Bastos
-
Compteur de contenus
11 -
Inscrit(e) le
-
Dernière visite
Récompenses de Bastos
")





-
Bonjour, peut tu être plus précis sur ton problème? tu as la même chose que sur les premières photos que j'ai posté? suis les conseils de Vap38 sur ce topic ça a fonctionné pour moi
-
j'ai justement retiré le tube ptfe fait une marque a la sortie et extrudé 100mm en effet les 975 corresponde a quelque chose pret avec ton calcul j'ai tenté une impression (malheureusement qui a cassée a mi-hauteur mais pas un problème de sous extrusion pièce trop fine) et la qualité est nikel!! merci beaucoup pour tes réponses et ton aide! je vais pouvoir lancer des test et améliorer encore les réglages encore merci!
-
en essayant a taton d'avoir 100mm de poussé pour 100mm demandé ca me fait passer les steps/mm a 975... franchement ca me parait énorme par rapport a la valeur de 430 que tu m'a donné je n'ose pas lancer une impression comme ca de peur de casser quelque chose
-
oui desolé j'ai oublié de préciser que j'ai bien changé le step/mm a 430 en E mais quand j'extrude 120mm l'imprimante ne pousse que environ 50mm
-
ce tuto je suis déja tombé dessus je suis largué total! c'est peut etre très bien mais pour un débutant comme moi c'est vraiment indigeste... "steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) * (Nb_dents_plateau / nb_dents_pignon) / (diamètre_effectif_galet * pi)" déjà la je ne sais pas ou trouver ces valeurs de pas moteur de micropas etc meme sur le site geeetech je n'ai rien vu c'est peut etre moi mais bon pas trouvé... "ex. #define DEFAULT_AXIS_STEPS_PER_UNIT {3200/40,3200/40,3200/1.25,12800/22.9041} ... la valeur à changer est en rouge" valeur a changer... mais ou??? bref si quelqu'un est capable de faire une explication simple et efficace pour les débutants comme moi ce serais certainement très utile!
-
Merci beaucoup pour ta réponse et tes conseils! ce qui me semble bizarre c'est pourquoi les 2 extruder et en meme temps? en effet le tube ptfe expliquerais pourquoi l'impression foire a une certaine hauteur quand le tube se courbe plus j'ai demonté les tubes pour tester de passer du filament dedans et ca glisse comme dans du beurre mais je n'arrive meme plus a faire une 1ere couche potable le dépôt de filament est beaucoup trop fin (je joint une photo de la tentative des 4 premieres couches sur le chien test de la a10m) et les lignes ne collent pas entre elles... en fait la ligne de départ est tres nette (sur le bord du plateau) et des lors que l'impression commence les lignes de filament ressemblent plutot a ca: -o-o-o-o-o-o-o-o-o-o-o-o-o- un dépot très (trop!!!) fin et une petite "goutte" et ainsi de suite nouvelle précision dans "control - motion - step/mm je suis a: X 80 Y 80 Z 400 E 395

-
a tout hasard je pose ici mes gcode de début je n'y comprend rien donc si quelqu’un vois quelque chose de bizarre... Gcode de l'imprimante: ; Custom Start G-code G28 ; Home all axes G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed ; End of custom start GCode Gcode de l'extrudeur: G1 X{prime_tower_position_x} Y{prime_tower_position_y} F20000 T0 P0 G92 E0 G1 E3 F5000 G92 E0 M18 E1
-
la bobine est très bien enroulée, la buse est neuve du fait du changement de la hotend, et l'extruder oui en effet a cause de ce bouchage il ne peut plus entraîner et donc les cannelures se bouchent je les grattes proprement une chauffe a 230 je pousse légèrement le filament ça forme une grosse goutte chaude et couleur a moitié "cramé" et tout rentre dans l'ordre si je fait "move axis/ extruder" ça sort correctement. mais je pense plus que c'est une conséquence plutôt que la cause du problème. Tu veut dire que tu a desserré le serrage au niveau de l'extruder (a l'entrée du filament) c'est ça? j'ai du le serrer plus fort déjà car ça patinais et l'impression était forée a cause de ça. j'ai déboîté les tube en téflon pour voir ça a l'air de bien glisser dedans je ne sais vraiment plus quoi faire meme mes test de température foirent trop de sous extrusion et ça casse meme en augmentant un peu le % d'extrusion...
-
Bonjour, j'ai une A10M depuis un peu plus d'un mois et tout se passais bien jusqu'a un claquage de hotend que j'ai du remplacer et depuis je n'arrive plus a faire une impression correcte j'ai regardé un max de tuto et d'articles pour régler correctement mon imprimante mais rien a faire tout va bien au début puis ce que je pense être de la sous extrusion mais alors pourquoi pas des le départ?? et au final la buse doit finir par boucher et l'impression continue mais ''a vide" il n'y a plus de filament qui sort... meme chose sur des figurines, des lithophanies petites ou grandes. l'exemple de la nuit en photo tout se passais bien pendant plusieurs heures (84mm) et ce matin la cata l'imprimante imprime dans le vide depuis des heures... je ne sais plus par ou chercher si quelqu’un peut me venir en aide svp! Sur cet impression: 0.12 de hauteur de couche, 210° et 60°, vitesse 50mm/s rétraction 6mm a 50mm/s pour le reste plus trop sur entre 1.2 et 1.6 de largeur de paroi (3/4 lignes) et entre 15 et 20% de remplissage ce sont les paramètres avec lesquels je n'avais jamais de soucis... mais ça... c’était avant!


