totor50
-
Compteur de contenus
23 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par totor50
-
rainure intempestive sur impression cylindrique
totor50 a posté un sujet dans Discussions sur les imprimantes 3D
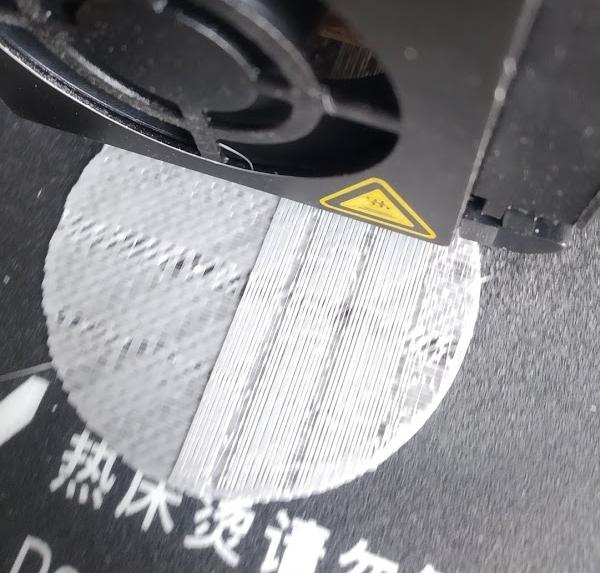
Bonjour, Je suis en train d'imprimer des joints spécifiques avec mon nouveau filament Semi-flexible acheté chez filament ABS. J'ai une ender 3 plutôt bien réglée qui me fait des formes cylindrique nickel avec mon filament 3D870... Seulement voilà, avec mon nouveau filament, tout est bon sauf une rainure (comme si la jonction se faisait mal (peut être un souci de refroidissement ??)), laisse apparaître une ligne creuse qui part du début à la fin de ma forme cylindrique. J'utilise ultimaker Cura pour le découpage... Avez vous déjà été confronté à cela et quelle peut être la solution? PS: sinon, super ce filament! Rien de spécifique à mettre en oeuvre pour imprimer avec

-
Oui, en fait, je suis passé à Slic3r et franchement, je trouve que l'on peut vraiment bien régler et faire évoluer la bestiole. J'ai refait plusieurs fois le cube avec mon PLA générique jusqu'à obtenir une version qui me satisfait bien. Je commence à mieux gérer. J'ai changé de filament et mis du 3d870 et après plusieurs cubes YYZ, j'ai trouvé le bon dosage. En fait, il me reste un souci avec de temps en temps une ligne horizontale qui se fait mal (à un niveau aléatoire ne permettant pas d'incriminer l'axe z). Je pensais aussi à la buse un peu bouchée. Finalement, j'ai découvert que la bobine a du mal a se dérouler et au bout d'un moment finit par provoquer un fil tendu, suffisamment pour provoquer une sous extrusion... Depuis, je surveille et je détends le filament de la bobine cycliquement et cela ne le fait plus. J'ai donc pu imprimer un cube acceptable et surtout réimprimer mes pièces d'origines. Il faut maintenant que je passe à la buse 0.2 pour vérifier la précision que je pourrais obtenir. Mais les vacances se terminent et je vais avoir moins de temps. Merci à toi car tu m'as redonné goût a ma ender3
-
Ok, bien retenu Je fais le réglage avec la feuille de papier qui gratte légèrement. Il faut donc après que je règle le z-offset?? C'est cela? Oui, même ABS? Par exemple, j'ai reçu du PLA 3D870, donc on reste à 210 degrés et bed à 60 degrés?. De quelle courroie tu parles? celle en X ou Y? Ou les deux Je n'ai pas desserré mais resserré. Mais on parle bien de la molette qui se trouve face à l'engrenage qui entraîne le fil? OK, je vais donc mettre 6 mm... Je vais refaire le cube en fonction de tes conseils. Merci pour le temps que tu prends à m'aider.
