amundsen
-
Compteur de contenus
583 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par amundsen
-
Bonjour, J’imprime des pièces plates en PETG par couches de 0,1mm dans lesquelles j’insère des petits aimants de forme cylindriques. Les trous d’insert doivent être percés tant sur le dessus que sur le dessous des pièces. J’ai fait des tests pour trouver les bonnes tolérances qui permettent d’insérer les aimants sur le dessus sans difficulté mais les mêmes dimensions (essentiellement le diamètre) ne fonctionnent pas pour le dessous. Pourtant de ce côté le trou d’insert est rempli au moment de l’impression par du PLA pour soutenir le PETG qui va venir faire un pont au dessus. Je suppose que le problème vient de l’écrasement de la première couche. Comment éviter ce problème? Quels paramètres de PrusaSlicer dois-je ajuster? A quoi dois-je faire attention?
-
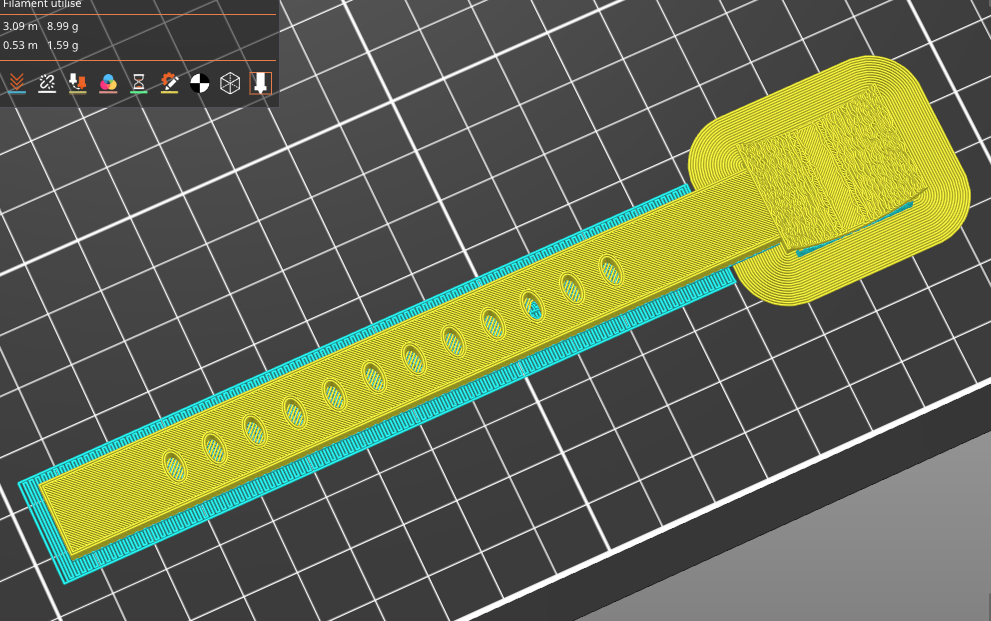
Finalement, avec un taux de remplissage à 5%, un seul périmètre et deux couches de fond/dessus, j'arrive à une flexibilité raisonnable.
-
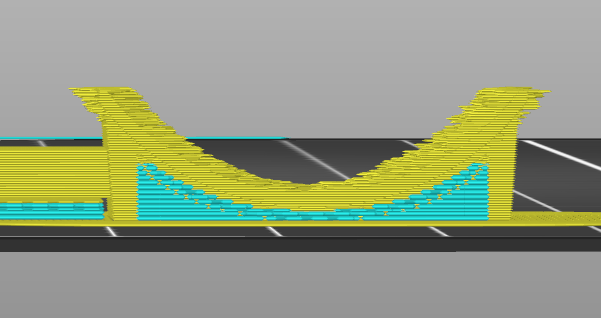
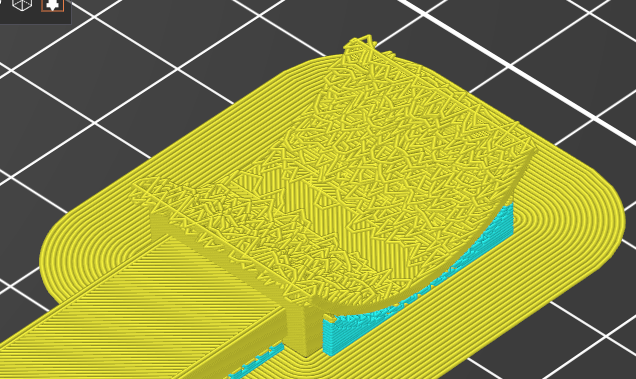
Bon, la rotation à 90° n'a pas l'air de poser trop de problème. J'ai dû affiner la pièce pour que le fuzzy skin ne l'épaississe pas (impossible de l'utiliser en négatif). Et avec les supports en PLA, la séparation est très facile. Je pars sur du 20° de remplissage, avec le motif gyroïde.
-
Et au niveau du motif de remplissage, il y en a un qui favorise la flexibilité plus qu'un autre?
-
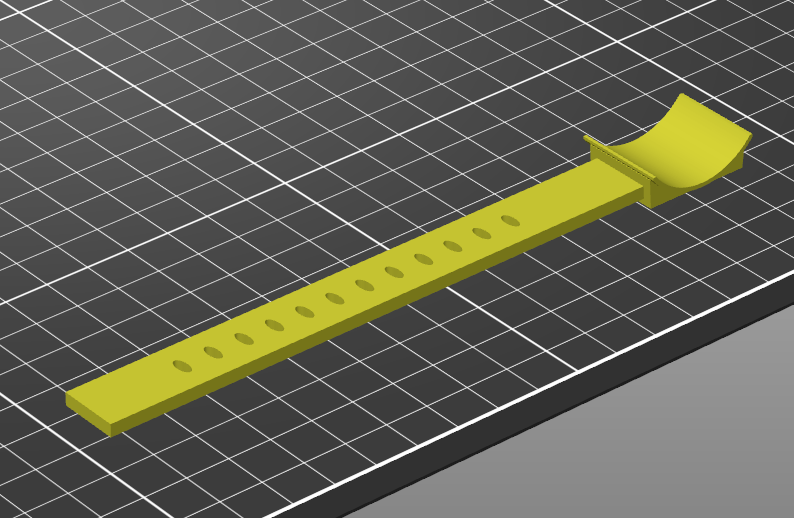
Bonjour, Afin de remplacer une sangle en caoutchouc destinée à fixer un support de téléphone sur un guidon de vélo mais qui s'est déchirée, j'ai conçu et imprimé un modèle en TPU. J'ai utilisé du filament Eryone qui a une dureté 95A. J'ai deux problèmes : 1) La sangle est un peu trop rigide, je voudrais qu'elle soit plus flexible dans le sens de la longueur. Je pense qu'en diminuant le taux de remplissage (50% dans mon premier essai) et peut-être le motif ainsi que le sens d'impression de ce dernier je pourrais améliorer la situation. Avez-vous des conseils à ce sujet ? 2) Le TPU Eryone est moins agrippant que le caoutchouc d'origine. Je me dis qu'en utilisant une texture non lisse sur la surface en contact avec le guidon du vélo cela pourrait peut-être aller mieux. Est-ce qu'il y a un outil pour ajouter de la texture sur une surface dans Prusa Slicer et quel motif serait le plus efficace? Merci d'avance pour vos retours. J'ai trouvé le "fuzzy skin". Cela semble fonctionner sur la surface courbe à droite, mais sur la surface plane à gauche, cela ne produit rien du tout. Ah, j'ai trouvé des réglages dans "couches et périmètres". Au vu du résultat, je je suis pas sûr que ce soit adapté à une surface courbe (les déplacements se font uniquement sur le plan horizontal). Ou alors il faut que j'imprime la pièce en la tournant de 90°, mais ça va compliquer les supports...
