Glimpression
-
Compteur de contenus
6 -
Inscrit(e) le
-
Dernière visite
Récompenses de Glimpression
")





-
Merci !
-
Voilà ce que ça donner en image : une première impression après calibration (images 1 et 2), le dessus et de la dessous sont bien (mais j'ai dû interrompre l'impression), puis je recommence (images 3 et 4) en ayant fait deux autres objets entretemps, el là on retrouve les traces de buse sur le dessus. Qu'est-ce que tu utilises comme bloc de silicone ?




-
Merci beaucoup ! J'ai utilisé ces petits carrés pour recalibrer le plateau. J'ai un peu galéré, il n'est effectivement pas plan, mais un peu en cuvette. Pour mes réglages, c'est sans doute mieux d'avoir un peu plus d'espace au centre, que pas assez. J'ai obtenu un résultat satisfaisant, mais j'ai l'impression que ça se dérègle rapidement après quelques heures d'impression, j'ai à nouveau des traces. Est-ce normal ?
-
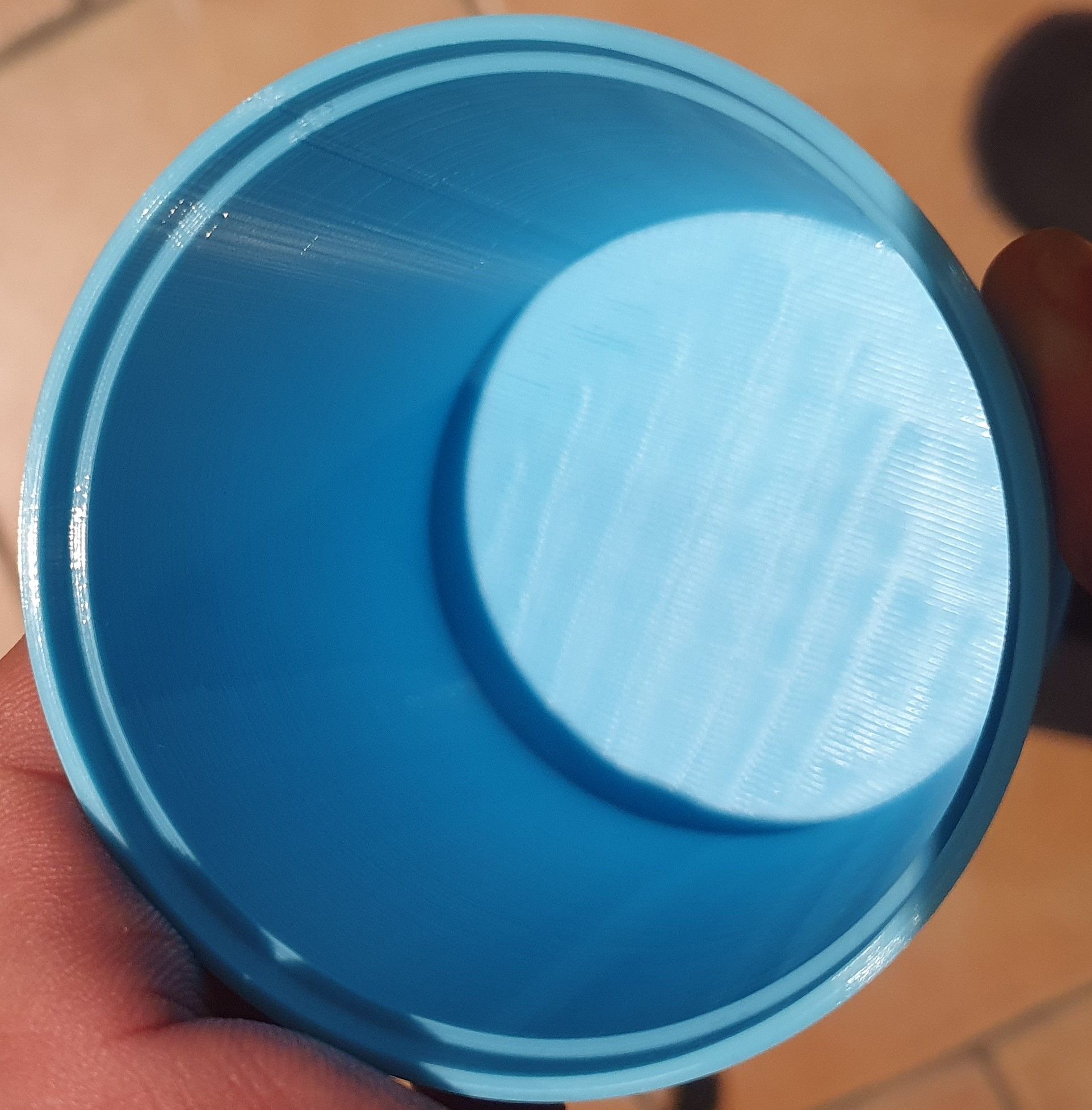
Bonjour, Les surfaces planes que j'imprime (ici du PLA de chez Grossite3D) sur les premières couches ne sont pas bien lisses, il y a des sortes de vaguelettes (Vaguelettes_1 et Vaguelettes_2) : est-ce que cela peut-être dû au réglage de l'axe Z ? mais l'impression dans son ensemble est de bonne qualité ; à un filament trop humide ? j'ai essayé le bed à 75°C sur les premières couches de Vaguelettes_2, mais ça ne règle pas le problème ; et ce ne sont pas vraiment des bulles. Je penche pour l'axe Z, je pense que mon plateau n'est pas plan et c'est toujours un peu compliqué de mettre à niveau : lorsque mon réglage est correct aux 4 coins, la buse est trop loin au centre. Je dois donc la rapprocher davantage aux 4 coins (j'ai d'ailleurs fini par marquer un peu le plateau). Le résultat est tout de même bon (Pot à crayons vu dans une vidéo d'Heliox), mais je préfèrerais des surfaces plus lisses. Je pense en avoir déjà obtenues, il faut peut-être refaire le niveau plus souvent. J'ai aussi un défaut en utilisant l'étirage sur la couche supérieure : le rendu est presque partout très bon, sauf à un endroit. Merci par avance pour votre aide.




