Bewlette
-
Compteur de contenus
45 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Bewlette
-
Très intéressé oui. Je pense commander sur Ali un pack de vis m. Pour les tige filetée il y en a dans les magasins de bricolage près de chez moi, 2.49 au lieu des 9.99 du site plus haut, mais en 1m. Donc faudra les découper
-
Oulah très précis ça. Super merci
-
Salut, Excusez moi pour ma bêtise mais ces dimensions donnent quoi chez nous ? 2x 5/16-18 2ft lenght threaded rods double sided (mounting) tape 8x 5/16-18 nuts 6x 5/16 washers 2x M5x25mm bolts 2x M5 nuts 4x M5x12mm bolts 4x M5 hammer/t nuts 8x M3x16 bolts (the 2 that replace the cover screws can be 12mm, but the other 6 need 16mm) 6x M3 nuts Les m3, mx,... OK mais les 5/16-18?
-
En effet, j'ai appris ceci : En retirant le ventilo et radiateur sur le côté, il doit y avoir une voir deux vis qui tiennent le heat break. Si pas : fileté
-
Hmmm j'ai démonté cette partie il y a quelques jours pour remplacer le bras levier de l'extrudeur et rien vu de spécial car la partie haute ne montre pas le heat break. Sur le bas non plus rien de spécial. Il n'y a pas une règle du genre production après date xxxx c'est avec pas de vis ou inversement ?
-
Perso j'ai fait sans firmware particulier pour le tft. Avec une v4, si tu appuie sur le bouton reset et que pile au même moment tu lance le script sur le pc, ça marche.
-
Merci à vous deux j'y vois déjà plus clair
-
Bonjour à vous, Encore moi Concernant la calibration de la X1, je vois pas mal d'informations sur le net mais l'ordre n'est pas toujours le même. De mon avis il serait ainsi : Calibration extrudeur (une fois) Mesurer la taille réelle du filament sur plusieurs points et en calculer la moyenne (a faire avec chaque nouvelle bobine) Bed leveling (A faire de temps en temps, si possible avec mesh bed leveling) Calibration PID / Linear Advance (si supporté par firmware, une seule fois) Calibration axes XYZ via un cube de 20*20*20 (a faire une fois) Calibration du flow via un cube de 20*20*20 vide avec parroies de 0.8mm, sans top ou bottom (a faire avec chaque filament) Evidemment, ceci en plus des tests pour les bonnes valeurs de retractation, travel, .... Cet ordre vous semble-t-il complet et cohérent? Au niveau vitesse d'impression, quelle est la vitesse max que la x1 supporte? Je n'ai pas envie d'imprimer à cette vitesse, c'est juste à titre d'information Merci
-
Perso je n'ai jamais essayé Grossiste 3D mais j'en ai entendu que du bien! Le problème actuellement c'est que les filaments sont en rupture de stock un peu partout (enfin surtout pour le PLA). Du coup je pense m'essayer au PETG... Mais, tu arrives à imprimer du PETG sans modifier la buse et/ou le heatbreak?
