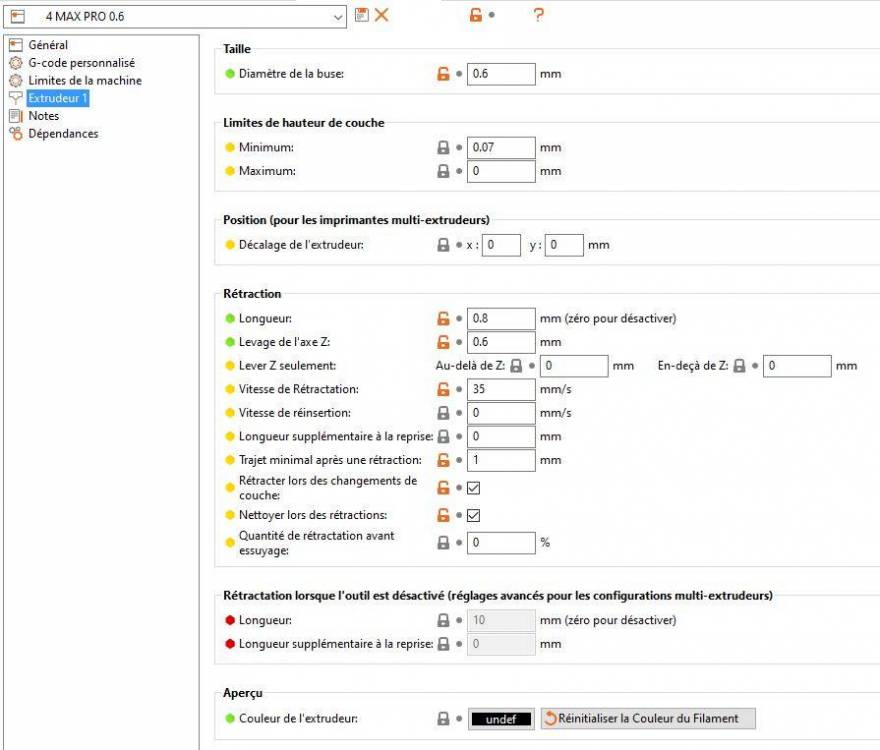
Voici mon G-code de début: G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F4800 ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 3mm of feed stock G92 E0 ;zero the extruded length again G1 F4800 ;Put printing message on LCD screen M117 Printing... J'ai enlevé l'essuyage de la buse sur la brosse. Mon G-code de fin: M104 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 X-20 Y-20 F9000 ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way M84 ;steppers off G90 ;absolute positioning G1 Z180 F4800 ; M300 S2349 P133 M300 S2349 P133 M300 S2349 P133 M300 S2349 P133 M300 S2349 P267 M300 S2349 P133 M300 S2349 P133 M300 S2349 P133 M300 S2349 P133 M300 S2349 P133 M300 S2349 P133 M300 S2349 P267 M300 S3135 P133 M300 S3135 P133 M300 S3135 P133 M300 S3135 P133 M300 S3135 P133 M300 S3135 P133 M300 S3135 P133 M300 S3135 P133 M300 S2793 P133 M300 S2793 P133 M300 S2793 P133 M300 S2793 P133 M300 S2793 P133 M300 S2793 P133 M300 S2793 P267 M300 S2093 P133 M300 S2093 P133 M300 S2349 P133 M300 S2349 P133 M300 S2349 P133 M300 S2349 P133 M300 S2349 P267 M300 S2349 P133 M300 S2349 P133 M300 S2349 P133 M300 S2349 P133 M300 S2349 P133 M300 S2349 P133 M300 S2349 P133 M300 S2349 P133 M300 S2793 P133 M300 S2793 P133 M300 S2349 P133 M300 S2349 P133 M300 S2349 P133 M300 S2349 P133 M300 S2349 P133 Le plateau descend pour le côté pratique. les M300 c'est une musique de fin (Sandstorm de Darude). Mes paramètres machine dans Slicer Prusa (je suis en buse 0,6): Mes réglages d'impressions varient beaucoup en fonction de la pièce et de la matière utilisée (PLA, PETG, ASA, ABS...) et sont vraiment adaptés à ce que je veux faire de la pièce.
