ptit_lu
-
Compteur de contenus
6 -
Inscrit(e) le
-
Dernière visite
Récompenses de ptit_lu
")




-
[RÉSOLU] Ender 3 - Stringing , quelles pistes privilégier ?
ptit_lu en réponse au topic de ptit_lu dans Entraide : Questions/Réponses sur l'impression 3D
Bon, après quelques réglages et quelques galères, j'arrive enfin à sortir des impressions convenables. Pour la faire simple, je ne passe plus par Octoprint, ce qui a réglé nombre de mes soucis (mai ce n'est sûrement pas cela !). Aussi, je dégraisse à chaque fois le plateau... Bref, je connais un peu mieux mon imprimante désormais ! Encore merci et A+ PS : comment passer mon post en "résolu" ? -
[RÉSOLU] Ender 3 - Stringing , quelles pistes privilégier ?
ptit_lu en réponse au topic de ptit_lu dans Entraide : Questions/Réponses sur l'impression 3D
Ok... merci. Si je modifie le z-offset sur la ender 3 directement, le paramètre sera gardé en mémoire même en passant par octoprint ? -
[RÉSOLU] Ender 3 - Stringing , quelles pistes privilégier ?
ptit_lu en réponse au topic de ptit_lu dans Entraide : Questions/Réponses sur l'impression 3D
