Xerion
-
Compteur de contenus
9 -
Inscrit(e) le
-
Dernière visite
Récompenses de Xerion
")





-
Salut, merci pour vos réponses J'utilise du PLA (ICE vert), je chauffe à 190° (annoncé, j'ai rien pour vérifier s'il dit vrai ; ça semblait encore plus fondu [warping] avant, quand je chauffais à 200°/205°) et j'ai la buse de ventilation de base (je voulais en imprimer une autre, mieux, mais tant que j'ai ce genre de résultat c'est compliqué^^ ; d'ailleurs j'me demande si elle ne souffle pas genre 1mm trop haut [fixation pas top]). Oui ils sont mieux, c'est sûr. Juste que l'amélioration était plus que compensée par la dégradation des bords des lettres et le temps d'impression suppl Ok, du coup j'ai plus qu'à prendre mon mal en patience haha INFO suppl : en fait dans l'ordre (mais si ça se trouve c'est pas bon) je voulais i) avoir un cube de calibration ~ok, ii) imprimer des pièces pour pouvoir tendre les courroies sans tout démonter, iii) imprimer une bonne buse de ventilo style ça iv) imprimer des pièces pour rigidifier la structure v) faire mumuse
-
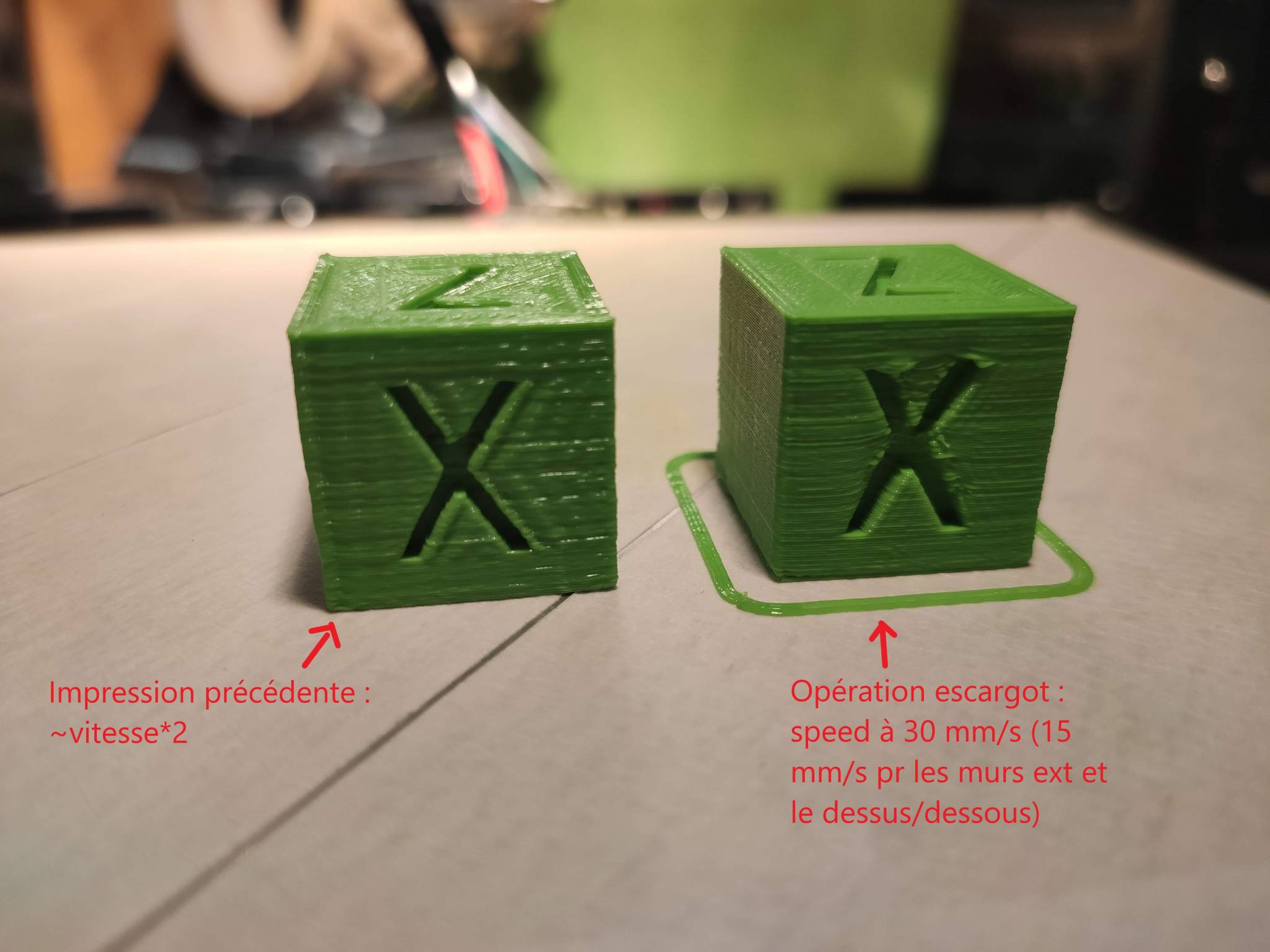
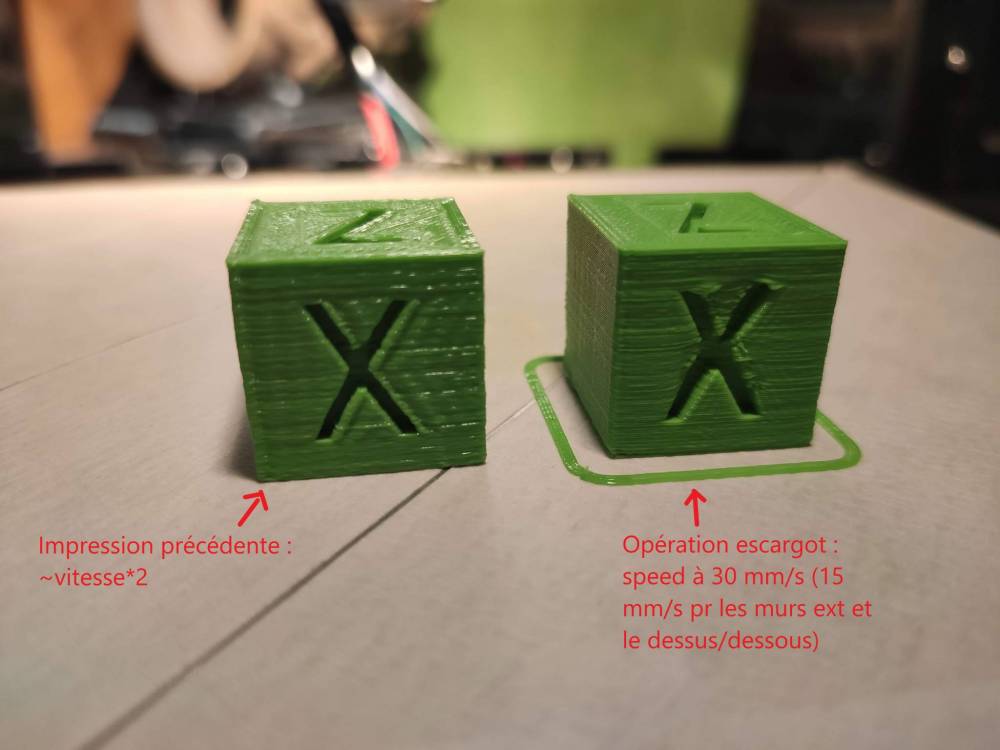
Bon, l'opération escargot n'aura pas été couronnée de succès (cf. photo) : les contours des lettres sont particulièrement crades. Ça commence à me déprimer cette histoire
-
Bon du coup, j'observe la même chose que je spécifie une accélération (pour les axes X/Y) de 400 ou bien de 800 (sachant que j'ai fixé le jerk max à 7 dans les 2 cas). Sachant que je spécifie ces valeurs dans le G-code, serait-il possible que ce dernier "n'écrase" pas les valeurs spécifiées dans les params de l'imprimante (j'utilise Marlin 2.0 aussi) ? Ça me paraîtrait bizarre tt de même
-
Ok merci, je vais faire ça ; mais je pensais que les valeurs indiquées dans le G-code suffisaient ("M201 X800 Y800 ;valeur maxi acceleration x et y" et "M205 X7 Y7 ;jerk maxi") Sinon à tout hasard, quelles sont les valeurs que t'utilises (si ce n'est pas trop demander) ?
