DGR70
-
Compteur de contenus
77 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par DGR70
-
Longer LK4 Pro - Passer sous marlin 2.X
DGR70 en réponse au topic de yecine06 dans Alfawise / Longer3D
Bonsoir. Pas encore testé le m600. Je testerai pour voir et si possible trouver le bug. Bonne soirée -
Longer LK4 Pro - Passer sous marlin 2.X
DGR70 en réponse au topic de yecine06 dans Alfawise / Longer3D
Bonjour. Les préréglages de température pla petg abs peuvent être effectués via recompilation du code.. les paramètres sont disponibles dans les fichier .h Bonne soirée -
Longer LK4 Pro - Passer sous marlin 2.X
DGR70 en réponse au topic de yecine06 dans Alfawise / Longer3D
Salut dem1989. Quand j'ai travaillé sur l adaptation de marlin 2 sur lk4pro en début de cette année. Les sources officielles que tu mentionnes n existaient pas.. je vais les tester du coup pour voir.. Bonne soirée -
Longer LK4 Pro - Passer sous marlin 2.X
DGR70 en réponse au topic de yecine06 dans Alfawise / Longer3D
Salut Les sources sont disponibles ici https://github.com/DaGr70/Marlin_Longer_LK4_pro Désolé pour la réponse tardive: je suis moins disponible en ce moment. Bonne soirée -
Longer LK4 Pro - Passer sous marlin 2.X
DGR70 en réponse au topic de yecine06 dans Alfawise / Longer3D
Salut @Thierry94 Bizarre une idée comme ça as tu essayé d'écrire False avec une majuscule.. Sinon faire un clean puis relance la compilation (build). Bonne soirée -
[Tuto] Installer un "3d Touch" sur U30 Pro ou LK4 Pro.
DGR70 en réponse au topic de Legeantbleu dans Tutoriels et améliorations pour Alfawise / Longer3D
Bonsoir. Le bouton reset et eprom remettra les valeur définies dans le fichier config de marlin. Pour le blTouch il y a un bouton reset. Vérifier les connexions du blTouch. Au démarrage la sonde goût feird 3 cycle sortie rentrée. Bonne soirée. -
Longer LK4 Pro - Passer sous marlin 2.X
DGR70 en réponse au topic de yecine06 dans Alfawise / Longer3D
bonsoir. Est ce que cela se produit quand vous éteignez rallumer la machine ? Sinon je pense que l'on doit pouvoir réinitialiset a la fin de l'impression.. je regarde. Bonne soirée -
