



vr34
-
Compteur de contenus
323 -
Inscrit(e) le
-
Dernière visite
Récompenses de vr34
")





-
Bonjour, Je possède une Ender 3 pro depuis plus de 2 ans et frotte régulièrement la buse quand elle est chaude avec une petite brosse métallique pour retirer le filament fondu. Mais aujourd'hui en frottant la buse j'ai vu quelques étincelles accompagnées d'une extinction momentanée de 1-2 secondes de l'écran Depuis, même après avoir éteint, rallumé, réinitialisé l'eeprom, ... - dysfonctionnement du home : home X Y ok, mais la tête ne descend pas en Z ; pas non plus de déplacement en z positif par le menu move axis - dysfonctionnement de la sonde de température de la buse qui affiche constamment ~250°C même si la buse est froide ! le reste semble ok : écran, menus, move axis X et Y et régulation en température du plateau Avant de remplacer la carte Melzi (1.1.3 mise à jour bootloader+marlin2.0), j'aimerais savoir s'il y a un reset physique sur la carte, comme par exemple un cavalier à déplacer ou autre. (la carte Melzi de ma précédente imprimante Dagoma Discovery200 avait ce reset matériel) Merci d'avance pour vos réponses. A+ vr34
-
Bonjour, Je trouve aussi que le résultat est plutôt correct. Il faut bien avoir à l'esprit que pour toute imprimante FDM, l'impression va de bas en haut donc s'il n'y a rien pour poser le filament dessous, il ne tient pas(cas des "overhangs"). Il faut y penser pour concevoir un objet 3D et/ou l'orienter convenablement lors de l'impression. Seuls les ponts sont possibles s'ils ne sont pas trop long. Ceux de l'objet test imprimé sur votre nouvelle Ender 3 sont plutôt bien réussis. Il montre bien que le filament en sortie de buse est immédiatement refroidi pour se solidifier, sinon les ponts aurait tendance à s'affaisser. Bonnes impressions Cdt
-
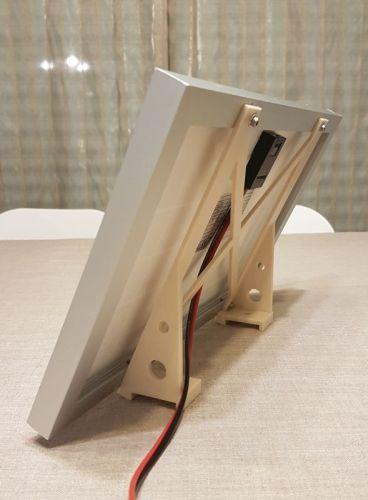
Bonjour, Voici mon impression du jour avec ma Ender-3 pro : 19,6cm x 20,5cm en 5h40, qualité 0.2mm Support de panneau photovoltaïque, conception Blender 2.79, trancheur Cura 3.6 J'ai dû déplacer le end stop Y (plateau) pour recentrer l'impression qui dépassait presque du plateau. Inclinaison 26° : celle du soleil le 22 décembre là où j'habite, afin d'optimiser le rendement de rechargement au moment où le soleil est le plus bas et dure le moins longtemps. Peu importe pour les autres mois si l'inclinaison n'est pas optimale : la puissance et la durée d'ensoleillement seront nettement excédentaires. Prochaine photo en situation.
-
Est-ce un problème de fichier g-code ou bien de qualité de filament ? Avez vous ouvert le g-code dans Cura (ou autre) en visualisant en couche pour vérifier si tout va bien au niveau de l'oreille ? Et que donnerait une impression de l'animal avec votre filament gris ?
-
@CuriosityMan: la planéité est nettement plus importante que la température du plateau. Personnellement le plateau chauffant de ma Ender-3 est à 50°C. Et ma première imprimante sans plateau chauffant était suffisante pour imprimer de petites pièces de PLA. Un plateau à 45-65°C pour du PLA est bien. Donc même si vous avez une zone plus froide au milieu que sur les bords (car la vitre est en contact avec le plateau sur les bords et il y a un gap d'air au centre), vous ne verrez pas grande différence sur les grandes impressions. Et vous ne rattraperez jamais un gap de 1 mm en chauffant votre plateau aluminium de 3-4 mm d'épaisseur avec un simple ressort qui pousse au milieu. 0.1mm peut-être (et encore)
-
Quelle idée de passer de 230V à 115V !