-
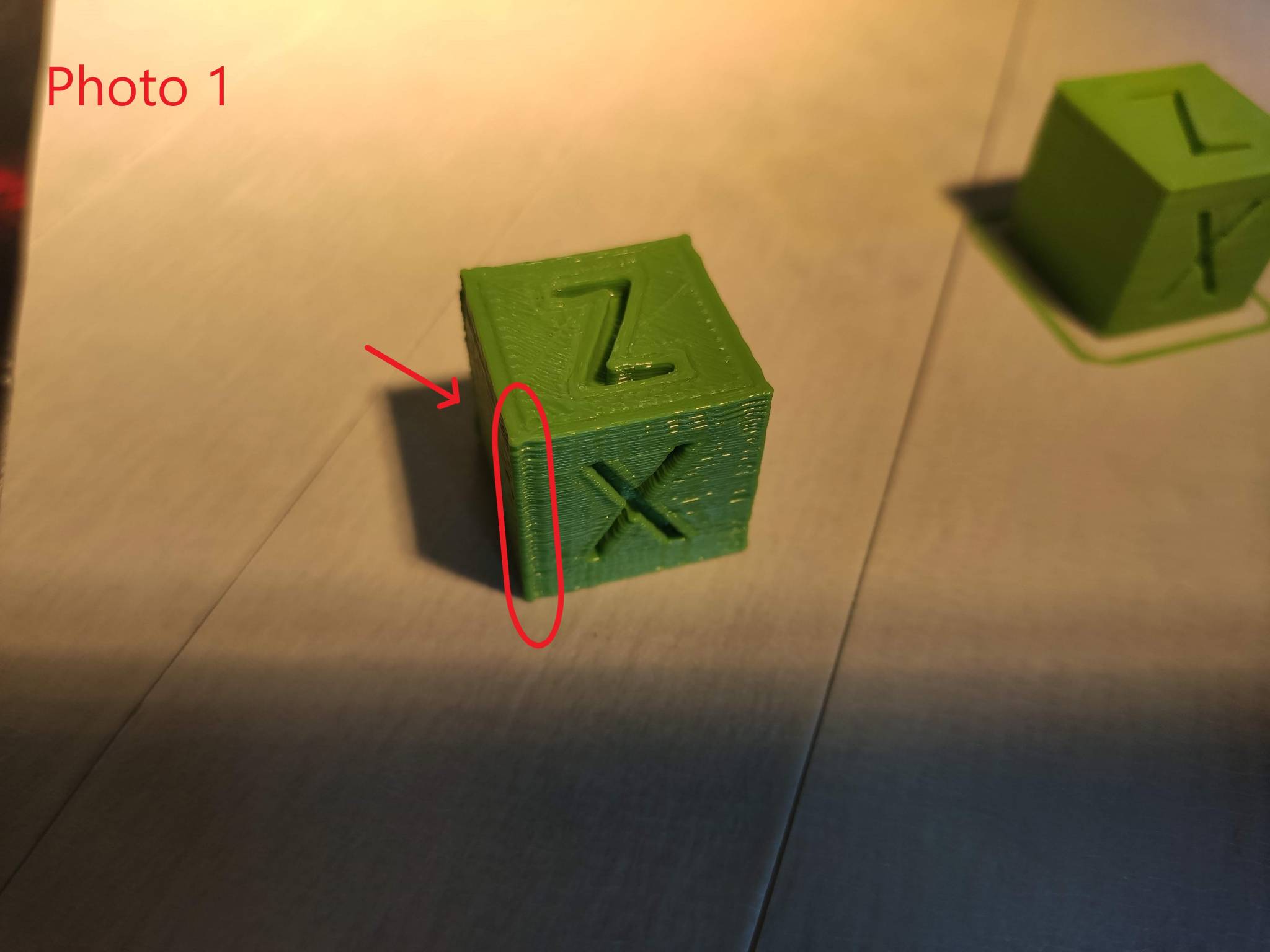
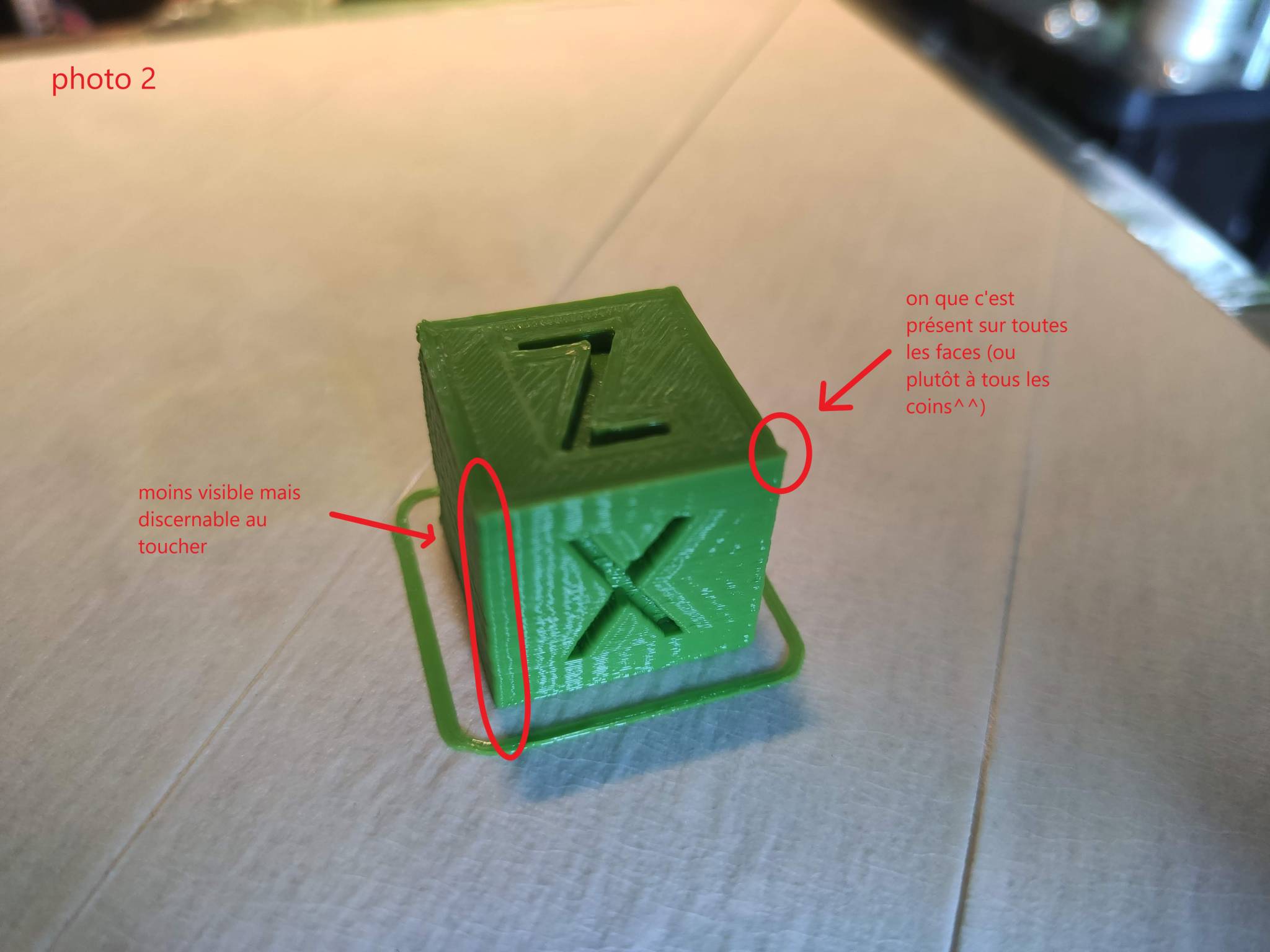
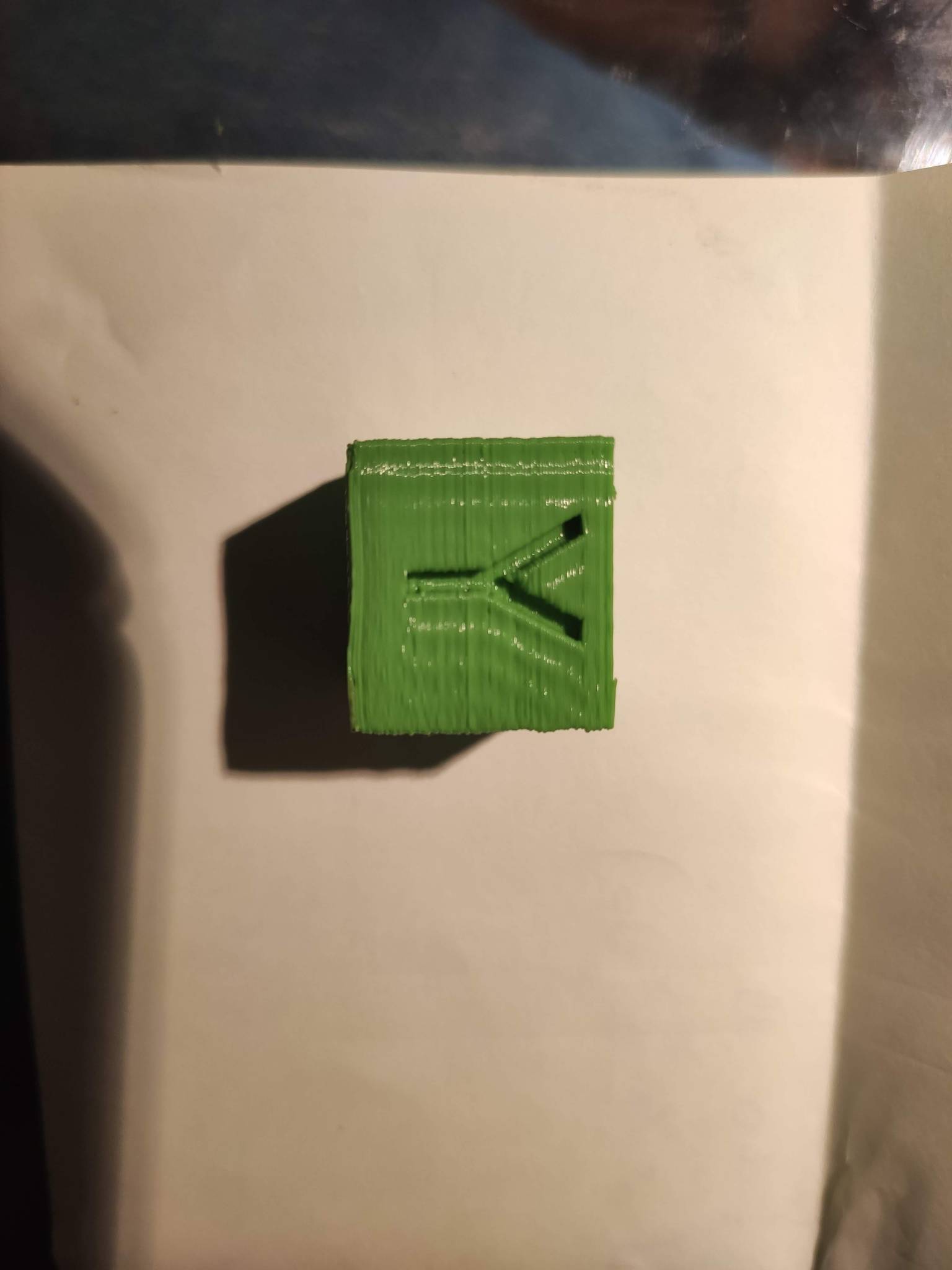
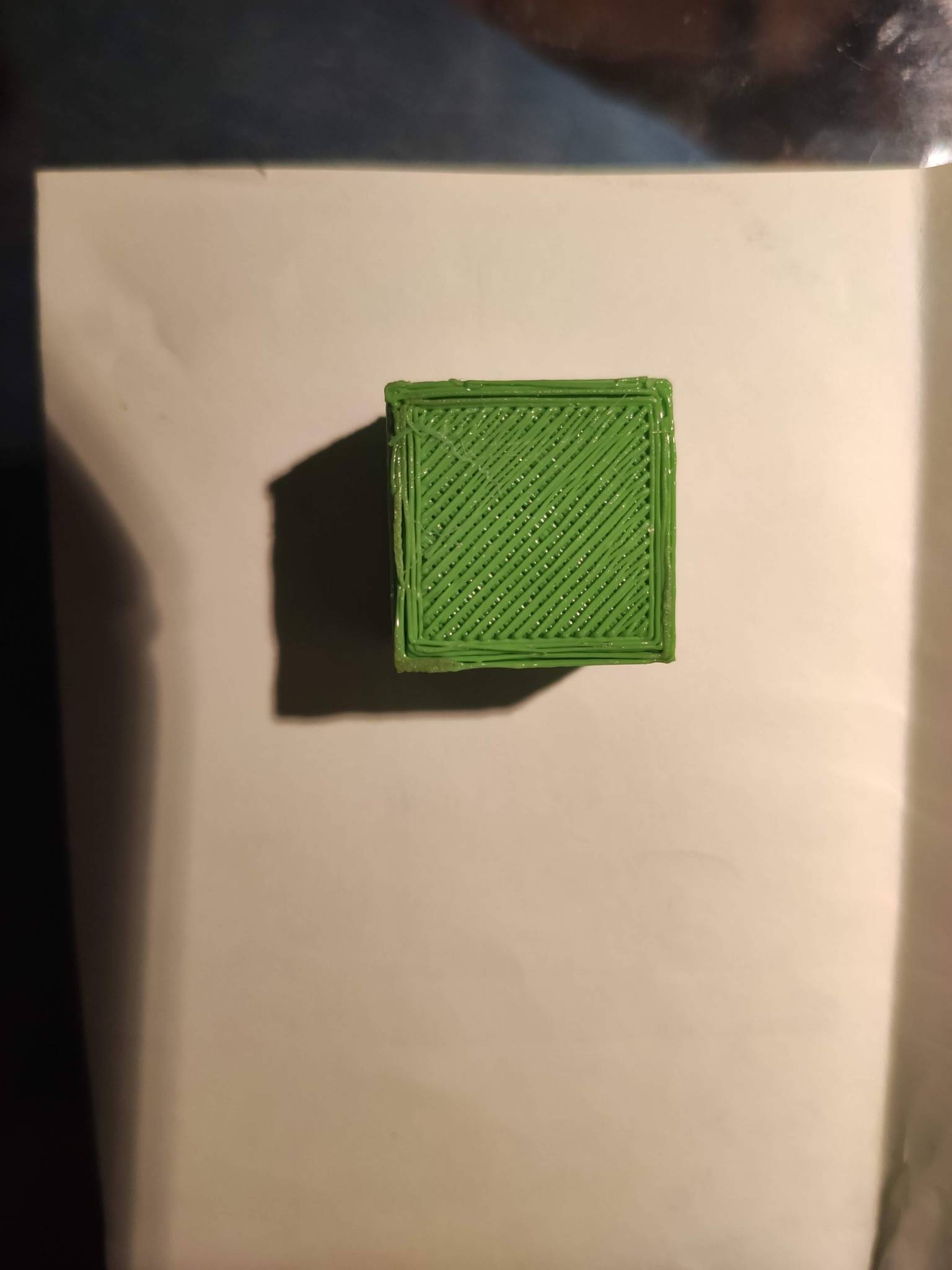
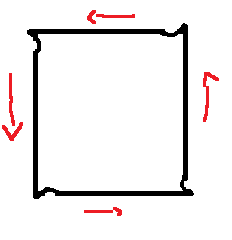
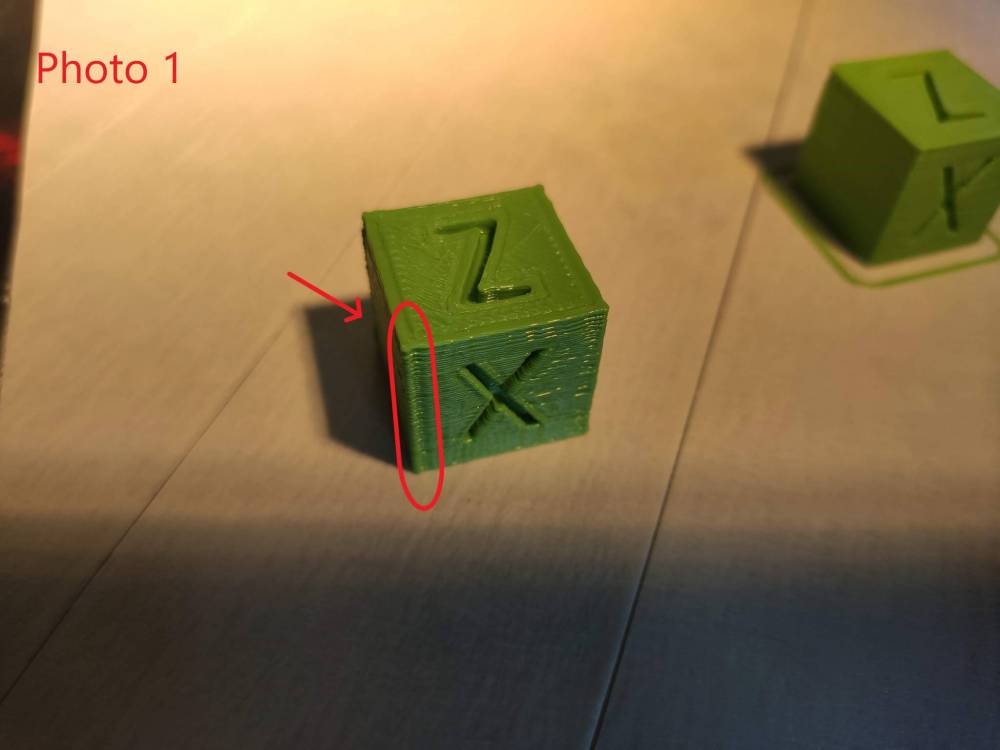
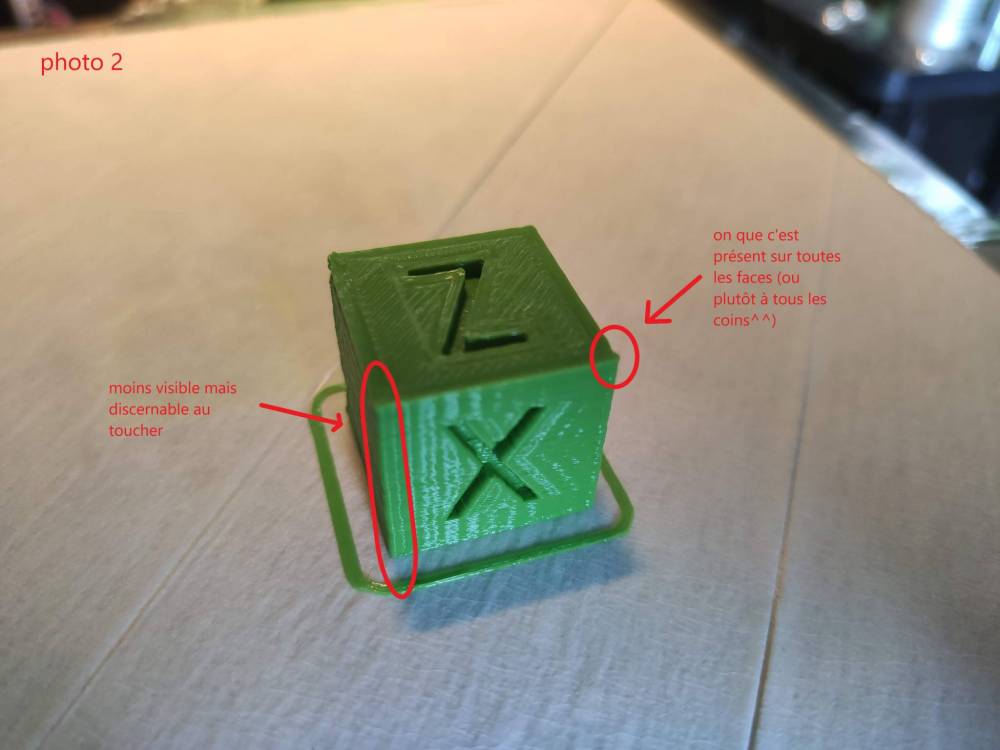
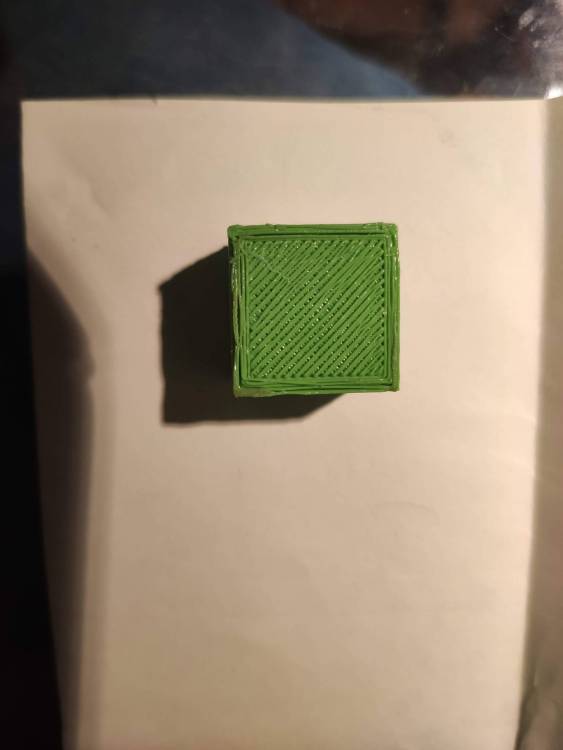
Salut, salut ! Hier soir j'ai voulu imprimer un cube de calibration et c'est comme si les coins "sortaient" (et sont arrondis) par rapport aux faces du cube (cf. schéma et photo 1). J'me suis dit que ça pouvait être dû à une trop forte accélération/vitesse (genre trop d'inertie donc elle s'arrête mal dans les coin et recule pour reprendre l'autre face) du coup j'ai retenté une impression en diminuant la vitesse de manière générale (impression comme "voyage") (et en passant de 3mm à 2mm en hauteur de couche aussi) et même si c'est moins visible, on peut toujours observer ledit phénomène... (cf. photo 2) Du coup j'me demandais si l'un de vous savait de quoi ça pouvait venir @+, NB : Il faut savoir que dans les 2 cas j'ai rajouté ça dans le G-code comme conseillé par l'un des membres de ce forum (en théorie, ça ne peut pas faire de mal, non ?) : "M201 X800 Y800 ;valeur maxi acceleration x et y" et "M205 X7 Y7 ;jerk maxi". EDIT : C'est aussi visible sur les bords des lettres.
-
Origine des défauts d'impressions
Xerion en réponse au topic de Xerion dans Entraide : Questions/Réponses sur l'impression 3D
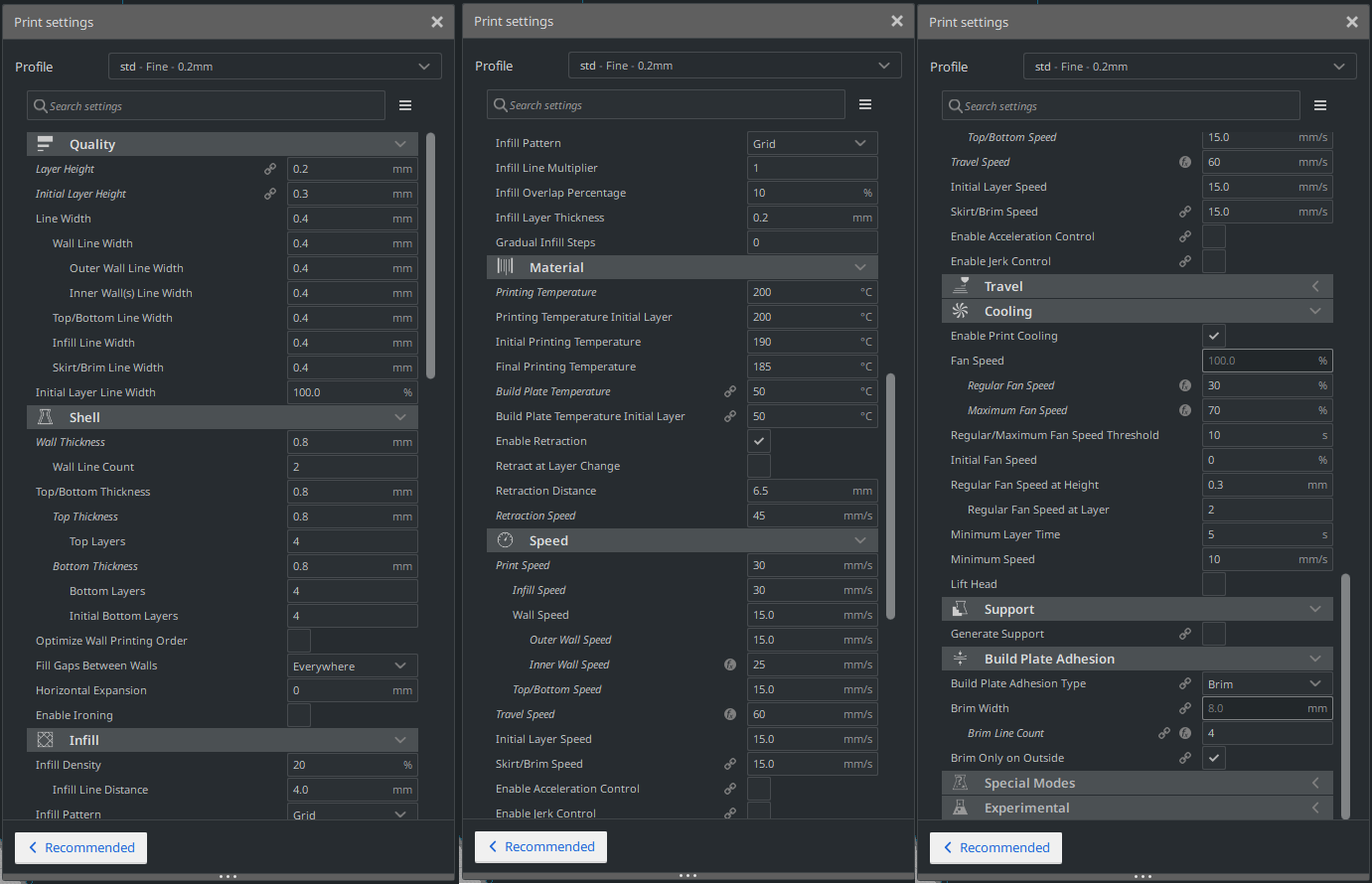
