Merisso
-
Compteur de contenus
9 -
Inscrit(e) le
-
Dernière visite
Récompenses de Merisso
")





-
Impression d'une pièce ratée : erreur de modélisation ?
Merisso en réponse au topic de Merisso dans Entraide : Questions/Réponses sur l'impression 3D
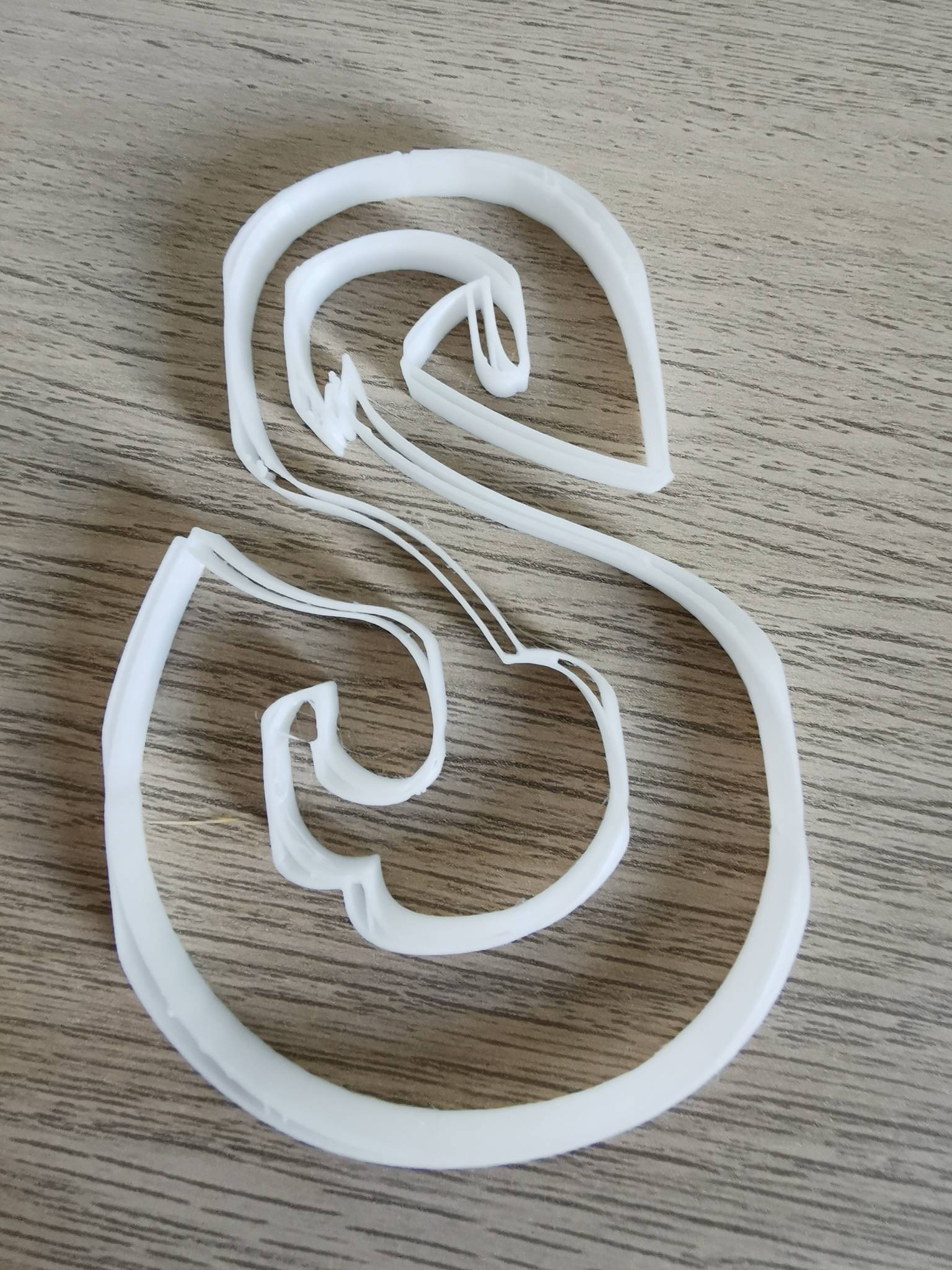
Bonsoir, je viens pour donner un peu de nouvelles, et annoncer que j'ai trouvé mon problème ! J'avais remarqué, sur ce "S" vide, et sur les cube de calibration, qu'il y avait un décalage de l'axe X sur les deux objets (flagrant sur le S, et le X n'était pas centré du tout sur les cubes). Je me suis demandé quel pouvait être le problème, s'il était d'ordre matériel. Je trouvais la courroie de l'axe X légèrement trop lâche, je l'ai donc resserré et réimprimé un nouveau cube de calibration... Magie, impression niquel ! J'ai refait une tour de température, j'ai juste quelques petits soucis de stringing à régler, mais l'impression est beaucoup mieux ! J'ai donc pu enfin imprimer un "S" correct (en partant de la pièce Blender montrée a la derniere photo de mon premier post), voici le résultat : Merci a tous ceux qui ont essayé de m'aider, et trouver d'ou venait le problème ! -
Impression d'une pièce ratée : erreur de modélisation ?