-
Problème de "bourrelet" sur impression 3D
Bastos en réponse au topic de Bastos dans Entraide : Questions/Réponses sur l'impression 3D
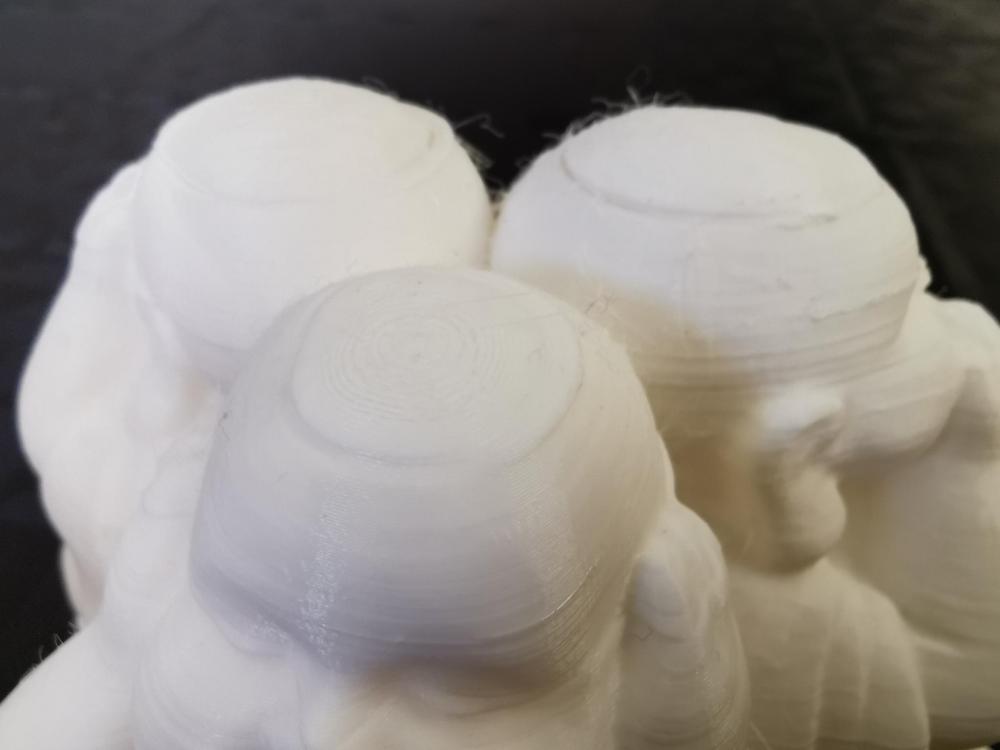
combien tu conseil de rétractation du coup? j'ai vu qu'il fallait éviter de trop grande valeur de retract pour éviter de "bouffer" le filament j'ai essayé de 200 a 215 et je trouve le rendu plus joli mais c'est peut être ça qui me fait les cheveux en effet -
Problème de "bourrelet" sur impression 3D
Bastos a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour a tous! je suis nouveau dans l'impression 3D j'utilise une Geeetech A10M et j'en suis assez content pour le moment je regarde beaucoup de vidéo pour apprendre et tester pas mal de chose seulement voila j'ai eu un problème sur une impression et je ne sais pas d'ou peut venir le problème donc si quelqu’un a une idée svp j'ai imprimé ce buddha tres joli qui c'est tres bien imprimé mais un bourelet c'est formé au niveau du pied ainsi que sur le crane... hauteur de couche: 0.12 coque 0.8 vitesse 50mm/s 10% de remplissage et les temperature 215 et 55 pour le plateau j'ai aussi beaucoup de cheveux d'ange j'ai coché la rétractation (1mm) mais apparemment le problème est toujours la surement un problème de température? Merci d'avance a ceux qui sauront aider le novice que je suis