-
En effet la vitre résoudra le défaut de planéité mais s'il y un espace de 1mm au centre entre le lit chauffant et la vitre, l'homogénéité de chauffage sera déplorable avec un gros point froid au centre.
-
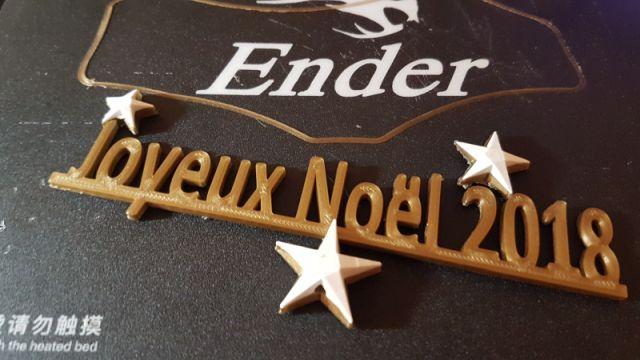
C'est plus simple que je ne pensais. Ma procédure : 1) Générer le gcode dans Cura. 2) En affichage "Vue en couches", repérer le numéro de la couche à partir de laquelle il doit y avoir le changement de filament. Notons le <N> 3) Hors de Cura, éditer le fichier gcode avec un éditeur de texte. Rechercher la ligne ";LAYER:<N>". Juste au dessus de cette ligne, ajouter les 3 lignes suivantes : G0 X10 ;ecarte la tête de l'impression en cours M300 S900 P1000 ; emet un son de 900 Hz pendant 1 seconde G4 S60 ;attend 60 secondes Et enregistrer. 4) Lancer l'impression depuis la carte SD. A la fin de la ligne <N>-1, la tête part à gauche. L'imprimante émet un bip. Vous avez alors 1 minute pour appuyer sur Tune/Change filament (dernier item de la liste). L'appui ne fait rien. La procédure de changement de filament ne commencera qu'à la fin de la minute. Si vous appuyez plusieurs fois, cette procédure sera lancée autant de fois que vous avez appuyé ! 5) Au bout de la minute, la procédure de filament commence : l'extrudeur tourne à l'envers pour retirer le filament de la buse et du boden. Finir de le retirer en pressant le levier de l'extrudeur. Changer le filament, le pousser jusqu'à la tête en butée jusqu'à faire sortir de la buse le nouveau filament. 6) Appuyer sur le bouton de l'écran. L'impression repart Et voila mon premier test (draft ; 14 couches de filament doré puis 5 couches de blanc) : Donc c'est parti pour des badges en tout genre (cf ici avec ma précédente imprimante)
-
Bonjour, Cura sait ouvrir les fichiers g.code qui sont les fichiers directement utilisés par l'imprimante. Ils se visualisent donc en "Vue par couche". "les paramètres de l'extrudeur" ? Que voulez-vous dire ? Et un dernier conseil : merci de ne pas changer de sujet en cours de discussion. Celle-ci a pour titre "connexion ender 3 pro via un pc" et elle est résolue. Si vous avez d'autres questions, veuillez ouvrir un autre sujet et dans la bonne section. Exemple : les g.code avec Cura ne sont pas spécifiques à la Ender 3 pro ni à aucune des imprimantes de Creality3D. Ceci n'est pas pour vous compliquer la vie mais pour les débutants comme vous qui chercheraient à ouvrir leur gcode dans Cura, sans même avoir eu la curiosité de faire 'Ouvrir le fichier' et de découvrir qu'il ouvre les fichiers d'extension gcode... et de découvrir la réponse dans une conversation titrée "connexion ender 3 pro via un pc
-
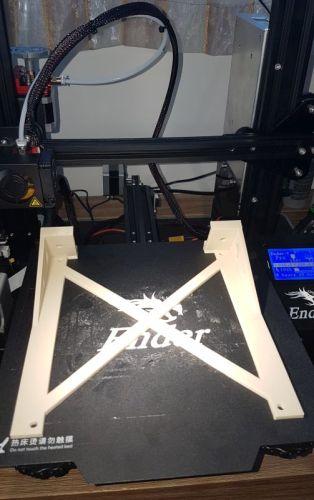
Ouch 1mm entre les bords et le centre !!?? C'EST ENORME CA. Avez-vous bien fait le réglage manuel (après avoir sélectionné ) avec une feuille de papier qui doit légèrement frotter entre le plateau et la buse ? Pourriez-vous imprimer le fichier X.stl joint en mode Draft, rempli à 10%, et le prendre en photo encore collé au plateau ? S'il tient encore, bien sur… C'est une grande croix (deux barres de 25 cm de long et 1 mm d'épaisseur). Dans Cura, ouvrez le fichier et tournez-le de 45° suivant l'axe z (rond bleu) de sorte que les barres soient selon les diagonales du cube visualisant le volume d'impression. X.stl
-