-
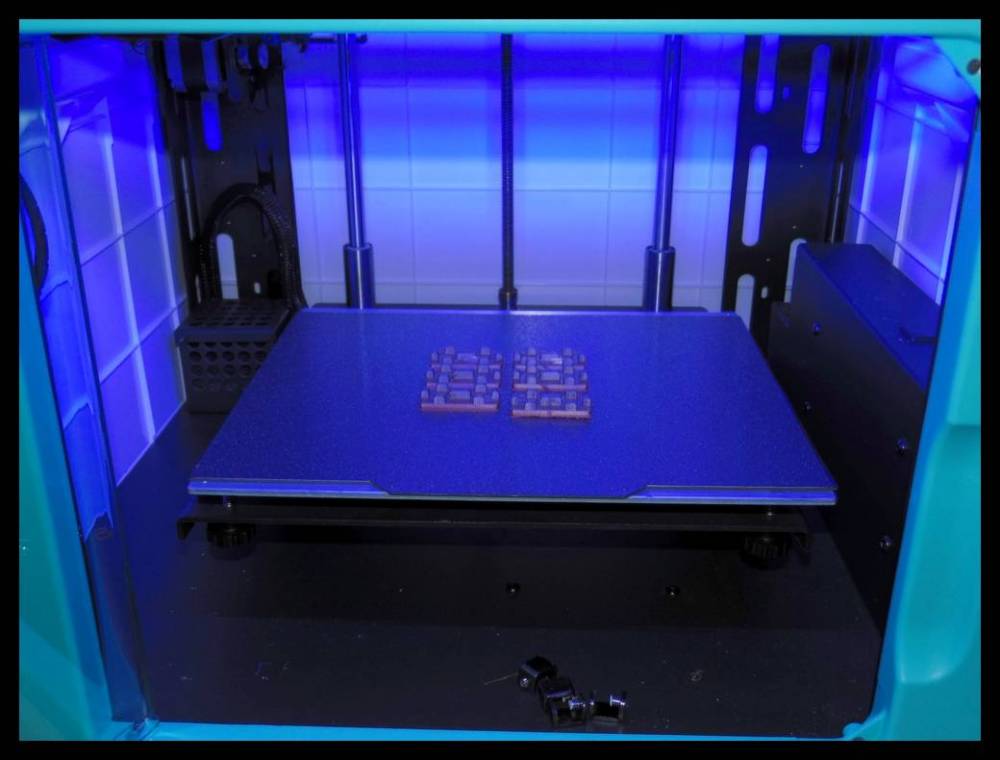
Dernière modification en date, j'ai enlevé l'Ultrabase d'origine pour mettre un plateau texturé comme sur les Prusa histoire de ne pas attendre que le plateau refroidisse entre deux prints (le print fini, je sort le plateau, je le cintre légèrement et ça se détache et c'est reparti dans la foulée).
-
J'ai laissé tomber Cura au profit de Prusa Slicer. Pourquoi ? Parce que j'ai une MK3S et la Mini de chez Prusa et que j'ai eu de meilleurs résultat avec ce Slicer. De ce que je peux voir sur les photos des tours de températures, c'est imprimé trop chaud et peut être un peu de sur-extrusion.
