Kimlicrea
-
Compteur de contenus
98 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Kimlicrea
-
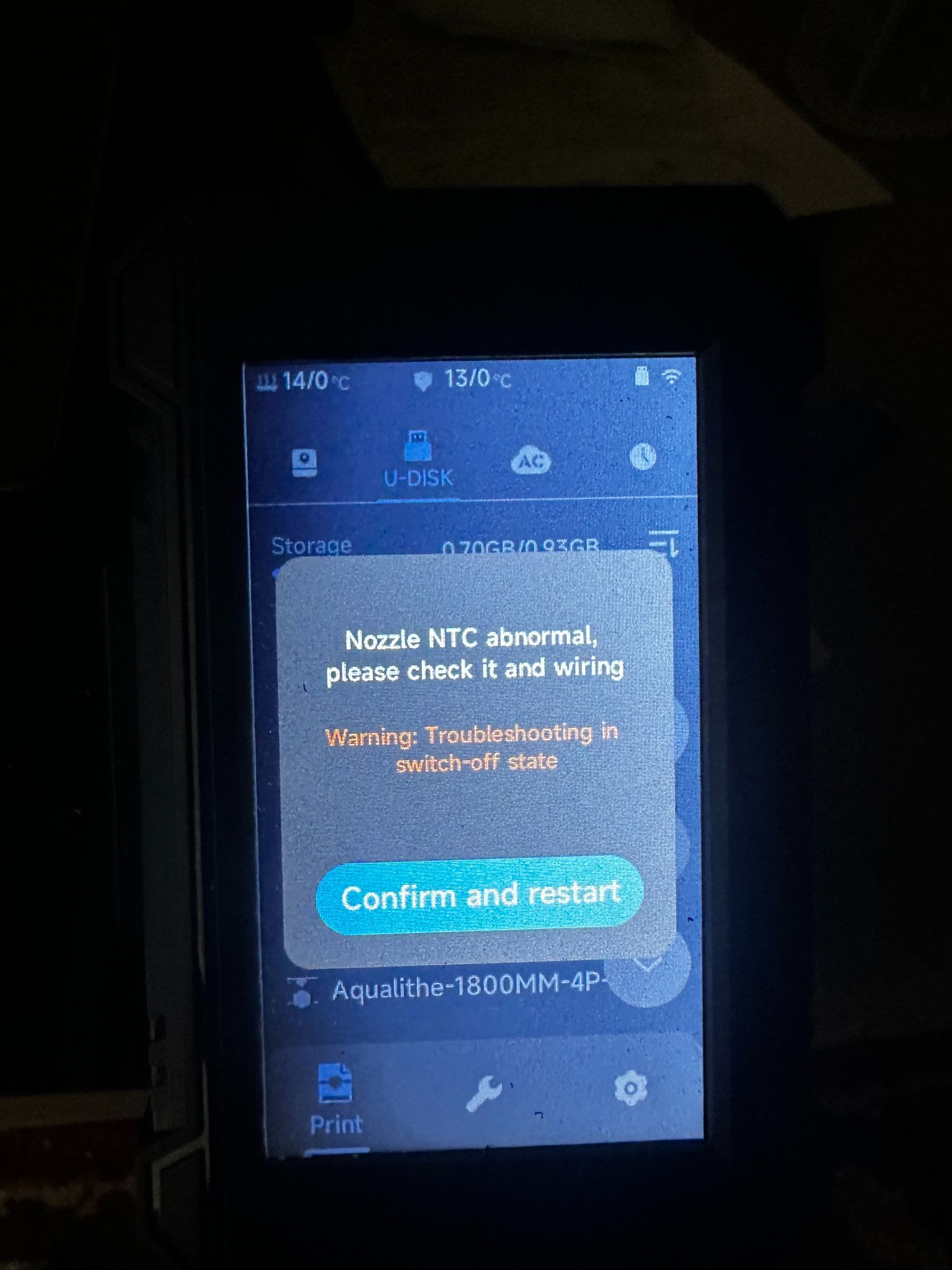
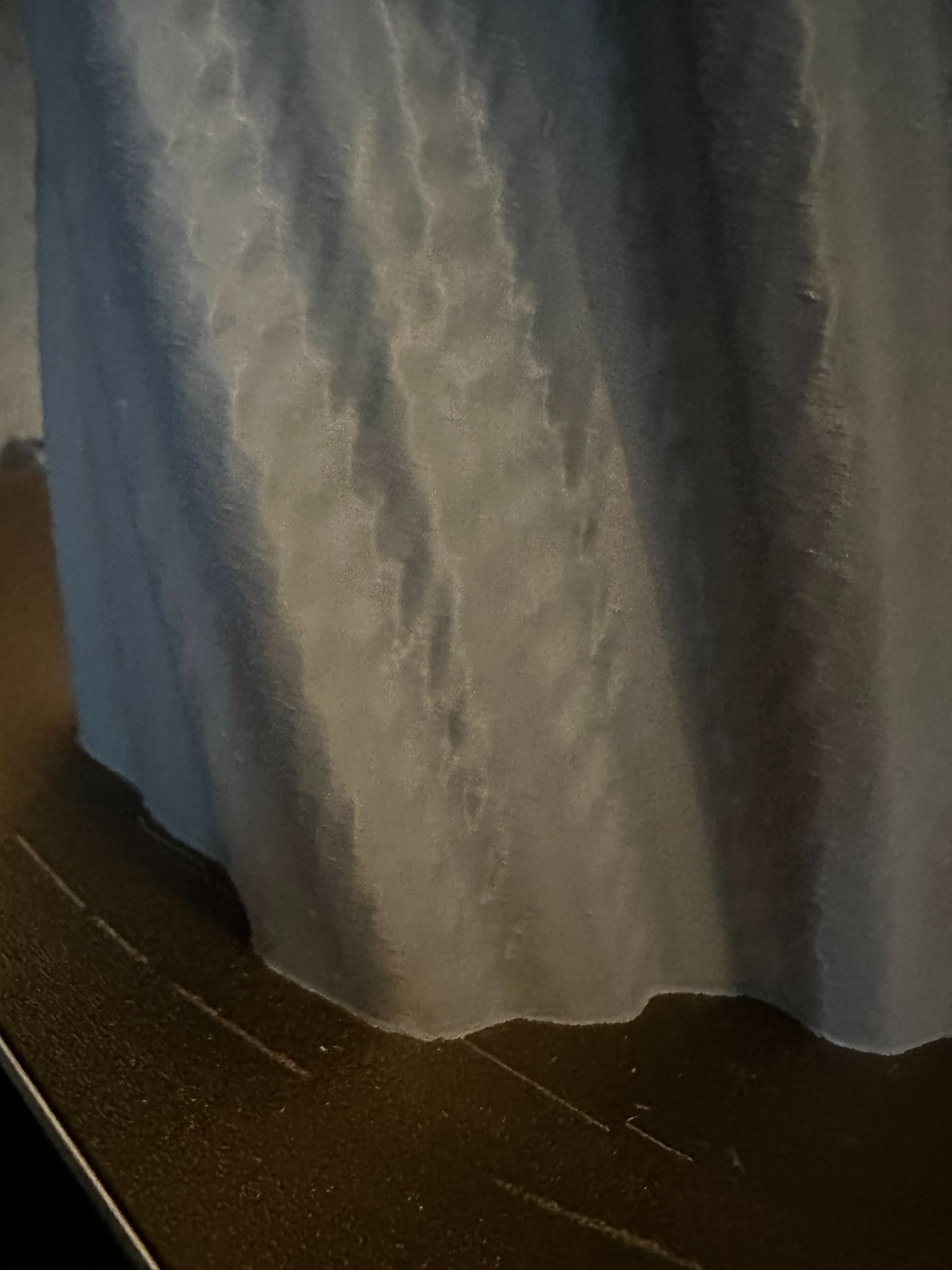
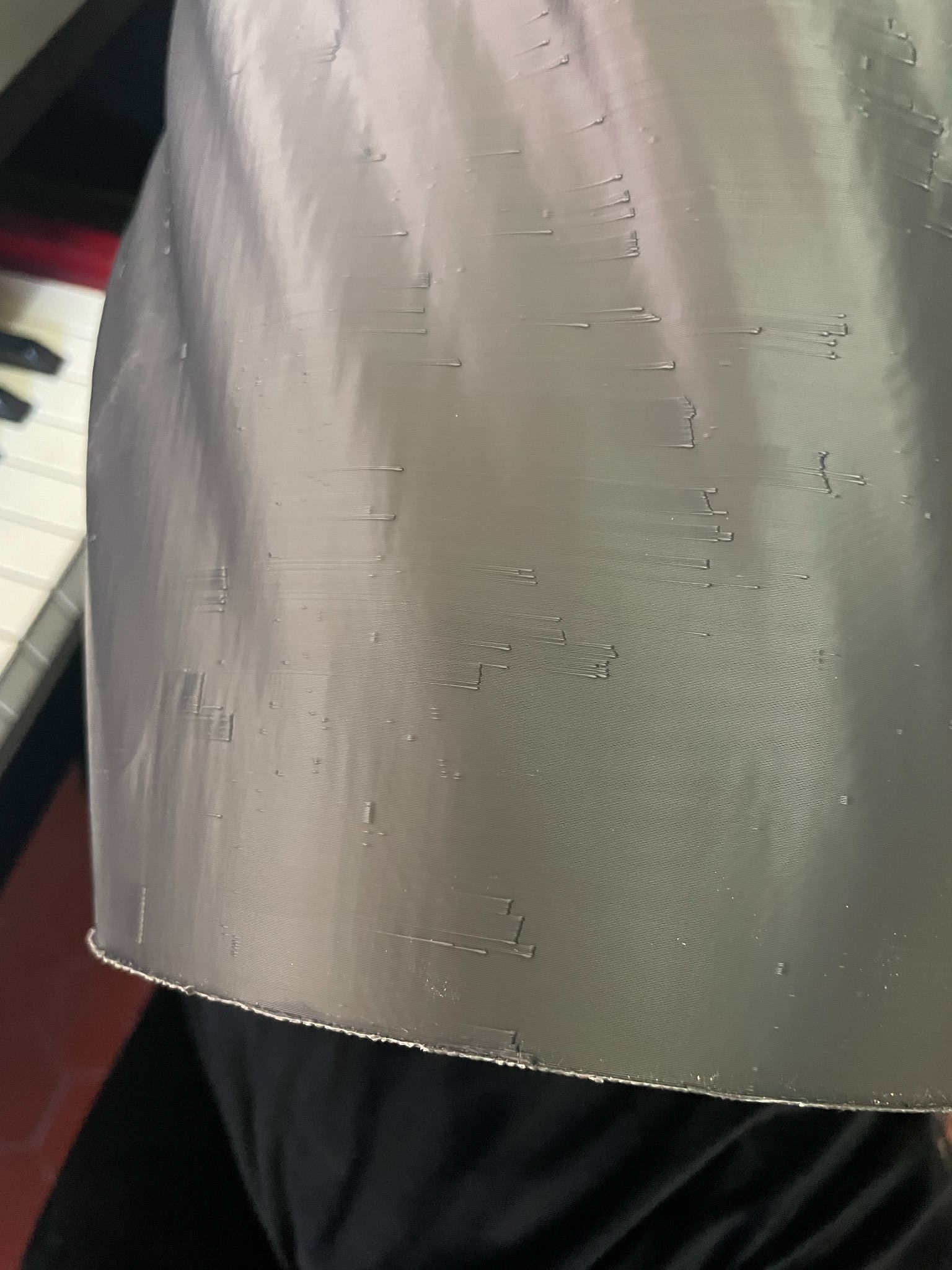
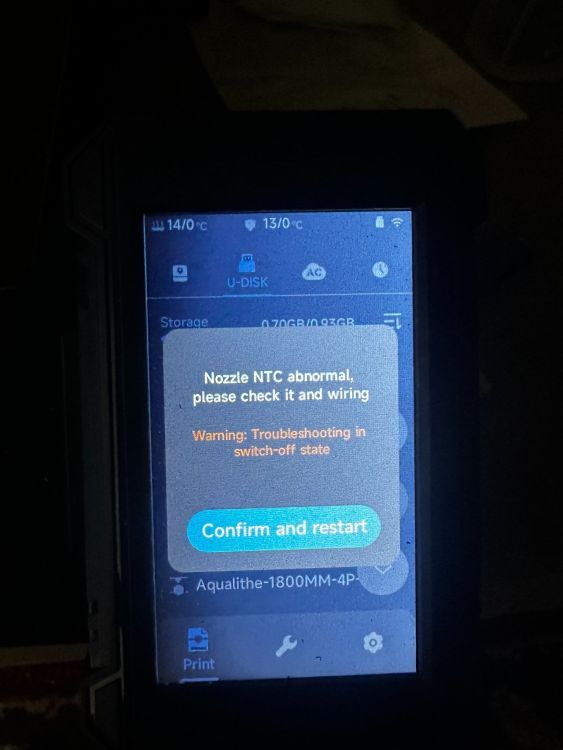
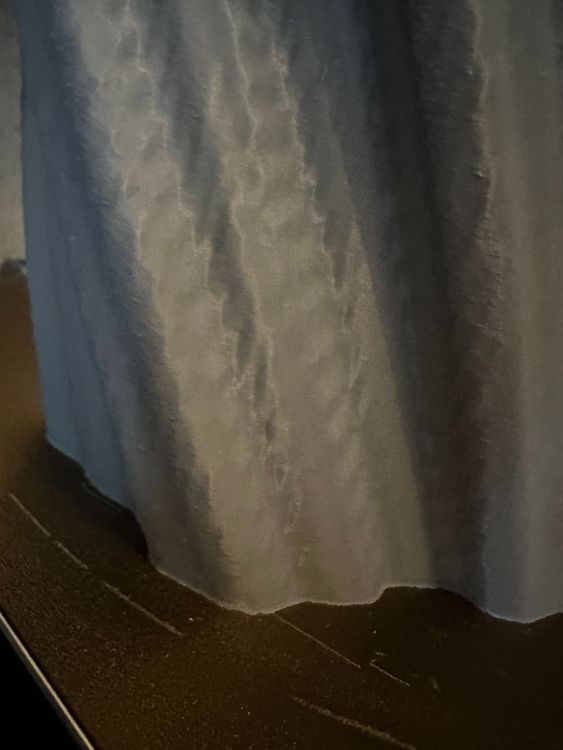
Bonjour à tous, Je rencontre un problème avec mon imprimante Anycubic Kobra et j'espère que quelqu'un pourra m'offrir des conseils ou des solutions. Lors d'une impression récente, l'imprimante s'est arrêtée subitement et a affiché le message d'erreur suivant : "Nozzle NTC abnormal, please check it and wiring. Warning: Troubleshooting in switch-off state." Après redémarrage, j'ai observé un décalage de couche d'environ 2 cm en dessous du point d'arrêt, ainsi qu'une altération de la texture qui est devenue moins lisse sur une dizaine de centimètres avant l'arrêt. J'inclus des photos de l'erreur et du changement de