Merisso en réponse au topic de Merisso dans Entraide : Questions/Réponses sur l'impression 3D
Oui ça peut-être une solution. Concernant les pièces que j'imprime, pour l'instant je reste sur des pièces de test (cube de calibration de 20x20mm / tour de temperature de moins d'un cm de diametre) donc ce sont des petites pièces ! -
Impression d'une pièce ratée : erreur de modélisation ?
Merisso en réponse au topic de Merisso dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour @francois_uly, tu parles d'envoyer quelle pièce ? Ce serait juste en guise de test, pour voir quels paramètres adopter ? -
Impression d'une pièce ratée : erreur de modélisation ?
Merisso en réponse au topic de Merisso dans Entraide : Questions/Réponses sur l'impression 3D
Oui, mon extrudeur est calibré. J'ai remis tous les paramètres de Cura à 0. Voici les paramètres actuels de ventilation, qui étaient sans doute les mêmes que pour la tour de température. -
Impression d'une pièce ratée : erreur de modélisation ?
Merisso en réponse au topic de Merisso dans Entraide : Questions/Réponses sur l'impression 3D
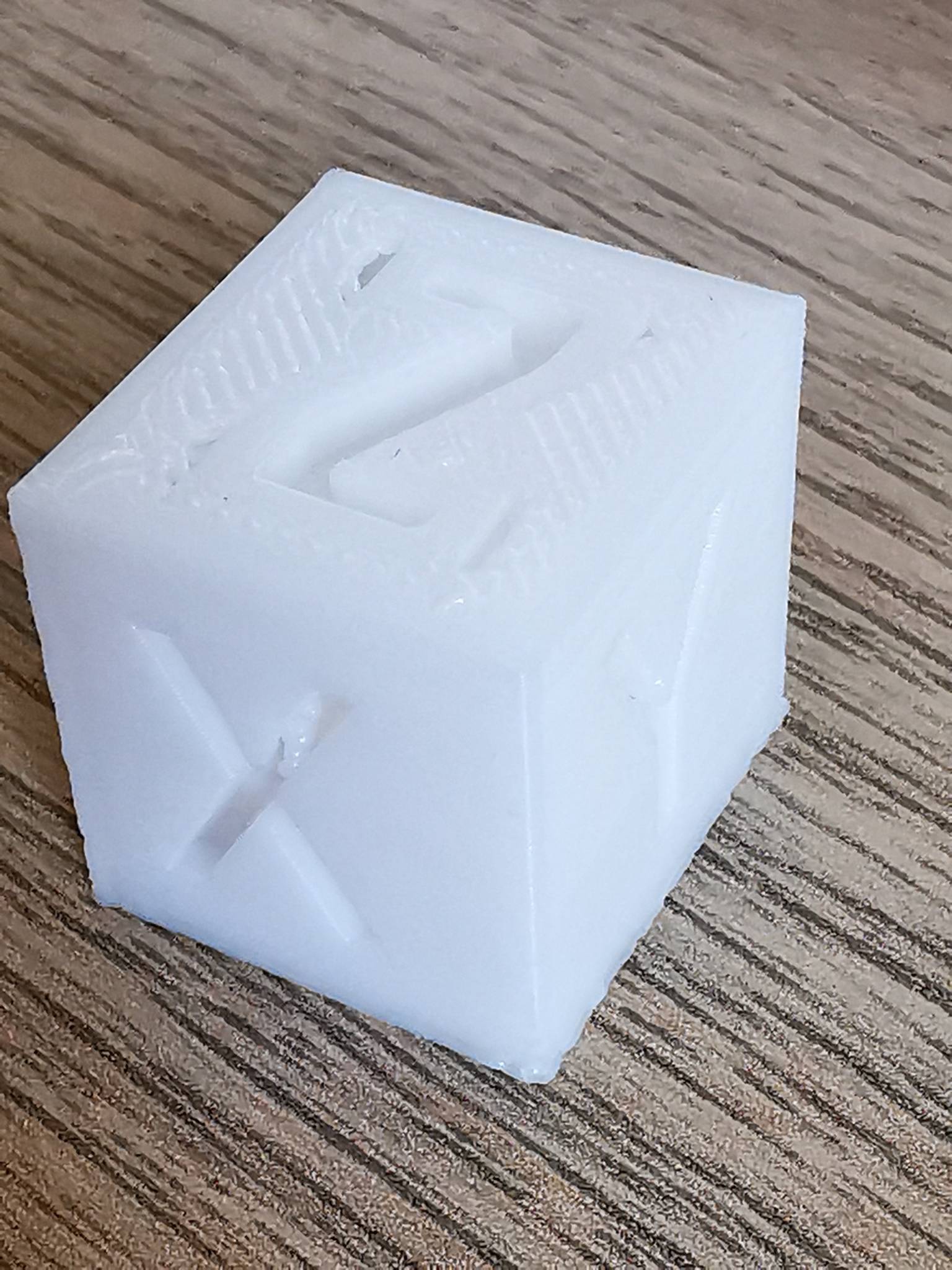
Bonjour, je reviens vers vous après avoir continué de faire des impressions test. J'ai réimprimé un cube de calibration avec les nouvelles mesures, il fait la taille correcte. Il y avait cependant toujours les mêmes défauts d'impression sur la face Z (j'ai remis tous les réglages de Cura par défaut). J'ai aussi fait une tour de température (180 à 210). Voici quelques photos, on peut voir sur la face triangle que les formes sont