fred5976
-
Compteur de contenus
687 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
3
1 abonné

Récompenses de fred5976
")





-
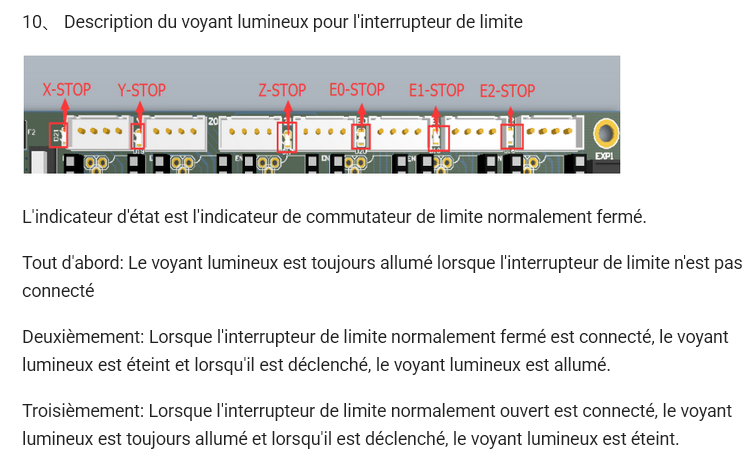
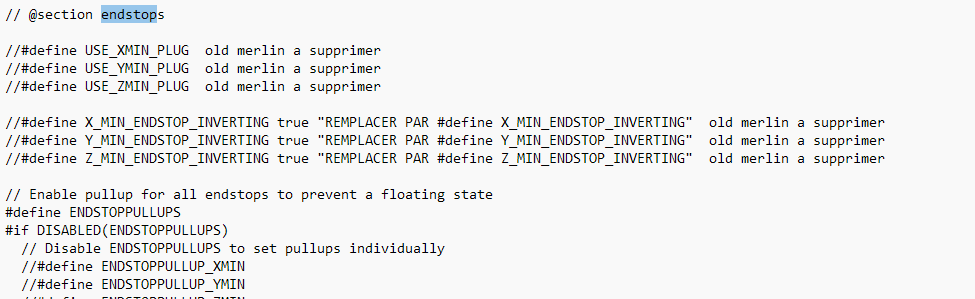
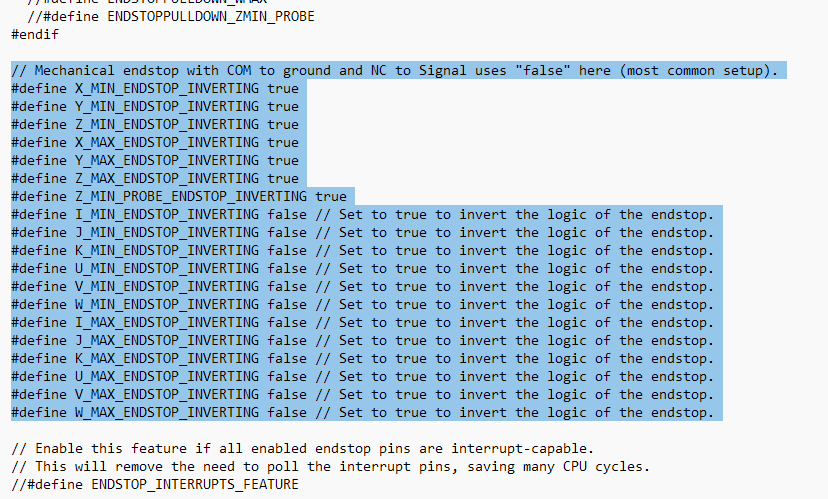
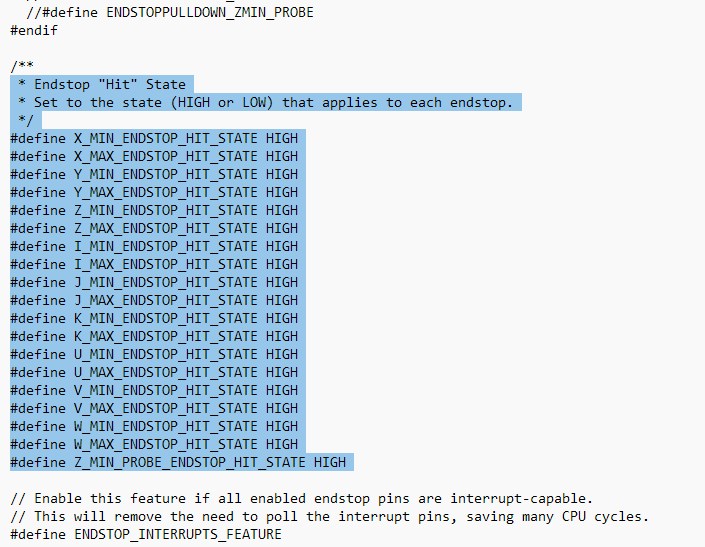
J'ai regardé rapidement ton fichier configuration. Je n'ai pas trouvé de truc bizarre, excepté la section "endstop" Dans un premier temps je vérifierai le câblage des fin de courses. Visiblement sur ta nouvelle carte, il y a des voyants pour vérifier si la commutation se fait bien Ensuite dans ton fichier configuration tu as activé la ligne et celle ci Essaye plutôt de désactiver ces lignes. En tout cas sur le Marlin Tronxy, elles ne sont pas actives. Autre point d'écart entre ton fichier conf et celui du Marlin Tronxy Chez Tronxy on trouve ces lignes Dans ton fichier on trouve ça Mais sincèrement je ne suis pas le plus qualifié pour répondre sur ces sujets, il faudra que tu regardes dans une autre section du forum, ou tu vas surement trouvé quelqu'un qui as fait le même genre de modif



-
comment mettre MARLIN sur une tronxy x5sa pro ?
fred5976 en réponse au topic de noblepaladin dans Tronxy
Bravo @noblepaladin, Comme un grand :-). Le SAV n'a jamais été d'une grande aide pour tout ce qui est firmware, par contre quand ta machine est neuve, et que t'es en rade, ils sont presque prêt a t'envoyer une machine complète (J'exagère mais c'est un peu l’ordre d'idée). Tu n'as plus qu'à calibrer et vérifier tous les axes. C'est fastidieux, mais ça t'évitera des arrachages de cheveux -
