amundsen
-
Compteur de contenus
463 -
Inscrit(e) le
-
Dernière visite
Visiteurs récents du profil





Récompenses de amundsen
")





-
Taches de résine sur film de protection écran: nettoyer ou remplacer?
amundsen en réponse au topic de amundsen dans Les imprimantes 3D SLA
Eh ben voilàààà. Je me suis rendu compte que tu avais mal compris ma question, donc j'en ai entretemps reposé une. Merci pour tes précisions @isidon -
Taches de résine sur film de protection écran: nettoyer ou remplacer?
amundsen en réponse au topic de amundsen dans Les imprimantes 3D SLA
Malheureusement l'auteur de la vidéo n'explique pas combien de temps il faut laisser l'écran allumé pour que ça chauffe suffisamment. Autre problème : comment faire tenir le collant si on vient d'asperger la surface avec de l'alcool? Finalement, asperger d'alcool et gratter patiemment avec un ongle a suffi à enlever les taches. J'ai tout de même demandé des précisions à l'auteur de la vidéo. S'il répond je relaierai les réponses ici. -
Taches de résine sur film de protection écran: nettoyer ou remplacer?
amundsen en réponse au topic de amundsen dans Les imprimantes 3D SLA
La raclette plastique était déjà en commande, je vais essayer le truc du scotch. -
Taches de résine sur film de protection écran: nettoyer ou remplacer?
amundsen en réponse au topic de amundsen dans Les imprimantes 3D SLA
J'ai essayé le torchon imbibé d'eau chaude dans un sac plastique, cela n'a rien donné. @isidon : pour le scotch fort, tu as un exemple de référence? Et combien de temps faut-il faire chauffer l'écran? -
Bonjour, Cela devait arriver un jour ou l'autre : le FEP de mon Anycubic Photon Mono 4K a percé et j'ai une tache de résine sur le film de protection de l'écran, résine qui a polymérisé bien sûr. D'après vous, est-il possible de nettoyer ce film de protection? Si oui, comment? Merci d'avance.
-
Est-ce que j'ai abîmé ma plaque en PEI?
amundsen en réponse au topic de amundsen dans Entraide : Questions/Réponses sur l'impression 3D
Merci @hyoti ! Question : pourquoi pas de PETG du côté lisse? -
Problème impression TPU sur FLSun SR
amundsen en réponse au topic de amundsen dans Entraide : Questions/Réponses sur l'impression 3D
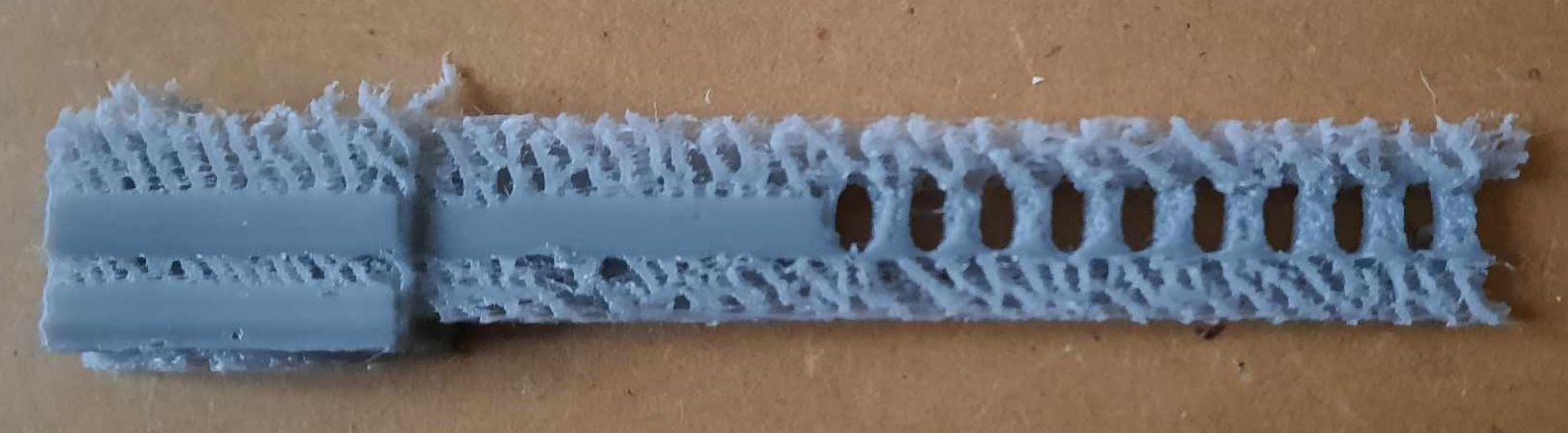
La pièce que j'essaie d'imprimer est une sangle pour une pièce qui doit être fixée sur un cadre de vélo. Je n'ai pas pensé aux températures, mais en général quand j'imprime une tour de température je trouve les résultats peu concluants. Peut-être que cela donnera quelque chose cette fois. Mes essais ont été réalisés à 220°C. -
Est-ce que j'ai abîmé ma plaque en PEI?