correctes a une température de 180 - 185°. Pour les températures au-dessus, le haut du triangle d'affaisse. Il y a aussi beaucoup de cheveux d'anges à l'intérieur. Concernant la face ronde, il y a quelques défauts de "goutte", qui sont encore plus visibles sur la face restante (photo). Concernant les cheveux d'ange, je dois augmenter un peu la distance de rétraction ? Pour les "gouttes", c'est un défaut d'effondrement ? Comment puis-je corriger ça ? Merci beaucoup ! -
Impression d'une pièce ratée : erreur de modélisation ?
Merisso en réponse au topic de Merisso dans Entraide : Questions/Réponses sur l'impression 3D
Vilab, je suis arrivé a un résultat qui ne me convenait pas sur ma pièce avec les paramètres de base de l'ender-3. J'ai donc naturellement essayé de modifier des réglages, en m'aidant d'internet. Me conseilles-tu de remettre a 0 tous les paramètres ? Fran6p, j'ai apparement vu que pour du PLA+, une température légèrement supérieure est mieux ? Sur ma bobine est indiquée une température entre 190 et 230°C, j'ai donc pris celle du milieu. Je repasse en 200 ? Concernant mes pièces, j'ai bien l'impression que le problème vient de la façon dont elle est modélisée effectivement, car l'imprimante arrive quand même a peu près à me sortir d'autres pièces trouvées sur internet de façon convenable, même s'il y a quelques erreurs... Je vais essayer de zapper la partie Illustrator et refaire la pièce uniquement sur blender ! Merci pour vos réponses, je reviens vers vous une fois ceci fait ! -
Impression d'une pièce ratée : erreur de modélisation ?