Je reviens pour une petite mise à jour. Nos amis de druktipps3d ont fait un post la dessus.https://forum.drucktipps3d.de/forum/thread/47092-startcode-für-den-kobra-3-v2/ J'ai testé celui du dernier post. Il fonctionne sur ma K3. Mais contrairement à l'auteur de ce gcode, il ne me satisfaisait pas tant que ça, surtout la hauteur de 0.1mm. Donc j'ai fait quelques changements, qui me vont pas trop mal non plus. Après c'est une affaire de gout, je préfère tracer en coin que 3 lignes au fond du plateau Donc en gras ci dessous, mes modifs G9111 bedTemp=[first_layer_bed_temperature] extruderTemp=[first_layer_temperature[initial_tool]] M117 M900 K0.051 ; print_bed_min = {print_bed_min[0]},{print_bed_min[1]} ; print_bed_max = {print_bed_max[0]},{print_bed_max[1]} ; print_bed_size = {print_bed_size[0]},{print_bed_size[1]} ; first_layer_print_min = {first_layer_print_min[0]},{first_layer_print_min[1]} ; first_layer_print_max = {first_layer_print_max[0]},{first_layer_print_max[1]} ; first_layer_print_size = {first_layer_print_size[0]},{first_layer_print_size[1]} T[initial_tool] M109 S[first_layer_temperature] G92 E0 G1 Y260 G1 X42 G1 Z0.5 G1 X38 Y260 F6000; position d'essuyage gauche x G1 X98 Y258 F6000; Essuyer à droite G1 X38 Y260 F6000; Essuyer à gauche G1 X98 Y258 F6000; Essuyer à droite G1 X38 Y260 F6000; position d'essuyage gauche x G1 X98 Y258 F6000; Essuyer à droite G1 X38 Y260 F6000; Essuyer à gauche G1 X98 Y258 F6000; Essuyer à droite #Purgeline G1 Y100 G1 X5 G1 Z0.2 F200 G1 Y5 F1800 E10 G1 X100 F1800 E10 G1 E-1 F3000 M106 S255 G92 E0 ; Réinitialiser l'extrudeuse M82 ; Extrudeuse absolue G1 Z2.0 F3000 M117 Imprimer Démarrage...