Hello, bon je viens de revoir un peu tous les réglages (et il y a du mieux), maisl'extrudeur fait comme des claquements, la buse est encore trop près du plateau (j'ai rvérifié 4-5 fois le réglage plateau) ? J'ai essayer "d'aider" l'extrudeur à bien dérouler le filament et il n'a plus fait de bruit... D'après certains posts, les causes peuvent être multiples. Laquelle privilégier ? A+ -
[RÉSOLU] Ender 3 - Stringing , quelles pistes privilégier ?
ptit_lu en réponse au topic de ptit_lu dans Entraide : Questions/Réponses sur l'impression 3D
Hello, Merci pour le lien, il faisait partie des docs que j'allais regarder attentivement. Il se peut que mon axe X ne soit pas parallèle à la structure... Je vais aussi regarder du côté des excentriques. Ce matin, j'ai imprimé une autre pièce après avoir bien mis à niveau le plateau, mais le résultat n'est tjs pas satisfaisant. Le plateau ne semble pas droit à tous les endroits... J'ai commandé une plaque en verre, sait-on jamais. Merci, A+ -
[RÉSOLU] Ender 3 - Stringing , quelles pistes privilégier ?
ptit_lu en réponse au topic de ptit_lu dans Entraide : Questions/Réponses sur l'impression 3D
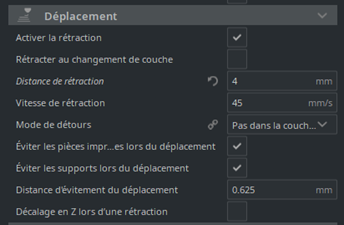
Hello, Merci pour ta réponse. J'ai retravaillé le réglage de la buse / plateau ainsi que les paramètres sur tes recommandations. En fait, j'ai le sentiment que le buildtack n'est pas parfaitement droit partout, mais ça me parait étrange tout de