Avrel
-
Compteur de contenus
746 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
Visiteurs récents du profil




Récompenses de Avrel
")
Experienced (11/14)
-
 Rare
Rare
-
 Rare
Rare
-

-

-

Badges récents
130
Réputation sur la communauté
3
Sujets solutionnés !
-
 Bonjour à tous, je voudrais savoir comment modifier le gcode lors d'une pause ou d’un abandon de print par l'interface de mainsail . Je possède une imprimante idex , et en l’état le N° de chariot actif n'est pas pris en compte .Par conséquent lorsque une pause ou un abandon se fait lors de l'utilisation du chariot N°2 , il ne va pas au bon endroit . Merciii d'avance
Bonjour à tous, je voudrais savoir comment modifier le gcode lors d'une pause ou d’un abandon de print par l'interface de mainsail . Je possède une imprimante idex , et en l’état le N° de chariot actif n'est pas pris en compte .Par conséquent lorsque une pause ou un abandon se fait lors de l'utilisation du chariot N°2 , il ne va pas au bon endroit . Merciii d'avance -
Config z home klipper avec chariot N°2
Avrel en réponse au topic de Avrel dans Paramétrer et contrôler son imprimante 3D
Non je ne peux pas le commander depuis le panneau de control. J'ai certainement oublié quelques chose mais quoi..... -
Config z home klipper avec chariot N°2
Avrel en réponse au topic de Avrel dans Paramétrer et contrôler son imprimante 3D
non hélas. il y a que l’extrudeur que je peux switcher -
Config z home klipper avec chariot N°2
Avrel en réponse au topic de Avrel dans Paramétrer et contrôler son imprimante 3D
pfff désolé @Savate , c'est moi qui faisait de la merde ! j'en avait renseigné que la moitié ça risquait pas de marcher par contre sais tu comment rajouter le control du deuxième axe sur le tableau de bord ?
-
Config z home klipper avec chariot N°2
Avrel en réponse au topic de Avrel dans Paramétrer et contrôler son imprimante 3D
Coucou @Savate , bon ça y est je commence le parametrage de l’imprimante , j.ai fais comme tu as dit . Pour le home des chariots x pas de problème , les position affichée correspondent bien aux positions renseignées ds le fichier config. Par contre je comprend pas pourquoi lors du z home (avec bltouch ) , le chariot par à gauche sans s’arrêter au centre ( pourtant renseigné ds z safe homing (150 / 150 ) tu as une idée ? -
camera rpi v2.1 / klipper écran vert
Avrel en réponse au topic de Avrel dans Paramétrer et contrôler son imprimante 3D
Merci pour ton aide @fran6p, je vais changer de caméra ça sera plus simple -
camera rpi v2.1 / klipper écran vert
Avrel en réponse au topic de Avrel dans Paramétrer et contrôler son imprimante 3D
Merci @fran6p pour ton retour, j'ai essayé ton script ça me donne ça ( ça s’arrête a la ligne 50 pi plus rien):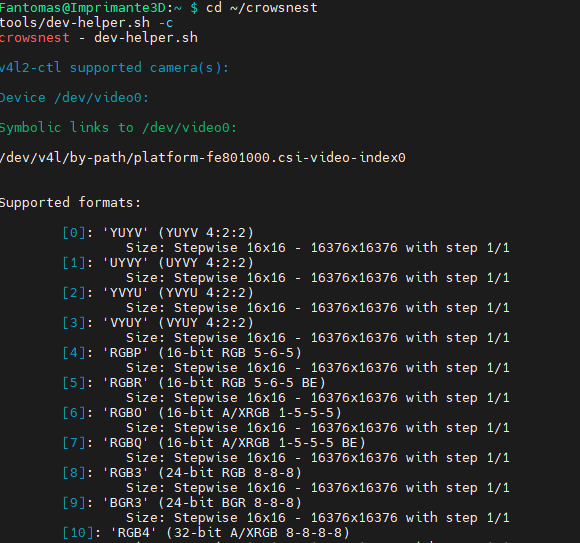
-
camera rpi v2.1 / klipper écran vert
Avrel a posté un sujet dans Paramétrer et contrôler son imprimante 3D
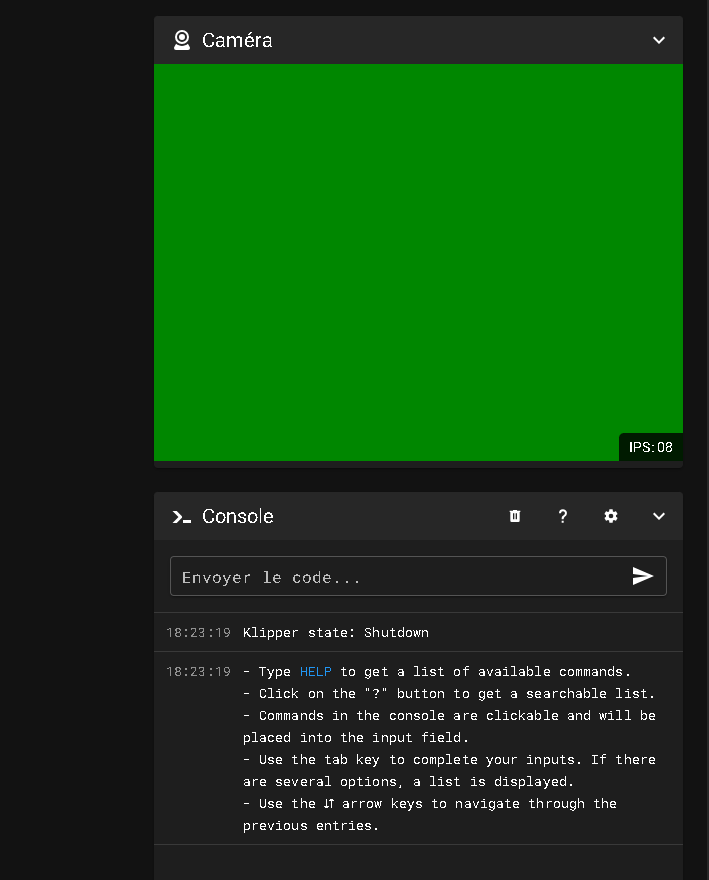