-
Salut, Pour la configuration exacte du Flow j'attends mon calibre numérique. J'en ai un mais précis a 0.1mm. Pour faire bien il en faut un au centième de MM. Il devrait arriver début de semaine prochaine. Le z hop le soucis c'est qu'il me fait du stringing.
-
C'est quoi les griffes autour ? On dirait presque que la buse a touché le bed
-
Bonjour à tous, Depuis quelques jours j'ai un soucis avec mes impressions. Comme dit dans le titre, le nozzle touche l'impression. Sur l'impression qui était en cours, elle a foiré à cause de cela (mais sans décollement du bed). Voici ma configuration : Calibration extrusion : Fait Firmware : 1.1.9 advanced (3d nexus). Mesh bed levelling : Fait Linear advance : Fait (K0.11) Impression en 0.2 Speed : 50mm/s (mais même soucis à 100 ou à 15) Travel : 150 (même soucis à 75) J'ai déjà tenté de faire un reset du mesh et linear advance pour les désactiver, même problème. Je suis ouvert à toute suggestion(s)
-
[Tuto] Brancher le détecteur de filament sur OctoPrint/OctoPi
Bewlette en réponse au topic de Bewlette dans Tutoriels et améliorations pour Artillery
Ah ben ça m'intéresse grandement du coup. Donc il fonctionne avec octoprint tout en étant branché sur l'imprimante ? -
[Tuto] Brancher le détecteur de filament sur OctoPrint/OctoPi
Bewlette en réponse au topic de Bewlette dans Tutoriels et améliorations pour Artillery
Oui mais encore une fois, les branchements ground et data sont inversés comparé à la fiche des artillery x1. Du coup ça ne marchera que si modification des connexions d'origine. -
[Tuto] Brancher le détecteur de filament sur OctoPrint/OctoPi
Bewlette en réponse au topic de Bewlette dans Tutoriels et améliorations pour Artillery
Jaime beaucoup en effet j'y passerai sûrement un jour mais ici le but était d'utiliser le capteur d'origine De plus sur le tien gnd et data sont inversés par rapport à nous. -
[Tuto] Brancher le détecteur de filament sur OctoPrint/OctoPi
Bewlette en réponse au topic de Bewlette dans Tutoriels et améliorations pour Artillery
Si mais c'est pour cela que je ne le récupère pas et branche le détecteur avec 3 câbles gpio Sous peu je vais commander le même connecteur pour faire propre et me souder un beau câble -
[Tuto] Brancher le détecteur de filament sur OctoPrint/OctoPi
Bewlette en réponse au topic de Bewlette dans Tutoriels et améliorations pour Artillery
Salut, Merci Il ne faut pas ouvrir l'imprimante par contre. Même pour flasher le firmware j'y suis arrivé sans l'ouvrir Les codes envoyés par octoprint sont bien reconnus, même avec le firmware de base. Ça reste du Marlin. -