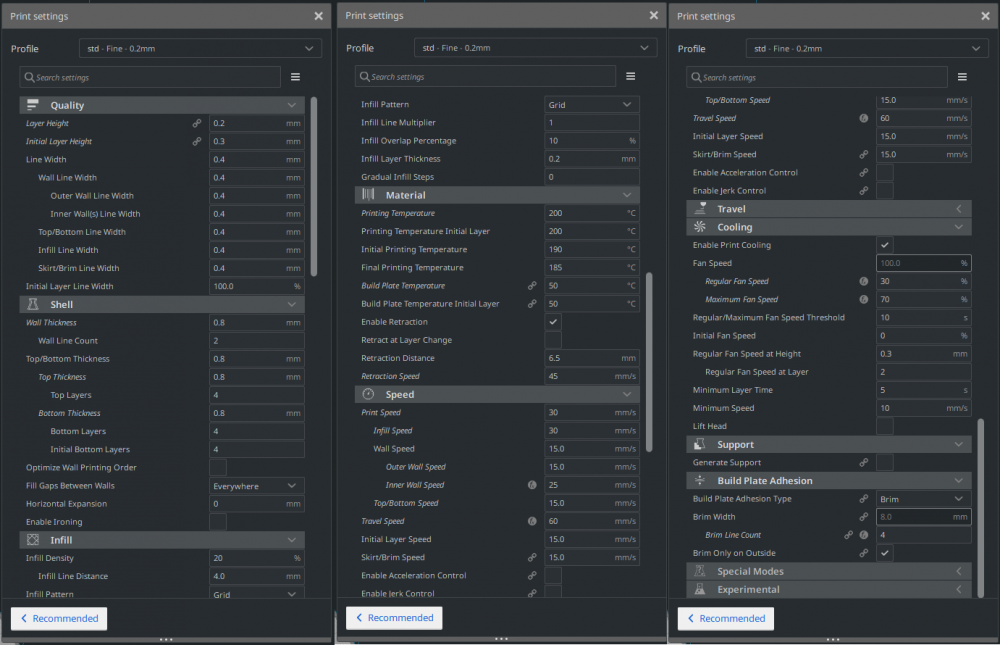
Yep, chui bien d'accord (pour le fait que l'apparence de la 1ère couche fait penser à de la sur-extrusion). Cependant, on n'observe pas le même phénomène sur les couches suivantes (je regardais pendant l'impression), c'est bizarre Sinon pour le plateau, là je viens de revérifier le niveau et normalement c'est bon. J'en ai profité pour faire un cube de calibration (et cette fois-ci ça a été jusqu'au bout [alors que j'avais oublié la colle] ! ). Je posterai des photos demain, là ça rend super mal avec uniquement ma lampe de bureau En tout cas il ressemble pas mal au dernier que j'ai posté mais avec 0 warping et avec des stries horizontales peut-être moins marquées (c'est déjà ça^^). Par contre, chose étonnante mais pourtant soulevée précédemment, j'ai pu remarqué pendant l'impression ce qui s'apparenterait à une température de la buse/du filament en sortie excessive : en effet, lors du "façonnage" du X, les coins du triangle plein supérieur rebiquaient vers le haut comme indiqué ici (ce sera plus clair avec les photos demain). Étonnant quand la buse est sensée être à 200° max (cf. settings.png du 1er message). J'ai aussi observé de légères vibrations le long de l'axe X lors du déplacement du chariot : il faut que je regarde ce qui "coince" car ça ne doit pas aider... En tout cas merci de ta réponse, je regarderai plus en détail demain cette histoire de e-steps du coup -
Origine des défauts d'impressions
Xerion en réponse au topic de Xerion dans Entraide : Questions/Réponses sur l'impression 3D