texture pour référence. En plus de chercher des pistes pour résoudre ces problèmes, j'aimerais savoir s'il est possible de reprendre l'impression là où elle s'est arrêtée. Environ 40 cm de l'objet ont déjà été imprimés. Est-il envisageable si on connais la bonne couche Z, de modifier le G-code et de reprendre l'impression ? Si oui, comment procéder exactement ? (PS: cela ne serais plus util pour cette impression, mais pour les prochain arret cela me sera grandement util) PS: J'ai relancer une nouvelle impression , qui a bien commencer et le probleme "Nozzle NTC abnormal" et trés rapidement réaparut. J'ai fait un mail au support egalement Il a donc plusieur question en une : - l'erreur Nozzle NTC abnormal - la degradation de la texture avec la hauteur - Un systeme pour reprendre l'imression au bonne endroit si l'on connais la bonne couche Merci d'avance pour votre aide et vos suggestions !



-
Ligne initale trop large
Kimlicrea en réponse au topic de Kimlicrea dans Discussions sur les imprimantes 3D
-1.8mm Et en effet warping et pas bending -
Ligne initale trop large
Kimlicrea en réponse au topic de Kimlicrea dans Discussions sur les imprimantes 3D
voila , le rebord bas de l'autre piece et la l'épaisseur que devrai normalement faire la ligne . merci de ta réponse rapide en regardant les parram de ma kobra , je decouvre que le z offset est a -1.8m. est-ce liée a cela ? merci j'ai donc lancée une impression a -1.5mm a la place de -1.8mm et cela semble fonctionner , à l'oeil nue la ligne a l'air d'avoir la bonne épaisseur. Néanmoins, même si tout semble bien se passer pour l'instant, j'ai peut de l'adhésion au plateau et d'un éventuelle bending
-
Bonjour, J'imprime des sortes de colonnes où les pièces s'emboîtent les unes dans les autres. Cependant, je rencontre un problème d'emboîtement : la ligne initiale de ma pièce est