Longer LK4 Pro - Passer sous marlin 2.X
DGR70 en réponse au topic de yecine06 dans Alfawise / Longer3D
Bonsoir. Merci Argonaute pour ton retour positif et tes propost d'amélioration. Désolé de ma réponse tardive j'ai du traiter une urgence. J'étudie l'ensemble des questions et tenterai d'apporter un maximum de réponse. Pour info je suis toujours en cours de travail sur la version sans blTouch.. Bonne soirée. -
Longer LK4 Pro - Passer sous marlin 2.X
DGR70 en réponse au topic de yecine06 dans Alfawise / Longer3D
Parfait merci @Bestor pour ton intervention. Joyeuses pâques -
Longer LK4 Pro - Passer sous marlin 2.X
DGR70 en réponse au topic de yecine06 dans Alfawise / Longer3D
Bonsoir Nestor. J'ai les mêmes paramètres que toi. Paramètres d'origine pour Longer Lk4 pro Et cela ne dépend pas du blTouch. J'ai cependant remarqué que le plateau mesure 230x230 et non pas 220x220 comme annoncé par longer dans leur caractéristiques. On peut éventuellement gagner les 10mm si vraiment utiles.... Bonne soirée -
Longer LK4 Pro - Passer sous marlin 2.X
DGR70 en réponse au topic de yecine06 dans Alfawise / Longer3D
Bonsoir, Pour le Gcode de démarrage Effectivement réinitialiser le BL-touch n'est pas indispensable. sur l’écran il y a une fonction pour cela. Il n'est pas non plus nécessaire d'effectuer un bed-leveling et un enregistrement à chaque impression. la forme du plateau ne varie pas seul le Z peux varier mais compenser par le Z homing. Un leveling prend du temps et effectivement l'EEPROM a une certain durée de vie. Certains annonce 10000 cycles d'enregistrement d'autres > 1 million... G28 Il est cependant important de bien l'activer le Bed leveling M420 S1 Les lignes de purges sont intéressante et à apprécier en fonction de chaque utilisateur : plus long ou plus fort débit selon les cas d'utilisation Ne pas oublier les remise à zéro E sinon déroulage du filament lors du démarrage d'impression G92 E0 Personnelement je purge après changement de filament donc une purge courte me suffit. Les message M117 sont intéressants pour avoir un retour écran. Valeur métrique et positionnement absolu => important aussi