-
Faites des supports en PLA pour du PETG qu'ils disaient...
amundsen en réponse au topic de amundsen dans Entraide : Questions/Réponses sur l'impression 3D
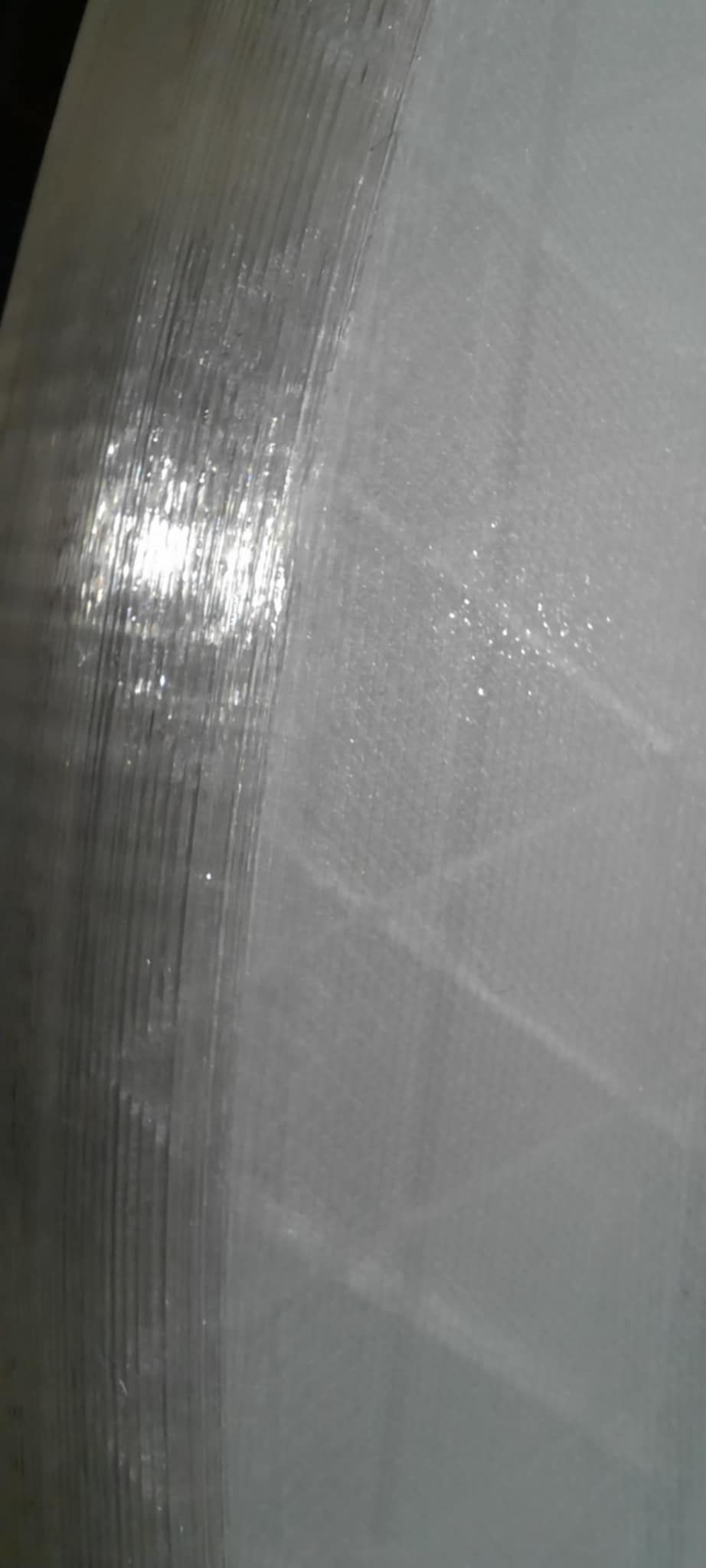
Merci @Kachidoki pour les photos, c'est en effet convaincant. Mais peut-être qu'en effet la qualité du filament peut jouer? Quelle marque de PETG utilises-tu? Cela étant, j'ai quand même obtenu ailleurs une très bonne surface en utilisant du PLA sous un surplomb courbe (mais toujours en concevant le support moi-même comme une pièce séparée) (voir la partie avec le reflet dans l'image ci-dessous).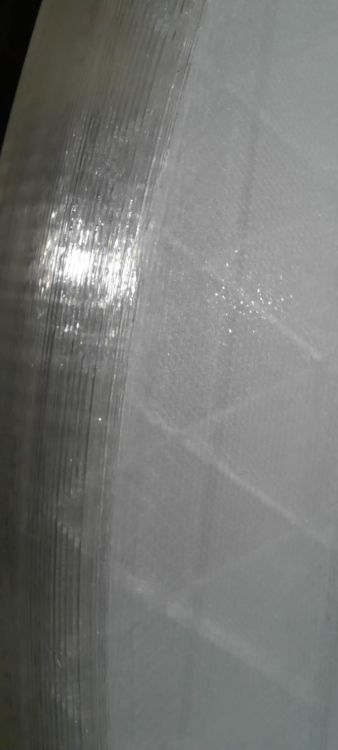
-
Faites des supports en PLA pour du PETG qu'ils disaient...
amundsen en réponse au topic de amundsen dans Entraide : Questions/Réponses sur l'impression 3D
Je ne suis pas convaincu. Le PETG adhère trop bien à lui-même. -
Faites des supports en PLA pour du PETG qu'ils disaient...