trop large (de chaque côté), ce qui fait que l'emboîtement dépasse d'au moins 1 mm. J'ai tenté de modifier la largeur de la couche initiale à 60%, mais cela n'a pas changé grand-chose. Merci de votre aide. Mon imprimmente est un kobra 2 max anycubic , mais je ne pense pas que cela soit liée à l'imprimante merci
-
merci du conseil! je teste et je reviens d'ordre général celle en laiton sont mieux?
-
L'extrudeur était parfaitement calibré en usine. En regroupant les seams du même côté, c'est moins gênant bien que pas parfait, je mets ce problème de côté. La X1 Sidewinder ne m'avait jamais fait ce souci.
-
Merci pour le rappel de la règle ! J'utilise celui-ci : Filament Hyper-PLA Creality 1kg - Blanc. Ma buse est déjà à 210°. PS : Les buses que j'avais sous la main en 0.2 sont grises (c'est-à-dire pas en laiton), je n'ai aucune idée si cela change quelque chose.
-
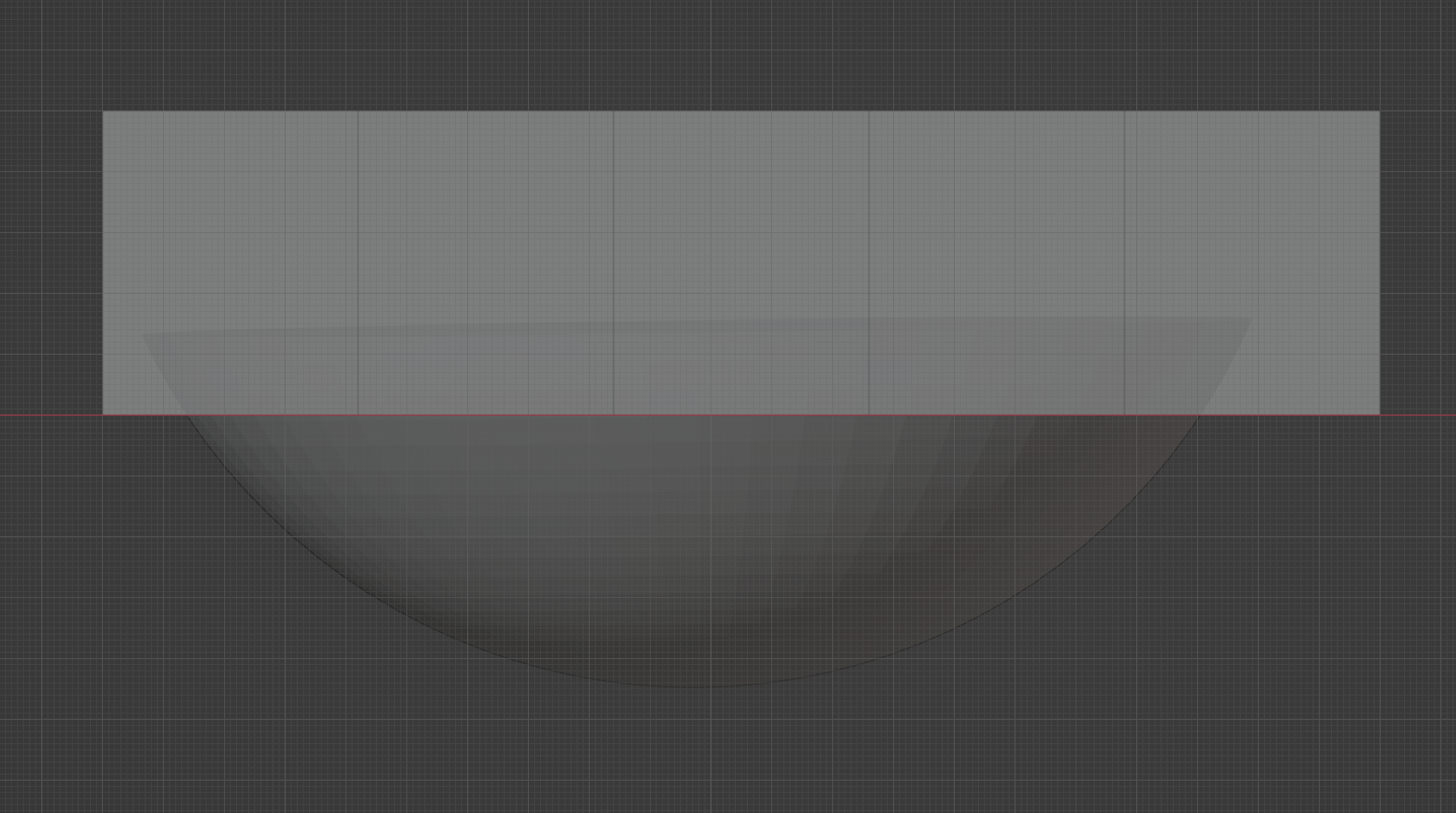