Fan off pour que la 1ere couche soit adhésive.. G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off Pour le Gcode de fin: Les ligne de retrait sont importante: en relative bien sûr car la dernière position dépend de l'objet à imprimer. idem à adapter en fonction des besoin de chaque : ça dépend où voulez vous "garer" votre buse après impression Voici mes Gcode issue d'un profil U30pro : on retrouve des choses similaires Pas parfait à chacun d'adapter les siens en fonction des besoin. Personnellement j’arrête tous mes stepper y compris le Z, le poids de la tête ne la fait pas descendre seule. et cela me permet de manipuler le Z à la main après impression. Demarrage : ; -- START GCODE -- G21 ;Valeurs metriques G90 ;positionnement absolue M82 ;Extrudeuse en mode absolu M107 ;ventilateur off M117 retour origine... ; message ecran G28 X0 Y0 ;retour origine X/Y sur endstops G28 Z0 ; retour origine sur Z G92 E0 ;mise à zero de l'extrudeuse M420 S1 ; bed levelling on G1 X0 Y0 F3000 ; retour à l'origine plateau X/Y M117 purge en cours... G1 Y60.0 Z0 E9.0 F1000.0; ligne intro de purge G1 Y100.0 E21.5 F1000.0 ; ligne de purge G92 E0 ;remise à zero extrudeuse G1 F80 M117 Impression en cours ... ; -- end of START GCODE -- Fin : ; -- END GCODE -- M104 S0 ;chauffage buse off M140 S0 ;chauffage plateau off (if you have it) G91 ;positionnement relatif pour s’écarter de la pièce G1 E-1 F300 ;petit rétractation pour faire baisser la pession dans la chambre G1 Z+0.5 E-5 X-5 Y-5 F80 ; deplacement en Z avec legere retractation G1 Z+10 F1000 ; deplacement en Z +10 plus rapide G28 X0 Y0; retour à l'origne plateau pour libérer l'espace M420 S0 ; bed levelling off M84 ;steppers off G90 ;retour au positionnement absolue M107 ;ventilateur off M117 impression terminée ; -- end of END GCODE -- Bonne soirée -
Longer LK4 Pro - Passer sous marlin 2.X
DGR70 en réponse au topic de yecine06 dans Alfawise / Longer3D
Bonjour. Ça serait intéressant de partager les gcode de démarrage et de fin. Phase de purge. Bed leveling... Je vous proposerai pour lk4pro dès que possible. Bon weekend -
Longer LK4 Pro - Passer sous marlin 2.X