même... L'extrudeur a tendance, parfois, à faire des "cloc cloc" comme si au contraire la buse était trop proche du plateau ou de la couche précédente... J'ai relancé une impression, mais le terme de stringing n'est pas adapté à ma situation. J'ai activé "décalage en Z lors d'une rétraction", à voir ce que cela donne pour une prochaine impression (mais ça me rajoute pas mal de temps d'impression...). Encore merci, A bientôt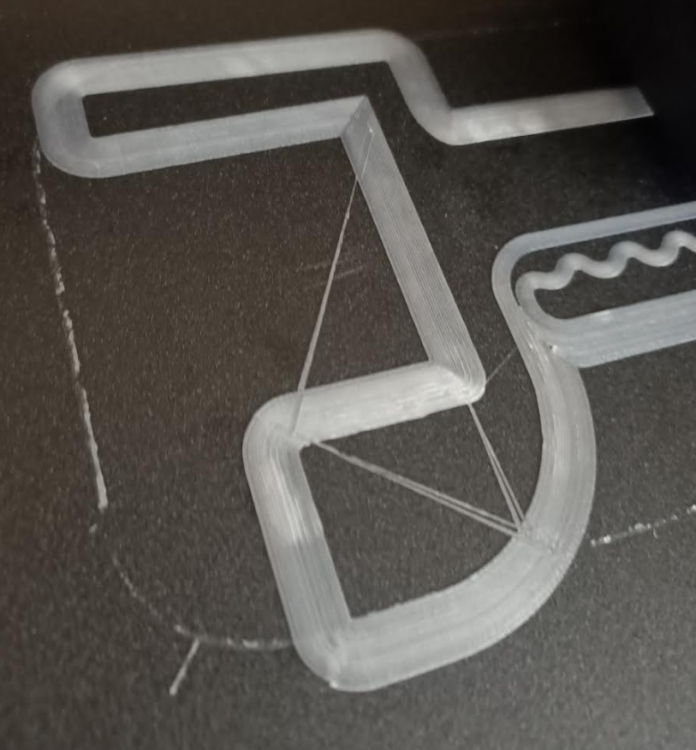
-
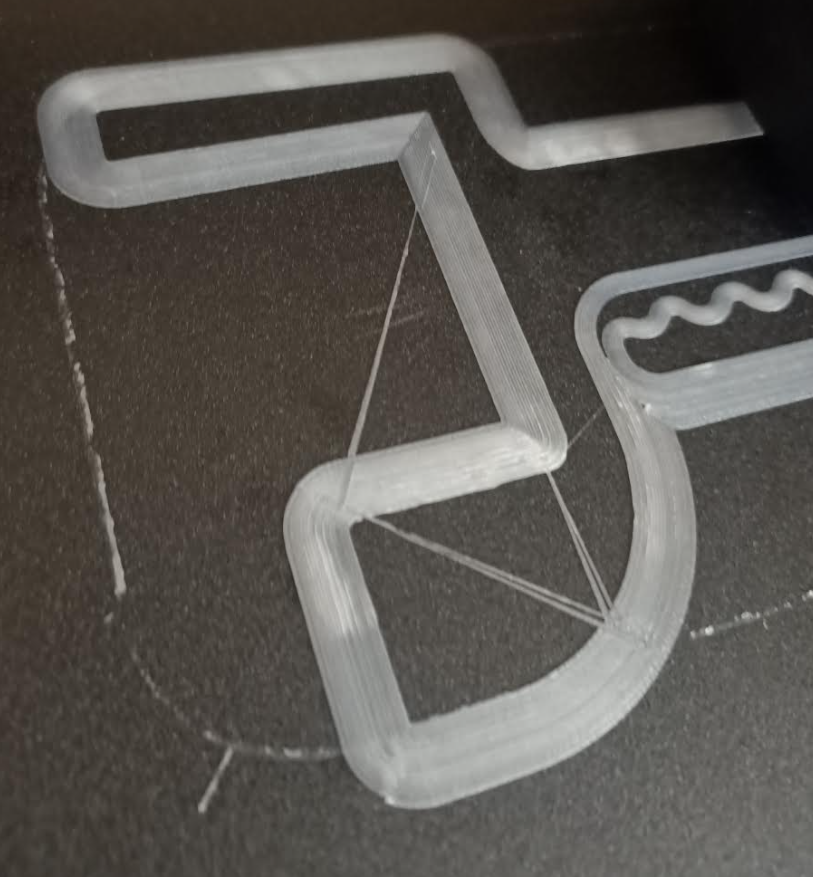
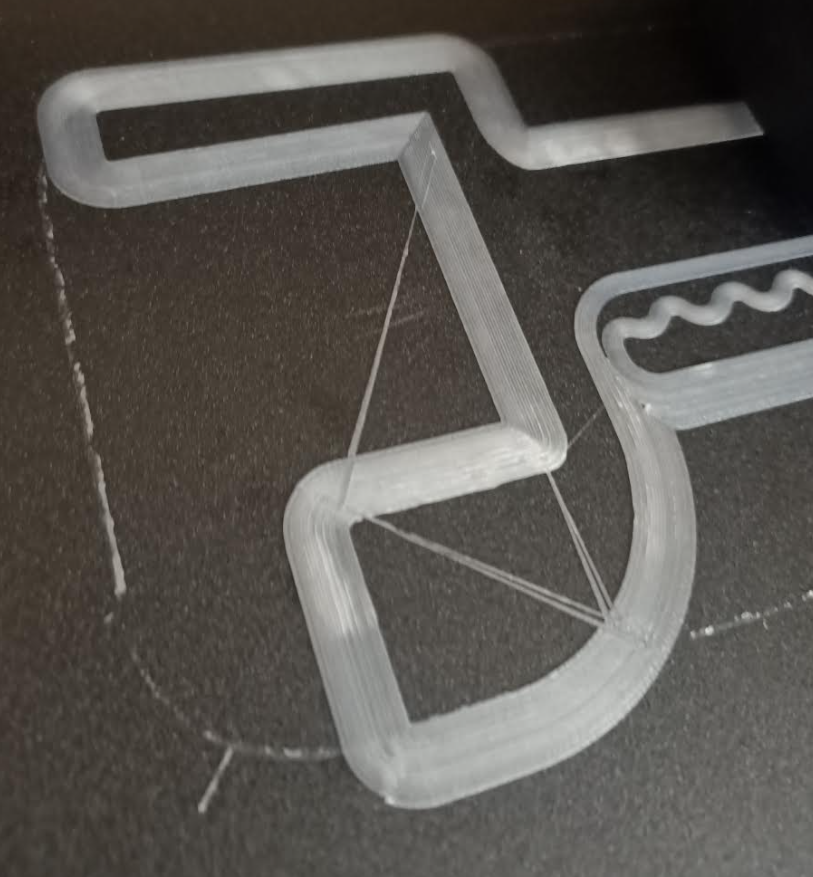
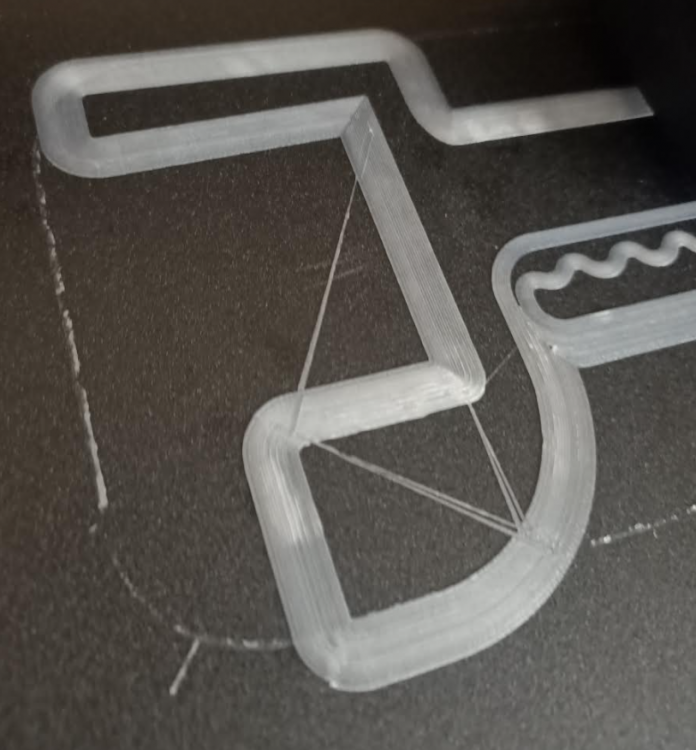
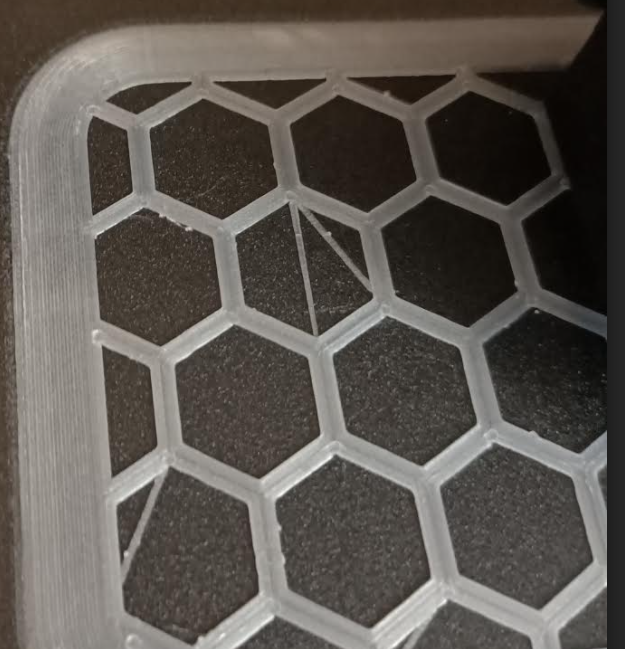
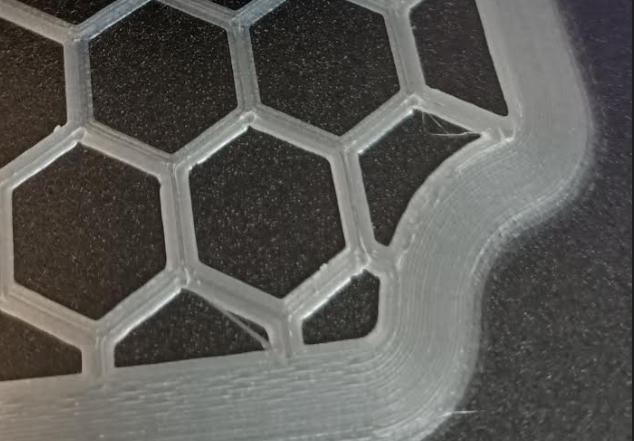
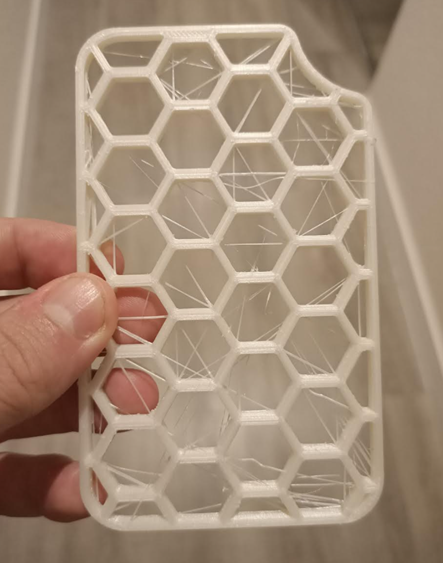
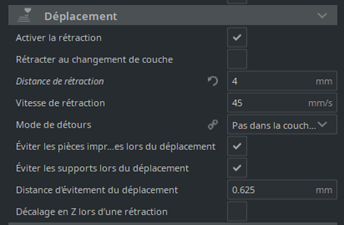
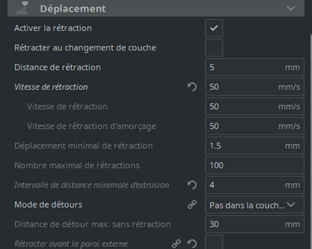
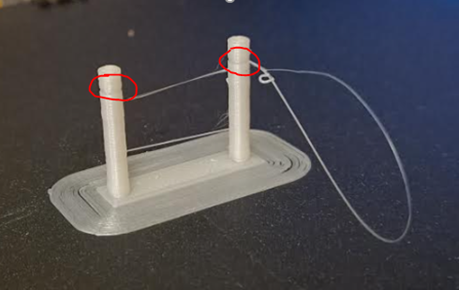
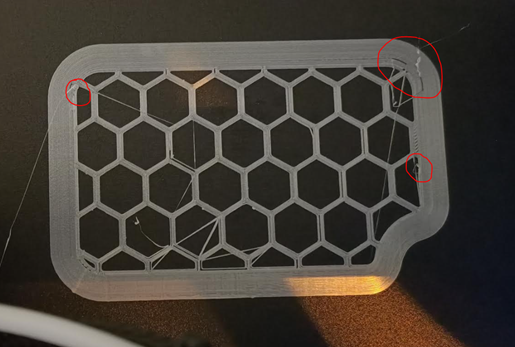
Bonjour à toutes et à tous, Je suis, depuis quelques jours, l’heureux propriétaire (je le serai encore plus lorsque tous les petits soucis seront réglés) d’une Ender 3. Après quelques impressions et quelques heures à l’appréhender, je me trouve face à un problème de « stringing » qui, sur certaines pièces, est relativement gênant. D'ailleurs, je me demande si j'ai bien affaire à ce