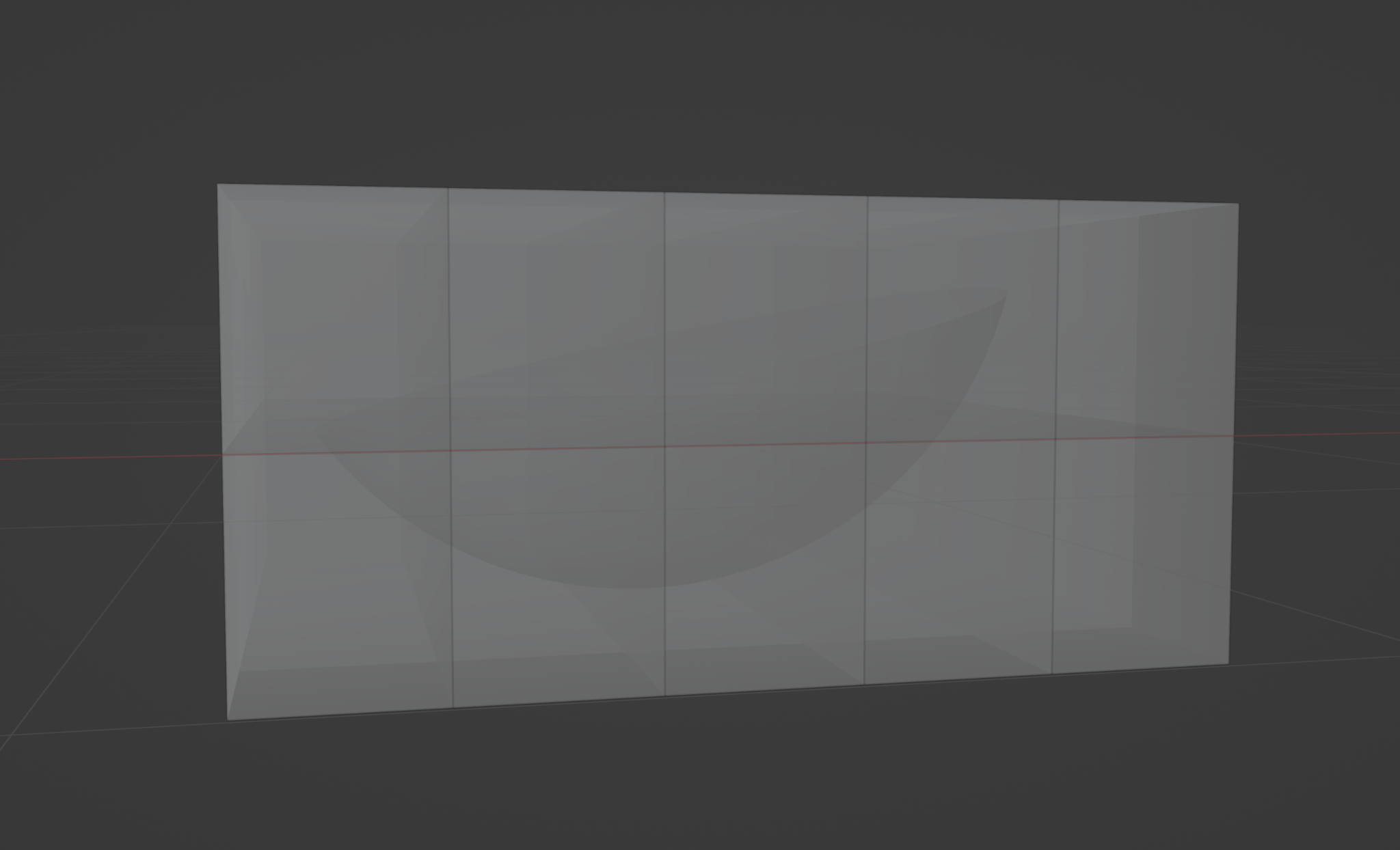
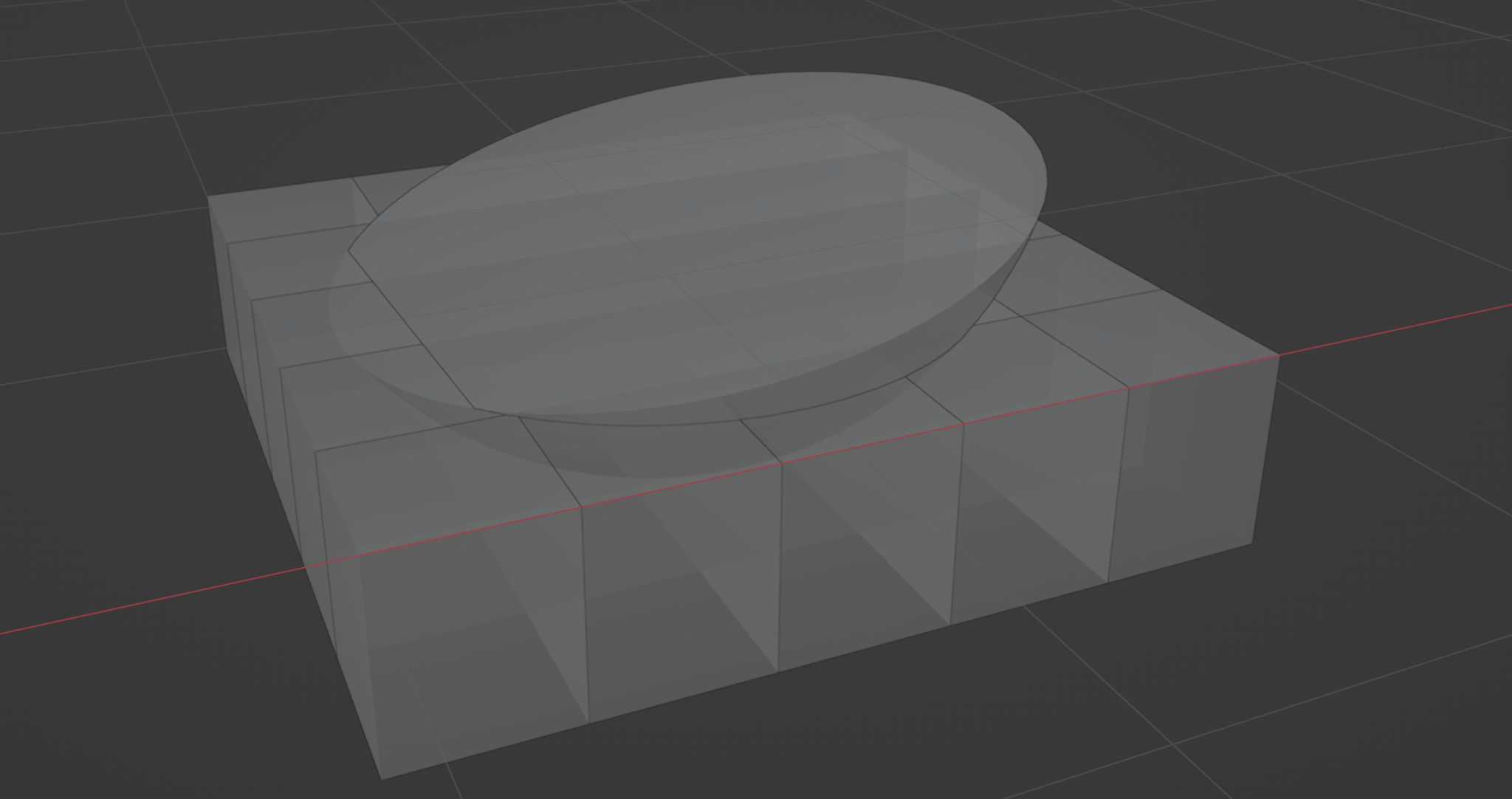
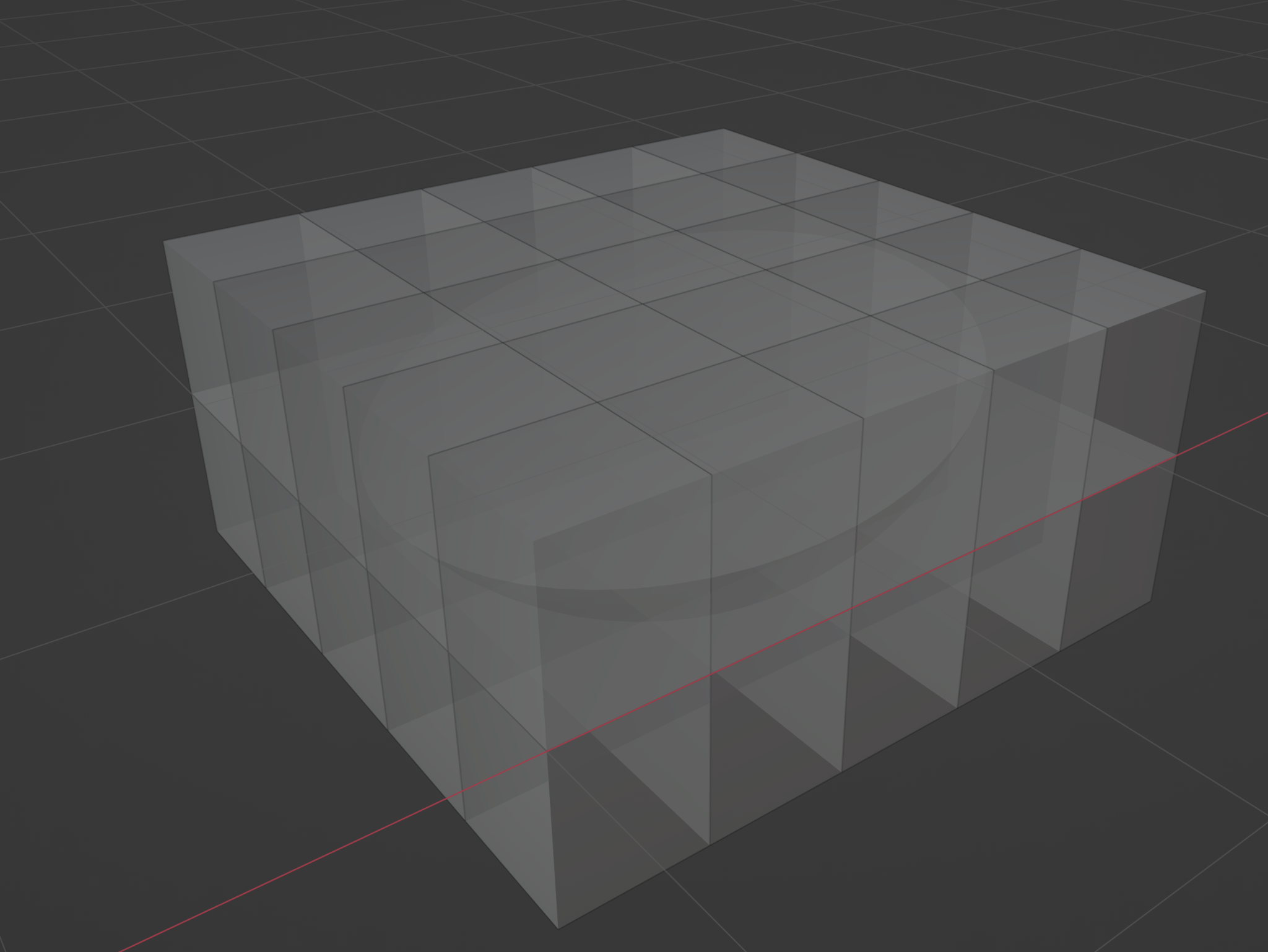
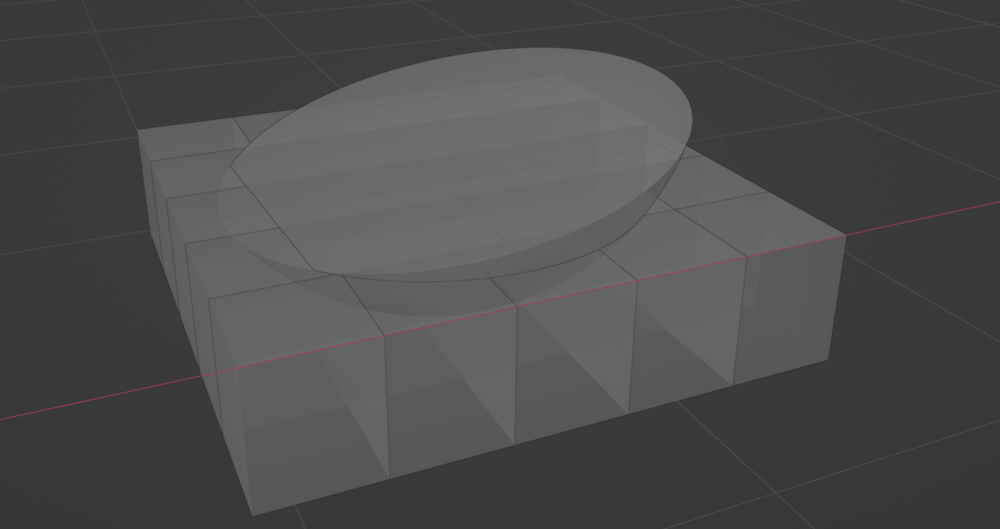
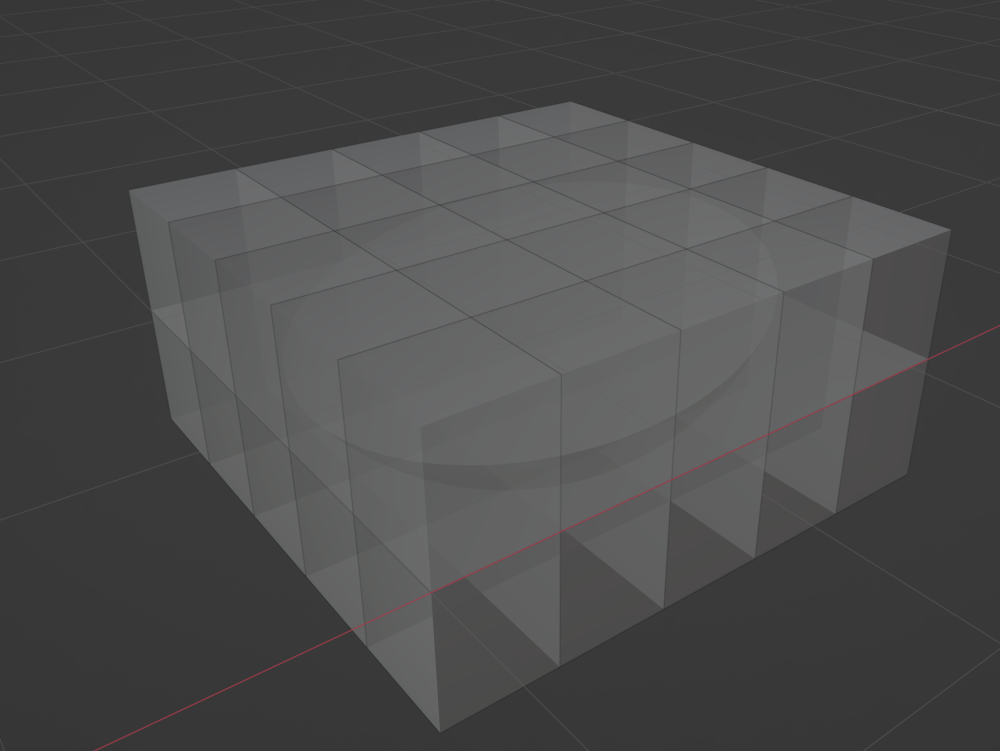
La pièce est simplifiée. La surface de la demi-sphère nécessite d'être imprimée en 3D. Pour la partie basse, j'ai pensé à utiliser une sphère thermoformée ou tout autre coffrage de la bonne taille, le diamètre de la sphère pleine étant de 2 mètres. Cependant, j'ai des inquiétudes concernant le raccord avec la partie imprimée. Bien que cela ne soit pas visible sur les captures d'écran, j'ai veillé à ce que la partie haute, qui nécessite une grande précision, soit la plus petite possible en taille. Il est à noter que l'impression est la première étape, j'ai pour projet ensuite de mouler cette pièce. Je pourrais n'imprimer que les 25 pièces du haut au lieu des 50. La cobra est assez rapide, je ne suis pas encore sûr de mon calcul mais je peux arriver à 1j par impression.