DGR70 en réponse au topic de yecine06 dans Alfawise / Longer3D
J'hésite entre E.T. et une tête de fourmi , -
Longer LK4 Pro - Passer sous marlin 2.X
DGR70 en réponse au topic de yecine06 dans Alfawise / Longer3D
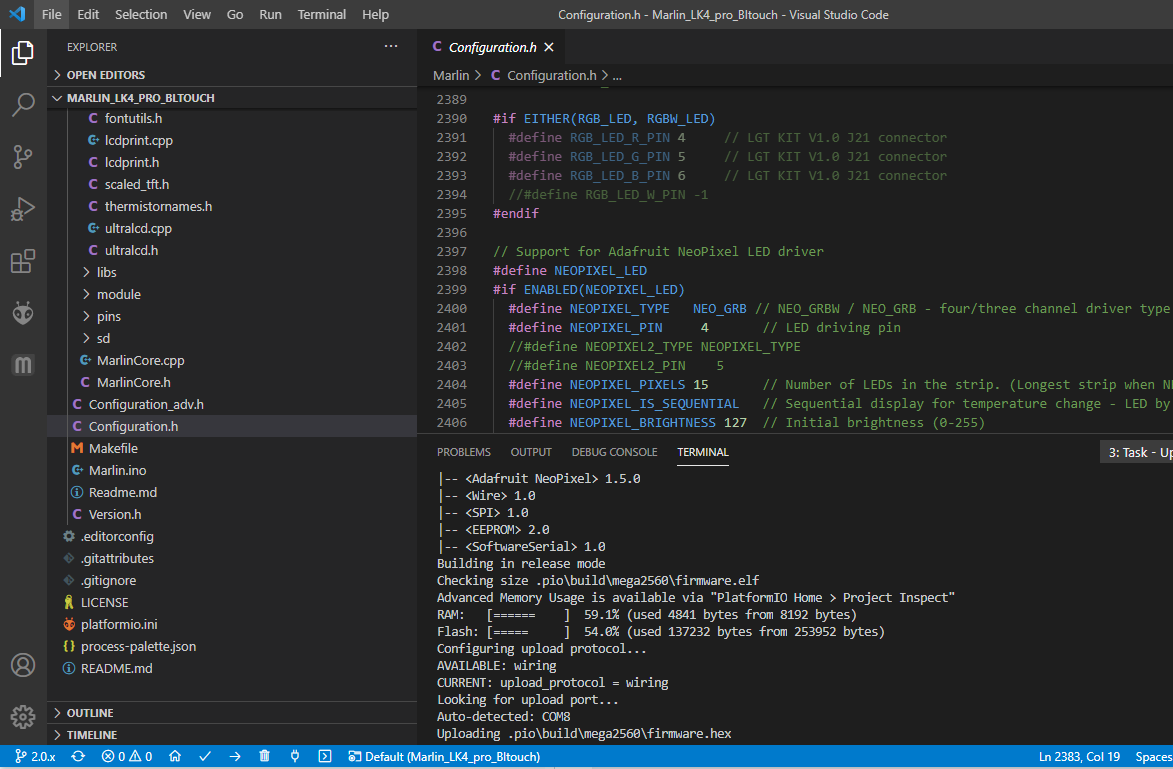
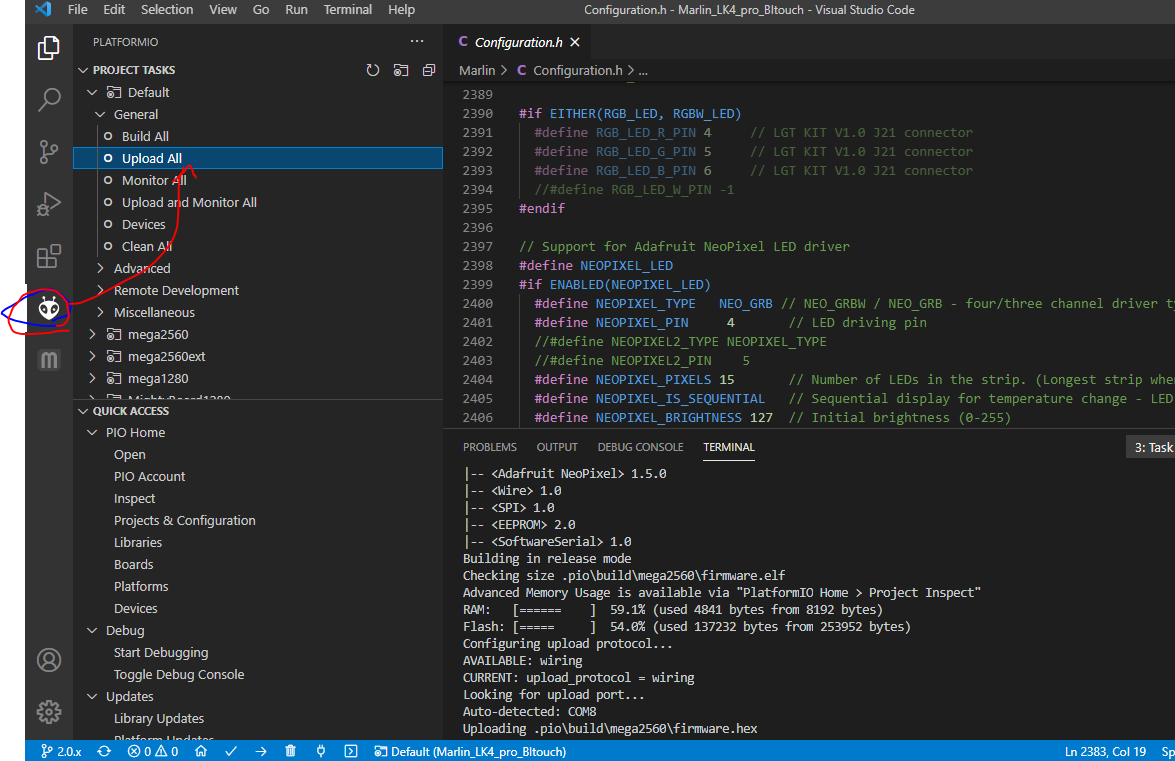
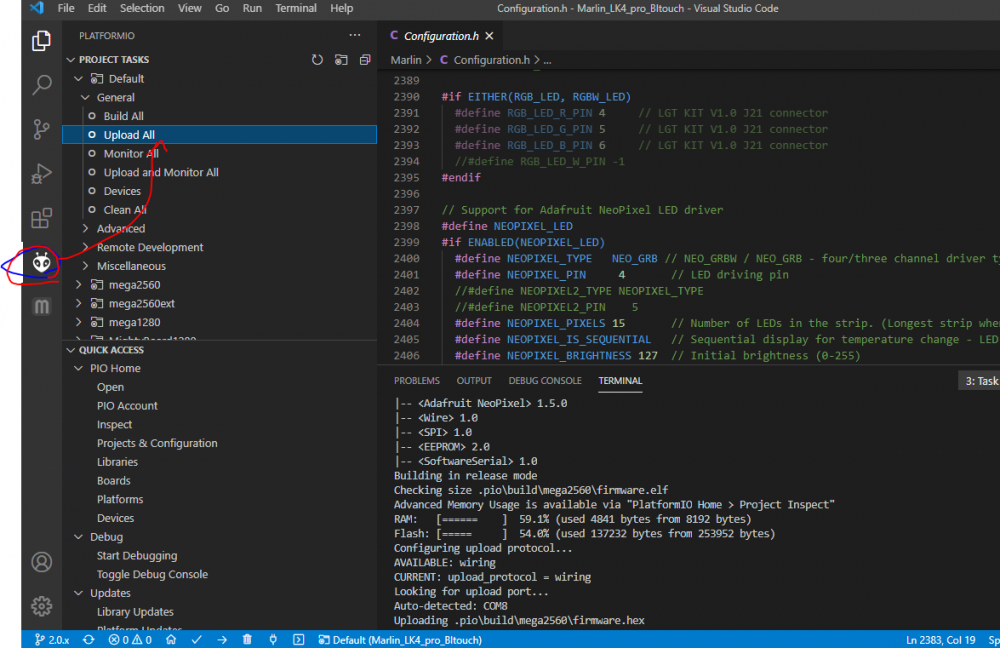
Bonsoir, Le plus "simple" (mais ça ne l'est pas vraiment ) est d'utiliser Visualstudio et platformIO sous win10. D’éditer le fichier configuration.h avec l’éditeur intégré. Puis cliquer sur E.T. et upload all => après compilation le firmware sera televerser directement sur l'imprimante Certains utilisent Arduino IDE mais ca pose parfois probleme et c'est plus long... Pour plus de détail sur l'utilisation de ce logiciel et mieux l’appréhender, n’hésitez pas à voir des vidéos sur Youtube ou autre...parfois une vidéo vaut 15 pages de texte Bon tests.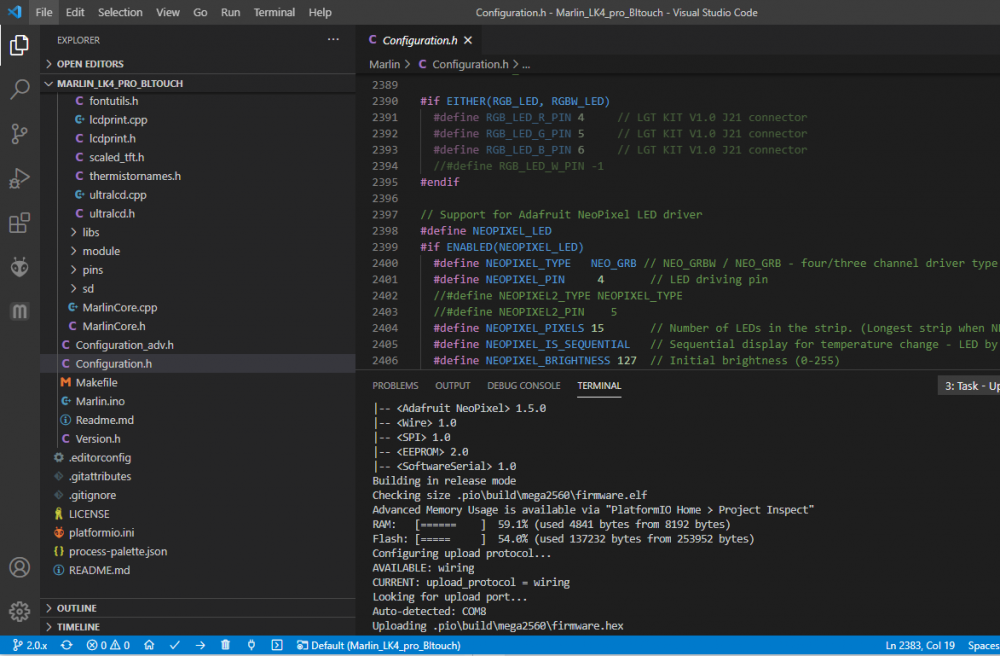
-
Longer LK4 Pro - Passer sous marlin 2.X
DGR70 en réponse au topic de yecine06 dans Alfawise / Longer3D
Ok Christophe. C'est noté. -
Longer LK4 Pro - Passer sous marlin 2.X
DGR70 en réponse au topic de yecine06 dans Alfawise / Longer3D
Bonsoir, il faut ajouter les 2 fichiers dans le zip joints au répertoire DWIN_SET puis mettre à jour l'écran core_firmware.zip Procédure à faire une seule fois après plus besoin. C'est une Maj qui provient du fabricant de l'ecran.. Bonne soirée -
Longer LK4 Pro - Passer sous marlin 2.X
DGR70 en réponse au topic de yecine06 dans Alfawise / Longer3D
Bonjour à tous. Merci a vous tous pour vos retours et l'aide que vous apportez en retour à d'autres passionnés. Effectivement je n'avais pas placer le tuto au meilleur endroit. Pour la version sans blTouch. Une première version fonctionne mais pour le moment pas de réglage MBL depuis l'écran. Obligé de passer par le pc ou octoprint. Pour le nombre de points de palpage. Si autre chose que 25 forcément l'écran et le bilan des résultats ne s'afficheront pas correctement. Mais pas de souci si le message "nivellement réussi " s'affiche. Au pire on pourrait avoir une version simple sans les case qui se fichent. Je vous tiens au courant des évolutions. Bonne soirée à vous tous -