amundsen en réponse au topic de amundsen dans Entraide : Questions/Réponses sur l'impression 3D
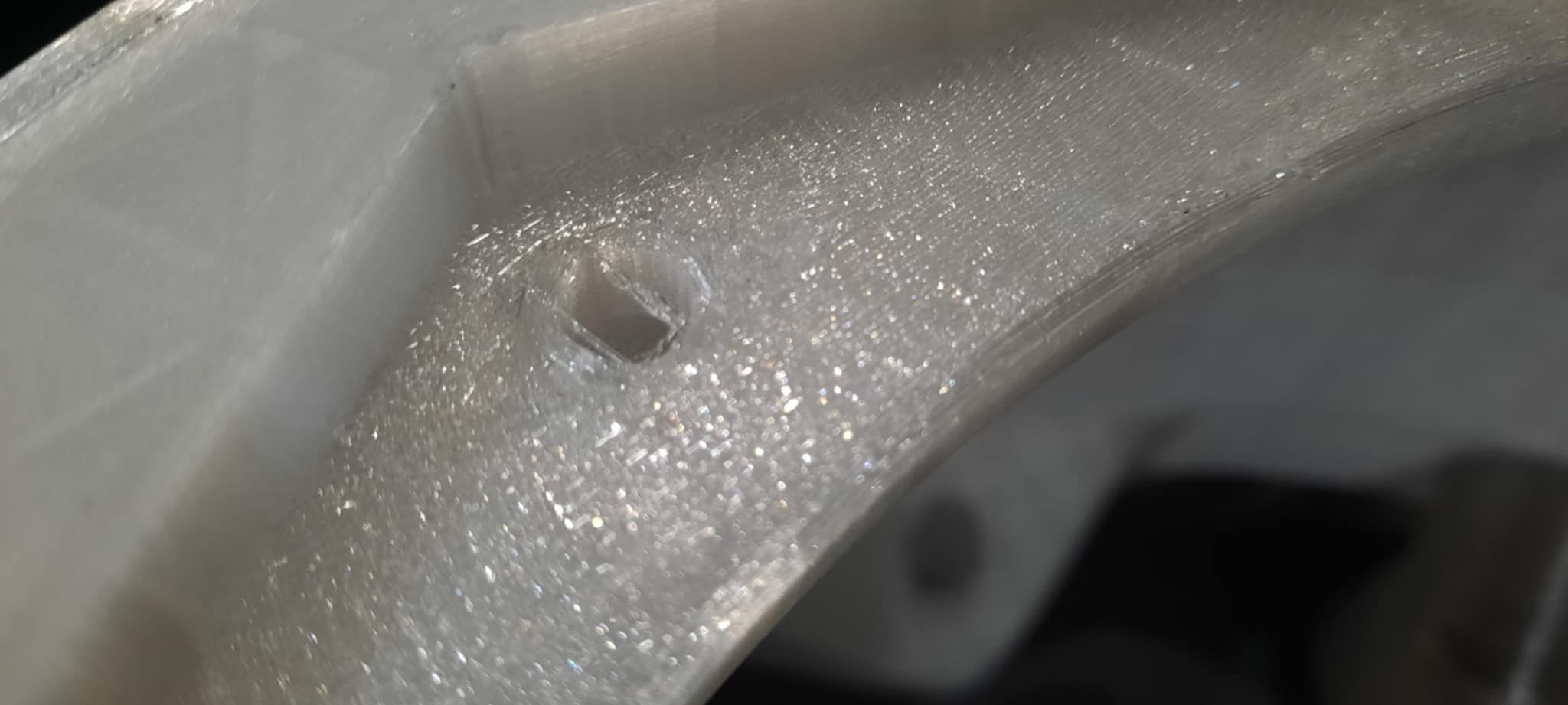
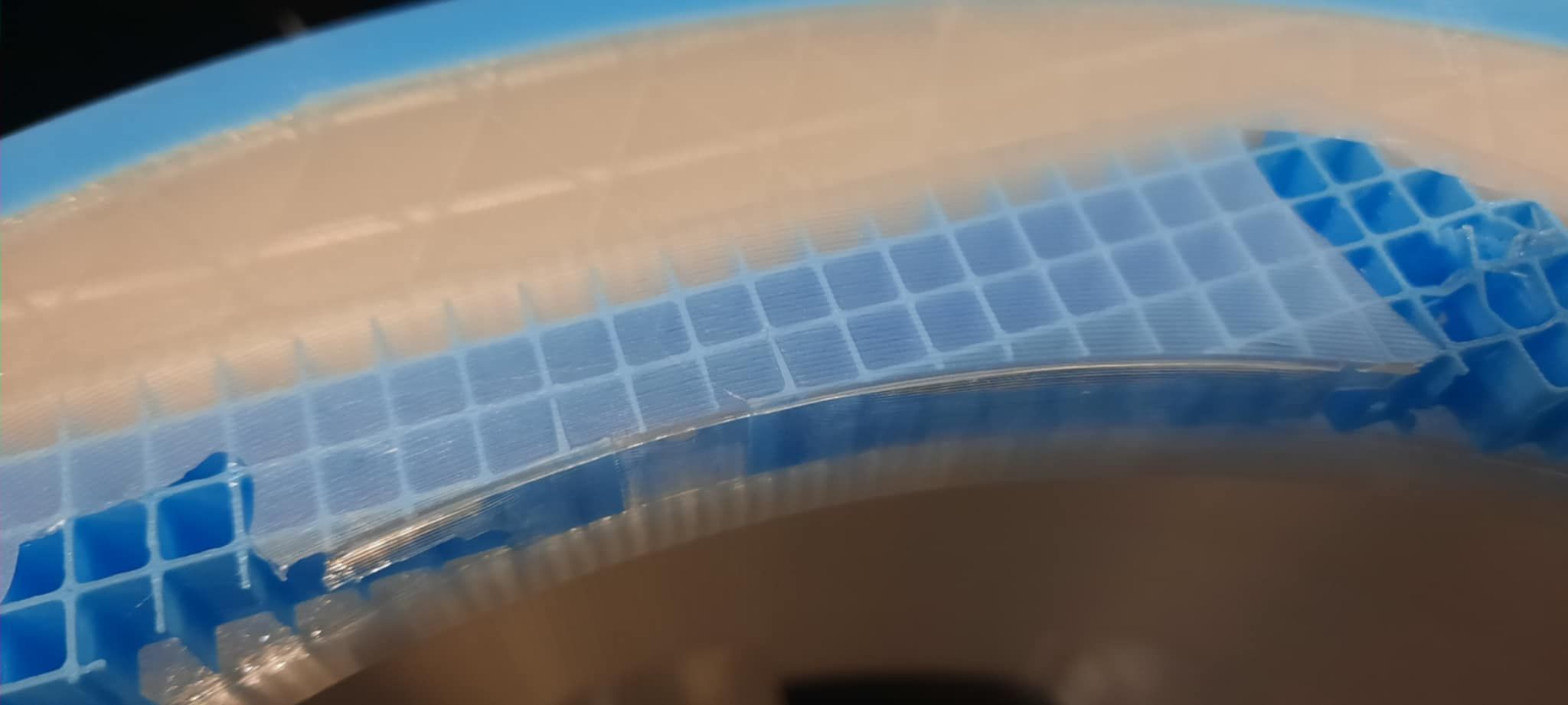
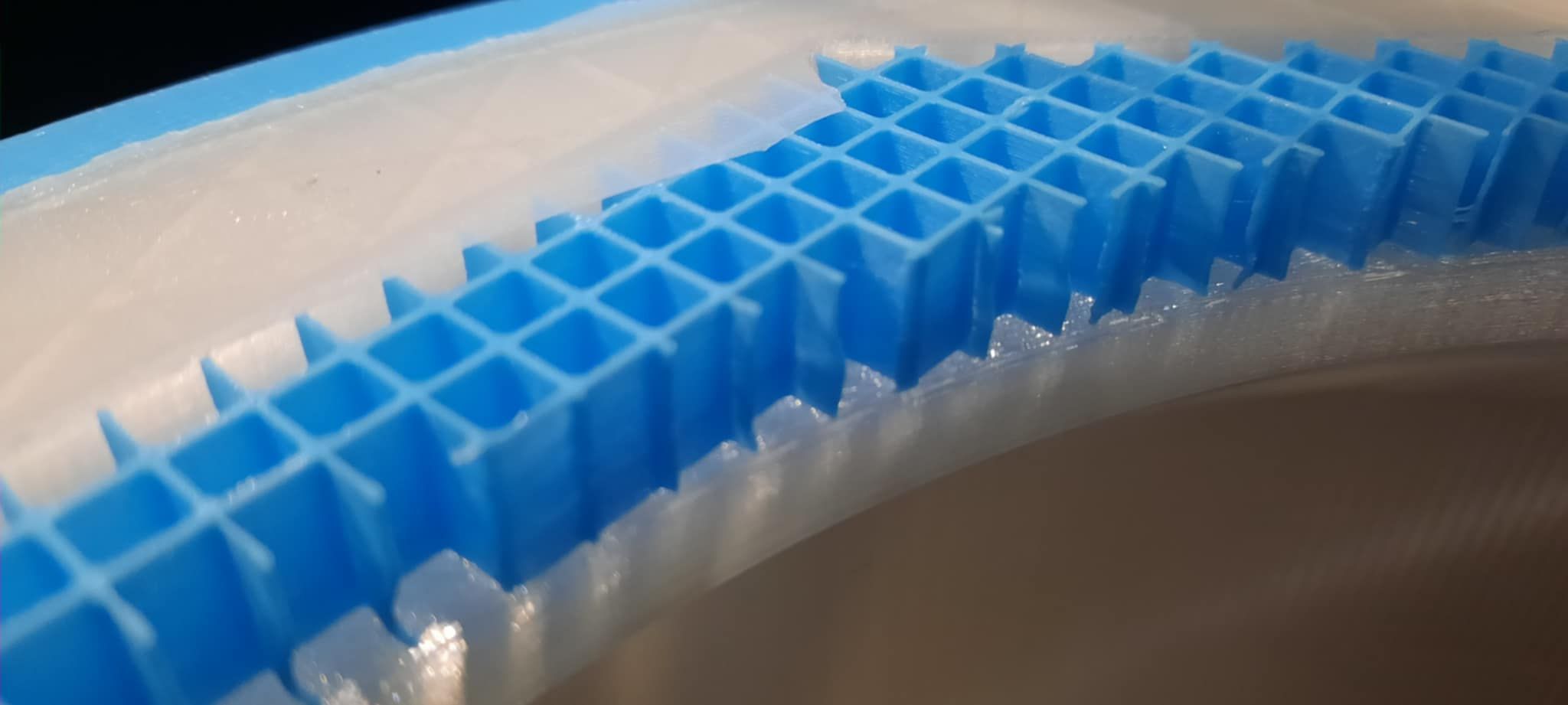
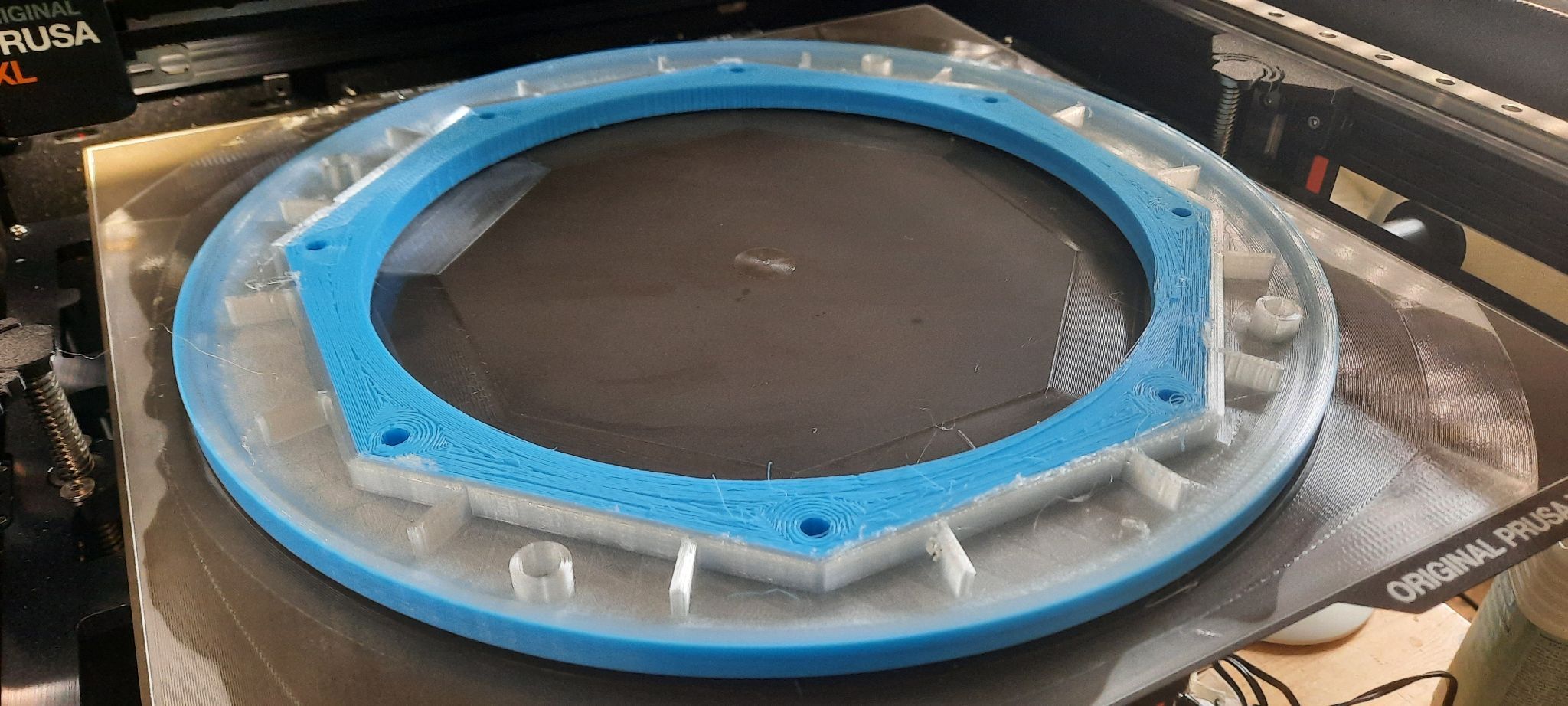
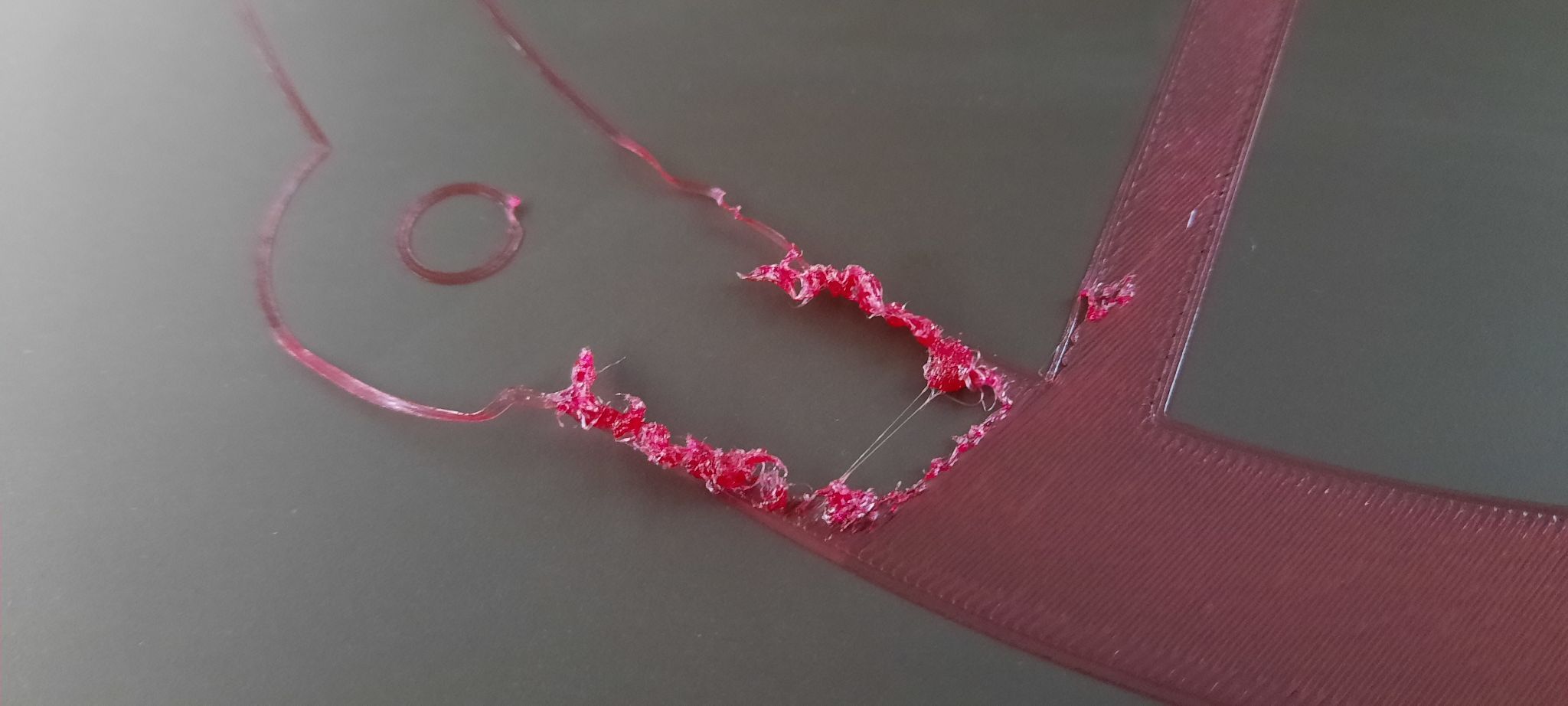
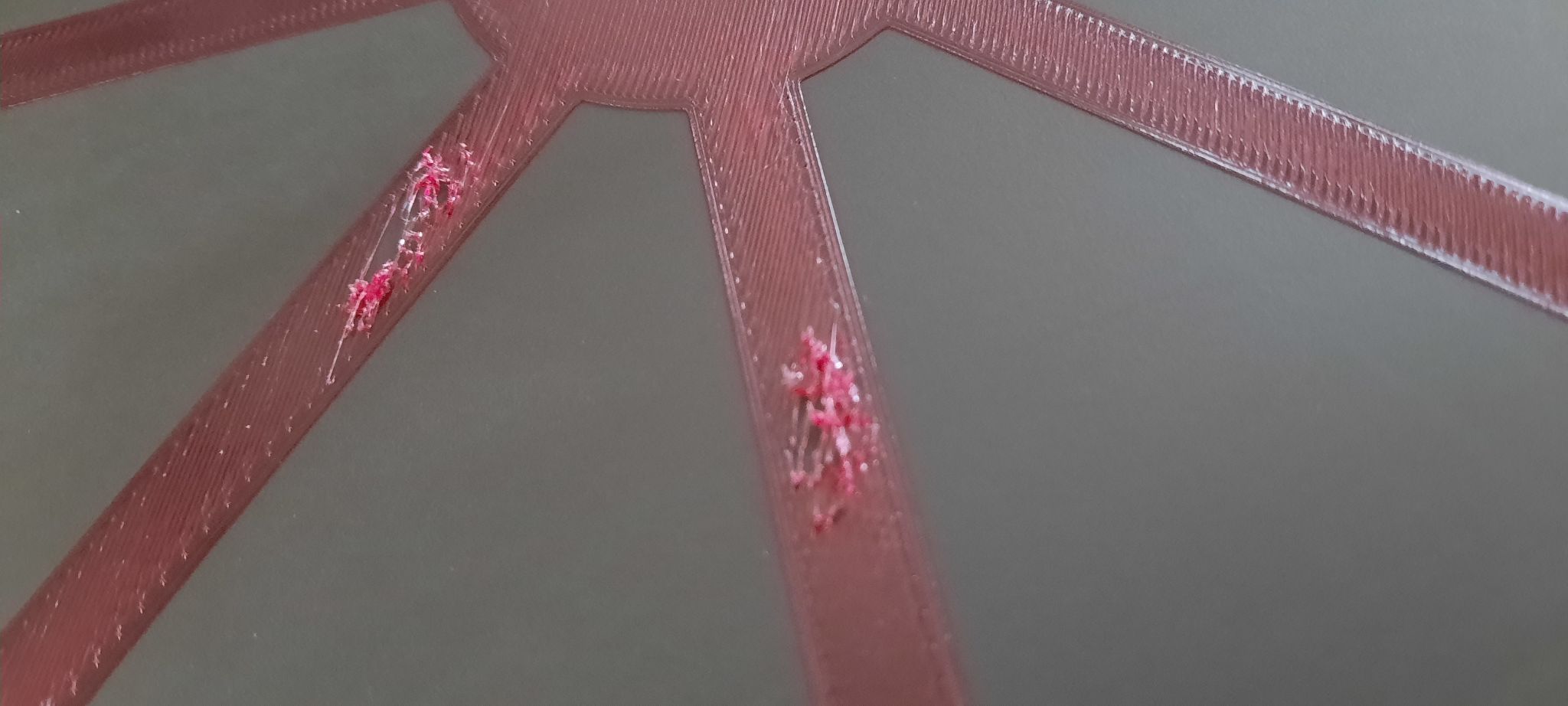
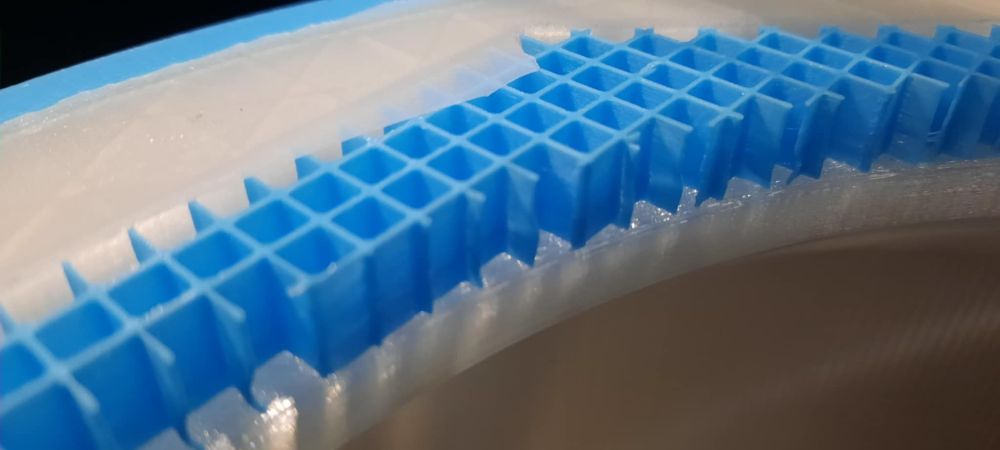
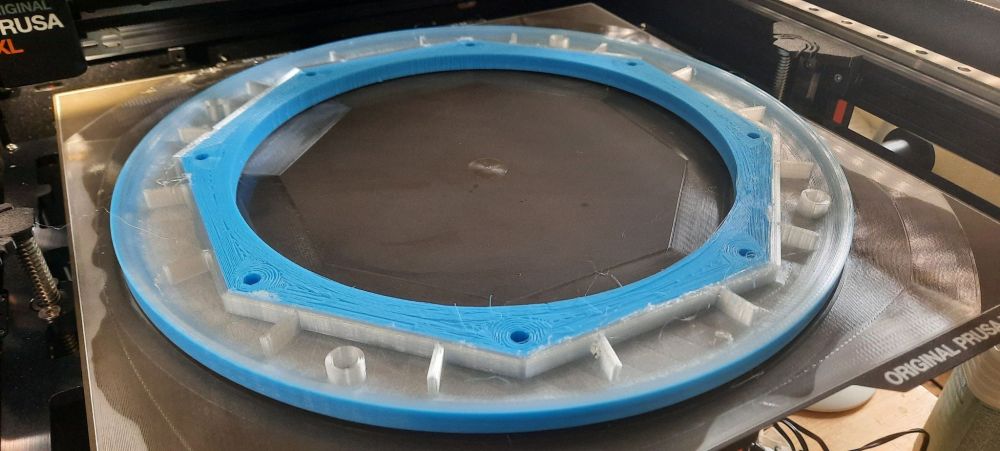