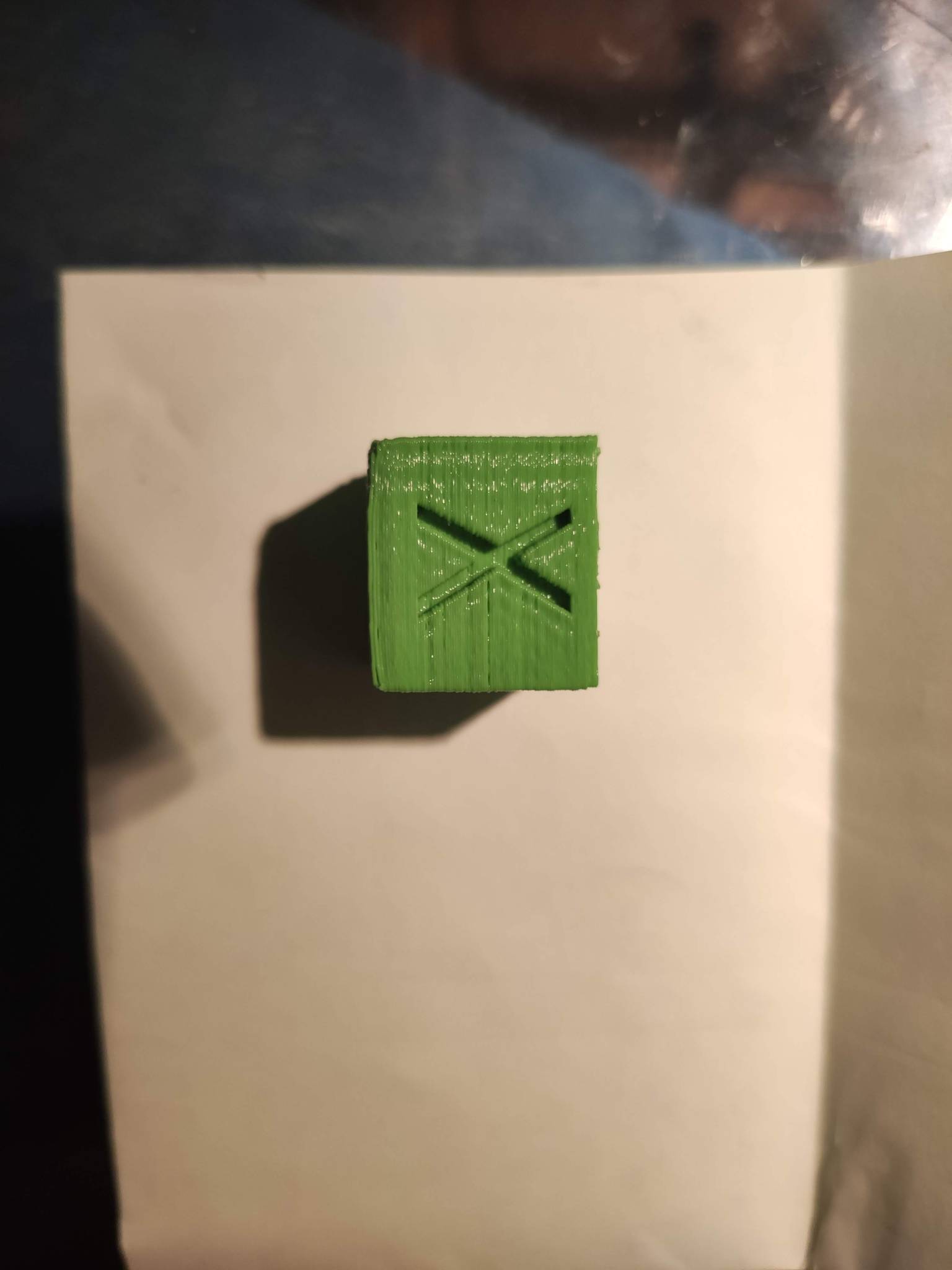
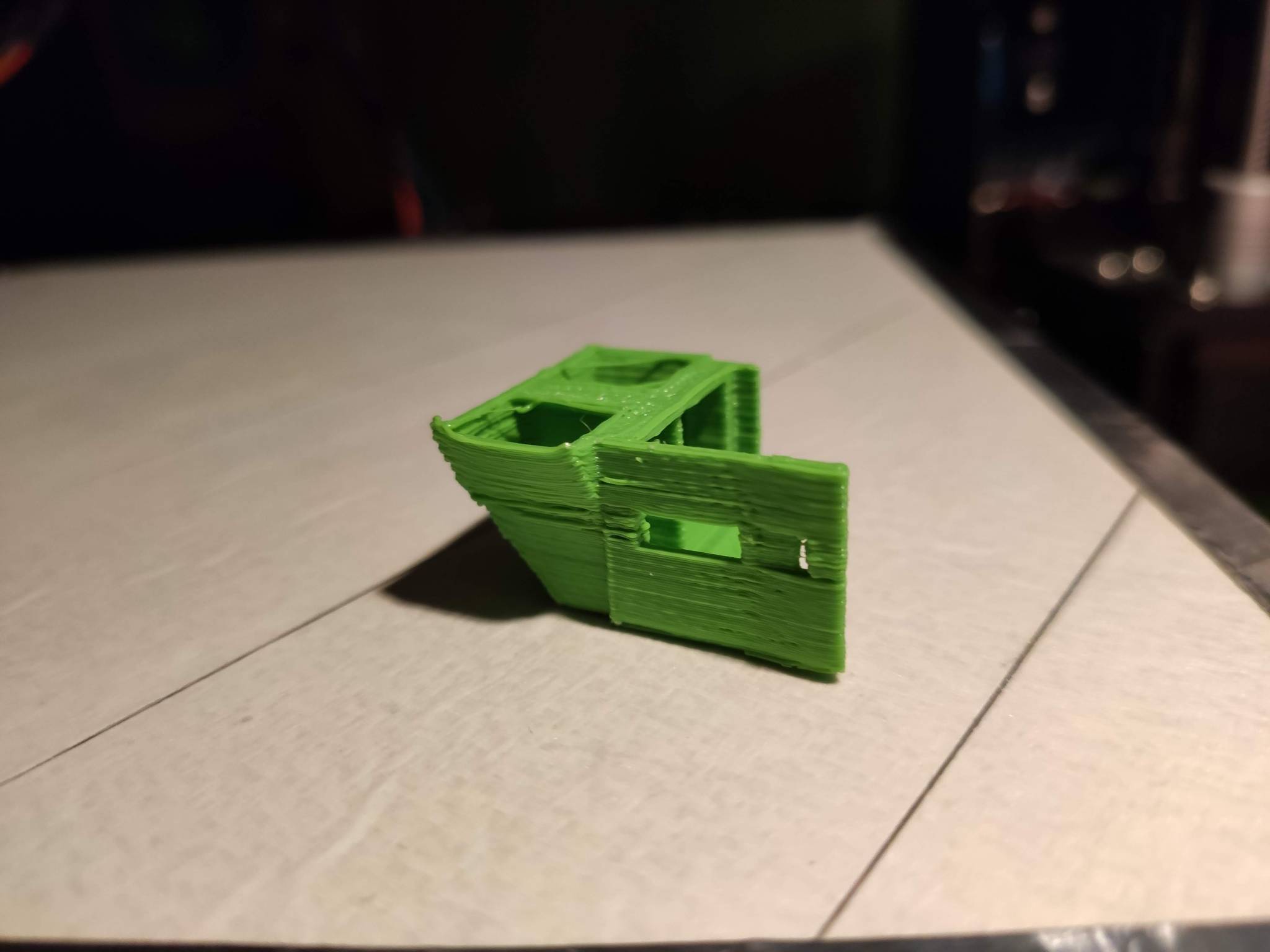
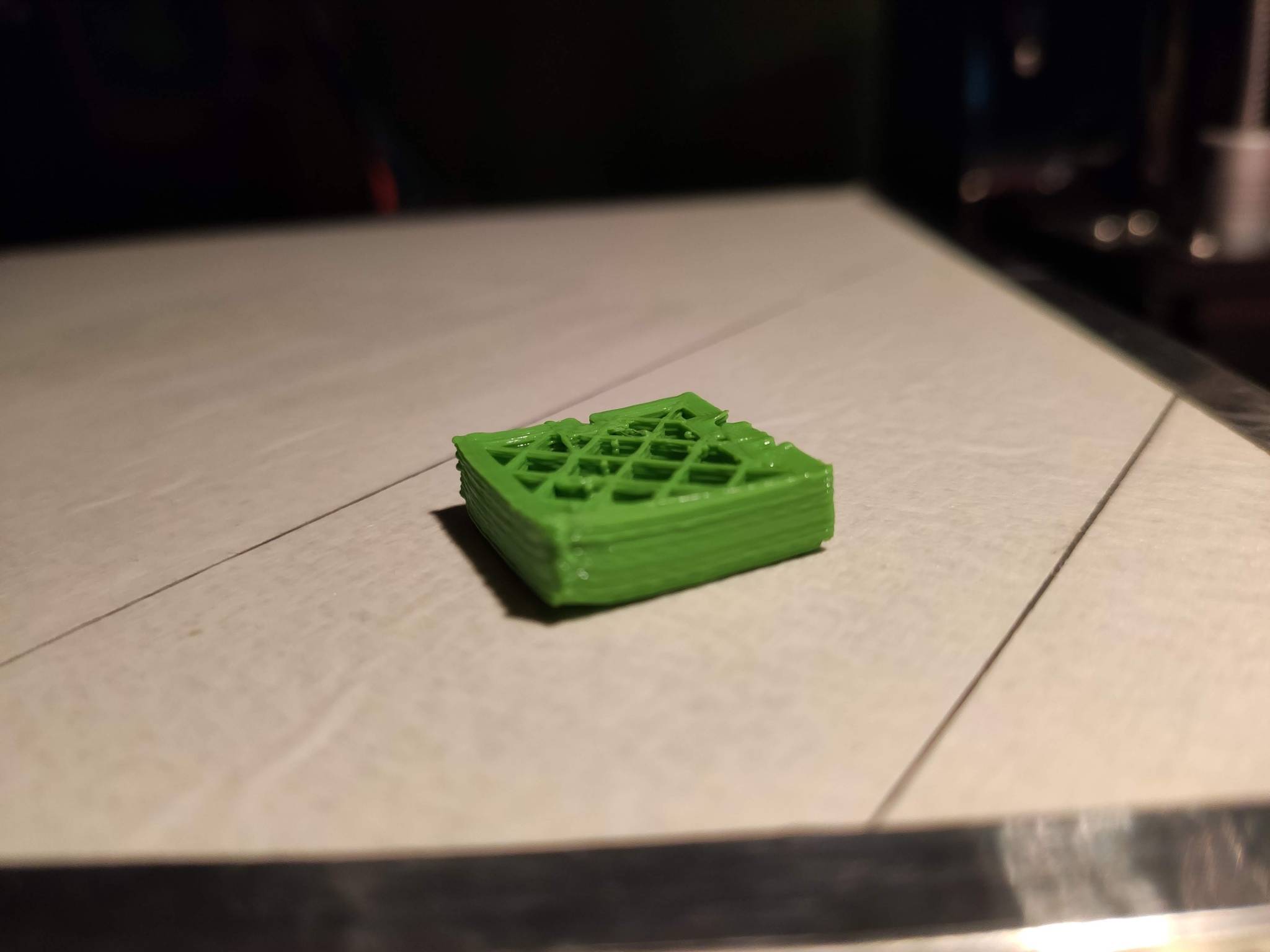
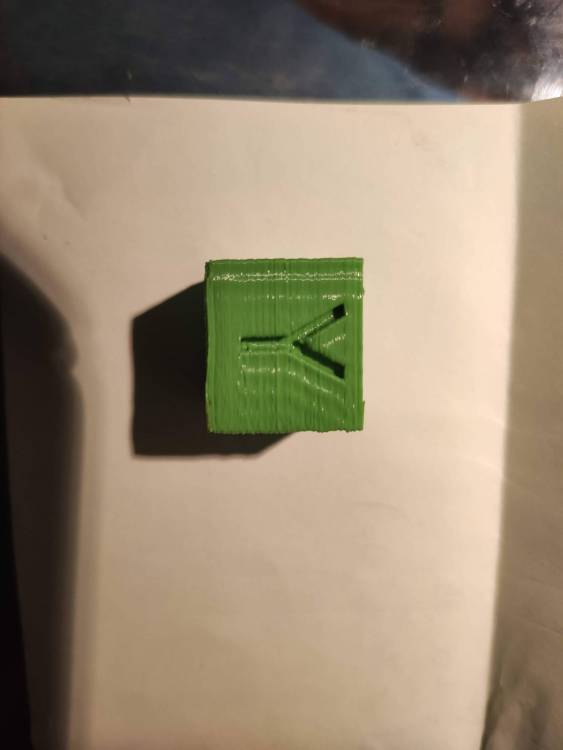
Alors tout d'abord merci beaucoup pour toutes ces réponses rapides, je vous avoue qu'il y a tellement de param qui rentrent en jeu et tout que j'étais un peu perdu tout seul J'en reviens pas que j'avais oublié de préciser ça, my bad... *facepalm* Pour l'instant j'ai uniquement utilisé du PLA (ICE 'gracious green') Bah oui, exactement, du coup j'ai pas compris. Surtout que je n'ai pas une vitesse d'impression importante (par contre la température à ce moment là était plus à ~200° qu'à 190° mais bon normalement c'est ok [sur la bobine il est mention de 180° à 210°]). Ah, ok. Je pensais pas genre dans le guide qu'a partagé Vincent, quand ils parlent de sous-extrusion, c'est uniquement au sein d'une même couche et donc il y a bien des trous entre les différents 'fils' mais seulement dans le plan OXY, pas selon l'axe Z. Par ailleurs, j'ai bien renseigné 1.75 mm pour le filament dans Cura. Je vais revérifier le bed-leveling, mais normalement je l'avais bien refait comme conseillé avec une feuille de papier. Quant à la ventilation, c'est bien possible aussi en effet (surtout que je ne suis pas sûr que l'embout vise bien où il faut : c'est possible qu'il vise trop haut sur la buse, car il y a un peu de jeu à l'endroit où il s'emboîte). Après, c'est un paramètre que je n'ai pas touché. Sinon, c'est