Longer LK4 Pro - Passer sous marlin 2.X
DGR70 en réponse au topic de yecine06 dans Alfawise / Longer3D
Bonsoir. 100 point c'est énorme je ne pensais pas que la mémoire de l'AT le permettait... De mon. Côté je n'utilise que 25 points. J'effectue un bed leveling a température constante. Soit a froid soit a température d'impression stabilisée. Il faut éviter le leveling lorsque la température est en cours de variation. J'effectue un zoffset " à la grosse" depuis l'écran. Puis j'affine avec l'option babystepping lors de l'impression de la bordure ou jupe. Il subsiste des variations d'écrasement selon la zone d'impression mais c'est due au revêtement qui n'est pas régulier. Présence de légères bulles. Mais rien de catastrophique. J'envisage de le remplacer... peut-être simple vitre... -
[Tuto] Installer un "3d Touch" sur U30 Pro ou LK4 Pro.
DGR70 en réponse au topic de Legeantbleu dans Tutoriels et améliorations pour Alfawise / Longer3D
Bonsoir J'ai eu ce souci. Résolu en inversant fil blanc et fil noir. Au démarrage l'imprimante envoi une séquence d'initialisation au palpeur : 3 sorties rentrées ... Lors du homing la buse doit monter d'environ 5mm puis le palpeur doit sortir avant que la buse descende. -
[Tuto] Installer un "3d Touch" sur U30 Pro ou LK4 Pro.
DGR70 en réponse au topic de Legeantbleu dans Tutoriels et améliorations pour Alfawise / Longer3D
Bonjour. Il me semble que Windows limite la FAT32 à 32gb Du coup si vous avez une clé de 64gb ou plus il est fort possible que l'option fat32 ne soit pas disponible. Apparemment les carte sd grillent assez régulièrement. Préférez donc des carte de faible capacité... -
[Tuto] Installer un "3d Touch" sur U30 Pro ou LK4 Pro.
DGR70 en réponse au topic de Legeantbleu dans Tutoriels et améliorations pour Alfawise / Longer3D
Pour les marges il y a d'autres options dans configuration_adv.h A utiliser notamment pour la gestion des pinces. Je tenterai demain pour voir s'il y a du mieux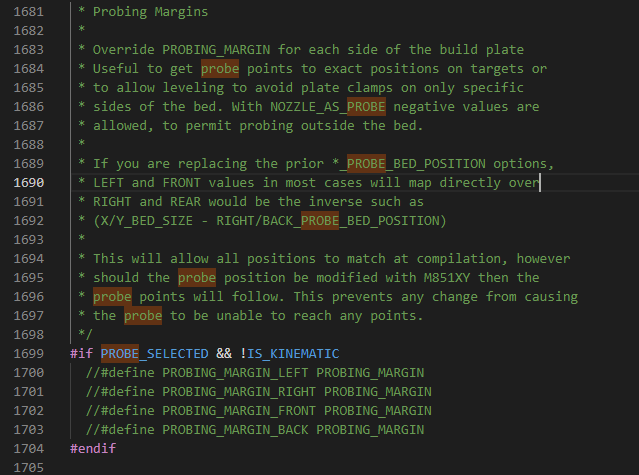
-
[Tuto] Installer un "3d Touch" sur U30 Pro ou LK4 Pro.