-
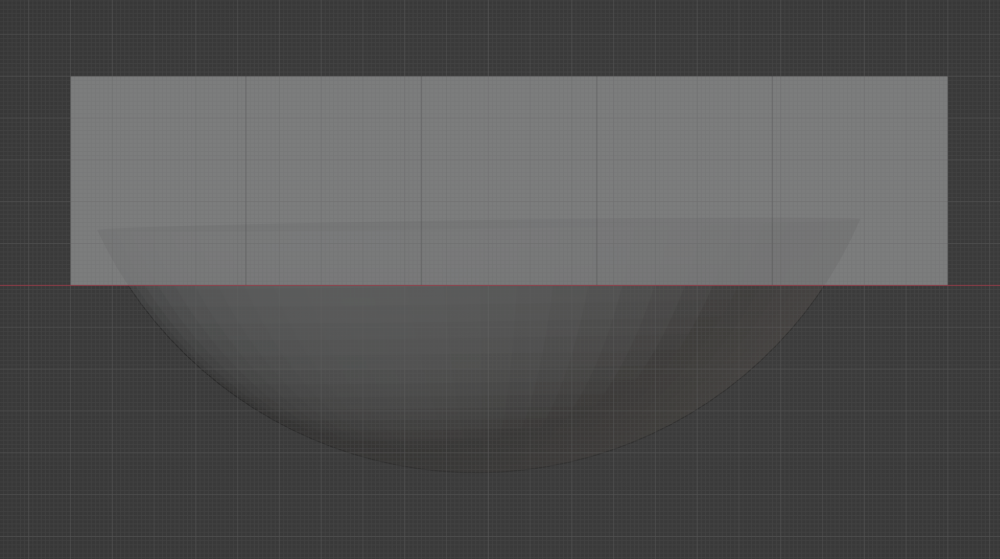
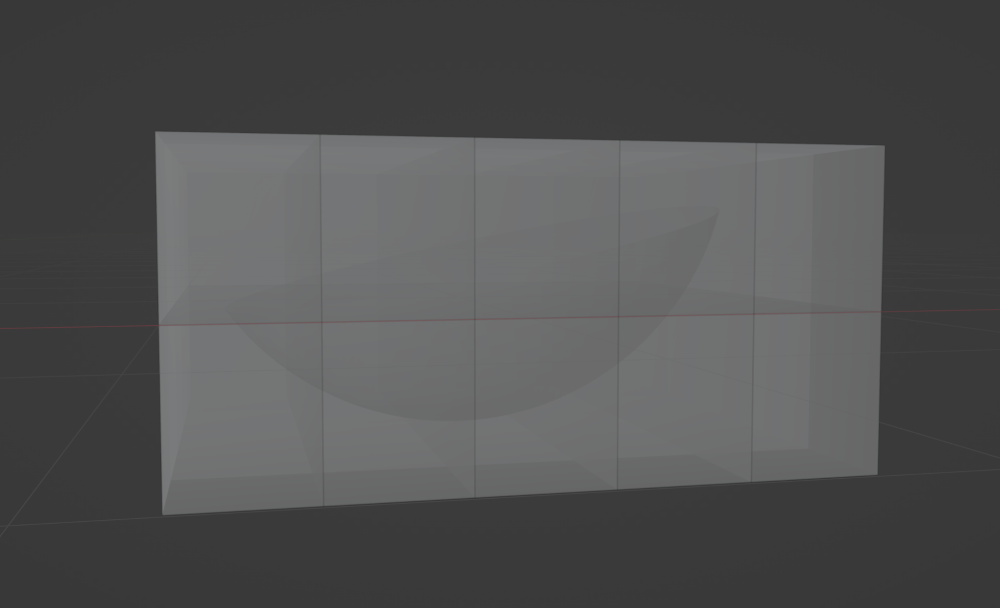
Bonjour à tous Je prépare une grande impression d'environ 2m x 2m x 1m. J'ai déjà réalisé par le passé des impressions très hautes, de type colonne, dont l'assemblage était relativement simple. Cependant, cette fois, il s'agit d'une sorte de demi-sphère (les fichiers joints ne reflètent pas exactement l'image, la forme est simplifier , il y a en réalitée beaucoup plus de détail). Je pense découper l'impression en 50 parties de la taille maximale autorisée par l'Anycubic Kobra, ce qui fait 50 blocs de 50 x 42 x 42 cm. Je vous joins mon découpage. Quelles difficultés puis-je m'attendre à rencontrer, et comment me préparer au mieux ? Je suis particulièrement inquiet à propos de la rétractation du matériau, ce qui pourrait affecter la droiture des parois et compliquer l'assemblage des blocs.
