Allumette85
-
Compteur de contenus
4 -
Inscrit(e) le
-
Dernière visite
Récompenses de Allumette85
")





-
Bonjour je viens d'acquérir une bambu lab X1C avec l'AMS , et je rencontre des problèmes lors de mes impressions. Pour chaque bobines j'ai effectué le calibrage du flux dynamique et du débit et après j'ai laissé tous les réglages par défauts. Sur les 2 impressions que j'ai réalisé, j'ai retrouvé le même défaut à plusieurs endroits sur la pièce, mais je ne vois pas d'où cela peux venir. Dernière Maj effectué. Filament PLA Rosa3D, plateau PEI texturé et Bambu studio utilisé Temp buse : 220/210°C / Temp Bed : 55°C Vitesse : tout laissé par défaut Hauteur de la couche 0.2 mm et 0.12 mm Quelqu'un a t'il déjà rencontré ce problème la ?


-
Problème sur les dernières couches d'impression (problème d'extrusion?, Ender-3 S1 Pro)
Allumette85 en réponse au topic de Allumette85 dans Creality
Bon j'ai refait un test, avec la rétraction a 0 et plus de problème de buse bouchée. Par contre bcp de paquet de matière un peu partout sur la pièce du faite que la buse suintait lors des déplacements, donc pas mal de grattage et ponçage à faire. Je pense qu'il va falloir que je face différents tests pour trouver le bon compromis. Si vous avez des pistes, je suis preneur. -
Problème sur les dernières couches d'impression (problème d'extrusion?, Ender-3 S1 Pro)
Allumette85 en réponse au topic de Allumette85 dans Creality
Bonjour, je reviens vers vous après avoir fait différents tests : Pas de jeu de plateau constaté, chgt de buse, chgt de la sonde, resserrage des galets pour l'axe Z, resserrage du ressort de la tension d'extrusion , pas de problème de bobine, ventilation à l'aire de fonctionner correctement, diminution de la vitesse de refroidissement