Bonjour, besoin d'aide pour paramétrage d'une camera rpi v2.1 sur klipper . Mon raspeberry ou est installé klipper est un pi4 MB. Actuellement j'obtiens un écran vert (photo ci-jointe), je penses que tout n'est pas mauvais car le ips en bas a droite de l’écran de la camera bouge . ci dessous les paramètres dans crowsnest: [crowsnest] log_path: /home/Fantomas/printer_data/logs/crowsnest.log log_level: verbose delete_log: false no_proxy: false [cam 1] mode: ustreamer enable_rtsp: false rtsp_port: 8554 port: 8080 device: /dev/video0 resolution: 640x480 max_fps: 15 #custom_flags: #v4l2ctl: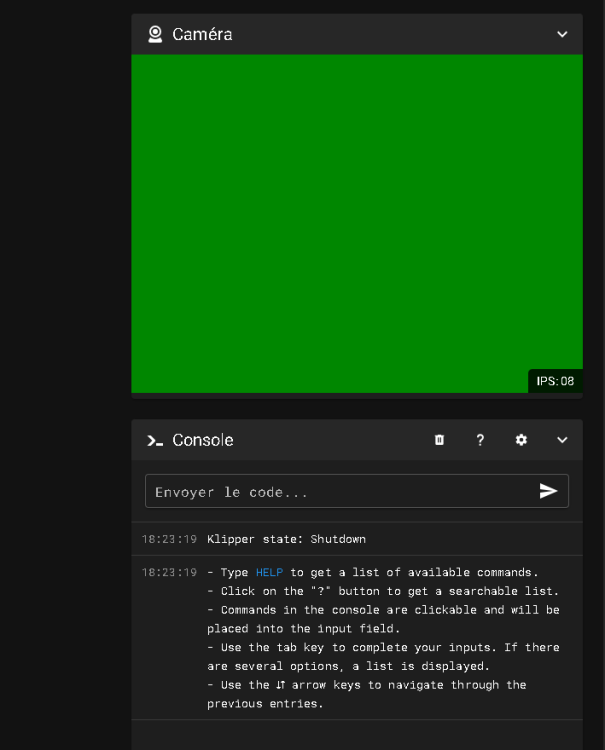
-
Config z home klipper avec chariot N°2
Avrel en réponse au topic de Avrel dans Paramétrer et contrôler son imprimante 3D
Super merci beaucoup pour ces infos -
Config z home klipper avec chariot N°2
Avrel en réponse au topic de Avrel dans Paramétrer et contrôler son imprimante 3D
en fait, ici je défini mon chariot de droite celui ou le bltouch est monté # The definition for the primary extruder [extruder] step_pin: ar26 dir_pin: ar28 enable_pin: !ar24 et ici mon chariot de gauche # Definition for the secondary carriage and extruder1 [dual_carriage] axis: x step_pin: ar16 dir_pin: ar17 enable_pin: !ar23 c'est ça ? Par contre en faisant ainsi il faut que j'arrive a renseigner la position du chariot 1 lorsque qu'il se trouve sur son fin de course , qui dans mon cas ne sera pas zero (environ 350). C'est possible également ? -
Config z home klipper avec chariot N°2
Avrel en réponse au topic de Avrel dans Paramétrer et contrôler son imprimante 3D
peux tu me dire dans quelle section ça se trouve -
Config z home klipper avec chariot N°2
Avrel en réponse au topic de Avrel dans Paramétrer et contrôler son imprimante 3D
Merci pour ton retour @Savate, je ne suis pas encore sur klipper , c'est pour ça que je me renseigne un maximum avant de sauter le pas . En regardant des vidéos sur l'installation de Klipper , j'ai cru voir qu'il y avait un fichier config de l'imprimante , c'est la dedans que ce paramétrage se fait ? -
Config z home klipper avec chariot N°2
Avrel a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour à tous , je voudrais savoir si il est possible de paramétrer quelques part dans Klipper , le z homing avec le chariot N°2.Car c'est sur celui ci que mon Bl-touch est monté. Merci d'avance -
Parametrage supports solubles Prusaslicer
Avrel a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour à tous, je souhaite réaliser une pièce (stl en PJ) dont les deux faces qui se trouvent au centre de la pièce doivent être assez propre .J'utilise donc du filament soluble pour les interfaces. Dans le but d'économiser du PVA j'imprime uniquement les interfaces.Les supports eux sont imprimés la matière principale (Pla ). Seulement voila ,les faces sont très propres aucuns soucis à ce niveau là, mais les supports entre les deux interfaces sont très compliqués à enlever voir impossible sans abimer la pièce. Je voudrais pouvoir à une certaine hauteur , imprimer les supports ainsi que les interfaces en PVA. J'y arrive sans problème sur ideamaker mais pas sur prusaslicer . Est-ce possible sur Prusaslicer ? Merci d'avance Piece N_1.STL -
interface supports Prusaslicer
Avrel en réponse au topic de Avrel dans Paramétrer et contrôler son imprimante 3D
Pour info le paramètre à décocher se trouve dans l'onglet "couches et périmètres" => ponts épais .