-
Bonjour J'ai besoin d'une impression avec les détails les plus fins possible. J'ai tenté une impression imprimée en 0,16 avec la buse de 0,4 de base de la Kobra, réussie, mais j'aimerais encore plus fin. J'ai tenté en mettant une buse de 0,20 à hauteur de 0,1, ---> sous-extrusion, le filament ne passe pas dans la buse. La Kobra est-elle adaptée ? Je tente à présent avec la buse de 0,4 une épaisseur de 0,1. Jusqu'à quelle épaisseur peut-on descendre avec la Kobra ? 0,05, j'ai vu quelque part. Quelle est l'épaisseur minimale pour une buse de 0,4 ? Pourquoi et comment faire pour que la buse de 0,2 fonctionne ? Merci.
-
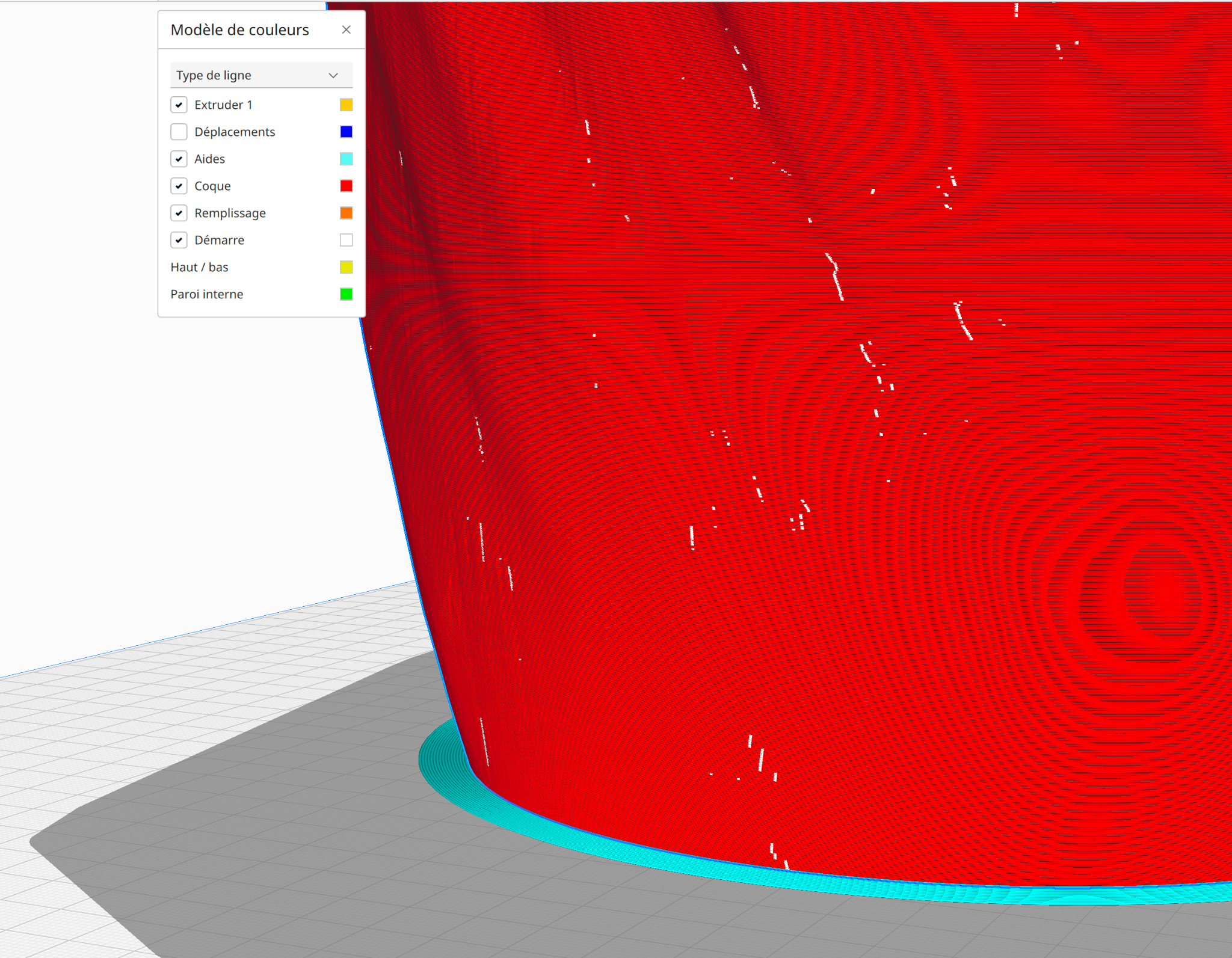
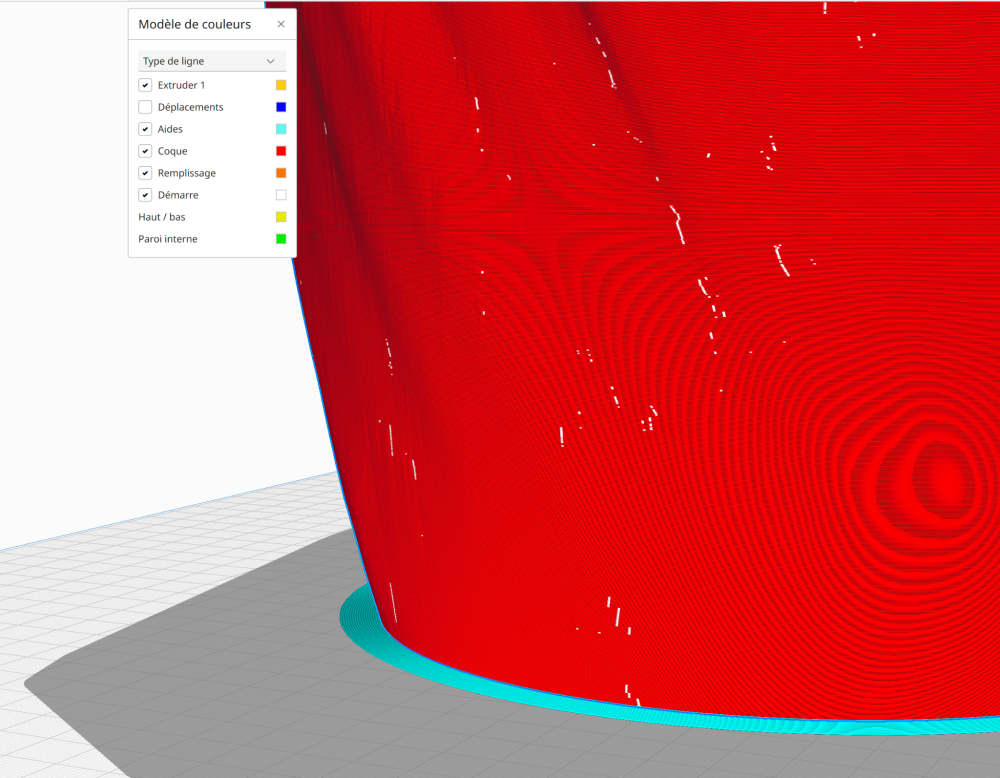
Je tchecke ca ! Existe-t-il un tutoriel pour calibrer la Kobra Max 2 ? Selon toi, ce n'est pas lié à la vitesse d'impression ? Merci encore. MISE À JOUR : Tu semble avoir tout à fait raison ! je regarde donc le plugin Mise à jours: Il suffirait pour cette impression que cela apparaisse sur les parois internes. J'ai modifié l'ordre des paramètres des parois, mais sur Cura, cela ne change pas grand-chose.

-
Que savez-vous des plateaux à haute vitesse (High Speed Pla) ? Sont-ils vraiment efficaces ? Existe-t-il des marques meilleures que d'autres ? Certaines sont-elles à éviter ? Quel serait le meilleur rapport qualité-prix ? Actuellement, j'imprime avec une Kobra Max 2.
-
Bonjour à tous, Je teste actuellement ma nouvelle imprimante 3D Kobra Max 2 d'Anycubic et j'ai rencontré un problème après mon premier print presque réussi. J'observe des strings transversaux assez réguliers sur plusieurs couches, créant des imperfections visibles. Vous trouverez ci-joint une image illustrant le souci. Auriez-vous des suggestions sur l'origine de ce problème et des conseils pour le résoudre, en particulier en ce qui concerne ces réglages de vitesse ? Je suis assez nouveau dans le domaine de l'impression 3D et je serais très reconnaissant pour tout conseil ou astuce. Pour ce print, j'ai utilisé Cura pour slicer et imprimer. J'ai importé les profils PLA où la vitesse est réglée par défaut à 150 mm/s, alors que l'imprimante est vendue avec une limite de 300 à 500 mm/s. J'ai vu dans une vidéo, sans explication détaillée, que sur les imprimantes Prusa, la vitesse pouvait être plus élevée. Merci d'avance pour votre aide !

-
Le faite de réduire la vitesse d'impression sur les première couche semble fonctionner. La X1 se met en pause automatiquement , je change le filament avec les bouton change , pas de cura. Peut etre que le Z et trop. Sur cette X1 , il se passe aussi un autre souci avec le changement de filament , alors que mes autre x1 bloc leur moteur sur l'axe x pas celle cxi du coup si je bouge l'extruder lors du changement cela reprend décaler
