Terpil99
-
Compteur de contenus
6 -
Inscrit(e) le
-
Dernière visite
Récompenses de Terpil99
")





-
Ultrabase pas plat ?
Terpil99 en réponse au topic de lucas walker dans Discussion sur les imprimantes 3D
Je veux bien avoir la référence d'un miroir à la planéité parfaite -
En fait je me suis marré en voyant la première réponse de Vincent et après je me suis dit que ça allait partir en douille.. Mais non, ça va.. ^^ Je vais prendre un hotend full metal par précaution, ça pourra pas faire de mal à la qualité d'impression en passant, mais ça répond pas à mon souci d'impression les gars Mon prochain test c'est une première couche à 0.3, un infill de 20% et gyroide en remplissage, avec PrusaSlicer, oui ça fait beaucoup de changements d'un coup.. ^^ > 0.3 pour améliorer l'adhérence > 20% pour limiter la rétractation de l'ABS (j'étais à 30% je crois) > gyroide pour plus de solidité des pièces > PrusaSlicer pour ce pb de 4e couche, je me dis que c'est peut être un souci de génération du gcode dans Cura Déjà faut que je règle mon pb de calibration de bed, j'ai vu qu'il y avait du jeu hier donc resserré les excentriques.. Maintenant je galère à calibrer et mon Z-stop, l'arrière de mon plateau est plus haute que l'avant (plusieurs mm) avec les 4 vis serrées.. donc galère Et j'ai pas de chat ou d'oiseau, donc je peux imprimer comme un ouf ! ^^
