romain33120
-
Compteur de contenus
60 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par romain33120
-
salut, meme pbl que toi mais apparement le forum n est pas tres vivant surtout sur de vieille config comme les nôtres pire si tu est en 3mm... As tu recus ta hotend?? et si oui en est tu satisfais??
-
Salut , j ai besoin de changer ma buse sur ma rep rap sauf que mon montage d' epoque est fait avec une buse femelle et non un filetage mâle comme on voit de nos jours.. En fait ma buse est vissée directement sur le tube filetée qui dépasse du corps de chauffe... je suis en filament de 3mm et en full metal a peu pres comme ici https://www.reprap-france.com/produit/1234568291-kit-hexagon-3mm et mon extrudeur est ainsi https://www.google.com/url?sa=i&url=https%3A%2F%2F3daddict.com%2Fproduct%2Fgreg-wade-reloaded-extruder%2F&psig=AOvVaw1uhK8psfsilKsfwPezfj34&ust=1588783431598000&source=images&cd=vfe&ved=0CAIQjRxqFwoTCOC3idOVnekCFQAAAAAdAAAAABAQ Deja est ce que quelqu'un peu me dire le nom des différant composant car j avoue que je m y perd entre j head hot end mk truc_ etc . Ce serait sympa..: Y a le gros truc en alu; la tige fileté percée le corps de chauffe et la buse Pour la suite je me dit qu'il est peut etre temps de changer...mais la aussi je sèche;;;il y a avc du ptfe,, ful metal etc.... quel système choisir....peut etre puis je modifier ce que j ai déjà?? merci de votre aide
-
personne pour m aider..tampis.. merci a ceux qui ont essayes.. A+
-
Bizzare, lorsque je lance la commande M501 la console ne m affiche ca 14:28:35.918 : echo:Stored settings retrieved 14:28:35.918 : ok 14:28:35.918 : ok 14:28:35.918 : ok 14:28:35.928 : ok 14:28:36.978 : N673 M105*37 14:28:36.978 : ok T:18.1 /0.0 B:17.6 /0.0 T0:18.1 /0.0 @:0 B@:0 14:28:40.038 : N674 M105*34 14:28:40.038 : ok T:18.0 /0.0 B:17.3 /0.0 T0:18.0 /0.0 @:0 B@:0 14:28:43.098 : N675 M105*35 14:28:43.098 : ok T:18.0 /0.0 B:17.3 /0.0 T0:18.0 /0.0 @:0 B@:0 14:28:44.628 : N676 M501*32 j ai pas les reglages Bhe oui c etait M503 en fait Bon ca me dit pas pourquoi avec 860steps ca fonctionne...a moins que le microcontroleur gere 32 micros steps.;mais c'est pas le cas sur le data sheet
-
Voici mes valeurs et mon calcul nema 17: 200 steps micro controleur: 16 micros pas???????????????????? je pense ref IC1X 4988ET pignon: 13 dents galet : 37 dents vis diam 8 perimetre vis = 2*3.14*8=25.12mm **************************** Nombre de pas: 200 pas* 16 micros pas= 3200 steps 3200 pas pour 13 dents de pignon, d'ou 37 dents donnent: 37*3200/13= 9107.6924 steps donc 9107.6925= perimetre vis=25.12mm d'ou 1mm=9107.6925/25.12=362.5 steps ****************************
-
bon j ai trouvé l erreur mais j avoue ne pas comprendre.. J ai re telecharge marlin en verifiant bien mes valeurs de step x,y,z,E: 80.5 , 80.5 , 4000, 437 ca marche pas.. du coup je me suis dit tiens si je change les valeurs dans repetier vu que c est lui qui gere le print.. Donc comme j extrude pas assez meme deux fois moins je lui saisi E: 860 step/mm Bhe la ca marche... donc je comprend pas pourquoi.. Mon calcul de steps de base est faux??? celui qu j ai fait ici https://www.lesimprimantes3d.fr/forum/topic/27899-reglage-extrusion-et-stepsmm-besoin-d-aide/ si quelqu'un peu verifier svp..
-
Bon format de l ordi fait..c est pas ca .;donc le seul dénominateur commun reste MARLIN.. j ai remarqué un truc bizarre.... Le slicer annonce une longueur de fil de 39mm j entraine avec une vis de 8mm hors elle ne fait que 2 tours soit 16mm... la ya un bug dans la marmite..,,,????