-
Si jamais tu veux faire un comparo avec une kobra 3 combo et une kobra 3 max combo, je suis pas loin de chez toi Sauf si t'es au nord de san sebastian, moi, le périph, j'aime po
-
Désolé de ne pas pouvoir répondre, parce que je ne comprends pas tout. 1-tu as d'un coté une "vielle" carte mère Tronxy qui supporte ses propres firmwares, mais tu n'as pas de retour de tronxy, (et je ne les ai pas en stock) 2-tu as acheté un écran neuf et une SKR Pro qui peut supporter 3 extrudeurs, être en wifi, et pour laquelle il va falloir customiser de A à Z le firmware, et pour lequel la communauté est beaucoup plus vaste. Pour 1, tant que tu n'as pas les fichiers pour réinstaller, malheureusement, je ne suis pas d'une grande aide Pour 2, tu repars de zéro. Tu prends la partie mécanique de la Tronxy et tu lui greffes une autre électronique, mais dont les "problématiques" sont autres. Pour être plus clair, t'as pris une renault, mais comme t'avais un souci avec le moteur d'origine, tu fais un swap avec un moteur de Porsche, mais tu demandes au garage renault de finir de greffer le moteur Porsche. Pour finir, pour le point 2, si jamais tu ne les a pas consulté Le wiki pour l'écran https://global.bttwiki.com/TFT35.html#product-profile Le wiki pour la SKR https://global.bttwiki.com/SKR PRO V1.2.html#precausions Je ne sais pas ce que tu pris comme driver TMC.
-
Je vous fais un petit retour sur les soucis que l'on a eu avec la K2. Après moultes discussions, pièces changées (extrudeur, hotend, carte de l'extrudeur, cable de l'extrudeur), la machine a fini par repartir chez le revendeur. Ben ouais, ça ne fonctionnait toujours pas. Je ne sais pas ce qu'il a fait. Au bout d'un certain temps, on peut la récupérer. Le revendeur me montre 2 benchies réalisés avec, donc je la récupère, retourne au boulot et la branche avec le CFS. La machine refuse de charger du filament. Après inspection, le problème est trouvé, un résidu de filament bloquait le capteur du filament. Allez zou, c'est bon, lancement d'un benchy, 14 min plus tard un petit bateau tout chaud. C'est bon, on a des prints en attente, le CFS fonctionne, lancement d'un long print (16h avec un changement de bobine). Alors soit, c'était peut un peu prématuré, mais bon, avant qu'elle tombe en rade, elle l'avait déjà fait des prints aussi long. Ben vous savez quoi, le lendemain matin, si si, machine bloquée, elle avait fini la première bobine (moitié du print), mais n'avait pas pu faire le passage à l'autre. Je fait un résumé. La panne, le cutter reste bloqué. Une première solution, une cale en carton entre l'extrudeur en la tête. Ca fonctionne quelques heures d'impression. Mais quand même un appel un peu contrarié avec le revendeur qui n'y croit pas. En même temps, je le comprends. Quelques prints (2 en fait) Paf, 2 ème panne. Buse bouchée. Changement de buse et ça repart. Et là, aussi une solution à la panne précédente, visiblement quand la buse est trop serrée, elle bloque le cutter. Tout se passe, plutot bien, une grosse trentaine d'heure d'impression sans souci. Coup de mail du revendeur, "j'ai reçu l'écran du CFS, et un extrudeur, je peux passer mercredi", Rdv Pris, le gars arrive, change l'écran du CFS, impec, l'extrudeur, super, un premier benchy mono couleur, nickel, un deuxième mais avec toutes les couleurs, yes, c'est bon ça fonctionne au revoir monsieur, merci de votre passage. Ben vous allez le croire ou pas, si si, aller, 2 heures après que le gars soit parti, re cutter bloqué, le mec ne touche pas à la buse, j'étais à coté, il n'a fait que remettre un extrudeur. Dans ces coups de temps là, tu prends sur toi, tu évites d'être à proximité de tout objet, lourd, contondant, ou dérivé, Tu desserres la buse, tu la resserres, tu vérifies que le cutter glisse tout seul, et que les changements de filament se passent, tu refermes et tu lances tes prints. Pour finir, personne ne sais pourquoi l'extrudeur s'est arrêté de tourner, ni pourquoi l'écran du CFS a laché (une première pour le revendeur), ni pourquoi les buses se bouchent. Mais en tout cas, si c'est votre cutter qui bloque, devisser et revisser la buse, ça fonctionne.