-
Bonjour, Merci de l'info, le caisson est dans une pièce à part, aérée (VMC) J'essaie de faire attention même si l'ABS Optimus ne sent pas, avant d'imprimer de grosses pièces, je vais installer un ventilateur d'extraction avec filtre hepa + charbon actif D'ici là, je refera un test en 240, j'avais testé sur une tour de calibration de températures mais j'avais plein de cheveux d'anges, pas certain que mon ventilo était à 0.. L'échelle de température pour cet ABS est 240 - 280, Sinon est-il possible de mettre autre chose que du PTFE ?
-
Bonjour, Je souhaite avoir vos conseils et retours d'expérience sur vos impression ABS sur Ender 3, Ma config : Ender 3 Pro + Verre Creality sous caisson pour l'ABS, filament utilisé ABS Optimus, Voici les tests que j'ai réalisé et j'ai toujours du décollement et une couche (4 ?) pas propre, Ce qui est commun aux tests, température extrusion 255°, vitesse 50 mm/s première couche 25 mm/s, couche 0.2 mm, Première couche flow à 110% Test 1: Bed 95°, Skirt, Vivelle DOP rouge, 1ere couche FAN 0% mais il restait une conf qui passait progressivement le FAN à 25% à 0.6mm, je l'ai désactivé à chaque couche mai on voit direct les effets.. Test 2 : Bed 95°, Skirt, Vivelle DOP rouge, FAN 0% Test 3 : Bed 100°, Brim 8mm, Vivelle DOP rouge, FAN 0% Test 4 : Bed 105°, Brim 8mm, pas de laque, FAN 0%, calibration plus serrée (feuille grattouille plus) => La première couche est la plus plate du lot Je n'ai pas testé le jus d'ABS, est-ce que l'acétone est compatible avec le revêtement du verre Creality ? Merci de vos avis et conseils

-
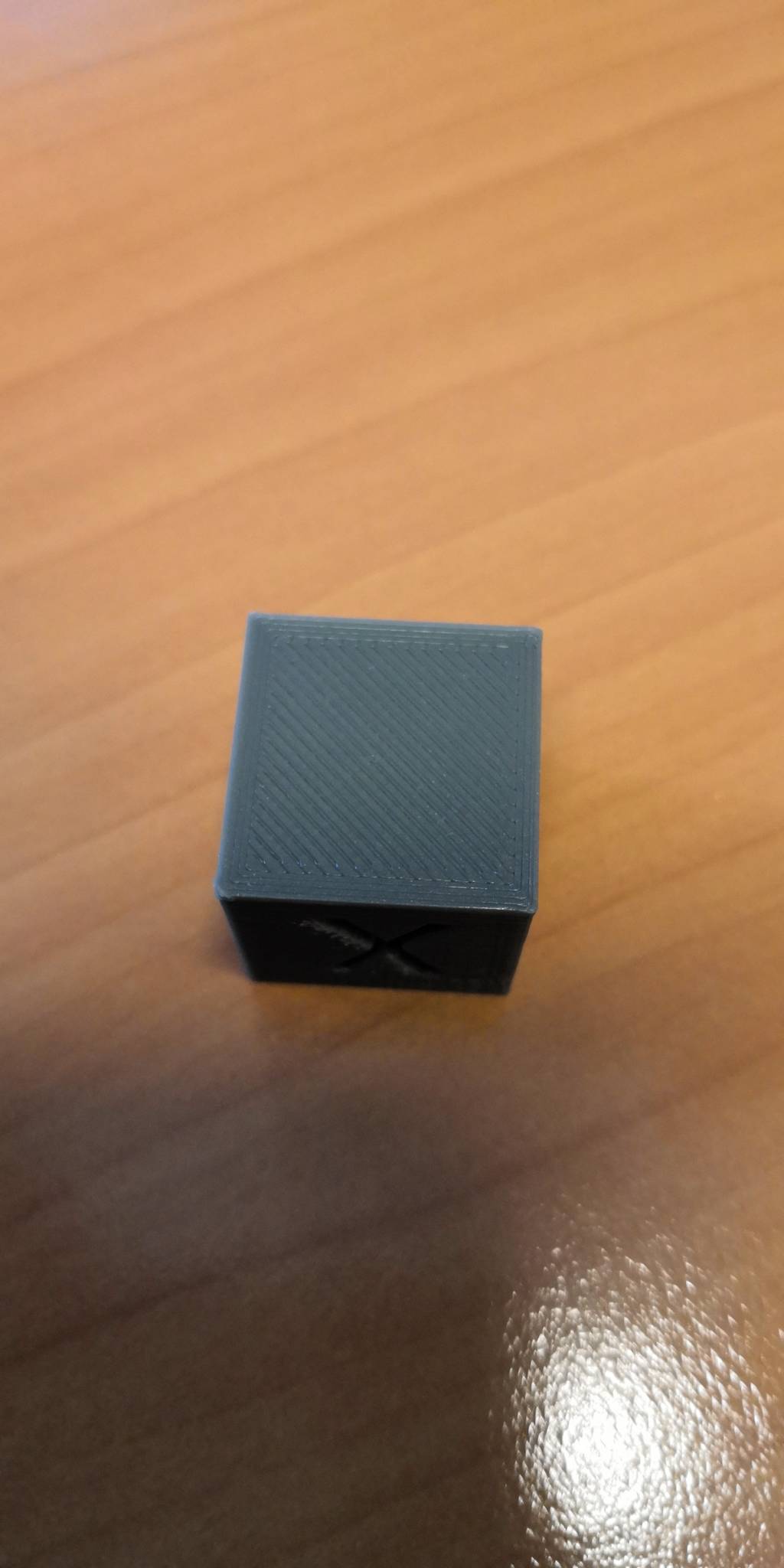
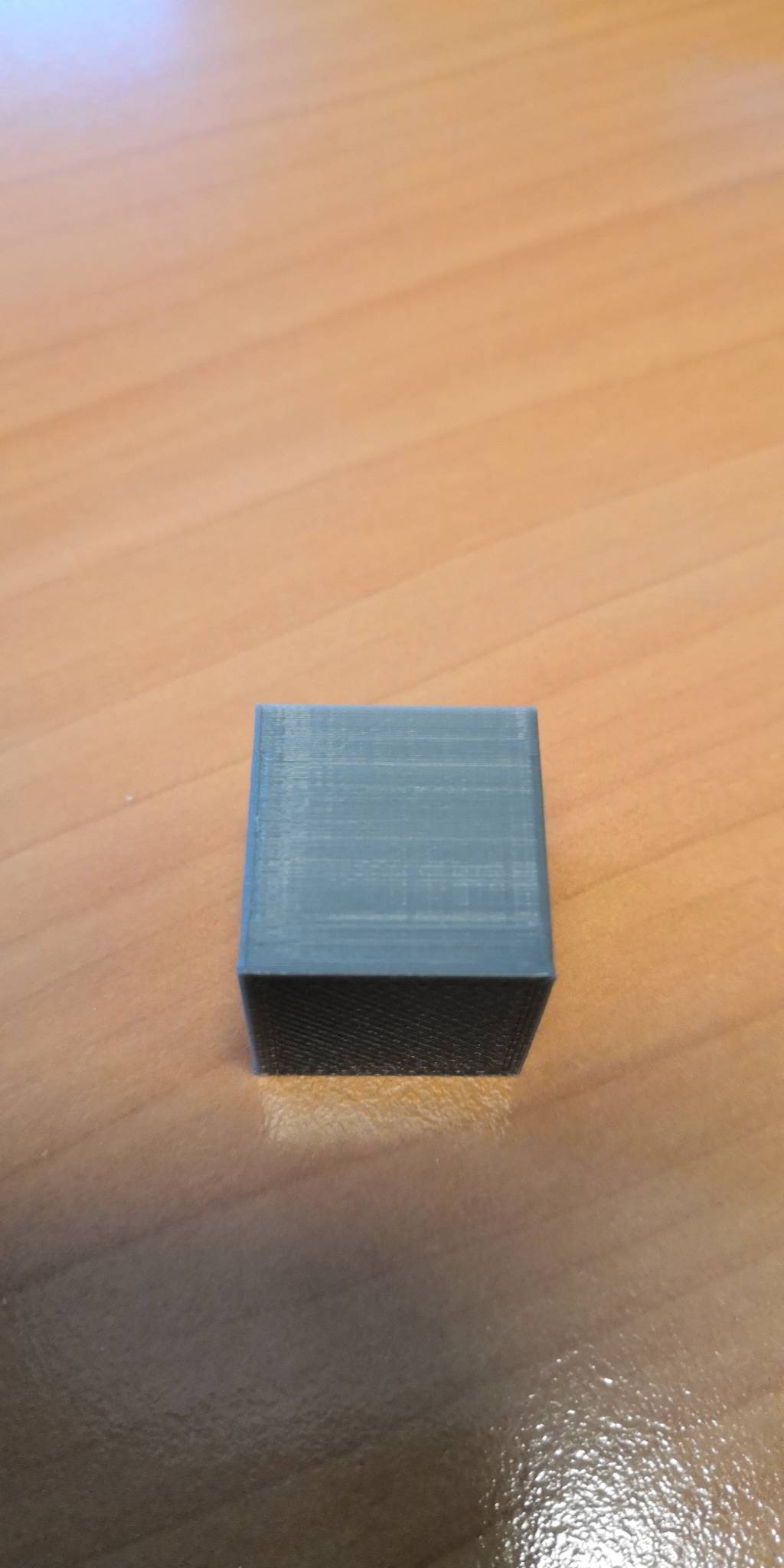
Merci pour vos retours, Priorité à la mesure et au pied à coulisse donc, que je j'ai pas encore.. ^^ Je m'attendais à avoir le X et Y centré mais je vais regarder sur le STL, c'est effectivement le cube de calibration 20x20. Je débute vraiment dans le domaine, on peut mesurer sur le STL la distance ? La marque sur le X et Y c'est justement la spatule d'origine sur le bed à froid, j'ai réussi à me la planter dans la paume vu comme ça collait ^^ Mais je suis resté dessus puis j'ai poussé, donc pas la technique du "coup sec" Je vais imprimer de l'ABS donc "jupe" et tests à partir de 70 en bed, déjà dans mon environnement (sec et stable en température) puis clos si besoin (avec sortie alim / cm / écran),