-
j y ai pas pense mais je pense que c est la mise a jour de microsoft framework 4 j ai pas pense a supprime ca avant
-
0.4. mais j ai bien specifie mes valeurs et tt fonctionnait parfaitement avant d avoir des pblm... Pbl que j ai deja rencontre et que j avais solutionne en reinstallant repetier... sur un autre ordi... https://www.lesimprimantes3d.fr/forum/topic/27899-reglage-extrusion-et-stepsmm-besoin-d-aide/ C est pour ca que je pense a un conflit materiel..une mise a jours qui fout la grouille et empeche le trancheur de travailler normalement... une vieille version fonctionne car elle ne stocke rien ds l ordi , mais les nouvelles version de Slic3r enregistre un fichier ds l ordi..fichier que je ne trouve pas...car si on desinstale une recente version et qu on la reinstale on retrouve toujours les setting imprimante filament etc precedement utilise et enregistre...et ce meme avc un nettoyage du registre entre chaque instal.... Du coup j ai craque..FORMAT .. Au moins je serais fixe...
-
j ai un fichier qui doit trainer ds l ordi et qui me fou la grouille...mon tranchage est complet faux..;
-
Il manque bien des lignes.. Si je prends une autre version plus ancienne mon objet stl est carrément incomplet..;
-
prusa1.gcode
-
S3D,?
-
bon c'est bien un PBL de slicer... que je prenne n importe quelle version le gcode fini affreux...c'est fou ca qd meme..
-
re... Oui ok ton g code est parfait, j avais trop serre mon galet d entrainement...
-
j espere pas je reviens ds une heure..;je vais tester autre chose.. merci bcp pour ton aide
-

-
Salut, bien que tes reglages ne soit pas exactement identiques aux miens ca print..vitesse je pousse a 250% marrant ton reglage de relever la buse a chaque fin de couche. 3 couches qui sont pas jolies a intervalle régulier, bizarre je fais 2 tests meme chose couches en dentelles..
-
ok..merci bcp..je teste ca apres retour du taf.. Et oui c est une imprimante DIY..cadre en bois..les debut de la reprap..j ai monte ca en 2012 2013... a l epoque le fil de 1.75 ca n existait pas.. pour la chauffe plateau..si t imprime en PLA t as pas besoin de chauffe..je pose juste un bluetape et l accroche est parfaite.... a tt merci..
-
dimention imprimante..20/20 buse de 0.4 fil de 2.85 hauteur de couche 0.28 hauteur 1er couche 0.3 temperature d extrusion 1er couche 210 tempe extrusion 200 bed 0 pas besoin c est du PLA