Bonjour, J'ai un début de solution via l'ajout une bordure en PETG à l'extrémité du surplom. Son épaisseur est ajustée de manière à ne faire qu'une couche en largeur, ce qui la rend facilement amovible en post-traitement. Mais elle permet au filament en PETG de s'accrocher et de faire des ponts au-dessus du support en PLA. Le résultat n'est pas encore optimal car l'accroche du PETG reste insuffisante, donc il faut quelques couches pour rattraper le bazar que cela crée. Pour cette pièce ce n'est pas un problème car cette surface sera cachée et j'ai quelques idées pour améliorer le résultat dans la prochaine itération. Voici quelques images de la version courante. Sur la première image, on voit au dessus la couche de PETG qui était sur le lit de l'imprimante. A l'avant on voit la bordure transparente qui permet de faire des ponts depuis la partie en PETG qui est au fond. La partie en bleu qui transparaît au travers de la première couche est le support en PLA. La partie bleue au fond est aussi un support en PLA destiné à soutenir une surface courbe. Notez que j'ai conçu les supports moi-même et les ai intégrés comme des parties de la pièce pour les optimiser. Sur la vue suivante, la première couche en PETG a été enlevée à peu près complètement, de même que la bordure en PETG. Sur la troisième vue, on voit la surface en PETG après enlèvement du support en PLA. On peut certainement faire mieux mais c'est déjà pas mal.