problème ? Infos matériel + software : Imprimante : Ender 3 (qui a moins d’une semaine) ; Slicer : Cura ; Hauteur de couche : 0.2mm (qualité standard), je n’ai touché à aucun paramètre mis à part ceux que j’indique ci-dessous dans le post ; Interface de gestion : Octoprint ; Filament : https://www.amazon.fr/dp/B07T4X4Y88/ref=dp_prsubs_3?th=1 (j’ai également testé avec un filament noir d’une autre marque, mais le problème persiste). Erreur constatée : Lorsque je m’attaque à l’impression d’une pièce nécessitant un va et vient important de rétractions, le résultat laisse clairement à désirer (les paramètres Cura ont été laissés par défaut pour une qualité standard - buse à 200° et bed à 50° - suivant le profil préconisé pour une Ender 3) : Réglages effectués en vue de corriger l'impression : 1er réglage : résultat : Certes, il y a bien cet effet « stringing » qui est présent, mais je n’ai pas l’impression non plus (comparé à ce que j’ai pu voir sur d’autres posts) que cela soit catastrophique, même si l’idéal serait de ne pas en avoir du tout. 2ème réglage : Du coup, j’ai abaissé la température à 195° et modifié la distance de rétraction de 4 à 5 mm. J’en ai profité pour augmenter dans le même temps la vitesse de rétraction afin d’atteindre 50 mm/s. Le