-
Merci beaucoup pour votre aide ! J'ai activé les ventilateurs à 25% à partir de la zone cylindrique (0% avant), mis la "durée minimale d'une couche" à 15 s, et utilisé un remplissage en QuartCubique à 60%. Pas encore de retour sur la résistance lors de l'utilisation, mais la pièce s'est imprimée correctement ! J'essaierai le PETG une prochaine fois. Encore merci.

-
Bonjour, J'ai modélisé une pièce qui sera utilisée dans un tour à bois. La première impression en PLA a été vite cassée par l'utilisateur, peut-être pas assez remplie (40 %). Pour le deuxième essai, j'ai rempli à 80% en PLA, mais j'aimerais aussi essayer l'ABS (j'aurais peut-être dû prendre du PETG). Voici ce que j'obtiens : à gauche le PLA, à droite l'ABS (Formfutura ReForm™ - rTitan Black acheté chez 3DJake). C'est la première fois que j'imprime de l'ABS. C'est mon troisième essai sur cette pièce. J'imprime dans un caisson filtré, la température pendant l'impression est 20°C au début puis se stabilise autour de 27°C. Pour les paramètres qui donnent le résultat joint, j'ai utilisé le profil générique de Cura pour l'ABS, et fait quelques modifications. 240°C pour la buse (minimum recommandé sur la bobine, mais je crois que je ne peux pas aller au-delà avec la sidewinder X1 ) 110°C pour le plateau 50 mm/s pas de ventilation couches de 0,2mm remplissage : 40 % Les problèmes semblent débuter lorsqu'on passe à l'impression du cylindre (environ 6mm de diamètre). A votre avis, faut-il commencer à refroidir à ce moment là, où ralentir la vitesse d'impression ? Merci par avance.

-
Je pense du PLA pour commencer. J'ai lu que tout le monde n'était pas d'accord sur la nécessité de filtrer avec ce type de filament, mais je pense installer l'imprimante dans le bureau où toute la famille passe pas mal de temps, alors je préférerais filtrer. Autrement ce serait dans le garage, mais point du vue température, ce n'irait pas une bonne partie de l'année. Je pensais utiliser la solution de alveo3D.
-
Ça fait plusieurs mois que je pense me lancer dans l'impression 3D, mais les éventuels problèmes de particules nocives m'ont freiné. Après avoir modélisé quelques pièces sur Sketchup, j'avais vraiment envie de voir ce que ça pouvait donner, et je viens de craquer pour une Artillery Sidewinder X1, qui est encore dans son carton... Je m'inscris sur le forum dans le but de trouver un système caisson/filtration qui me convienne.