-
rhafff...j avais pas vu. je te l ai reposté 0.5mm-thin-wall.stl
-
0.5mm-thin-wall.stl
-
Salut; le stl il est en 1er post juste a cote de la photo.
-
Impossible de trouver ou slic3r stoque les regalge des parametre imprimante filament etc...j ai beau tout desinstaller chercher partout nettoyer le registre etc...des que je relance une nouvelle version du trancheur je retombe toujours sur les parametres d avant...; Cette imprimante va prendre un coup de masse...
-
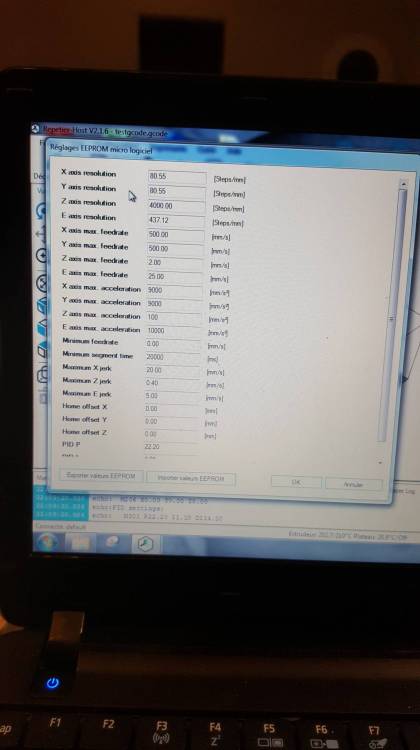
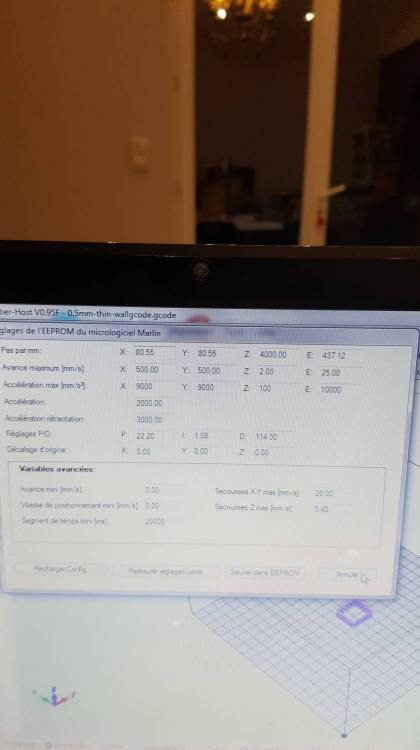
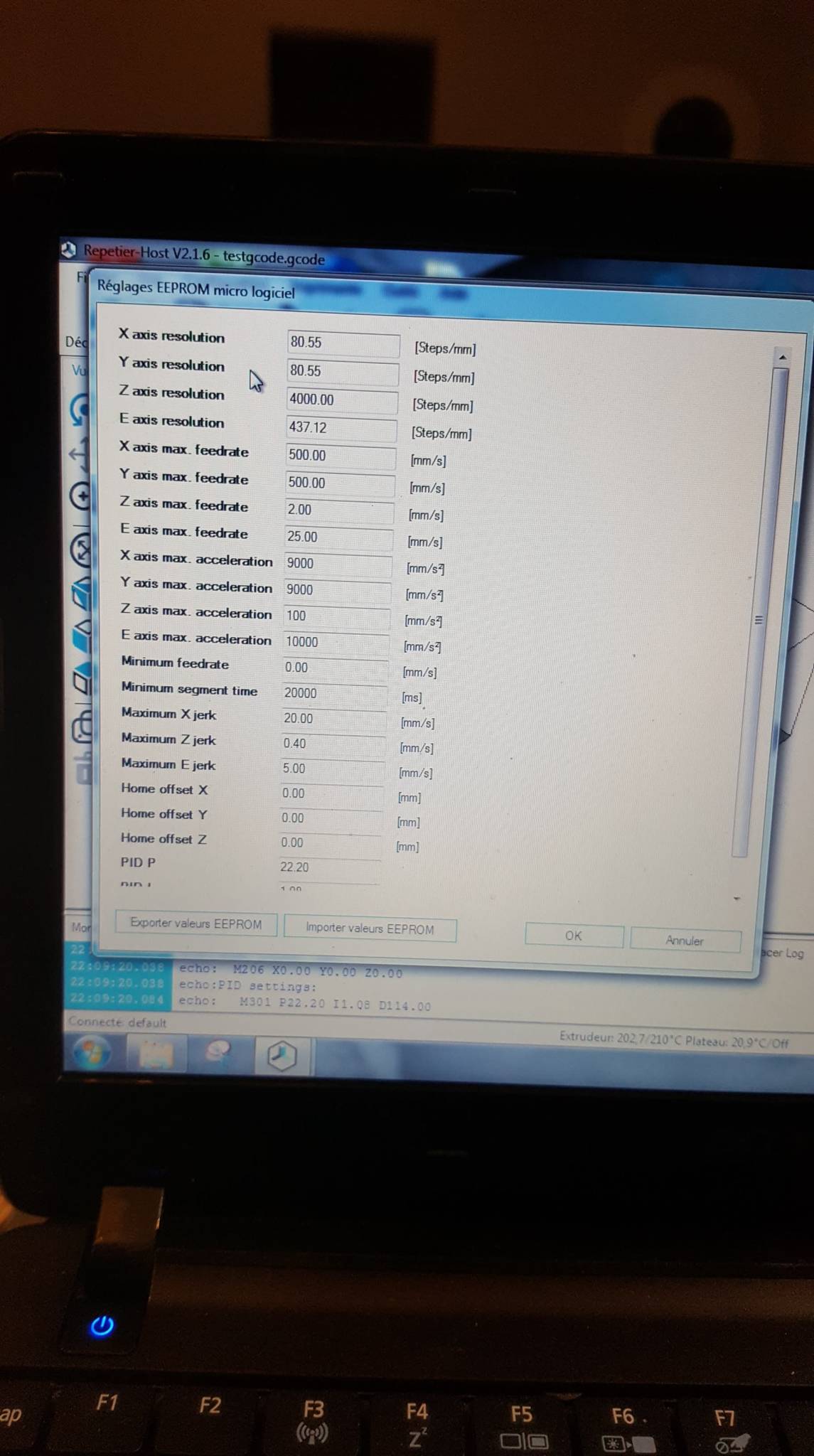
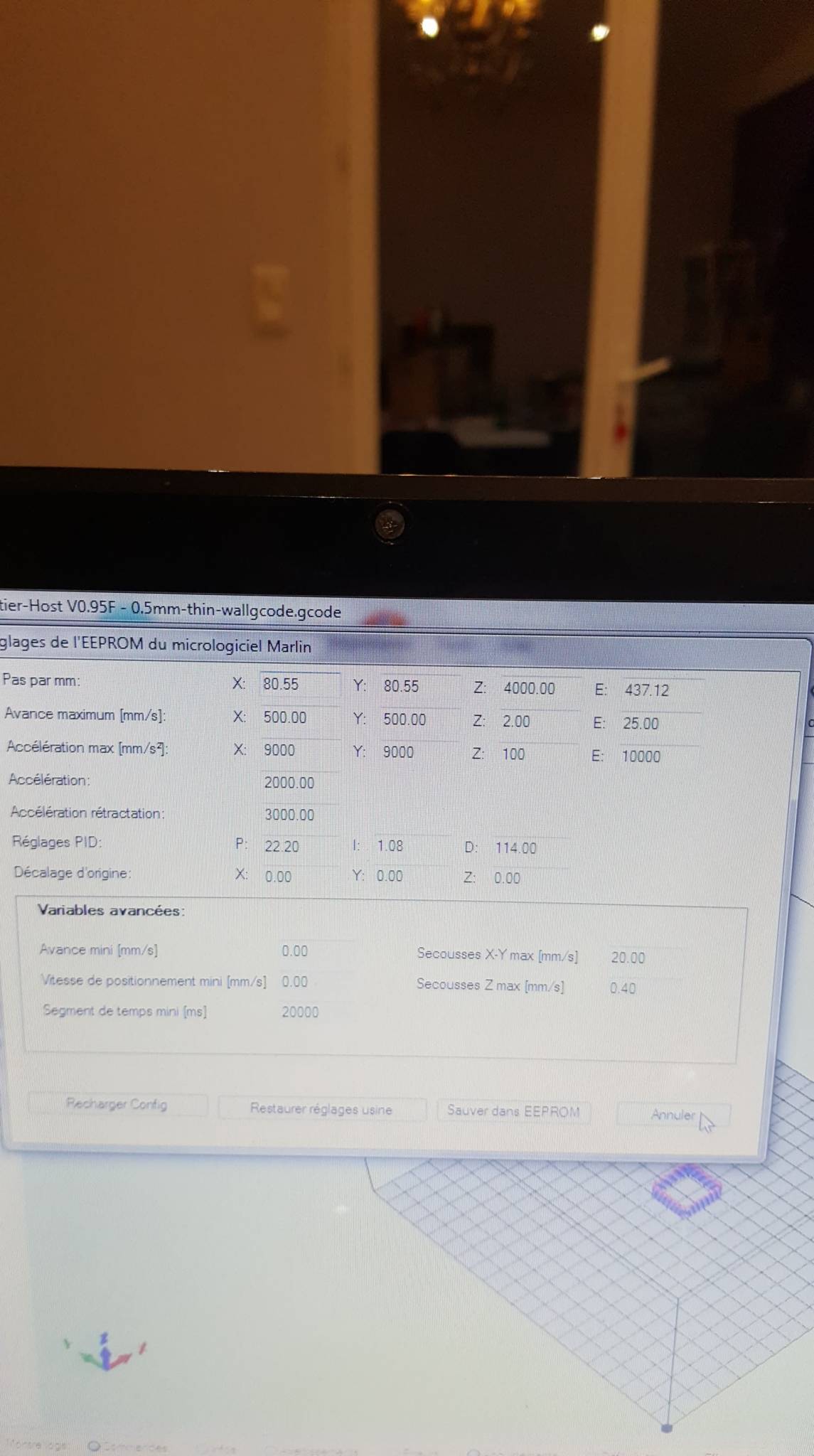
salut, j'utilise une base prusa DIY donc ce n est pas un typo commune.. j arrive a sortir un g code avc un vieux slic 3r qui suffit mais j imprime moins vite c'est qd meme pas l ideal d'avoir une interface qui foire... je me demande si il n y a pas un fichier racine frelaté qui traine dans l ordi et qui m occasionne ce soucis...mais bon pourquoi sur 2 ordi??? je vais recharger MARLIN PINPIN qd meme au cas ou mais c'est vraiment bizarre mes valeur EPROM me paraissent correctes.. ci joint les valeurs relevées dans les 2 versions