amundsen a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, J'ai une plaque en PEI de chez Energetic. En général, je l'utilise sur le côté texturé. Hier, j'ai voulu l'utiliser sur le côté lisse. J'ai alors remarqué qu'à certains endroits, la plaque était recouverte d'une feuille de plastique qui se décollait. Je me suis dit que c'était sans doute une feuille de protection que je n'avais pas vue à l'achat et en tirant un peu dessus je l'ai complètement enlevée. Après coup, je me demande si je n'ai pas fait une bêtise et enlevé le PEI lui-même. Dès lors, je me demande comment vérifier s'il y a encore du PEI sur la plaque ou non? D'autre part, savez-vous s'il est possible de remettre une feuille de PEI sans racheter une plaque complète et où trouver cette feuille en version autocollante? Merci d'avance. -
Problème impression TPU sur FLSun SR
amundsen en réponse au topic de amundsen dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, J'ai mesuré le diamètre du fil. J'ai des valeurs proches du diamètre théorique, autour de 1,70mm, donc loin des valeurs constatées par @vap38. Ma vitesse d'impression était à 15mm/s, je suis descendu à 10mm/s (pour toutes les situations possibles). J'ai finalement fait un test avec un débit à 120% mais ça bavait de partout donc j'ai interrompu avant la fin de la première couche. Ma RatRig est occupée pour l'impression d'autres pièces pour l'instant mais je referai une tentative sur cette machine, qui a un bon direct drive. -
Problème impression TPU sur FLSun SR
amundsen a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, J'essaie d'imprimer en TPU Eryone (Shore 95A) sur une FLSun SR, modèle d'usine sans modification (en Bowden, donc). Problème : l'impression semble souffrir de sous-extrusion, mais ce qui est bizarre c'est que cela se produit seulement sur certaines couches. J'hésite donc à augmenter le débit du filament. Qu'en pensez-vous?
-
Modélisation 3D à partir de photos et IA
amundsen en réponse au topic de amundsen dans Discussion sur les logiciels 3D
Mais Artcam n'est plus disponible. -
Remplissage en couches plus épaisses - votre avis?
amundsen a posté un sujet dans Discussion sur les imprimantes 3D
Bonjour, Je viens de découvrir l'option "Combine Infill Layers" dans IdeaMaker. Celle-ci entraîne une fusion de couches multiples dans le remplissage. Donc l'imprimante doit imprimer moins de couches pour cette partie, mais qui sont plus épaisses évidemment. Avez-vous déjà utilisé cette option (ou son équivalent dans un autre logiciel de tranchage) ? Ma principale interrogation à son sujet est le débit de filament qu'elle impose éventuellement à la machine. Avez-vous rencontré des difficultés à ce propos ou bien l'épaisseur de couche est automatiquement compensée par une vitesse plus lente? -
Motifs de remplissage compatibles avec un remplissage à la résine epoxy
amundsen en réponse au topic de amundsen dans Discussion sur les imprimantes 3D
C'est pour soutenir la paroi supérieure de la pièce (disque d'approximativement 30cm de diamètre). -
Bonjour, Je souhaite renforcer une pièce par un remplissage à la résine epoxy après impression. Le but est d'augmenter la rigidité de la pièce et de prévenir la séparation des couches. Je l'ai déjà fait sur des petites pièces (avec du ciment très liquide). J'avais prévu des trous de remplissage et avais créé un motif de remplissage moi-même sous forme de "poutrelles" qui laissaient passer le liquide de remplissage par dessous au maximum. Cette fois, je me dis qu'un motif de remplissage d'usine devrait pouvoir convenir s'il permet au liquide de passer entre les couches de remplissage. J'ai trouvé le motif cubique sur IdeaMaker. Sur PrusaSlicer, le motif en nid d'abeille 3D semble convenir. Avez-vous déjà effectué ce type de renforcement? Avec quel matériau? Et quel motif de remplissage aviez-vous employé (en précisant le logiciel svp) ?
-
Est-ce que cette modification pourrait améliorer la solidité de ma pièce?
amundsen en réponse au topic de amundsen dans Dessiner / modéliser en 3D
Le haut-parleur est en effet de bonne taille (HP coaxial avec woofer de 22cm et structure de 26cm de diamètre). Les différentes parties sont attachées entre elles par des boulons, donc je ne crains pas trop un éclatement hormis pour la pièce du dessous. Pour cette dernière, outre le renfort, je me demande si une structure creuse remplie de résine ne serait pas une solution.