-
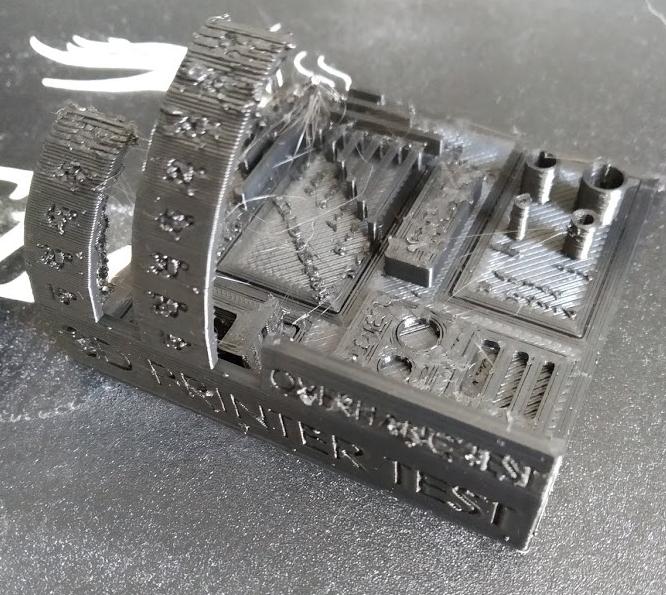
Merci pour ces conseils. Concernant l'axe z, j'avais l'impression que la courroie vibrait pas mal, j'ai donc resserré celle-ci. Oui, je pense que mes premières impressions (qui ne laissaient apparaître que des stringings) m'ont donné l'impression que ca allait rouler. Je vais donc reprendre les fondamentaux. Concernant le réglage plateau, je l'ai bien fait à chaud avant de démarrer avec une feuille de papier. En attendant, j'ai entretemps, à nouveau changé le filament (repris le basic fourni avec la ender3), purgé le précédent à 220 degrés puis relancé une impression (le testdog). Je ne retrouve pas du tout les mêmes stigmates que pour le PLA+ d'ESUN. Ca adhère bien à la plaque . Les lignes sont bien parallèles. (je vais laisser l'impression continuer et voir avec le temps si cela se dégrade et comment). Après coup, j'ai déjà téléchargé le cube de calibration et cela sera mon prochain test avec divers filament jusqu'à ce que je trouve la bonne config (c'est comme les bons vins, on notera tout sur un carnet pour les fois suivantes) La meilleure méthode sera les test-prints, je pense car mon problème se retrouve sur le matériau (j'ai fait un print en petg (donc aussi chaud que l'ABS) et hormis les stingings, le résultat ne fut pas si mal)... LE chien est arrêté non pas à cause d'un pépin d'impression mais a cause du manque de filament car celui-ci s'est coincé dans la bobine et n'a pas être délivré. Je m'en suis aperçu au retour. Tout semblait coller avec les bases qui était correctes et sans anicroches ou imperfections flagrantes. Du coup, j'ai lancé une boite de test. Je ne retrouve plus les problèmes auparavant. Il y a donc un véritable problème avec le filament Esun PLA+ et les réglages de bed et de température d'extrusion... Peut être aussi de support de collage. J'utilise de la laque mais peut être n'est ce pas suffisant? Voici les débuts de l'impression de la boite de test (pas de décalage, pas de lignes manquantes, tout est régulier (avec toujours le pb du stringing que je reglerai pas la suite). Voici les résultats des deux impressions: Le cube de calibration : Il y a des imperfections en divers points (stringings?). Le printer test où les stringings (et peut être d'autres phénomènes à déterminer) donnent un résultat mitigé.