-
Faites des supports en PLA pour du PETG qu'ils disaient...
amundsen en réponse au topic de amundsen dans Entraide : Questions/Réponses sur l'impression 3D
Ah oui, je n'avais pas pensé à la vitesse. J'ai quand même des doutes sur l'adhérence mais je vais investiguer tout cela. Merci! -
Faites des supports en PLA pour du PETG qu'ils disaient...
amundsen en réponse au topic de amundsen dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour l'information @Kachidoki. Est-ce qu'il existe un descriptif des différents profils? Cela dit, ignorant l'existence de ce profil "breakaway", j'avais modifié le profil choisi et mis la "Distance Z du contact supérieur" à 0. Donc je ne crois pas que le problème soit là. J'ai l'impression que le problème est la mauvaise adhérence du PETG sur le PLA quand le premier n'a aucun autre point d'accroche que le second. Cela dit, comme la partie supportée sera invisible et que donc d'éventuelles traces de support ne seront pas gênantes, je crois que je vais générer ce support en PETG ou ajouter une partie à enlever après impression et qui soutiendra un pont. -
Faites des supports en PLA pour du PETG qu'ils disaient...
amundsen en réponse au topic de amundsen dans Entraide : Questions/Réponses sur l'impression 3D
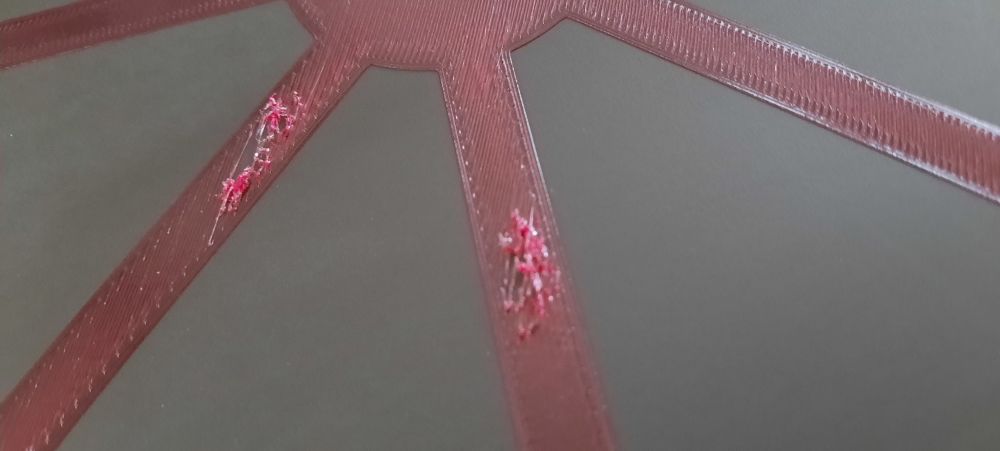
J'ai utilisé le profil 0,20mm structural XLIS. Attention à la manière d'interpréter l'image : le PLA semble sous-extrudé d'une part parce qu'à la jonction latérale avec le PETG il s'est un peu rétracté et d'autre part parce que la buse a clairement altéré sa surface en essayant d'imprimer le PETG par dessus. Auparavant la surface était tout à fait correcte. On ne voit pas bien là où cela n'a pas collé car j'ai enlevé le spaghetti avant la photo mais la surface bleue centrale devait être entièrement recouverte de PETG. Donc cela n'a collé nulle part. Pour ce qui est de la taille du brim, quand je me lance dans une impression de 80h j'essaie de mettre toutes les chances de mon côté. -
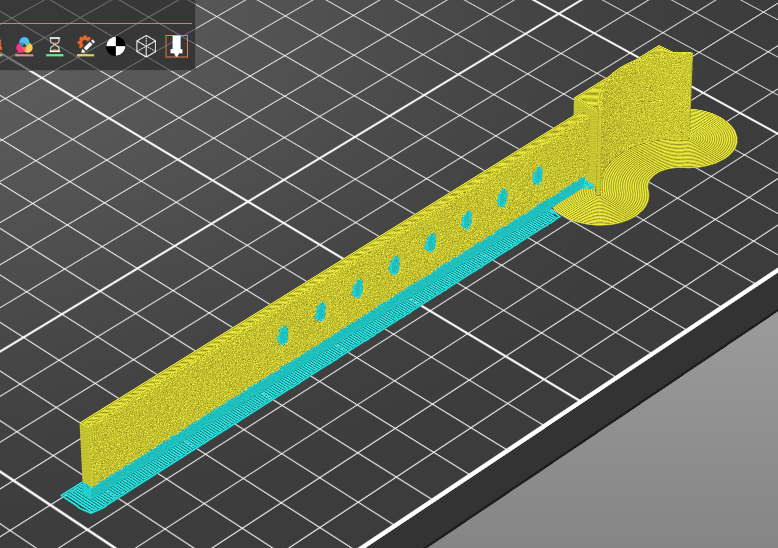
Bonjour, J'essaie d'utiliser du PLA comme matériau pour des supports de pièces en PETG, afin de faciliter l'enlèvement des supports. Mes premiers essais ont bien fonctionné mais là je bute sur un problème. J'ai un large surplomb de la pièce en PETG que je voulais soutenir par du PLA (en bleu au centre sur la photo). Mais quand la machine aurait dû imprimer la première couche de PETG de la partie qui devait être soutenue par le PLA, celle-ci n'adhèrait tout simplement pas et je me suis retrouvé avec un spaghetti d'enfer (heureusement "seulement" après 12h d'une impression qui devait en durer près de 80). Avez-vous des idées pour que le PETG se détache bien du PLA après impression mais y adhère tout de même un peu pendant l'impression?
-
[RESOLU] Problème avec Easy PET-G de Fiberlogy
amundsen en réponse au topic de amundsen dans Entraide : Questions/Réponses sur l'impression 3D
Résolu dans le post original (en fait j'ai écrit la première réponse, qui a été fusionnée avec la question. -
[RESOLU] Problème avec Easy PET-G de Fiberlogy
amundsen en réponse au topic de amundsen dans Entraide : Questions/Réponses sur l'impression 3D
Mis à part le problème pour lequel j'ai lancé ce fil de discussion - et qui a été résolu par un changement de température - je n'ai eu aucun problème jusque là avec l'alcool, qui a l'avantage de s'évaporer très vite. -
Site/logiciel pour modéliser une pièce d'après dessin?
amundsen a posté un sujet dans Discussions sur les logiciels 3D
Bonjour, Quel site/logiciel pouvez-vous recommander pour générer une pièce 3D à partir d'un dessin en 2D? Le dessin est celui d'un personnage stylisé façon BD. Merci d'avance. -
Bonjour, J'ai essayé d'imprimer une pièce en PETG (Burgundy Transparent) Fibverlogy Easy PET-G tranchée avec PrusaSlicer sur la XL (buse de 0,4mm). J'ai utilisé le profil livré avec PrusaSlicer mais après l'impression d'environ 50% de la première couche j'ai rencontré un problème (voir photos). Je précise que j'avais bien nettoyé le lit (côté lisse) à l'alcool avant l'impression et séché le filament préalablement (le taux d'humidité dans le séchoir Sunlu était descendu à approximativement 25%). Je me demande si la température d'impression du profil, 235°, n'est pas un peu basse. Pour les filaments PETG qui n'ont pas de profil dans PrusaSlicer j'utilise plutôt la température de 240° habituellement. Qu'en pensez-vous? Je crois que je vais tester 245° pour la première couche. Je confirme qu'avec une température de buse portée à 245° je n'ai plus eu de problème pour la première couche. Les couches suivantes s'impriment à 240°. On verra si cela se passe bien jusqu'au bout.