-
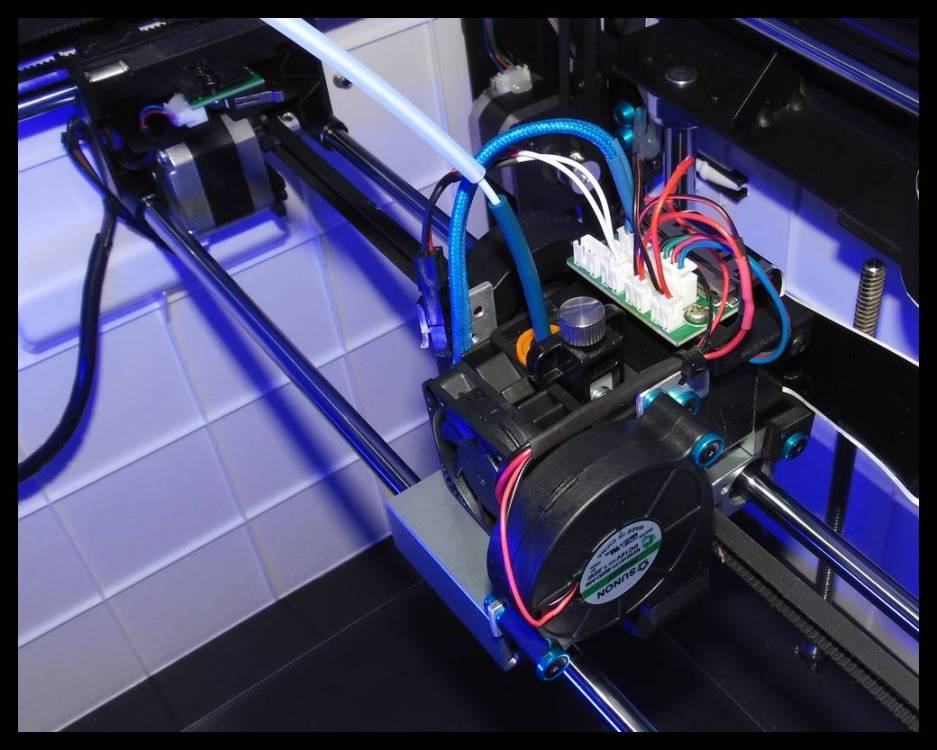
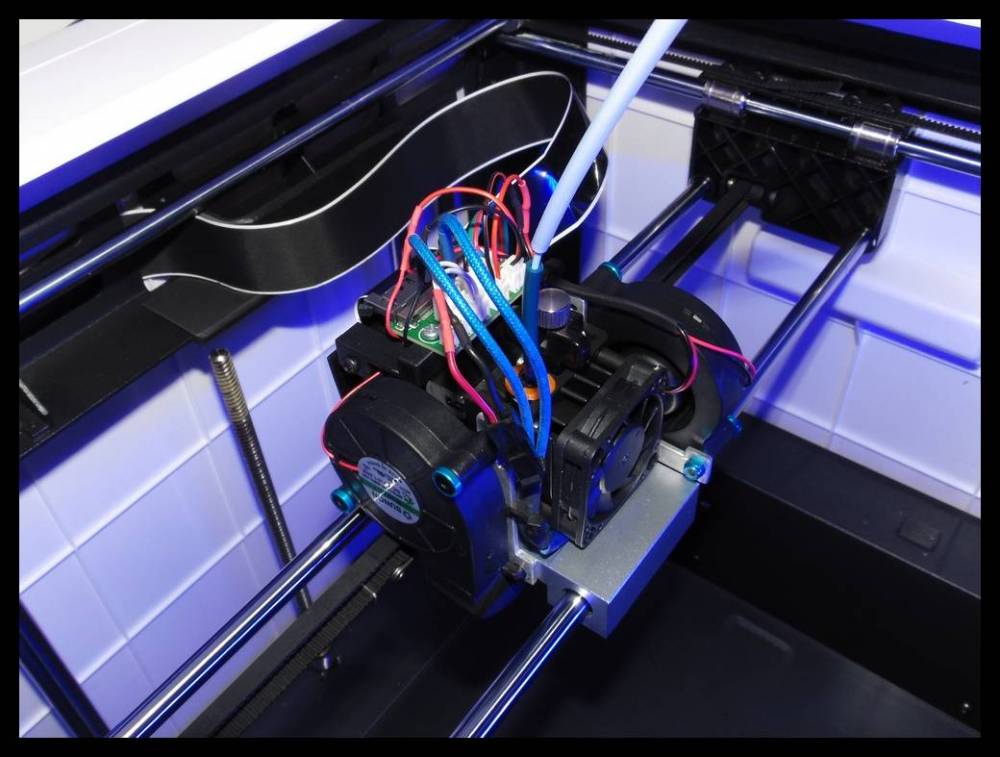
Pour la transformation Héméra, j'ai suivi ce tuto en allemand (merci Google trad): https://drucktipps3d.de/anycubic-4max-pro-umbau-auf-e3d-hemera/?fbclid=IwAR3b4gfFzmhccCUMmmdoOq46ELrUf07rxU_Zzln1slAjdrY4q5yLE1I0KsI Il y a toutes les explication et les liens pour les pièces. Il faudra juste ne pas oublier de faire la Vref du moteur de l'Héméra (0,5V, ça, c'est pas dans le tuto). Après, je ne suis pas sur que l'investissement en vaille la peine vu le prix de la machine, faut compter 250 euros de frais entre l'Héméra, la buse Volcano Nozzle X, le bloc de chauffe qui va bien et les ventillos. Perso je l'ai fait pour le plaisir de bricoler la machine.