-
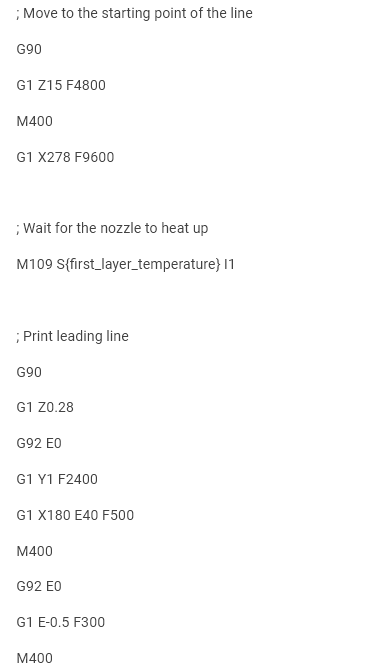
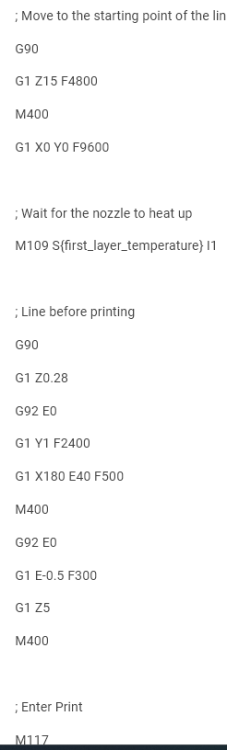
Bonjour tous, J'aurai une petite question au sujet du gcode de démarrage. Est il personnalisable? Ma petite problématique, c'est que parfois, à la fin du chargement du filament, j'ai un petit filet (voir morceau) de filament qui reste collé à la buse, et donc bien sur ça vient polluer les premières lignes de la première couche. j'ai trouvé cette page sur le wiki de anycubic https://wiki.anycubic.com/en/software-and-app/new-page-anycubic-slicer-beta(orca-version)/g9111-command-customization-guide. Mais la ligne qui doit se faire à la fin de x0-y1-Z0.28 à x180-y1-z0.28, après le chargement du filament, ne se fait pas. J'ai essayé G9111 bedTemp=[first_layer_bed_temperature] extruderTemp=[first_layer_temperature[initial_tool]] M400 et insérer les commandes pour tracer cette ligne Et là, ça fait bien le déplacement, mais avant le chargement de filament, donc rien ne sort. Quelqu'un a une idée? Merci par avance
-
comment mettre MARLIN sur une tronxy x5sa pro ?
fred5976 en réponse au topic de noblepaladin dans Tronxy
X5SA400-Pro.zip J'ai regardé dans mes archives, j'ai retrouvé un firmware stock Tronxy sur base Marlin. Si je me souviens bien, tu copies directement le dossier "update" dans ta SD vidée. Tu la replaces dans ta machine et tu la mets en route. C'est les mêmes cartes mères, donc ça doit passé. Si ça fonctionne, ca va installer le firmware marlin en version 400 Pro, mais ça c'est pas trop grave. Si tu as récupéré partiellement ta machine, n'imprimes pas. Refait une compilation d'un marlin, mais surtout modifies correctement le fichier Tronxymachine.h -
comment mettre MARLIN sur une tronxy x5sa pro ?
fred5976 en réponse au topic de noblepaladin dans Tronxy
Bonjour @noblepaladin, Je viens de regarder tes fichiers de configuration. Dans le fichier TronxyMachine.h, tu as mis #define TRONXY_PROJ PROJ_X5SA_PRO_3E. Je peux me tromper, mais ta carte mère est elle compatible avec 3 extrudeurs? Si elle n'a qu'un seul extrudeur mets PROJ_X5SA_PRO. Le problème vient peut être de là. A ma connaissance, qui reste limité, les cartes cxy-v6-191121 peuvent avoir 2 extrudeurs mais pas 3. D'ailleurs, à priori, sur leurs sites, les kits triple extrudeurs ont disparu. -
Oui, En théorie, la version PRO avait les 2 capteur pour le lit, alors que la 2E pouvait n'en avoir qu'un seul. Attention aussi, on trouve très difficilement les fichiers originaux du firmware. Par contre ce qui est disponible sur les site Tronxy, ceux sont les paramètres sous format gcode
-
Bon, déjà tu as une première génération, avec le firmware Chitu. Ensuite avec ta carte mère, visiblement il y a avait 2 cas. Des 500-2E avec double capteur pour le lit et des versions avec simple capteur https://www.tronxy3d.com/pages/firmwares Attention aux versions de firmware que tu télécharges, il faut bien prendre celui qui est compatible avec ta carte et ton imprimante Autre solution, remplacé le firmware chitu par le MArlin développé par Tronxy https://github.com/tronxy3d/F103_PIC480x320. Ca va te demandé un peu de boulot, mais tu sauras si ta carte est foutu ou pas Et la dernière, trouver une carte mère neuve https://fr.aliexpress.com/item/1005002969105785.html