probable qu'il n'y ait ni surextrudage, ni température trop élevée (la température de l'extrudeur a toujours été comprise entre 190° et 200°, quelques soient les impressions, et celle du bed est < 50°) sur l'image 4 (le début de cube de calibration). C'était ma 1ère impression (si on ne compte pas les 2 essais où seule la 1ère couche du cube s'est imprimée) et j'ai mis quelques secondes à arrêter l'impression alors que le cube avait perdu l'adhésion et se baladait (d'où l'impression de surextrudage peut-être : ce sont les filaments imprimés "dans les airs" qui sont retombés dessus quand j'ai tout arrêté/nettoyé). Sinon, au niveau des paramètres : temporellement, l'objet des deux premières images (le guide de filament) est le dernier imprimé, avant c'était le bouton de l'image 5, encore avant l'embout de ventilo de l'image 3 et puis au tout début le début de cube (image 4). Entre l'impression du début de cube raté et celle de l'embout de ventilo, j'ai imprimé un cube (un peu) mieux réussi (perte de l'adhérence lors de "l'écriture" du Z au sommet), avec (beaucoup) moins de warping (rien de comparable avec le début de cube que je vous ai montré), et dont le rendu ressemble à celui de l'image 3 et qui tend à mettre en évidence une "imprécision" sur l'axe Y (visible sur la droite). Je mets des photos en PJ au cas où c'est utile pour le diagnostique (surtout pour la 1ère couche). => récap' : image 4 > (cube de ce message >) image 3 > image 5 > image 1-2 au départ (image 4), j'ai