Merisso en réponse au topic de Merisso dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, j'ai essayé d'imprimer deux pièces prises sur internet aujourd'hui. La première s'est retrouvée avec quelques cheveux d'ange, donc je suppose qu'il faut que je modifie la rétraction du filament. Le second est un cube de calibrage XYZ. Je ne l'ai pas encore mesuré précisément, je reçois demain un pied à coulisse. On peut voir deux petits défauts, dans le "X" des espèces de gouttes, et sur la face du dessus "Z" un soucis similaire aux pièces S que j'ai essayé de faire (des creux sur toute la hauteur de l'objet). Concernant mes paramètres d'impression Fran6p : Qualité Hauteur de couche 0.16 mm Hauteur de couche initiale 0.2 mm Largeur de ligne 0.4 mm Coque Épaisseur de la paroi 1.2 mm Nombres de ligne paroi 3 Epaisseur du dessus/dessous 0.6 mm Remplissage Remplissage a 10% en cubique Matériau Matériau a 210°c (PLA+ blanc) Distance de rétraction 6.5 mm Vitesse de rétraction 70 mm/s Vitesse Vitesse d'impression 50 mm/s Vitesse d'impression de la paroi 25 mm/s Vitesse d'impression dessus/dessous 25mm/s Vitesse de déplacement 90 mm/s Vitesse de la couche initiale 15 mm/s J'ai essayé d'imprimer une autre pièce S, en modifiant uniquement le bord de la pièce, et je suis arrivé à un résultat catastrophique. J'ai essayé d'en réimprimer en augmentant la taille du contour, mais j'arrivais à un résultat similaire.

-
Impression d'une pièce ratée : erreur de modélisation ?
Merisso en réponse au topic de Merisso dans Entraide : Questions/Réponses sur l'impression 3D
Bonsoir Vilab, merci pour ta réponse complète ! Le "second défaut" dont tu parles (dû au manque de refroidissement etc) est par rapport au fait que la couche de PLA soit figée sur le buildtak ? Sais-tu comment je peux améliorer le rendu pour ce "S" ? Comment se fait-il que les creux sur ces deux impressions soient à peu près aux mêmes endroits ? Merci beaucoup ! -
Bonjour, j'ai récemment fait l'acquisition d'une imprimante Ender-3, et souhaite m'en servir pour un projet. L'ayant mis en route, réglée correctement, j'ai imprimé un chien de la clé USB fournie avec l'imprimante. La qualité générale est plutôt bonne, bien qu'il y ai quelques petits défauts d'impression (Il est scalpé, oui, manque de filament livré avec l'imprimante). J'ai donc décidé de passer à l'impression d'une pièce que j'ai réalisé avec Blender, puis passé sous Cura. Cependant, la qualité n'était pas au rendez-vous. J'avais paramétré un brim que je n'ai toujours pas réussi a enlever correctement du buildtak. J'ai donc cherché pourquoi cette qualité, et me suis dis qu'il s'agissait peut-être de la distance entre la buse et le buildtak, ou qu'il y avait un soucis de sous-extrusion. J'ai donc réglé les molettes de la plaque d'impression, fait le test de la "feuille", puis lancé l'impression de pièces de test "Bed Levelling". Suite à ça, j'ai essayé de réimprimer le chien fourni avec la clé USB, j'ai obtenu une qualité similaire à la première impression. J'ai donc décidé d'imprimer de nouveau ma pièce, mais le résultat est toujours décevant. Il y a toujours des creux, aux mêmes endroits que lors de la première impression. J'en viens donc a penser que le problème ne vient pas de l'imprimante en elle-même, mais plus de la pièce (sa modélisation, ou son paramétrage sous CURA ?). Concernant la conception 3D de la pièce, je suis passé sous illustrator pour créer un vectoriel SVG 2D de la pièce, que j'ai ensuite importé sous Blender pour l'extruder. J'ai ensuite importé la pièce sous Cura. Je tiens à préciser qu'étant débutant sur Blender, je n'ai pas trouvé comment la mettre aux bonnes proportion, et j'ai du agrandir très largement la pièce sur Cura. Voici mes quelques questions : - Concernant le chien de base, est-il normal d'avoir ces petites imperfections, pour ceux qui ont fait cette même impression test avec l'ender-3 ? - A quoi, selon vous, est due cette mauvaise qualité sur ma pièce ? - Un fort agrandissement sur Cura peut-il provoquer une perte de qualité de la pièce d'origine ? - Sur Blender, ma pièce avait énormément de Edge, est-ce que le problème vient de là ? (voir photo ci-dessous) Je vous remercie beaucoup !
-
Bonjour à tous ! Petit message ici pour me présenter, car je viens tout juste de m'inscrire sur ce forum ! Je suis un gars de 25 ans, qui vient d'acheter une imprimante Ender-3 pour un projet perso (et qui servira plus tard pour d'autres choses), rencontrant un petit problème je viens ici pour me renseigner ! Merci à vous !