[Tuto] Brancher le détecteur de filament sur OctoPrint/OctoPi
Bewlette en réponse au topic de Bewlette dans Tutoriels et améliorations pour Artillery
Justement, vu qu'il est sur l'écran, en cas d'utilisation d'octoprint le détecteur ne servira à rien -
[Tuto] Brancher le détecteur de filament sur OctoPrint/OctoPi
Bewlette en réponse au topic de Bewlette dans Tutoriels et améliorations pour Artillery
Non octoprint ne le prend pas en compte car il est branché sur l'écran et non la carte mère. -
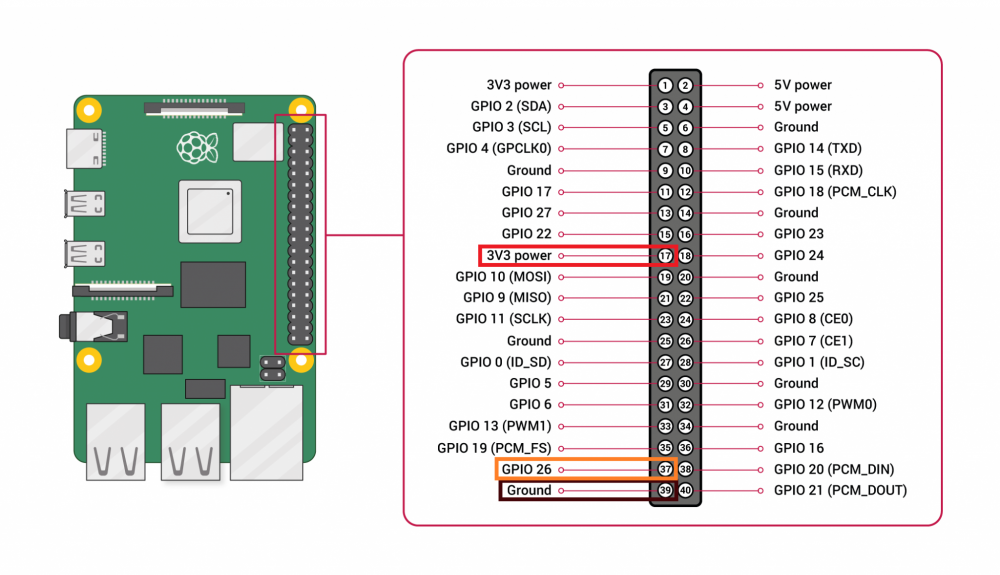
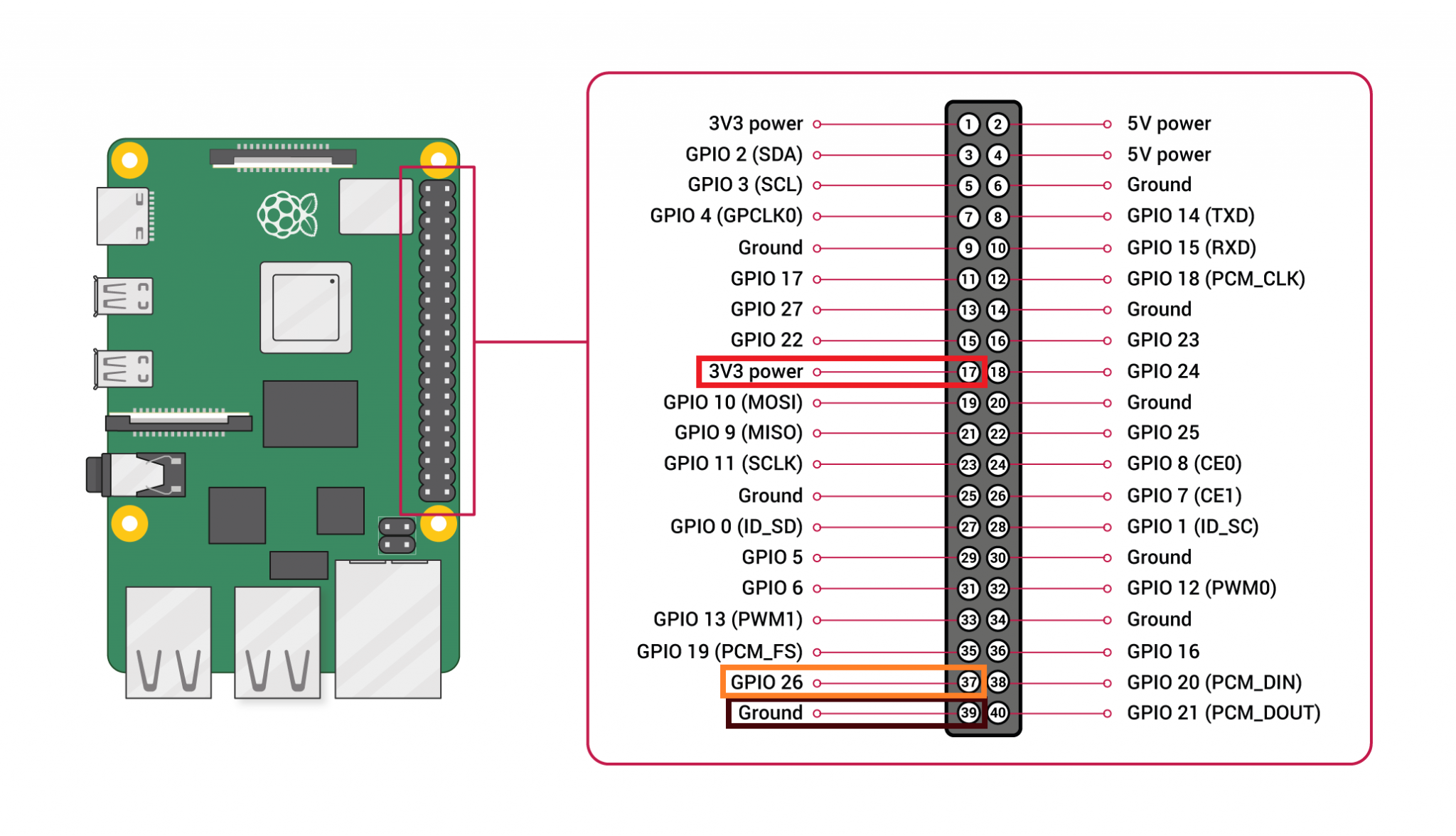
Bonjour à tous, Voici un petit tuto sur comment brancher le détecteur de filament d'origine sur votre Raspberry Pi tournant avec OctoPi. Matériel nécessaire : Un Raspberry Pi avec OctoPi installé dessus Des cables de connexion GPIO Connection du détecteur de filament au Raspberry Déconnectez le cable d'origine du détecteur Connectez les cables GPIO comme montré sur la photo (Rouge : +3.3v, Brun : Ground, Orange : Data) Connectez l'autre extrémité des cables GPIO sur le Raspberry en respectant les couleurs (Rouge : Pin 17, Orange Pin 37, Brun Pin 39) Préparation d'OctoPrint Connectez vous sur votre interface OctoPrint Allez dans les "Settings" > Plugin Manager > Get More Recherchez ceci : "Enclosure Plugin" et cliquez sur "Install" Redémarrez quand l'interface vous le demande Configuration d'Enclosure Plugin Allez dans "Settings" > "Enclosure Plugin" Cliquez sur Add Output avec les paramètres suivants Output Type : Regular IO Label : Comme vous voulez (par exemple : Filament Sensor) IO Number : 26 Toutes les cases en dessous décochées sauf pour"Active Low" et "Show button on NavBar" qui doivent être cochées. Cliquez sur Add Input avec les paramètres suivants Label : Comme vous voulez Input Type : GPIO Input Action type : Printer Input IO : 26 Input Pull Resistor : Input Pullup Event trigger : Fall Printer action : Filament change Cocher Enable and disable filament sensors Filament detection timeout : 30 Cliquez sur Save Redémarrez OctoPrint Voilà, vous êtes prêt N'oubliez pas de configurer un script en cas de pause et de reprise après pause dans OctoPrint. Voici les miens : Quand pause : ; relative XYZE G91 M83 ; retract filament, move Z slightly upwards G1 Z+5 E-5 F4500 ; absolute XYZE M82 G90 ; move to a safe rest position G1 X0 Y180 Quand sortie de pause : ; relative extruder M83 ; prime nozzle G1 E-5 F4500 G1 E5 F4500 G1 E5 F4500 ; absolute E M82 ; absolute XYZ G90 ; reset E G92 E{{ pause_position.e }} ; move back to pause position XYZ G1 X{{ pause_position.x }} Y{{ pause_position.y }} Z{{ pause_position.z }} F4500 ; reset to feed rate before pause G1 {{ pause_position.f }}