-
CUra- Découpe qui mutile mon modele
totor50 en réponse au topic de totor50 dans Discussions sur les logiciels 3D
J'ai essayé, mais comme il y a d'autres problèmes (voir https://www.lesimprimantes3d.fr/forum/topic/24835-ender-3-première-impression-filaments-fins-qui-saccumulent/?tab=comments#comment-298858 ) , je ne sais pas si cela est la cause de mes soucis d'impression de parois fines. -
CUra- Découpe qui mutile mon modele
totor50 en réponse au topic de totor50 dans Discussions sur les logiciels 3D
Il y a tellement d'option dans cura et comme je débute Merci pour ton aide, je vais essayer ca demain -
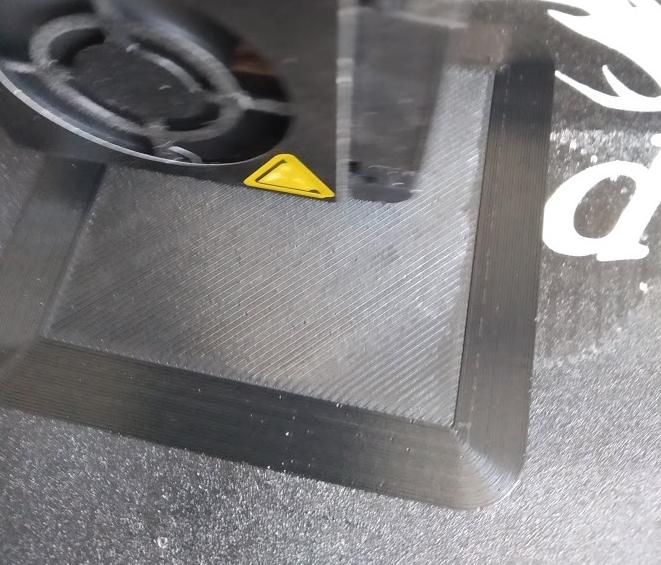
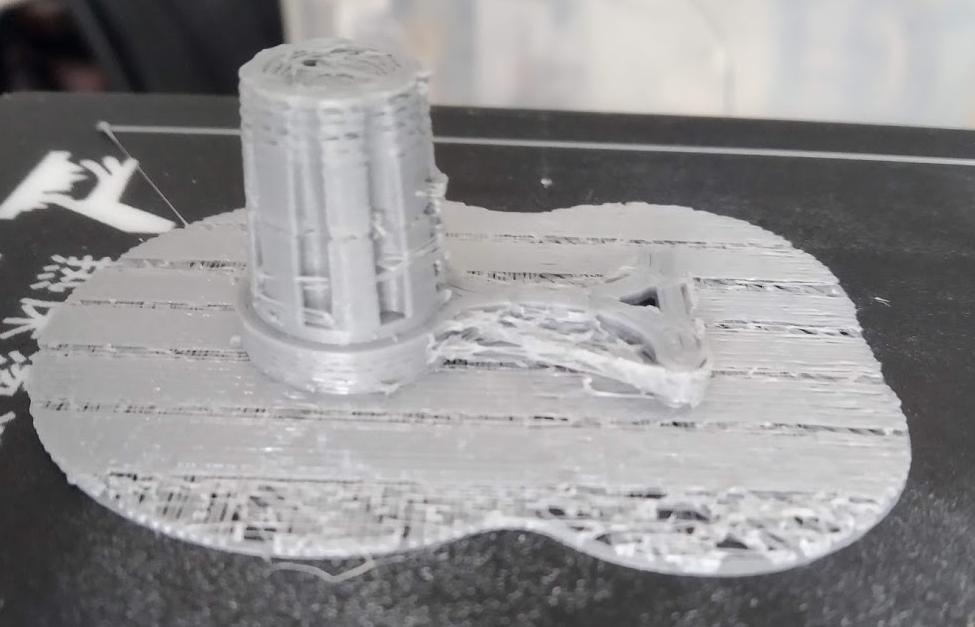
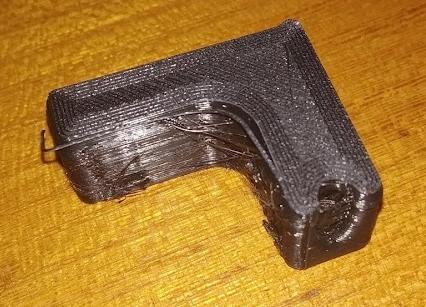