-
La machine a commencé à faire pas mal de bruit surtout sur le Héméra. J'ai donc démonté le Héméra et en ai profité pour nettoyer le double entrainement du filament (en gros, un coup de pinceau sur les dents des roues dentées). J'ai remonté le tout et graissé mes tiges X,Y et Z mais le bruit était toujours présent. Même en baissant l'accélération à 150 et la vitesse à 30mm/s. Et là je me dis, si je contrôlais le Vref de mes Drivers ? Et bien, c'était pas une mauvaise idée. J'ai monté la Vref à 1.1 sur l'axe X et Y et j'ai mis celle de l'extrudeur à 0,5 pour le Héméra et ça marche. J'ai remonté l'accélération et la vitesse et pas plus de bruit qu'à l'origine. Du coup, il faut re-régler les pas des moteurs, surtout l'extrudeur.
-
J'avais pris ce mosfet sur Amazon : https://www.amazon.fr/gp/product/B074KZMJRB/ref=ppx_yo_dt_b_asin_title_o01_s00?ie=UTF8&psc=1
-
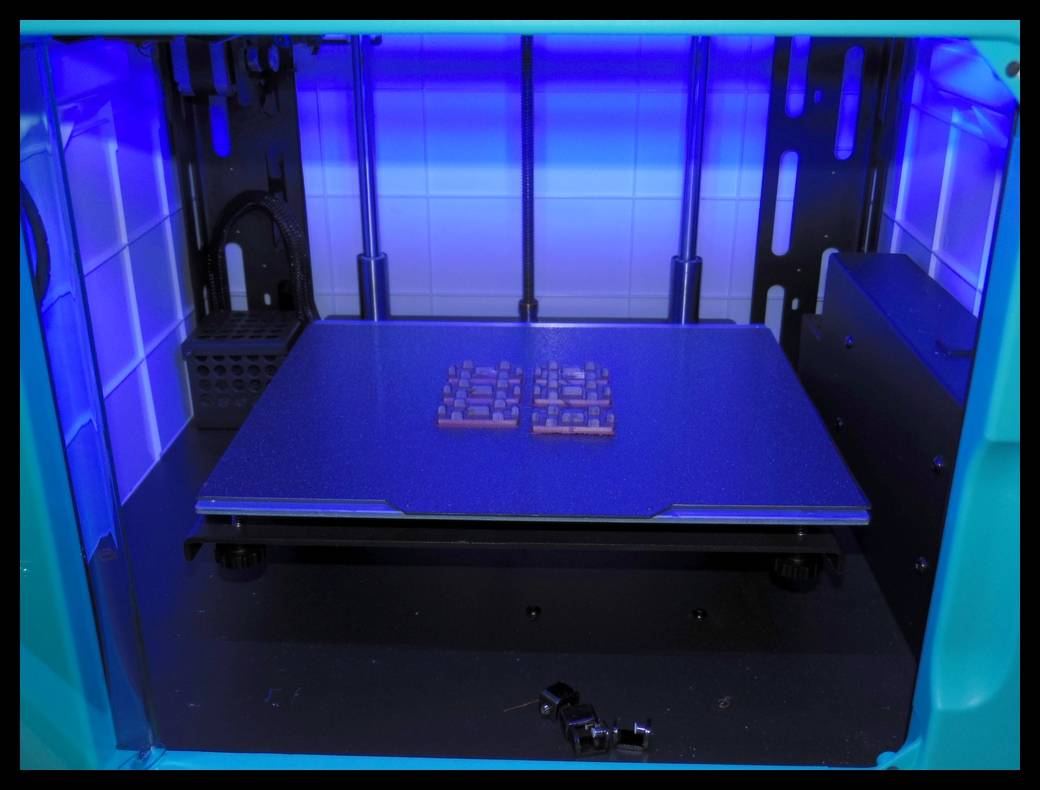
Après quelques réglages, couche en 0.3 et buse 0.6.