-
Je reviens pour une petite mise à jour. J'ai installé les "firmwares" Rinkhals associés aux dernières versions des firmwares stock (2.5.1.7 pour la max, 2.4.4.3 pour la kobra 3). Jusqu'ici, rien de bien méchant, vu que ça fonctionne (la prise en charge des ACE's dans Fluidd en plus). J'ai mis le slicer anycubic à jour. La aussi, des évolutions mais pas de révolution, et bien sur des profils que j'avais créés qui sautent encore. Bref, quitte à repartir de zéro, je vais reprendre toutes mes calibrations, réglages etc... Pour cela, j'utilise le guide de chez OrcaSlicer, https://github.com/OrcaSlicer/OrcaSlicer/wiki/Calibration, que je transpose d'abord en utilisant le slicer Anycubic. Je m'arrête à la calibration de la rétraction. Une première question, vu que l'on change des paramètres à chaque test, ne faut il pas refaire une passe complète à la fin de la procédure de calibration? Une autre question, mais cette fois sur le gcode de démarrage. D'origine dans le slicer, le gcode de démarrage est celui ci: G9111 bedTemp=[first_layer_bed_temperature] extruderTemp=[first_layer_temperature[initial_tool]] M117 ; print_bed_min = {print_bed_min[0]},{print_bed_min[1]} ; print_bed_max = {print_bed_max[0]},{print_bed_max[1]} ; print_bed_size = {print_bed_size[0]},{print_bed_size[1]} ; first_layer_print_min = {first_layer_print_min[0]},{first_layer_print_min[1]} ; first_layer_print_max = {first_layer_print_max[0]},{first_layer_print_max[1]} ; first_layer_print_size = {first_layer_print_size[0]},{first_layer_print_size[1]} J'ai cherché ce que ça impliquait, et j'ai trouvé cette page sur le wiki de anycubic https://wiki.anycubic.com/en/software-and-app/new-page-anycubic-slicer-beta(orca-version)/g9111-command-customization-guide Visiblement ça serait le descriptif des commandes lancées lorsque l'on utilise G9111 (pour les K3/K3V2/K3Max et S1) Toutefois, en y regardant de plus près, de ce que je comprends, La K3 et la K3Max sont censées tracer une ligne avant de commencer à imprimer. Pour la K3 on trouve ça, pour la K3 Max Hors sur mes 2 machines, aucune ligne n'est faite. Est ce que quelqu'un a déjà ajouté des lignes sur le gcode de démarrage, si oui, comment as t il fait? J'ai tenté d'ajouter uniquement les commandes pour tracer la ligne, mais la tête s'est déplacé alors que le filament n'était pas chargé. En gros, la commande G9111 n'avait soit pas démarrer soit était en cours. J'ai inséré la commande M400 juste après G9111. Pas d'effet. Je me demande s'il ne faut pas simplement virer G9111 et mettre directement les commandes trouvées dans le wiki
-
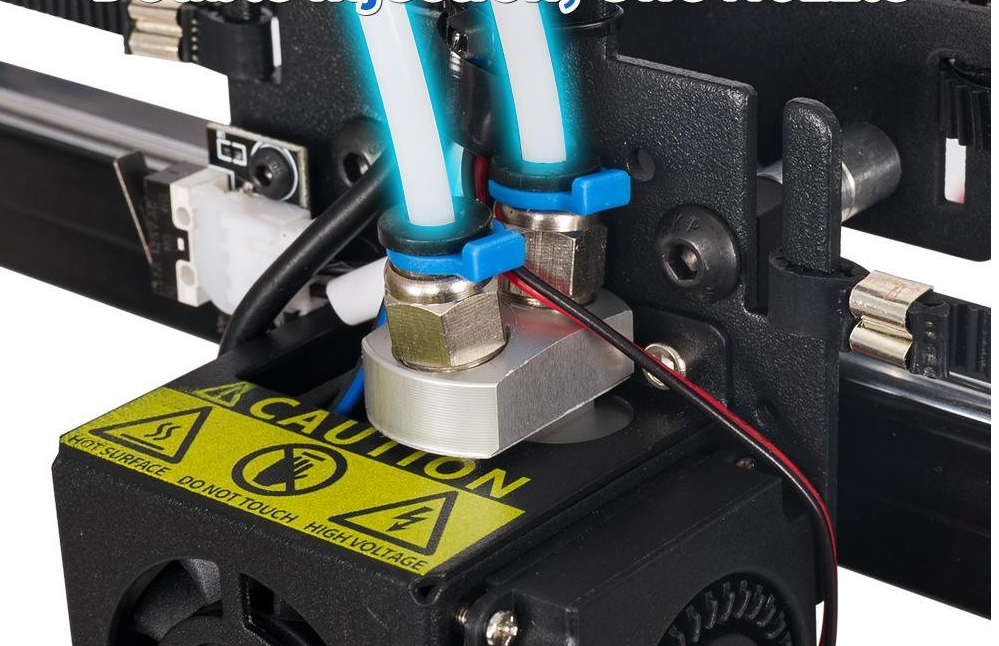