j'ai toujours ce phénomène mais j'interviens sur la vitesse de rétractation et la distance. Ca semble moins le faire. A voir avec le temps (je change le réglage au fur et à mesure que j'imprime). EN attendant, dans ma découverte, je rencontre un autre probleme avec ma ENDER 3. Aujourd'hui, j'ai voulu changer ma buse (j'ai donc augmenté la température, fait couler un peu de plastique et utilisé la clé fournie avec le kit. La clé n'a cessé de riper sur l'écrou de la buse jusqu'a en être déformée...La buse semble avoir été serrée par un malade. JE précise que je procède à chaud 210 degrés... J'ai tout essayé, clé plus costaude, pince multiprise, la buse finit par se déformer mais ne plie pas... J'ai donc démonté l'ensemble... Jusqu'à obtenir le bloc avec la buse que j'ai mis dans un étau. Rien à faire, la buse est émiettée et je suis bon pour racheter une nouvelle tete (j'en profite pour prendre une MK10). Je suis très étonné de cette résistance... Je précise que ce n'est pas moi qui a monté l'imprimante. Je ne sais si la buse est fixée au montage ou en sortie d'usine... Bon, j'ai changé mon filament et suis passé au esun PLA+ silver (avec la buse indémontable). J'ai fait couler plusieurs cms de ce nouveau filament et ça coule. Depuis hier, j'essaie de faire une pièce, rien à faire. Ça ne passe pas (soit ça ne colle pas malgré bed à 60 degrés et même laque. Aujourd'hui, je me dis que je vais tenter une pièce amélioration de l'ender3 (histoire de voir si cela vient de l'imprimante ou de mon modele 3d). Voici ce que j'obtiens lors de la construction du radeau (pas nécessaire dans le cas de cette pièce mais je voulais tester l'adhérence et voir si les symptômes persistaient. On voit des portions où le fil semble ne plus arriver (j'ai resséré la vis d'entrainement et cela semble aller mieux). Le stringings est toujours