DGR70 en réponse au topic de Legeantbleu dans Tutoriels et améliorations pour Alfawise / Longer3D
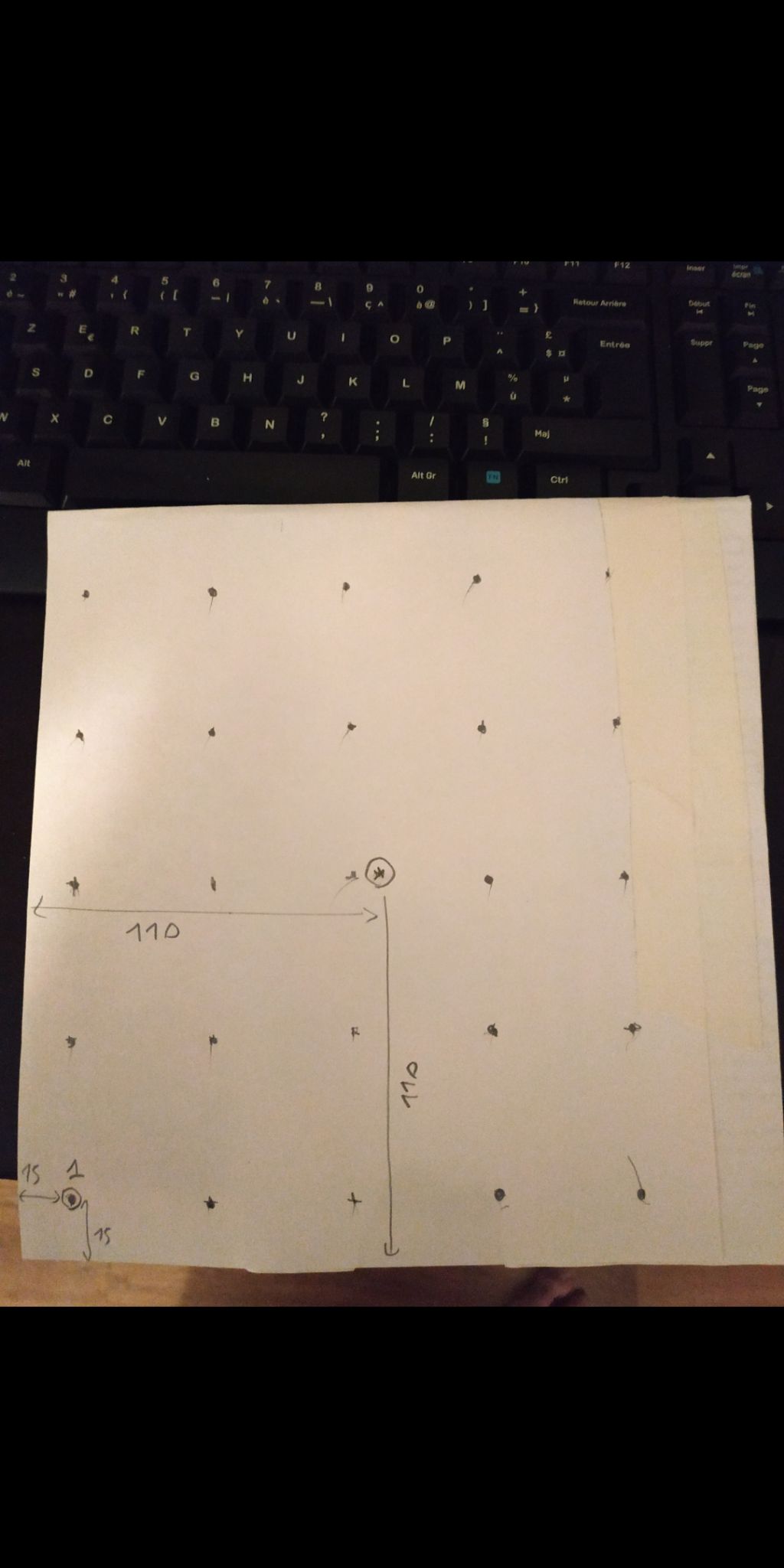
Bonsoir. Au moment du Z homing c'est bien le palpeur qui se place au centre x110 y110 Avec une large de 15mm j'obtiens un palpage 1er point a x16 y17 J'obtiens plus de marge en y positif et a droite x positif. Ce qui est logique car mon palpeur est situé devant et a gauche de la buse. Plus la palpeur est éloigné de la buse plus la zone de palpage sera décalée. Voir photo ci jointe pour mon cas.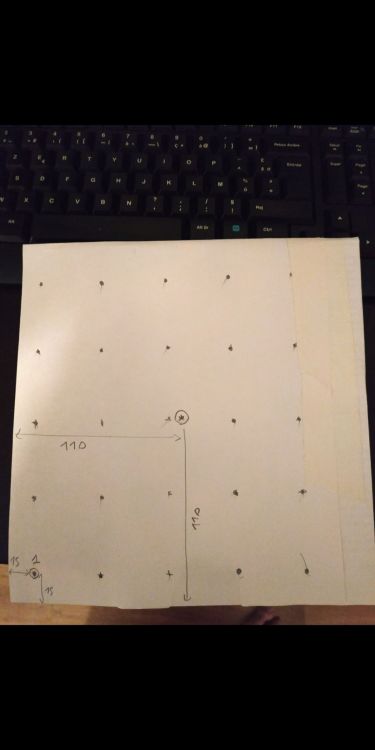
-
[Tuto] Installer un "3d Touch" sur U30 Pro ou LK4 Pro.