résultat est quasi identique au précédent. Par contre, j’obtiens aussi deux sous extrusions indiquées dans les cercles rouges : 3ème réglage : Enfin, j’ai abaissé à nouveau la température d’impression (avec les mêmes réglages que précédemment) à 190°. Le résultat me semble meilleur, quoique… Seconde impression du modèle initial : Sur la base du 3ème réglage, je décide donc de recommencer l’impression qui m’a posé des problèmes. Résultat des courses : les premières couches prennent la même tournure que l'impression initiale. Par endroits (cercles rouges), il semble y avoir de la sur-extrusion. Bref, « stringing », sous ou sur extrusion, buse trop chaude ou pas assez, j’avoue m’y perdre un peu. Peut-être que je ne privilégie pas les bonnes pistes ? D’avance, merci pour votre aide ! Ptit_lu


-
Bonjour à toutes et à tous, Je viens tout récemment de faire l'acquisition d'une Ender 3. Je suis toujours dans ma phase de découverte et de réglages, mais je prends le temps de dompter la bête Je me suis pas mal fait de désillusions, pensant que cela serait moins compliqué à mettre en oeuvre. On ne lâche rien, tout cela finira bien par payer ! Et puis, j'ai encore bcp de questions à vous poser En tous les cas, merci à chacun.e de faire vivre ce forum ! Max