aussi important (soit ça sort pas, soit ça sort trop...). Ca augure mal (comme hier) Mes caractéristiques sont La bande de démarrage semble correcte. La pièce se termine, mais c'est un fiasco sans nom... J J'ai l'impression qu'on peut passer bcp de temps sur ce genre de problème et recommencer à chaque changement de bobine... Quels sont les causes docteur?



-
CUra- Découpe qui mutile mon modele
totor50 en réponse au topic de totor50 dans Discussions sur les logiciels 3D
J'ai retravaillé le modele et épaissit les parois du filetage inférieur. cette fois, il semblerait que je n'ai plus ce phénomène. A voir, je suis en train d'imprimer. -
CUra- Découpe qui mutile mon modele
totor50 en réponse au topic de totor50 dans Discussions sur les logiciels 3D
en changeant la taille de la buse, cela ne change rien en fait. Je ne sais pas d'ou vient cette disparition de matière... -
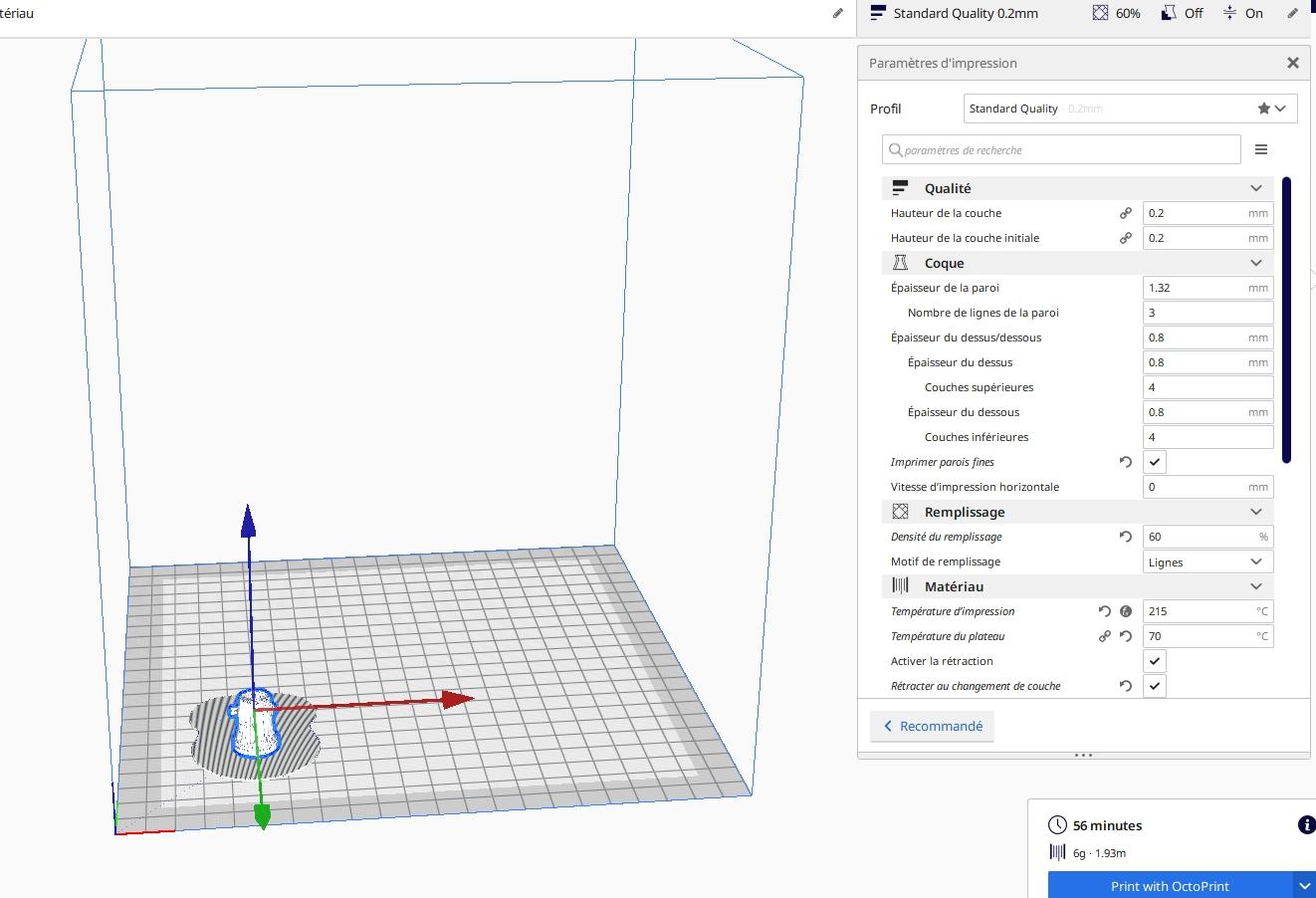
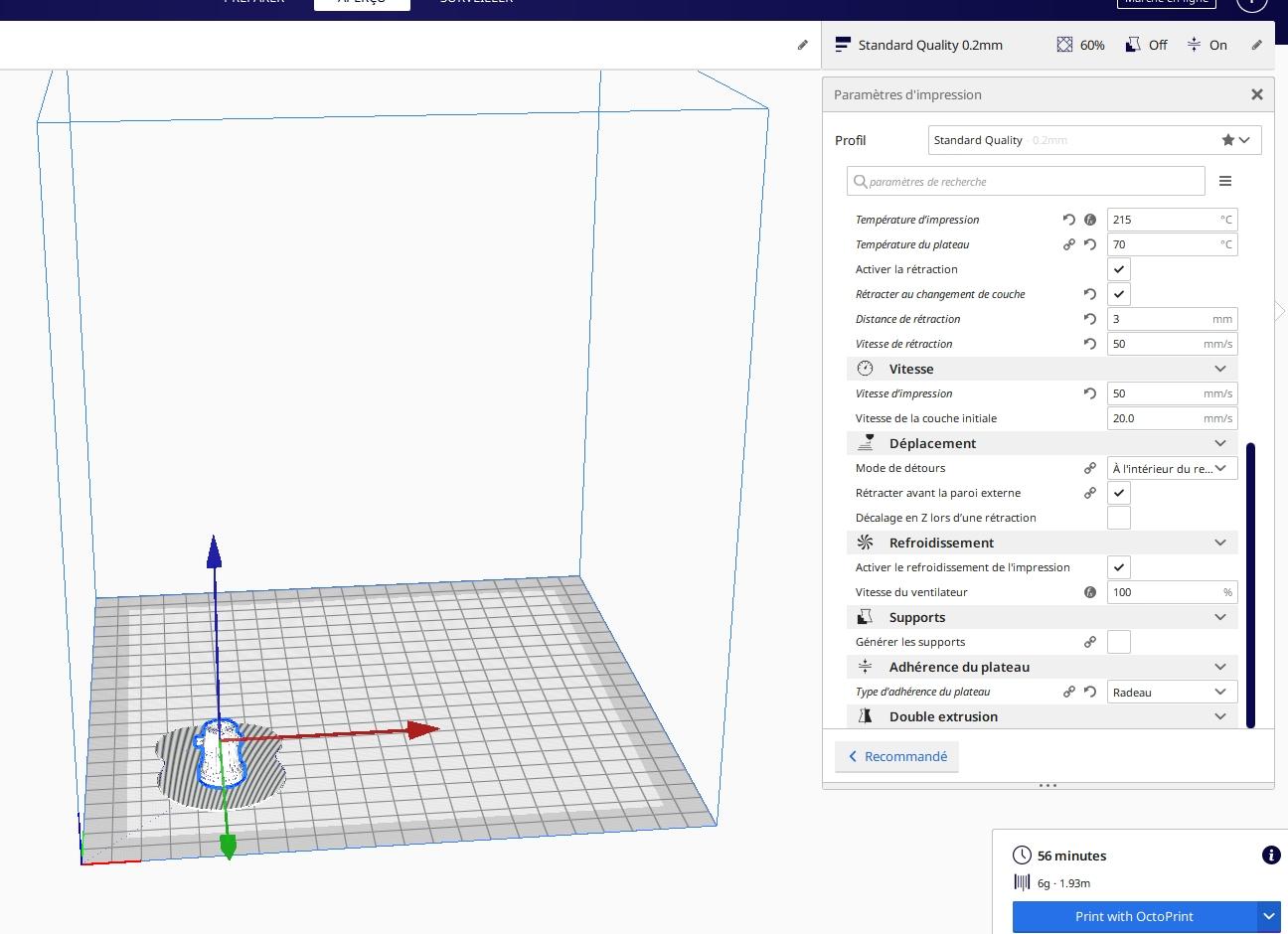
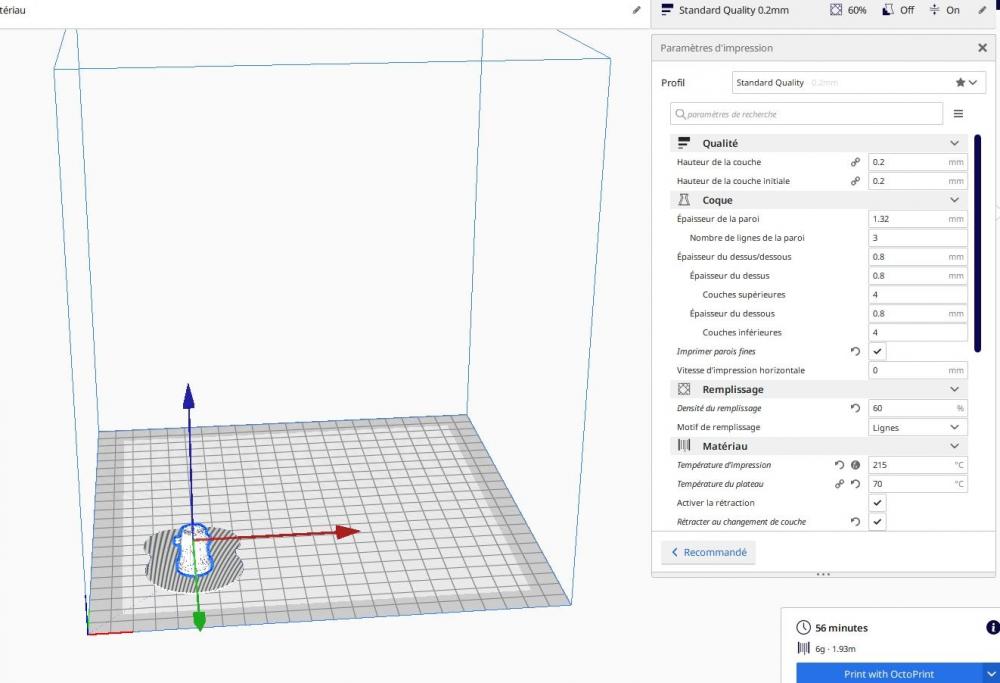
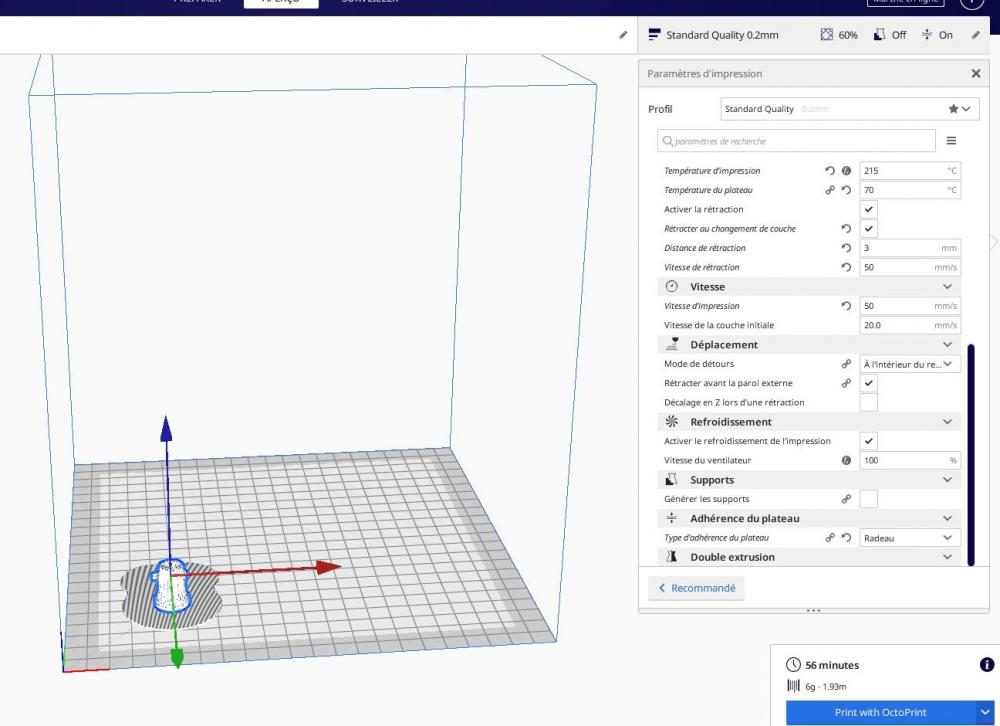
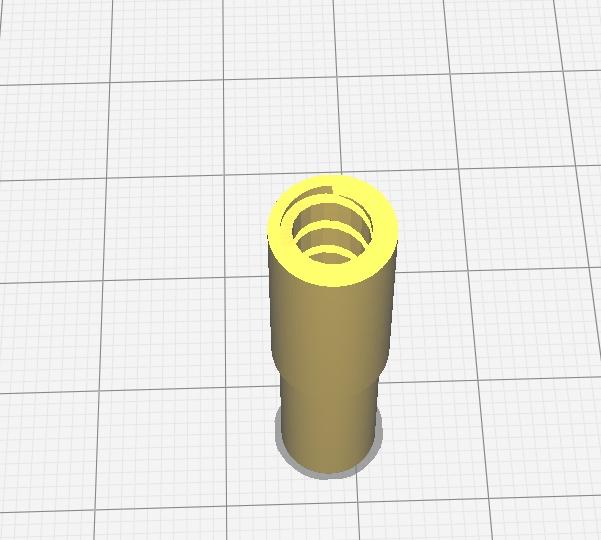
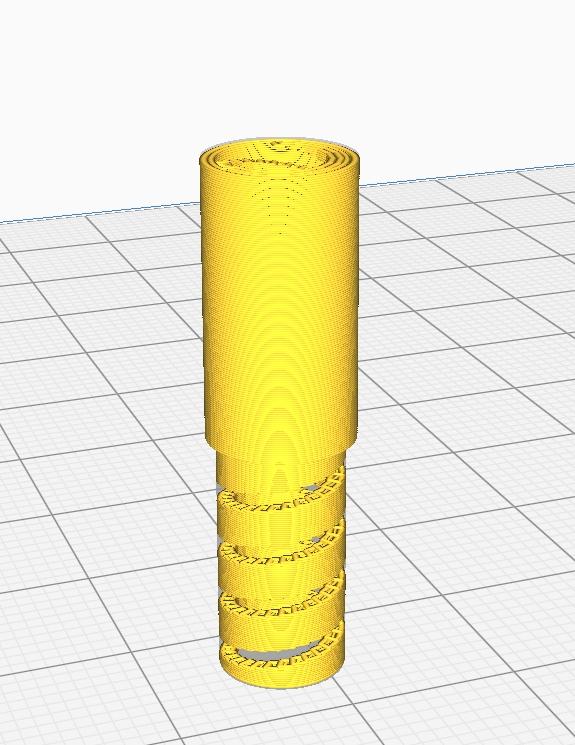
Bonjour, Je débute avec une ender3. Hormis un problème de stringings que je dois résoudre, je rencontre une difficulté qui me laisse perplexe. EN effet, j'ai un modèle 3D avec un filetage intérieur aux parois assez fines. Lorsque j'importe mon fichier stl, il apparaît sous la forme d'un cylindre (image 1)mais lorsque je veux découper, il m'enlève les parois (formant une hélicoide ouverte (voir image 2)). Il y a surement un réglage car j'ai déjà imprimé plus fin que l'épaisseur de cette paroi interne... Quelqu'un peut m'aider? On voit bien ici les portions de parois qui disparaissent.