-
le plateau magnétique, ca change la vie !! merci
-
merci de vos reponses, Extruder d'usine par un autre extruder d'usine J'ai changer l'extruder entier
-
Un de mes x1 imprime en sous extrusion. J'ai tester la calibration et elle est ok. J'avais un extruder en rabe, je l'ai remplacer et tout marche très bien. J'aimerai réparer mon extruder en sous extrusion, d'ou peut venir le problème? merci
-
J'ai changer le moteur Y sur les deux , et tout marche nickel, (au moins sur une pas encore tester la seconde) Merci de votre aide
-
merci
-
Merci, J'utilise deja ca pour ma Mono, assez fou que je n'y ai pas pensé pour mes X1. As tu une marque à conseiller?
-
Alors que pour mes impression petite buse cela passe niquel, lorsque j'imprime en buse 0,8 hauteur de couche 0,5. J'ai de gros problème au moment du changement de bobine. les couche adhère très mal. J'aimerai comprendre pourquoi ? J'ai deux idées que je n'ai pas encore mis en pratique: -une couche de colle lac sur la couche entre les bobines - ralentir manuellement l'impression à ce moment la. Bonne idée? D'autre idées?
-
Pour éviter les problème de warping, comme surement beaucoup d'entre vous j'utilise de la colle en spray, ce qui marche parfaitement pour le warping, mais sideeffect, je galère à décrocher les prints. J'ai aquis une super spatule qui m'a été conseiller sur ce forum, cela m'aide mais cela reste galère. Je me suis décider a poster à ce sujet, quand ce matin pour decoller mon dernier print le plateau de verre de ma X1 c'est carément brisée, avec des bout de verre coller au print. Desfois j'utilise de l'acétone pour décoller, le print. d'autre conseil?
-
Je ne sais pas bien ce qu'est le driver? Je croyais que c'était du software qui diriger le moteur, mais j'imagine que non si cela peut d'user. Comment le tester? comment le changer? Parenthèse: Je ne sais pas si c'est vraiment liée à la loie de Murphy, mais et une fois n'est pas coutume , ma sec onde sidewinder semble avoir exactement le même problème que la premiere. Depuis que je l'ai ai, elles synchronisent de façon assez incroyable leur usure de pièce leur défaut, même quand je rencontre un problème rare comme celui ci , elle décide de le produire en même temps aprés deux ans d'utilisations
-
top merci !
-
Oui, Bon aller moteur axe y commandé, Je reviens vous voir , une fois qu'il sera réceptionné et installer. Même si cela n'a pas l'air très compliquée, connaissez vous un tuto pour le remplacement du moteur?