DGR70 en réponse au topic de Legeantbleu dans Tutoriels et améliorations pour Alfawise / Longer3D
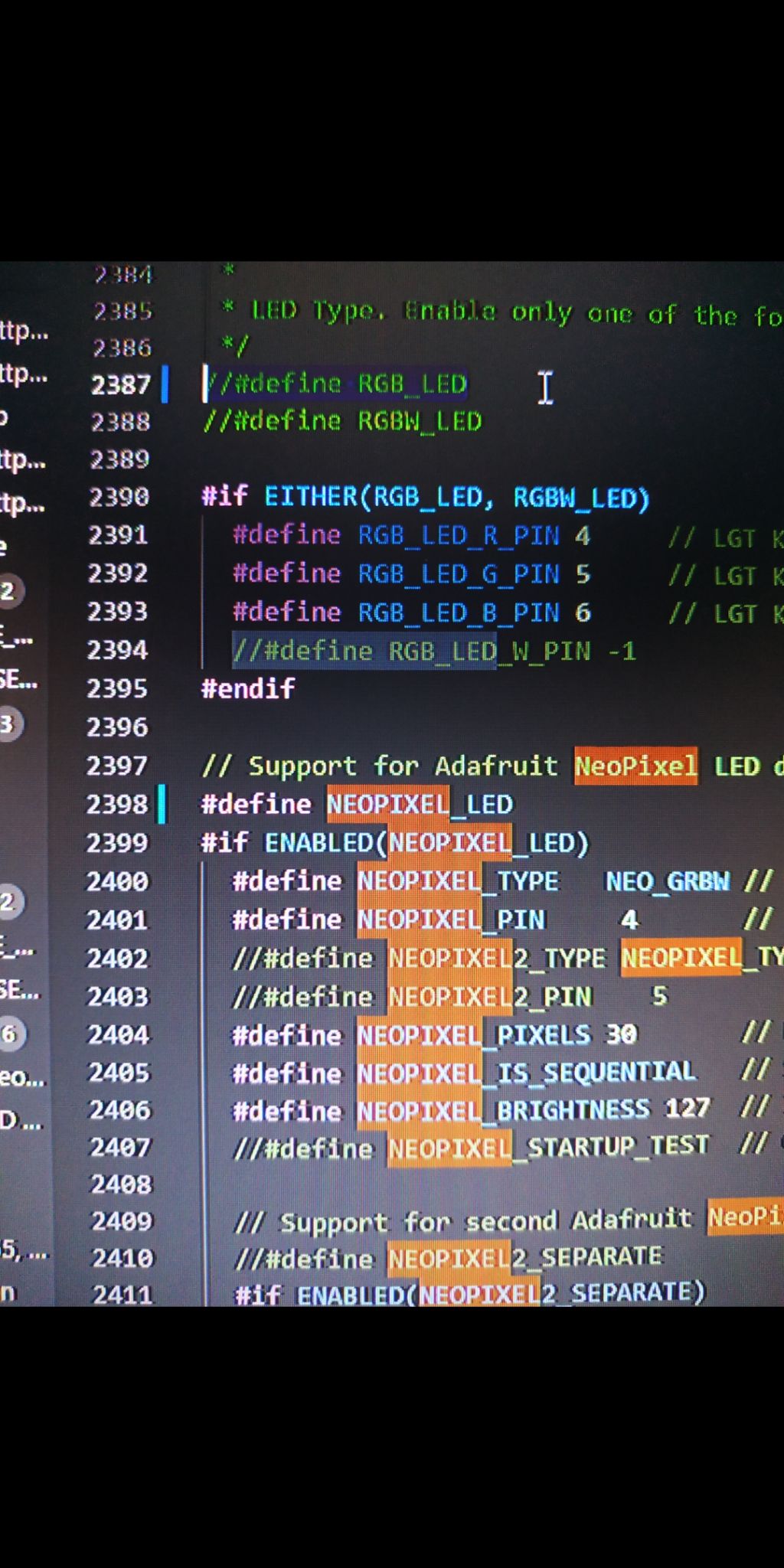
Il Hello. Après offset pas besoin de M500. Enregistrement automatique. Tout comme autoPID bed leveling...et comme babystepping. A chaque changement de valeur vous devriez voir apparaître un message dans la zone status en bas "config enregistree" Pour la faute d'orthographe honte à moi. merci je la corrigerai , Pour le coup des pinces oui je pense qu'un réglage de marge en y suffirait. Cf ligne 1004 dans config.h : #define PROBING_MARGIN 10 Je pense que l'on peut mettre 15mm Pour NEOPIXEL idem il suffit de l'activer et de contrôler que les pin utilisées sont bien les bonnes. Commenter ligne 2387 //#define RGB_LED De commenter ligne 2398 #define NEOPIXEL_LED Dans le fichier config la pin utilisée est la D4 Pour correction faute orthographe voir fichier Longer_lk4pro_French.zip Pour betatest NEOPIXEL sur pin D4 et marge de 15mm : Lk4pro_Bltouch_neopixel.hexMerci pour vos retours @guigui82 pouvez-vous tester svp? Je n'ai pas encore de Neopixel Si vous le connectez ailleurs que sur D4 il faudra modifier le fichier config.h Si essais concluants je mettrai à jour sur Github. S'il faut augmenter la marge je recompilerai un coup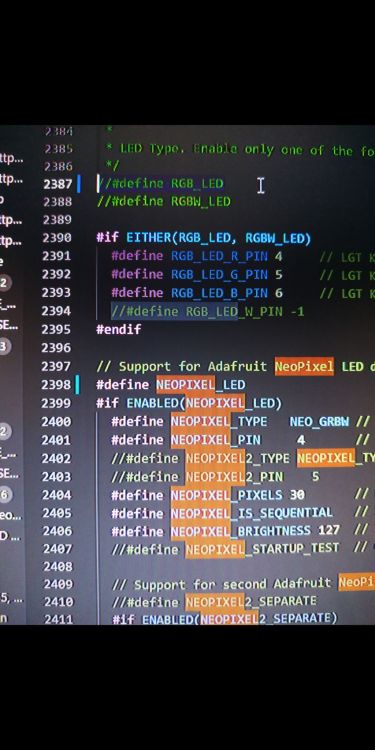
-
[Tuto] Installer un "3d Touch" sur U30 Pro ou LK4 Pro.