et j'ai relancé un test. J'ai réussi à constaté le problème, à un moment donné l'impression a fait environ 80 rétractations de fil sur un laps de temps très très court et le problème est survenu juste après. Le filament ne sortait plus de la buse comme si elle était bouchée, l'entrainement claquait et le fil ne bougeait plus. J'ai été obligé de passe de 210° a 250° pour pouvoir déboucher la buse. Je ne peux pas désactiver la rétractation car sinon je n'ai plus l'option de décalages en Z lors du déplacement de la buse sur les pièces imprimées. Pensez vous que si je met la distance de rétractation à 0, car je n'ai pas vraiment l'impression qu'il y en ait vraiment besoin pour les pièces que j'imprime ou alors peut être un autre réglage qui pourrait améliorer ce phénomène comme le déplacement minimal de rétractation pour éviter qu'il y ait trop de rétractation à suivre. Je vous met les réglages que j'ai actuellement.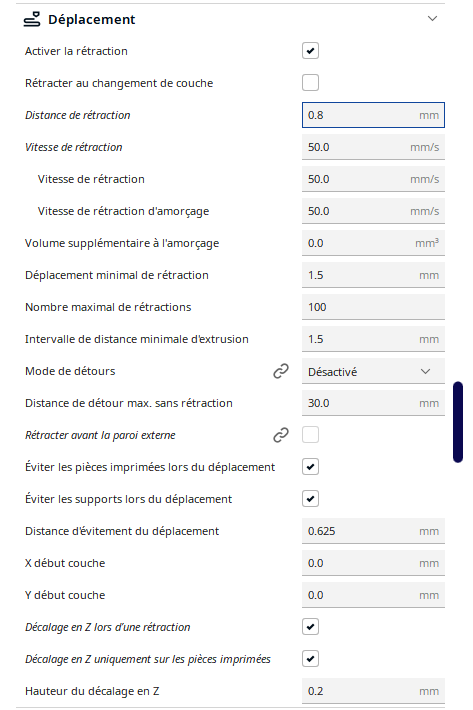