utilisé la config de base ; ensuite (cube de ce message) j'ai augmenté l'épaisseur des murs et des couches du haut/bas (à 1.6 mm) et j'ai un peu diminué la vitesse d'impression ; ensuite (image 3) je suis repassé à 0.8 mm d'épaisseur comme indiqué par le créateur de l'embout de ventilo que je voulais imprimer ; il me semble que j'ai utilisé les mêmes paramètres pour le bouton (image 5) (j'ai flashé Marlin 2.0.1 entre temps et c'est là où j'ai commencé à utiliser un stick de colle) ; enfin, j'ai changé la hauteur de la couche initiale (0.2 mm à 0.3 mm) pour le guide (image 1-2) (la vitesse d'impression pour les couches supérieures et inférieures est aussi plus basse que dans le profile de base [30 mm/s -> 15 mm/s]). Je me suis intéressé au lien diamètre de la buse / épaisseur de du fil dans Cura et j'ai pas trouvé de "vérité absolue". Certains disent de conserver le ratio 1:1 (donc ici 0.4 mm), d'autres disent que c'est naze et qu'il faut mettre l'épaisseur du fil à 120 % (donc ici 0.48 mm) et enfin j'en ai même vu parler de 150 % (donc 0.6 mm)... Quant au e-step, je n'en avais jamais entendu parlé encore Bon, j'espère ne pas avoir répondu à côté^^. Sur ce, je retourne lire le guide précédemment mentionné. Merci encore et @+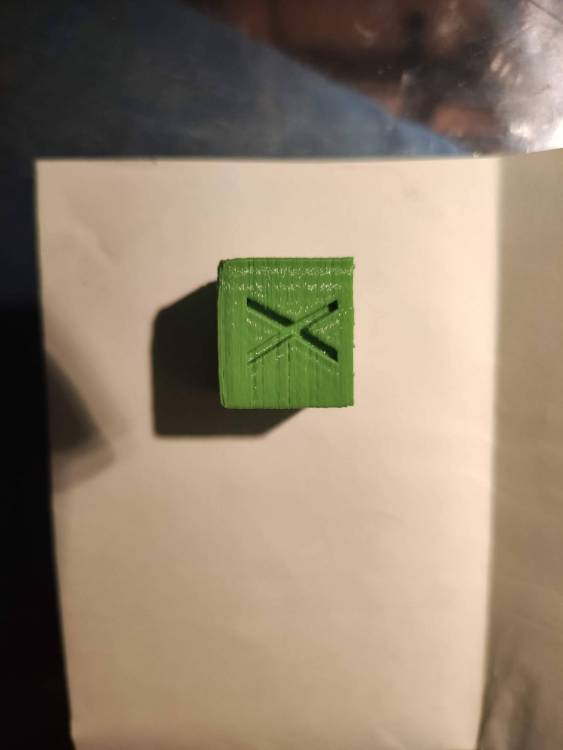
-
Origine des défauts d'impressions
Xerion en réponse au topic de Xerion dans Entraide : Questions/Réponses sur l'impression 3D