-
Empêcher une bordure d'aller au-delà du bord du plateau?
amundsen en réponse au topic de amundsen dans Entraide : Questions/Réponses sur l'impression 3D
Je ne suis arrivé à rien avec des formes ajoutées utilisées comme bloqueurs de support. Par contre, si on active la peinture de support mais qu'on utilise le clic droit, on peut peindre des bloqueurs de support, et là cela fonctionne très bien.
-
Empêcher une bordure d'aller au-delà du bord du plateau?
amundsen en réponse au topic de amundsen dans Entraide : Questions/Réponses sur l'impression 3D
J'ai refait une bordure extérieure qui ne touche plus le modèle. Par essais et erreurs sur l'angle-limite d'activation des supports je suis arrivé à faire coïncider la limite extérieure de ceux-ci avec la limite intérieure de la bordure. Mais cela a généré un autre problème: j'ai maintenant des supports ailleurs pour des parties qui n'en ont absolument pas besoin. J'essaie d'utiliser les bloqueurs de support mais c'est la première fois que je les essaie, je suis loin d'avoir compris comment ils fonctionnent.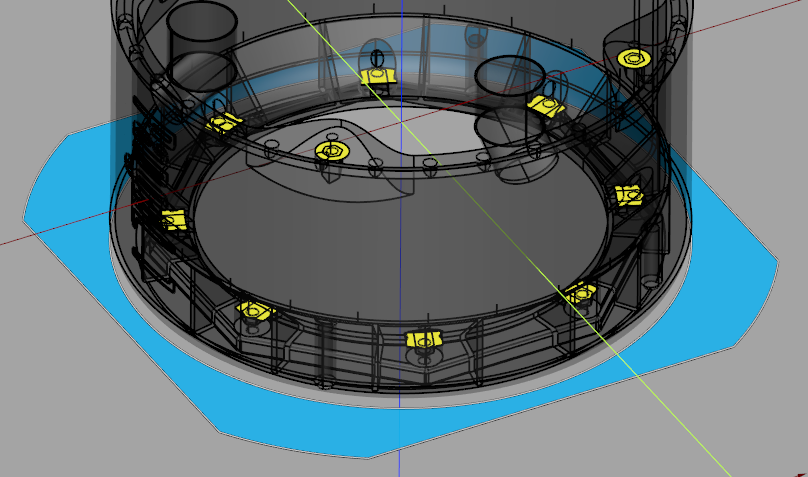
-
Empêcher une bordure d'aller au-delà du bord du plateau?
amundsen en réponse au topic de amundsen dans Entraide : Questions/Réponses sur l'impression 3D
J'avais mis une bordure à l'intérieur aussi, mais pour une impression qui va durer entre deux et trois jours, je préfères prendre toutes les précautions possibles. J'ai finalement généré une bordure moi-même mais maintenant j'ai un autre problème : du côté extérieur la pièce a une paroi incurvée qui requiert un support et je laisse PrusaSlicer générer ledit support mais le gcode produit entre en conflit avec celui de la bordure que j'ai générée moi-même sur la première couche. Je crois que je vais devoir modéliser moi-même soit un support, soit un bloqueur de support... Compliqué! -
Bonjour, J'imprime des pièces assez hautes qui demandent plusieurs jours d'impression. Ces pièces occupent aussi une place importante sur le plateau. Dès lors, quand je demande à mon logiciel de tranchage (PrusaSlicer) de créer une bordure bien large autour de la pièce pour prévenir au mieux les décollements, certaines parties se retrouvent au-delà des bords du plateau. J'ai essayé de placer des bloqueurs de support sur les bords du plateau mais rien n'y fait. Je vais faire ce que j'ai déjà fait antérieurement, à savoir modéliser moi-même un support sur mesure, mais n'y a-t-il aucune autre possibilité? Il me semble bizarre qu'en 2025 il n'y ait pas un algorithme intégré aux trancheurs pour recouper automatiquement d'éventuels dépassements des dimensions du plateau.
-
Impression avec buse de 0,1mm sur le Prusa XL
amundsen en réponse au topic de amundsen dans Prusa Research
L'impression FDM peut être faite pour cela si cela fonctionne. -
Impression avec buse de 0,1mm sur le Prusa XL
amundsen en réponse au topic de amundsen dans Prusa Research
La limite réelle dépend probablement de la précision dont les composants sont capables (pas des moteurs par exemple). Mais ma très courte expérience (interrompue pour l'instant faute de temps) me dit qu'il y a surtout un gros travail de mise au point à faire. Notamment parce que les couches fines sont plus sujettes à se décoller ou à se courber. -
Quelqu'un utilise la Prusa XL avec un autre trancheur que PrusaSlicer?
amundsen en réponse au topic de amundsen dans Prusa Research
J'ai découvert qu'il y a un profil pour la Prusa XL 5T sur OrcaSlicer. Je vais y jeter un coup d’œil. -
Impression avec buse de 0,1mm sur le Prusa XL
amundsen en réponse au topic de amundsen dans Prusa Research
On doit être sur un peu moins de 10cm en largeur. Le problème de déformation est lié au bain, la pièce est droite au sortir de l’imprimante, Pour ce qui est de savoir si l’impression résine est plus adaptée, je n’ai pas de réponse. Mon but est justement de tester jusqu’où on peut aller en FDM sans les problëmes d’èmanations chimiques de la résine ou la densité des supports, qui consomme beaucoup de matière, Mon choix d’une buse de 0,1mm devrait me permettre d’avoir plus de précision qu’avec une buse de 0,2mm donc tant qu’à descendre sous 0,4mm je ne vois pas de raison de ne pas aller le plus loin possible. -
Quelqu'un utilise la Prusa XL avec un autre trancheur que PrusaSlicer?
amundsen a posté un sujet dans Prusa Research
Bonjour, Sur mon ancienne imprimante j'utilisais IdeaMaker, que je trouvais très intuitif et clair. A cause de la Prusa XL, je suis passé à PrusaSlicer, mais je trouve les relations entre les divers étages de configuration peu clairs. En outre, quand j'effectue certaines modifications, ma machine est déclarée non compatible et ce n'est pas clair pourquoi. Dès lors, je me demandais si quelqu'un utilisait un autre trancheur pour de l'impression multi-matériaux sur la XL?