@Pierre2, Linto ??? peut-être le résultat d'une mauvaise traduction ? ...L into… ? 1) Relier le PC à l'imprimante avec le câble USB 2) allumer l'imprimante 3) redémarrer le PC 4) lancer Cura et aller dans l'onglet Surveiller. Attendre quelques secondes. Si le message "Non connecté à une imprimante" ne disparait pas, c'est que le driver n'a pas été installé ou que le PC n'est pas sur un compte Administrateur (nécessaire pour la première fois) 5) si le message "Non connecté à une imprimante" est toujours là, quitter Cura et installer le driver : il est sur la carte microSD dans 2.Software and USB Driver/software drivers. Puis repartir du 3)
-
Bien sûr que oui : voir la description Par contre il faut l'enfermer dans une boite car l'ABS chauffé émet des vapeurs irritantes et nocives pour la santé. Il y a de nombreux modèles de boites avec portes généralement basées sur des parois transparentes en plexiglass et avec des coins et charnières en PLA imprimés. Il doit surement y avoir quelques exemples sur ce forum ou bien sur thingiverse.com pour la Ender 3 (?).
-
car la surface de serrage n'est pas du tout la même. Le coupleur est fendu et le serrage de sa vis rapproche les parois intérieures du coupleur à celle de l'axe du moteur sans méplat ou de la tige à filet trapézoïdale. La surface de contact est donc tout la surface de l'axe lisse ou toute la surface du haut du filet qui est plat. Le serrage est donc très efficace. Oui donc il faut soit acheter l'extracteur soir le moteur, alors qu'une simple clé Allen suffit pour la Ender-3..., c'est donc moins simple Les polyimides sont parmi les polymères qui ont la meilleure tenue thermique. Sous forme de film mince, ils n'ont pas de pouvoir d'isolation thermique (ce qui fait une isolation thermique, c'est l'épaisseur et le gaz immobilisé (emprisonné)) D'ailleurs le corps de chauffe de nos Ender-3 et CR-10 est entouré d'un isolant thermique (le feutre blanc qui doit être à base de silice ou d'alumine, sous forme d'un tissu poreux) maintenu en contact avec un adhésif de Kapton (c'est le nom commercial du ruban d'un des polyimides enduit d'une colle silicone) car il résiste à plus de 250°C. Et que faites-vous du transfert thermique par conduction ? Si vous chauffez l'axe côté poulie, la chaleur diffuse par l'axe métallique donc rapidement au coeur du moteur. En usine, le sertissage est quasi immédiat donc ne chauffe presque pas l'axe : la poulie chaude est glissée sur l'axe. En refroidissant, elle se retracte et serre l'axe
-
En effet, @Pierre2, l'USB apporte 5V à la carte donc l'écran s'allume. Mais la puissance faible permet seulement d'éclairer un peu l'écran et de naviguer et ne permet en aucun cas d'imprimer, ce qui nécessite d'alumer l'alimentation Et pour voir l'imprimante dans Cura, il faut installer le driver. L'ordinateur ne la verra qu'après un reboot (cf la "notice" qui est en fait un fichier xls avec liens, sur la carte micro SD)
-
Bonjour, C'est votre interprétation, mais ce n'est pas ce que j'ai écrit. "...il n'est pas possible d'installer simplement sur la Ender3 Pro des amortisseurs sur les moteurs... " Ce dont je suis sûr, c'est qu'aucun des 4 moteurs X, Y Z ou E n'a de méplat sur son axe. Les poulies n'ont pas de vis de fixation. Il existe donc bel et bien les deux versions de moteur avec axe à méplat et sans méplat. Vous faut-il une photo pour me croire ? Tout à fait d'accord. Mais je n'oserai pas chauffer ou faire levier de peur d'endommager le moteur. Vous peut être ? Et si retirer la poulie vous semble simple, sans méplat, je ne conçois pas un serrage radial efficace et durable d'une nouvelle poulie à visser ... EDIT : pas besoin de photo. @Kmobrain a la même et a donc le même problème