DGR70 en réponse au topic de Legeantbleu dans Tutoriels et améliorations pour Alfawise / Longer3D
Mince je suis aussi sur WIN10 et j'ai bien une option 4096 bytes. Voir peut être avec le logiciel SDformater au autre... -
[Tuto] Installer un "3d Touch" sur U30 Pro ou LK4 Pro.
DGR70 en réponse au topic de Legeantbleu dans Tutoriels et améliorations pour Alfawise / Longer3D
Bonsoir, Si je resume l'offset de votre palpeur est (-25 en X ; - 30 en Y) j'en conclu que la sonde est à Gauche et en AV de la buse : confimez vous ? Arrondissez les valeurs afin de n'avaoir que des entier (pb moins d'erreur lors de la compilation) Vous souhaitez une marge de 10mm (standard) le plateau mesure 220 x 220 mm Donc la zone palpable est : LEFT_PROBE_BED_POSITION 35 +10-(-25) =35 (la buse doit etre à 35mm pour que le palpeur soit à 10mm du bord. si vous mettez 20 la sonde palpera hors du plateau LEFT_PROBE_BED_POSITION 220 220-10-(-25) =235 la buse sera en dehors du plateau et le capteur restera sur plateau. MAIS comme l'imprimante ne peux pas alllez au delà de 220 en X on se limite à 220 FRONT_PROBE_BED_POSITION 40 +10-(-30) =40 La buse etatn derriere le papeul il faut qu'elle soit à 40mm pour que le papeur soit à 10mm du bord BACK_PROBE_BED_POSITION 220 220-10-(-30)= 240=> 220 même raison que plus haut Ceci est mon raisonnement à confirmer car sur MArlin 2 on rentre directement les marges et l'offset et ca gere tout seul. Bonne soirée