-
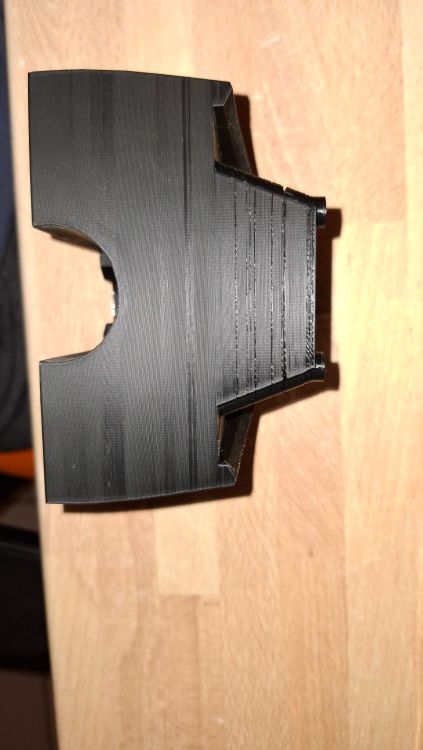
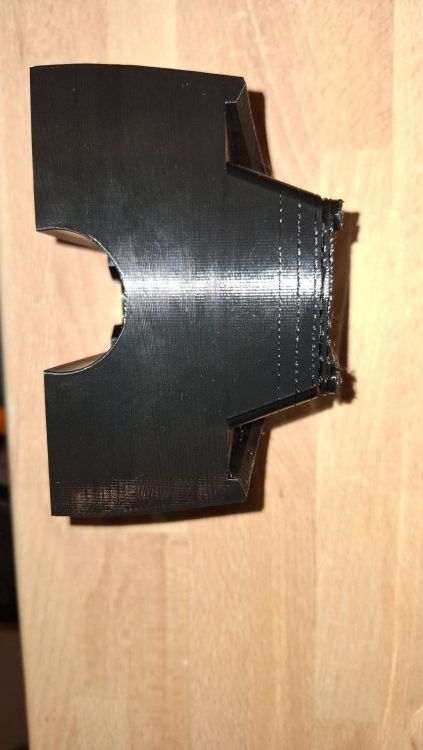
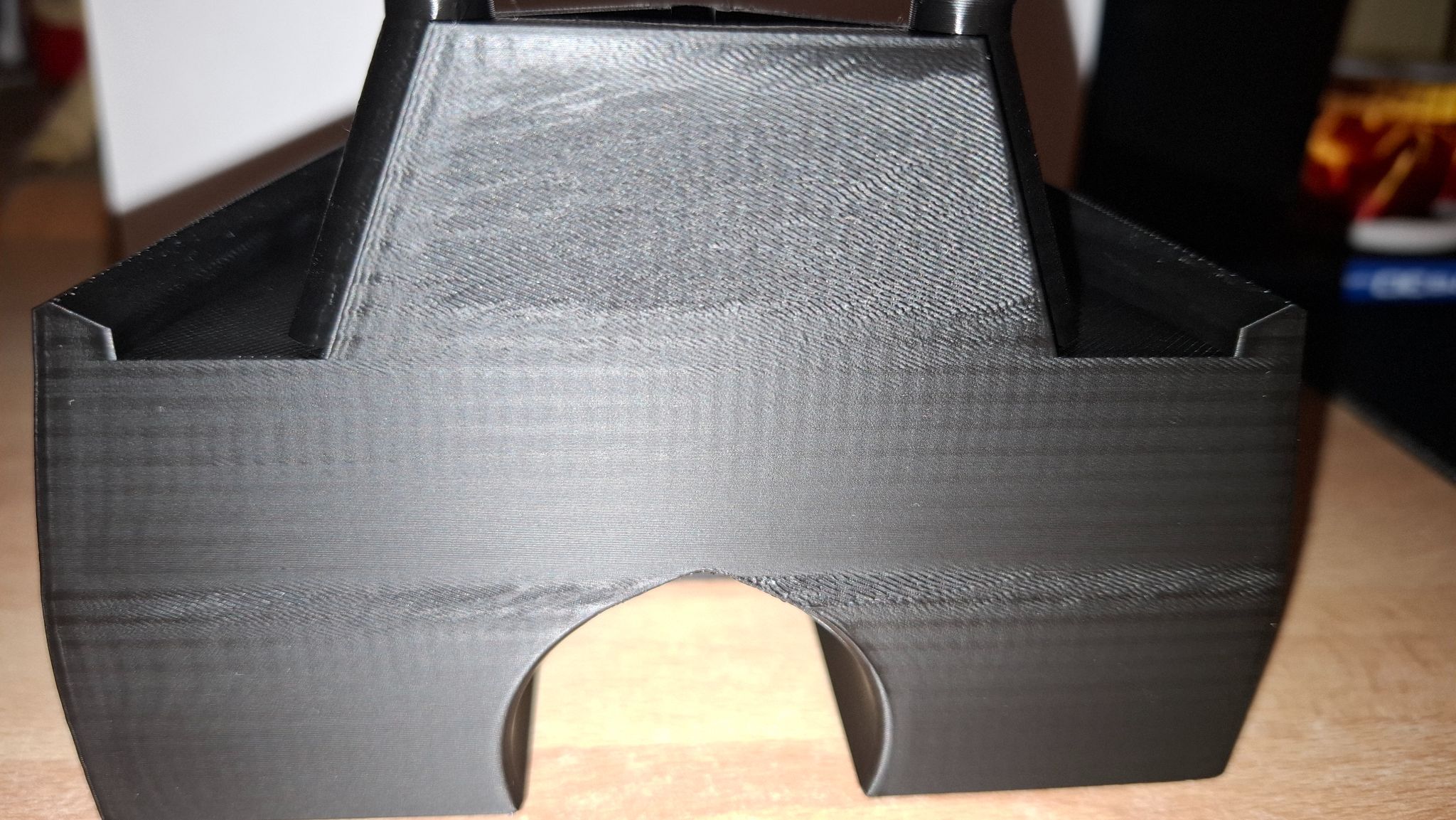
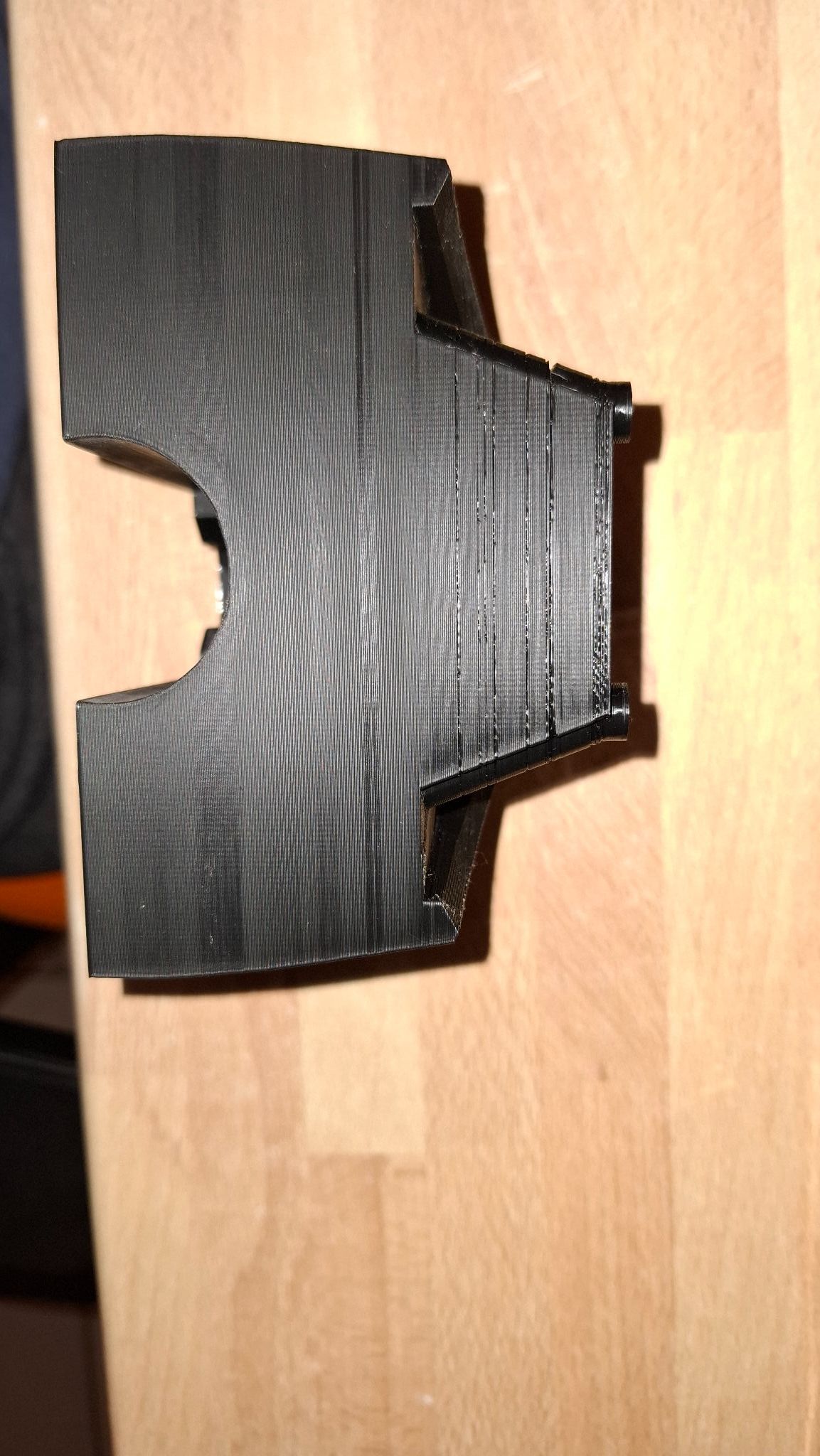
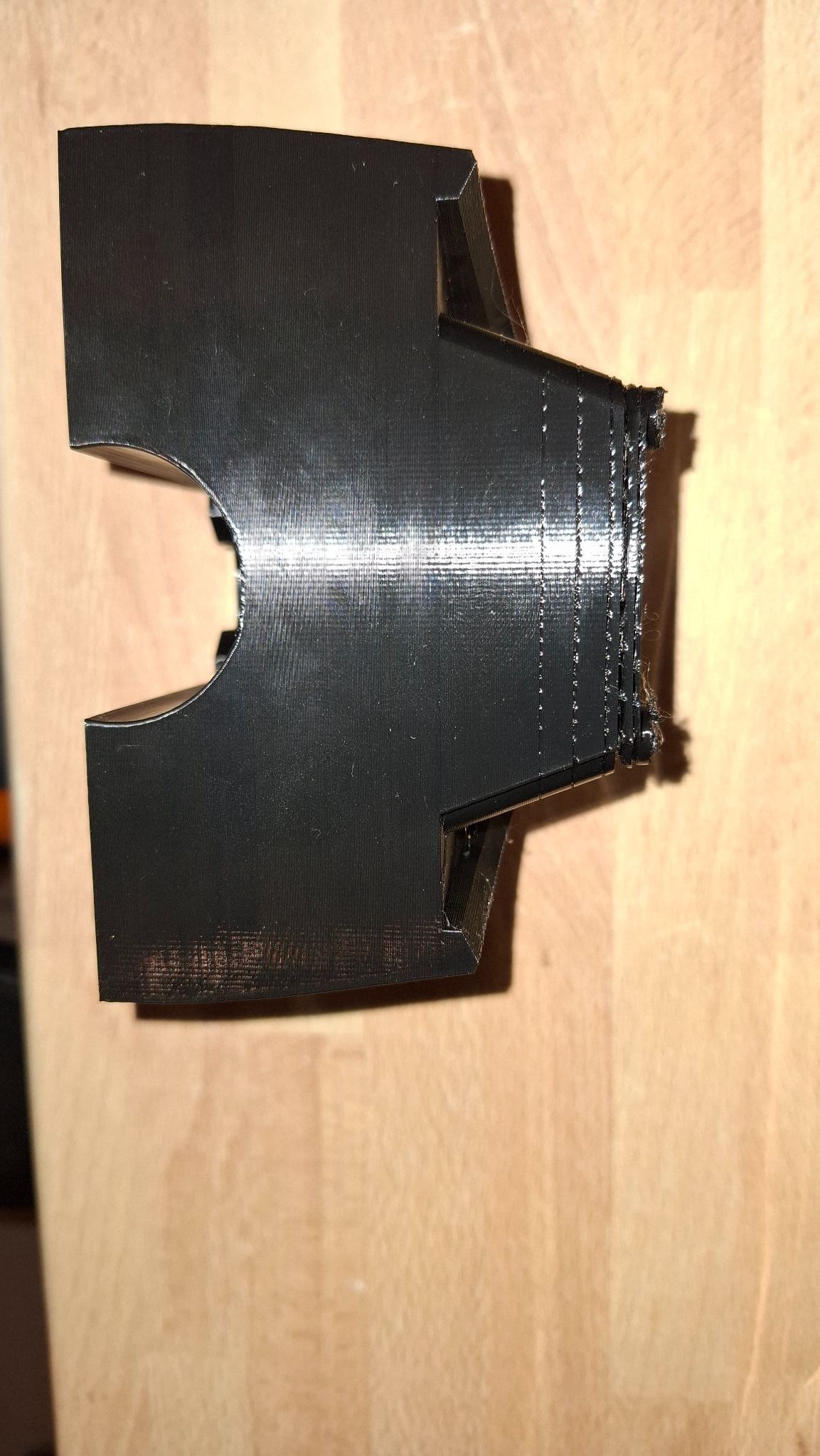
Bonjour, depuis quelques temps je rencontre un problème avec toutes les impressions que je fais . Le début des impressions est tjrs bien mais, dans les dernières couches j'ai des trous comme si il y avait un manque de matière. Utilisé plusieurs filaments de marque différentes : idem. J'ai une ender 3 S1 Pro à jour et j'utilise Cura pour le slicer. Filament PLA Rosa3D. Plateau en verre de chez creality La 1ere photo : Temp buse : 190°C / Temp Bed : 60°C Vitesse : 60 mm/s / Rétractation de 0.8 mm avec hauteur de décalage en Z de 0.2 mm et vitesse de rétractation de 50 mm/s Refroidissement 100% Hauteur de la couche 0.2 mm La 2eme photo Temp buse : 210°C / Temp Bed : 60°C Vitesse : 50 mm/s / Rétractation de 0.8 mm avec hauteur de décalage en Z de 0.2 mm et vitesse de rétractation de 50 mm/s Refroidissement 100% Hauteur de la couche 0.2 mm J'ai re réglé mon débit d'extrusion, sur la 2eme photos le problème apparait plus tard mais avec des defaults encore plus prononcés et on voit que les cylindres au bout de la pièces sont complètement ratés avec un décollement. Au départ je pensais que c'était la buse qui se bouchait, mais même après un bon nettoyage j'ai toujours le problème (et toujours pratiquement au même endroit sa serait une drôle de coïncidence), et sur toutes les pièces imprimées, le problème commence toujours à peu près à la même hauteur d'impression. Est ce que si je réduit le refroidissement , cela pourrait t'il corriger le problème ? CDT