Bonjour @Becc, adaptateur 4010 sur 30 complet.STLadaptateur 4010 sur 30 complet.STEP Le hotend est un NF Magic Dragon de chez Mellow. Mais ils ne le font plus. C'était une tête permettant de mixer les filaments, et surtout qui évitait de limiter la longueur de rétraction du filament au changement de couleur (un peu comme les cyclops) Le plus ressemblant semble être celui ci https://fr.aliexpress.com/item/4000247182096.html?spm=a2g0o.tesla.0.0.49b2KT8wKT8wUM&pdp_npi=6%40dis!EUR!19%2C73€!16%2C79€!!!!!%40211b6a7a17711553979556257e0638!10000001001677509!btfpre!!!!1!0!&afTraceInfo=4000247182096__pc__c_ppc_item_bridge_pc_main__HEMl6fV__1771155398049&gatewayAdapt=glo2fra Mais j'ai un doute, je le trouve très similaire aux premières têtes 2E de chez tronxy. C'est un point à regarder sur ta machine, c'est la forme de la tête et la disposition des tubes bowden. Sur les premières 2E, les tubes étaient parallèles au mouvement du chariot Les dernières 2E, les tubes sont perpendiculaires au chariot En ce qui concerne ton bug, il faudrait un peu plus d'info La version de ta carte mère et la version du firmware. On a fait des topics sur ces sujets.

-
De petites nouvelles depuis le dernier post. Bon, j'ai un peu délaissé la max pour la K3 (une grosse centaine d'heure de print cumulé) sans panne. Je garde la max pour les gros prints (le dernier vient de se terminer après 48 heures et 2 bobines). 2 petits soucis: la buse qui s'est "décrochée", la raison pour le moment est inconnue (déplacements trop rapides, des saccades peut être). Mais résultat, un print à la poubelle Le capot de ventilation qui est tombé, par le truchement de la gravité, de l'aimant et du "le talent ça ne s'explique pas, mais ça non plus", et donc qui a réussi l'exploit de décaler l'axe Y puis l'axe X (au regard du truc qui est resté collé sur le plateau et par le fait que je l'ai retrouvé dessous le plateau). Contrariant, mais par rapport à avant, c'est rien J'ai enfin trouvé une utilité à la cam, a bah, non au final. Elle ne permet pas de détecter les défauts d'impression, ni les décrochages de print. A part faire cam de surveillance, et encore, faut avoir le nez dans l'appli en permanence sinon elle sert vraiment pas à grand chose. Il faudra quand même qu'on m'explique de quoi la fameuse IA est faite et surtout comment on peut vérifier qu'elle est présente. Une nouvelle mise à jour du firmware, trop rapide pour Rinkhals, donc pour le moment je ne peux plus utiliser Orca slicer. Une dernière mise à jour du slicer qui prend en charge des tailles de buses différentes, mais qui m'a flingué les profils que j'avais fait précédemment (pourquoi tant de haine, d'ailleurs Cura 5.11 m'a fait la même à croire qu'ils se sont donnés le mot) Elle me plait de plus en plus (la petite K3 aussi). Résultat, mes 2 X5SA prennent la poussière.
-
Quel déception, @Julien, en lisant le titre, je croyais que tu l'avais testée en vrai. :-). Ca aurait été trop beau, juste avant qu'elle augmente de prix en précommande. J'espère que la mariée sera aussi belle que ce qu'ils disent, et si ils prennent en compte les défauts des machines précédentes (K3, K3 max, et S1), et qu'ils upgradent (ou améliorent) certains éléments, comme la buse (en tout métal), le plateau magnétique (un peu plus aimanté), et le bed (plus accrocheur) ça va peut être donné une machine très concurrentielle par rapport au Bambu et Creality K2. Y a pu ka