-
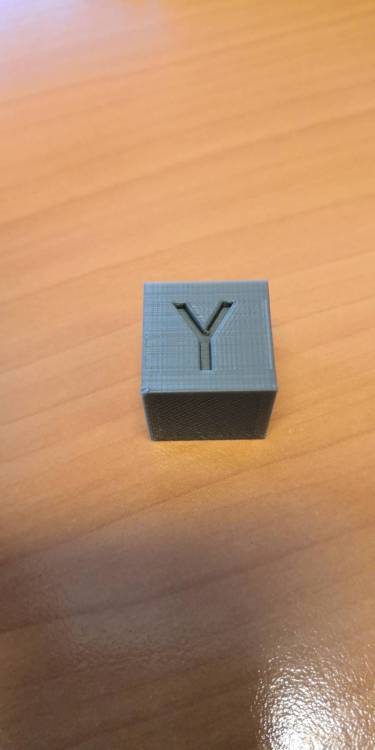
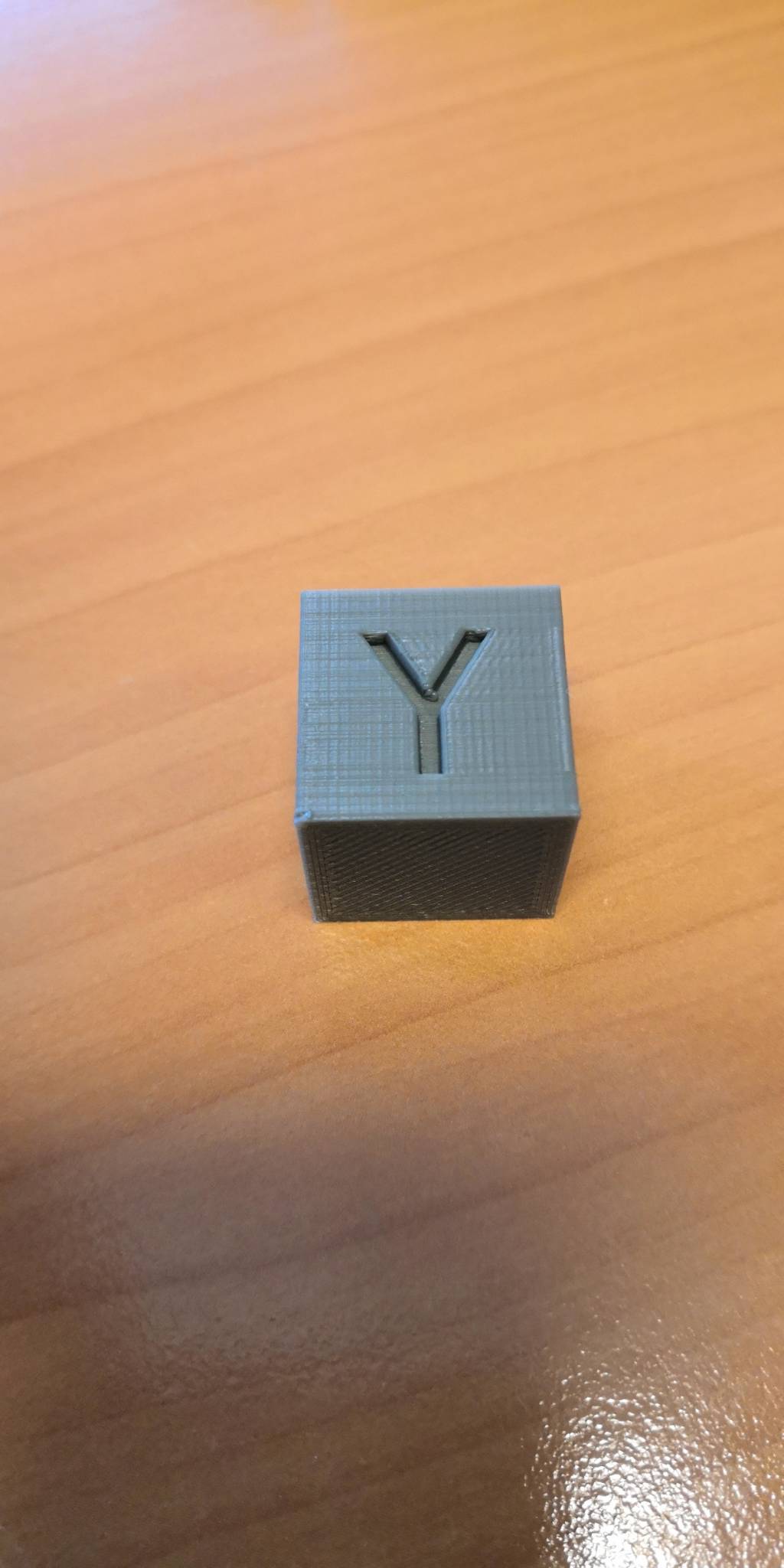
Bonjour, Je souhaite vous faire un retour suite à l'achat et au montage tout récent de mon Ender 3 Pro + plateau en verre Creality. J'ai eu beaucoup de problèmes sur le calibrage du plateau (buse et bed à chaud), je revenais au premier point et tout avait bougé.. Après quelques tests, toujours des décollements au centre et en bas à gauche. Impression en PLA+ Sunlu, recommandé 190-230 au début j'ai testé à 200 et jusqu'à 215, Je lis sur le fofo et découvre le guide de montage, ma base et bancale et je corrige. Après recalibrage toujours le même problème.. Je relis sur le fofo sur les problèmes d'adhérence et hier j'achète de l'alcool à bruler et de la vivel dop extreme, je tente le square ça passe puis le cube à 200° avec début de bed à 70° (baissé à 60 ensuite) et là c'est passé, ça collait limite trop.. Une fois le plateau refroidi j'ai eu du mal à retirer le cube ! (pas utilisé la laque heureusement) Donc merci ^^ J'aimerais avoir vos avis sur la qualité et les réglages conseillés suite à cette impression, le X et Y ne sont pas centrés, le Z pas rempli, sinon c'est plutôt propre je trouve Merci à vous