-
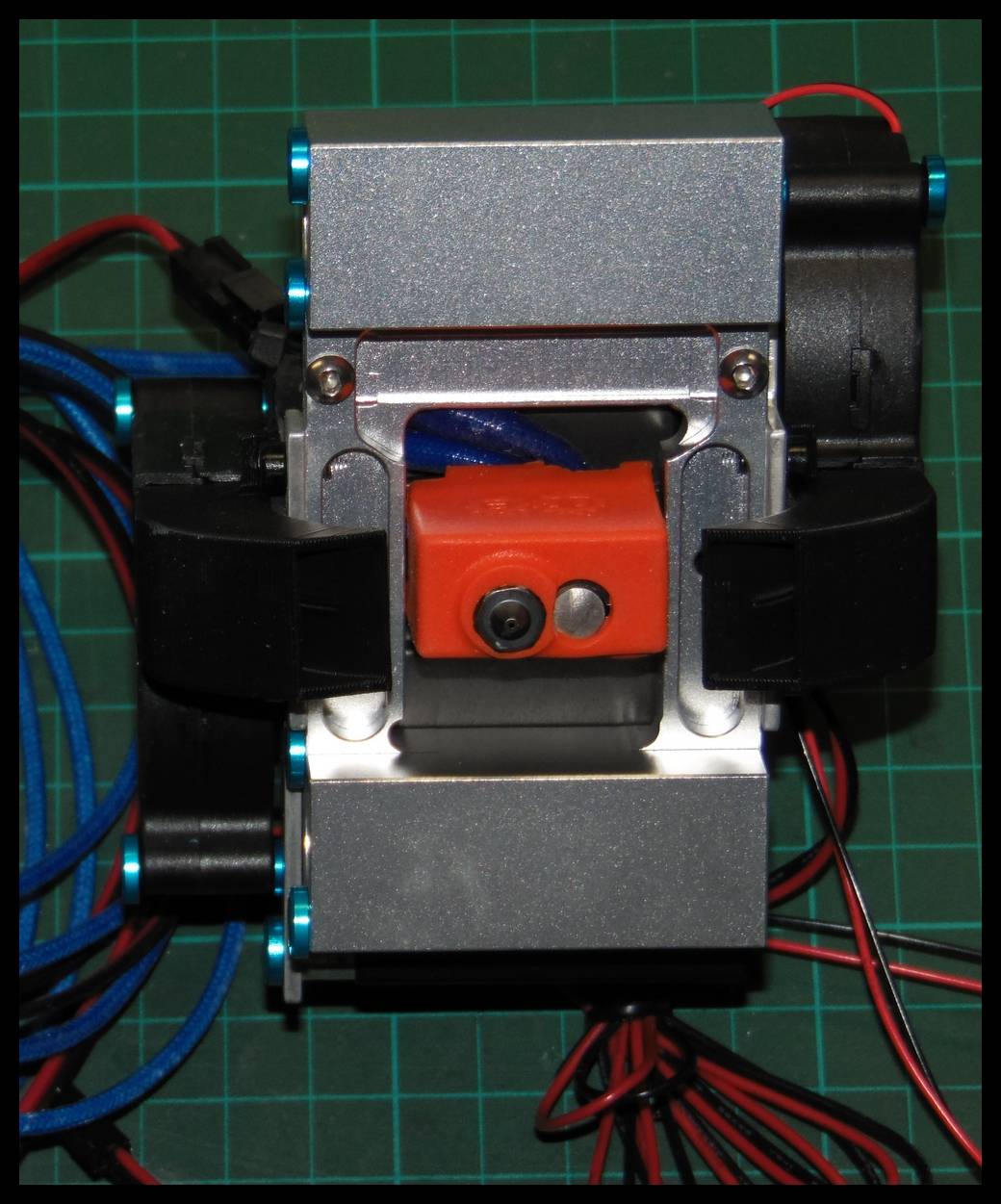
Excellent, toujours à chercher à améliorer son travail. J'ai pas attendu la Mini Prusa, j'ai démonté la tête de la 4Max Pro et j'ai monté le Héméra. Ça c'est pas trop mal passé, un soucis sur le branchement du moteur de l'extrudeur mais vite réglé en changeant deux fils. Un bon après midi de bricolage, enlever la tête originelle , récupérer les connecteurs de l'ancienne ainsi que les roulements qui en on profité pour être nettoyés et ré-huilés. J'ai utilisé le Marlin 2.1.9 avec les modifs nécessaires et j'ai fait un premier test d'impression sans faire de réglages (extrudeur, steps...). Un petit cube de calibrage en 40x40 avec Prusa Slicer (épaisseur