Yep , je vais regarder ça merci. Ah, oups^^ Je viens d'éditer l'image du coup (avec la section 'cooling'). Sinon pour l'extruder, c'est bien celui de base à un seul engrenage et l'e-step est de 100/mm (si c'est bien le même que celui affiché sur l'écran [cf. l'image en PJ]). @+ et merci
-
Origine des défauts d'impressions
Xerion a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
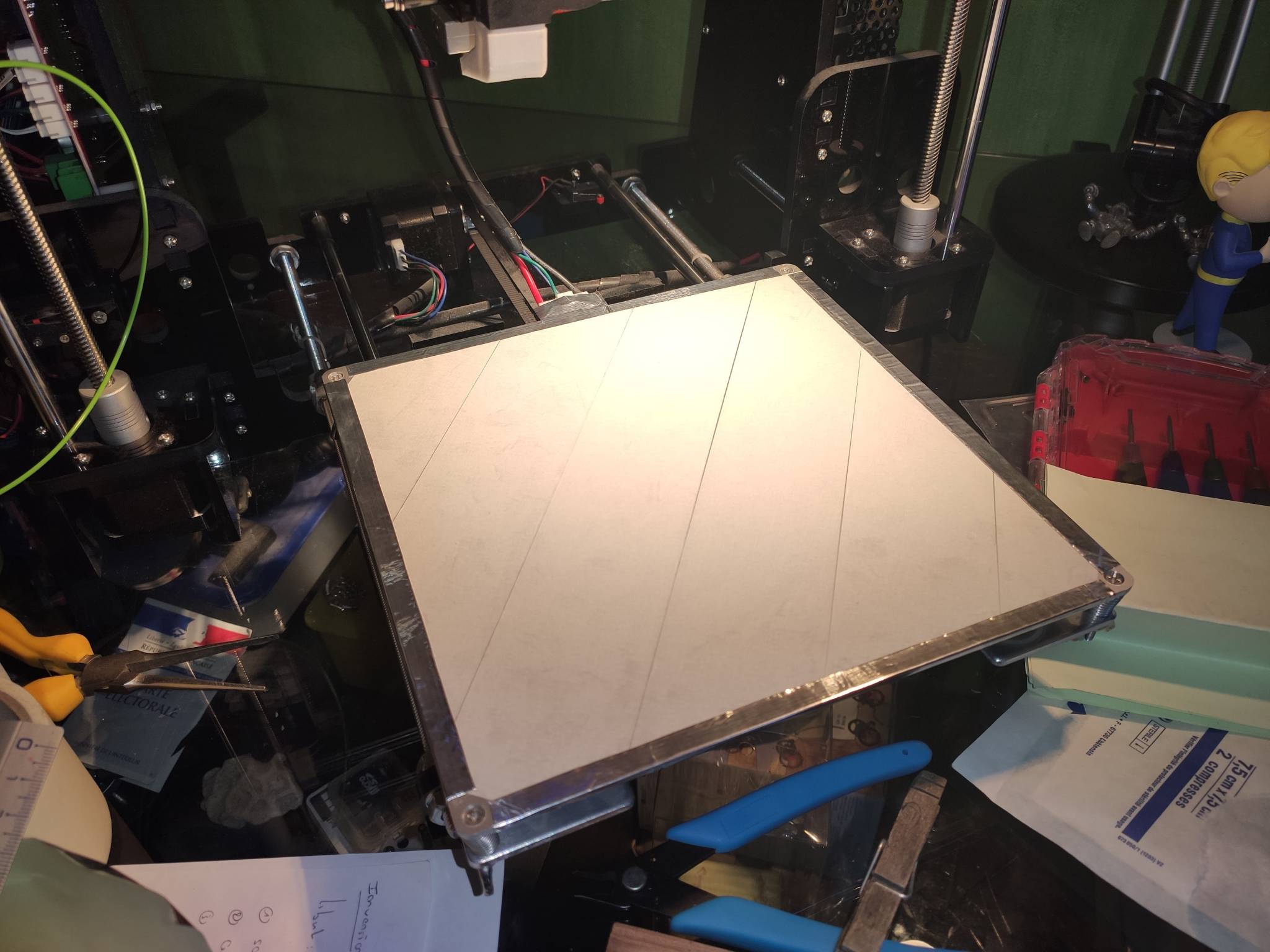
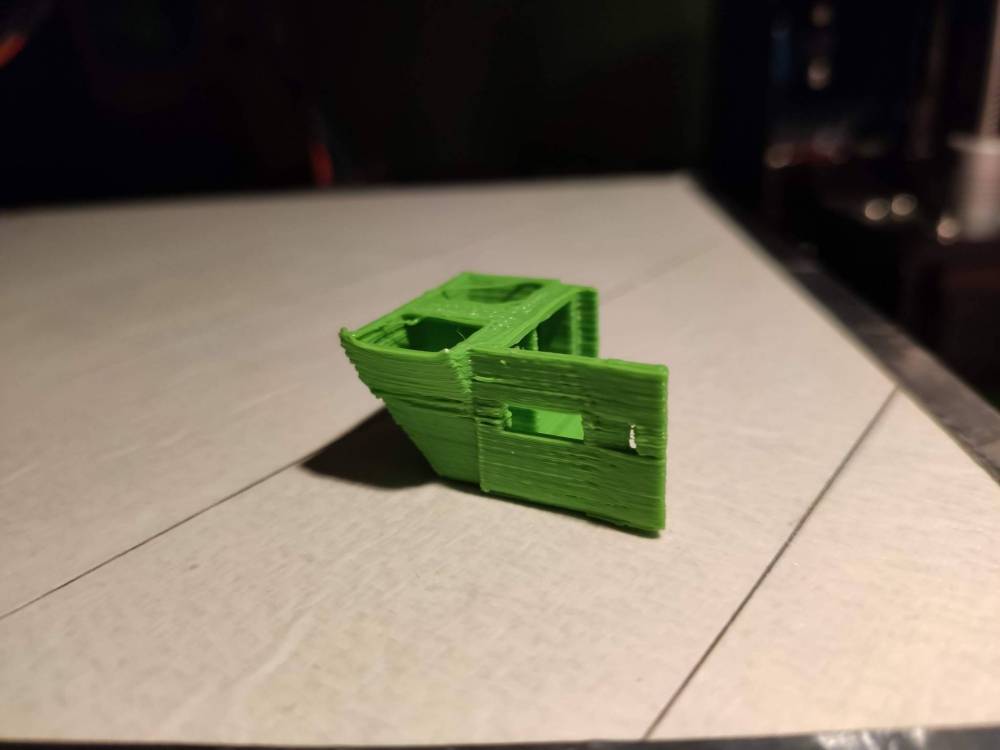
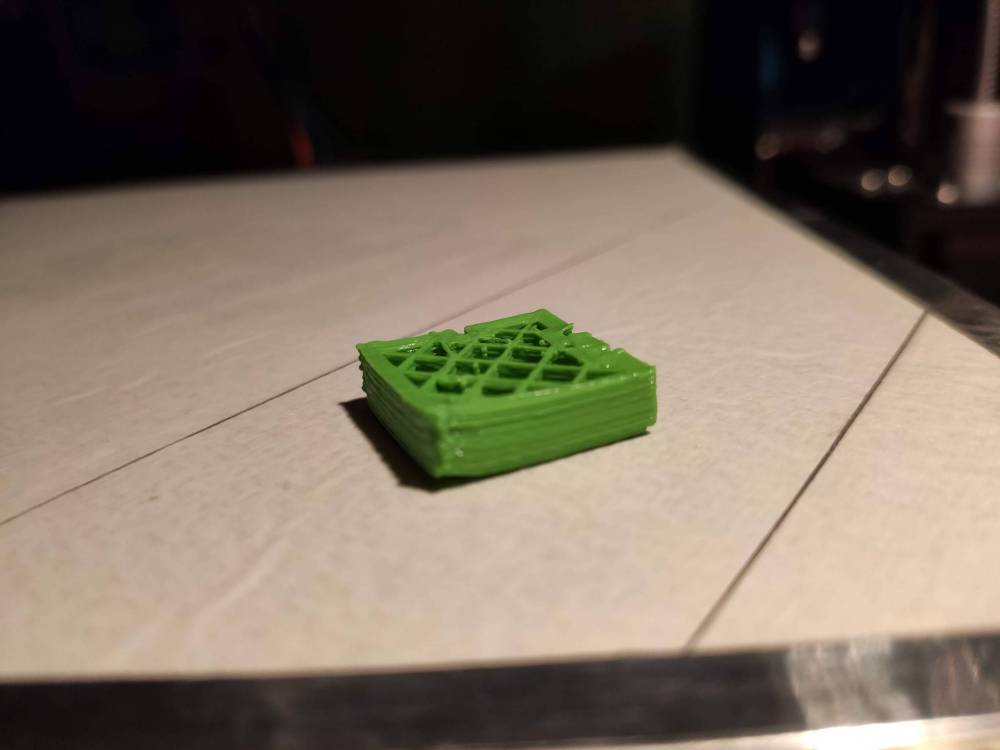
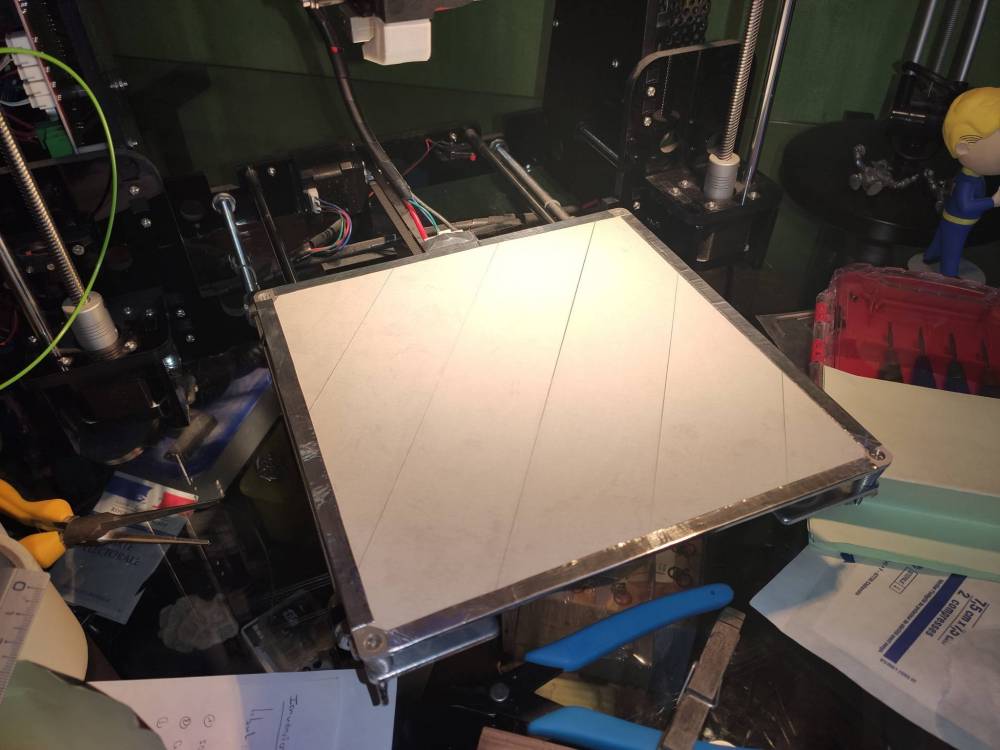
Salut tout le monde, Je viens de commencer à faire mumuse avec mon Anet A8 et je suis confronté à quelques "problèmes" lors de mes premières impressions dont je ne sais malheureusement pas identifier facilement (et de manière sûre) la cause Qu'est-ce qui est à l'origine des stries (extrêmement visibles) que l'on observe systématiquement sur les objets que j'imprime (cf. images 1, 2 et 3) ? Et que puis-je modifier/régler ? (ou bien serait-ce dû au filament utilisé ? [cf. tuto]) Je fais parfois face au phénomène de warping (et plus généralement à un manque d'adhésion [c'est pourquoi j'ai du stopper l'impression d'un embout de ventilateur (cf. image 3)]) comme on peut le voir sur l'image 4 (je n'ai jamais réussi à finir un cube de calibration [3 tentatives] ). Que faire ? Il faut savoir que maintenant (i.e. depuis les objets des images 1, 2 et 5) je passe un peu de colle en stick et ça a l'air de marcher (PS : est-ce la même chose quand ce sont les coins supérieurs et non pas inférieurs qui se surélèvent [cf. le coin supérieur gauche