-
50 mm/s et la rétractation dans Cura c'est juste coché, je n'ai pas de valeurs à modifier.
-
ok, pourtant il s'agit des reglages auto du fichier (200 degrés - bed a 50°c)), je dois descendre à 190? J'ai essayé à 190 °c, fiasco complet avec un fil qui n'accrochait pas (peut être un déréglage(quand je suis revenu, il y avait un fil "décousu"). j'avais bien recalibré le plateau avant à chaud... Je retente à 200°c, au moins ça tenait
-
Bonjour, Je viens d'installer ma ender3. J'ai suivi scrupuleusement les infos avant de faire une première impression. Pour celle-ci, j'ai fait le guide fil. A priori pas de souci, j'obtiens la forme . le dessus est nickel. Mais j'obtiens aussi une sorte de fine toile (en fait, le fil qui n'est pas collé lors d'un déplacement entre deux parties à imprimer). C'est normal? EDIT: je parle bien sur des petits fils qu'on voit tout au long de la pièce et qui "encombrent" également le trou du guide filament.
-
Je viens de récupérer une ender 3 toute neuve montée pour un prix que je trouve correct. Je vais donc libérer ce fil pour y revenir avec un peu plus d'expérience plus tard Merci à vous pour toutes vos réponses qui m'aident pas mal.
-
pas de réponse sur ce souci ou solution trouvée?
-
Merci pour ce retour intéressant. JE pense que les 2 sont donc complémentaires. Je vais commencer par une fdm puis par la suite m'intéresser à la résine (qui peut être sera plus étoffée en offre et fonctionnalités d'ici là). Je suis sur une CR Ender 3 neuve à pas cher. un bon début pour tester sans se ruiner
-
Salut, J'hésite toujours pour le choix d'une imprimante 3D. Entre l'ULFAWISE U20 (ou une FLSUN Delta 3D) et celle-ci, je suis plutôt orienté vers la création de pièces pouvant être soumises à des contraintes mécaniques (torsion et écrasement notamment). Les prix sont similaires et, dans le cas du filament, le M-ABS semble permettre de travailler en ABS en réduisant les contraintes. D'un autre côté, les résines permettent une précision accrue. Toutefois, je vois essentiellement des figurines ou des objets décoratifs sur ce fil. Qui a déjà "résiné" des pièces a vocation mécaniques (et avec quelle résine)? Qu'est ce qui est le plus contraignant, le filament ou la résine? Du coup, je ne sais plus que choisir... Vos conseils d’experts (par rapport à ce type de recherche)? La filament ou la résine?
-
Bonjour, Je m'intéresse à acquérir une imprimante 3D pour pouvoir travailler sur des pièces en ABS (ou ASA (voire multi-matières serait le mieux)). J'ai également besoin d'une CNC pour pouvoir usiner certaines pièces existantes (essentiellement en plastique ou métal a dureté faible ou moyenne). Soit j’achète les 2 séparément, soit je trouve un combiné comme la snapmaker qui m'intéresse beaucoup ou la 3D Mooz 2Z. Les tailles minimalistes sont dans les cordes des projets recherchés. Malheureusement, ces deux possibilités ne se retrouvent pas facilement dans les retours d'expériences en français. Après, je reste ouvert si une imprimante 3D permet de combiner les multi matériaux avec la qualité et la précision optimales. D'après vos expériences, quel(s) serai(en)t la (ou les) solution(s) ayant le meilleur rapport qualité prix?
-
Je suis du 50. Après quelques années, j'ai décidé de franchir le pas. Mes besoins sont multiples et je vais les énumérer dans un fil dédié.