de couche en 0.3 avec buse en 0,6). Il y a trop d'extrusion (à régler) et je finis à 40,1x 40.1x40.1 sans rien toucher, je vais donc régler mon extrudeur avant de toucher à X,Y et Z. La ventilation est très voire trop efficace , ne pas oublier de faire un PID TEMP.
-
Merci, ça fait plaisir d'avoir pu aider.
-
Il y a trois versions de STL dans le fichier STL.
-
Nouvelle version V3 : https://www.thingiverse.com/thing:4088111
-
Ouais, impeccable et s'il y a des modifications à faire il ne faut pas hésiter à me le dire. J'ai reçu le bloc de chauffe E3D et la buse Nozzle X Volcano (0,4 et 0,6 mm), la tête est complète. Il me manque à faire le câblage et le montage. Pour le montage, il faudra attendre que la Prusa Mini arrive (expédier enfin le 03.04.20020 après 5 mois d'attente) histoire de remplacer la 4MaxPro le temps du montage et réglage. L'ensemble complet est assez lourd (606 grammes avec le Héméra, le chariot aluminium, les 3 ventilateurs et les câbles qui seront raccourcis par la suite), il faudra que je compare avec l'ensemble d'origine.
-
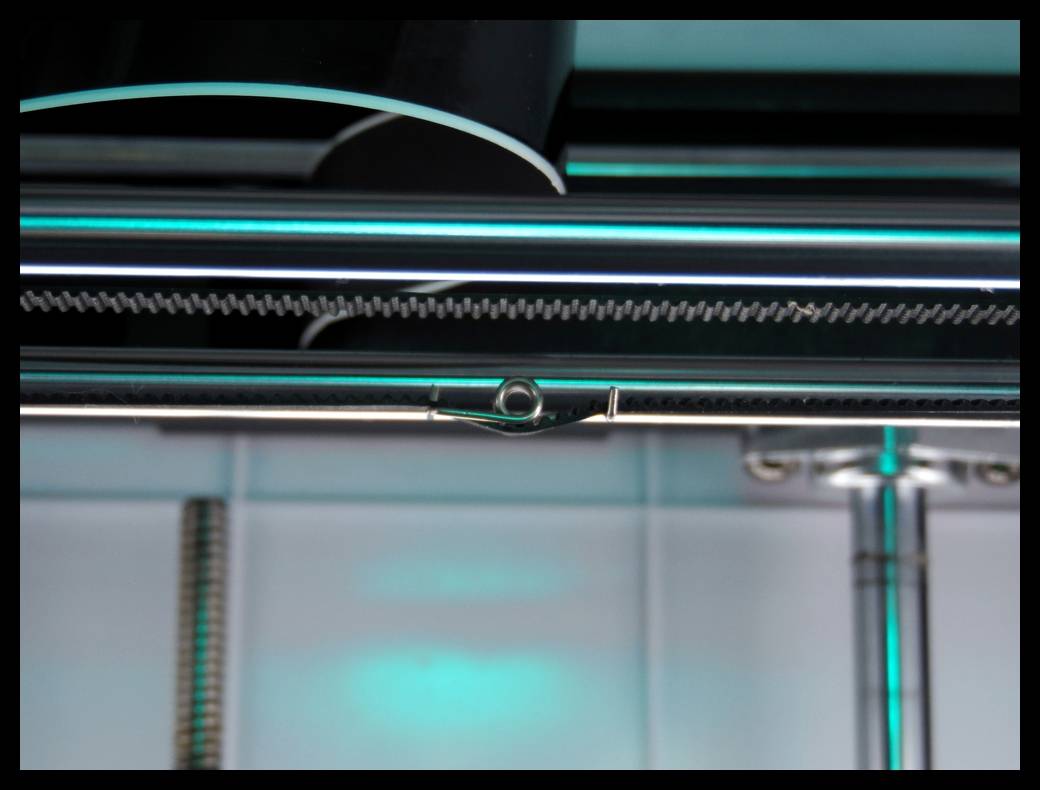
La protection de nappe V2 est faite : https://www.thingiverse.com/thing:4088111
-
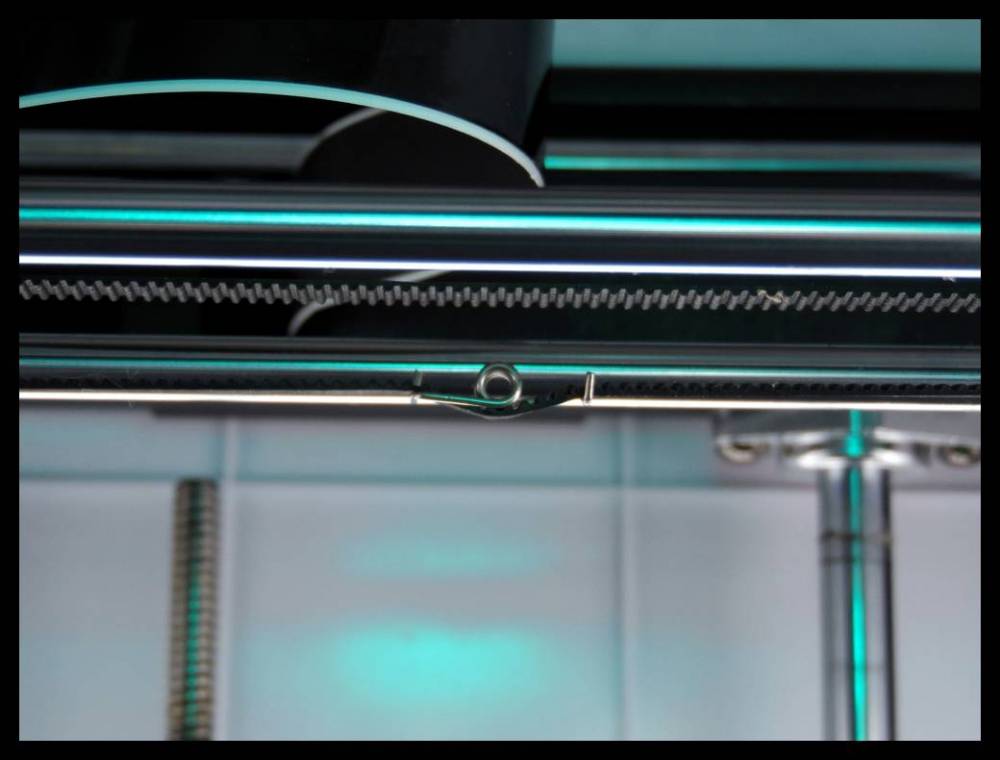
Anycubic a fait de l'économique pour la tension des courroies. Pince à bec long, sortir les courroies, tirer dessus et s'emmer... à les remettre et refaire un réglage des steps.
-