de l'objet sur l'image 3] ?). Lorsque j'ai des déports importants (i.e. que je n'imprime pas des parois droites [cf. image 5 (l'objet a été imprimé dans l'autre sens)]), il peut y avoir quelques ratés. Mais là, j'ai été confronté à autre chose : les dernières couches étaient trop malléables (trop chaudes ?) et donc lors de l'application d'une nouvelle couche par dessus, ça pliait, ce qui explique les sortes de stries grossières et pas droites. C'est très visible sur la vidéo 1. Voilà, je pense avoir fait le tour de ce qui me préoccupe pour l'instant^^. Maintenant, quelques infos complémentaires : J'utilise du scotch papier (/de masquage) comme surface d'impression. Comme sur ce post, lorsque je chauffe le plateau, il a(vait) tendance à se décoller. C'est pourquoi j'ai rajouté du scotch alu sur les bords : maintenant ça ne bouge plus (cf. image 6). J'ai flashé Marlin 2.0.x. En slicer, j'utilise Cura 4.4.1 (avec les paramètres visibles sur l'image "settings" à partir du dernier objet [images 1 et 2]). Bon, en espérant que quelqu'un puisse éclairer ma lanterne. @+ vidéo 1.mp4


-
Salut, Je viens de ressortir mon Anet A8 des cartons (ou elle m'avait attendue, montée, pendant 2 ans la pauvre^^) et j'ai donc commencé mes 1ères impressions (après avoir fait quelques réglages). Bon, pour l'instant ce n'est pas encore au top d'où le fait que j'écume pas mal le net. C'est d'ailleurs comme ça (grâce à la dernière vidéo de Derbo) que je suis tombé sur ce forum (actif et en français !). @+