zeta2reticuli
-
Compteur de contenus
63 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par zeta2reticuli
-
 En parlant de rendu mat, la boutique où je vais m'a vendu un filament issu d'une nouvelle gamme de chez Polymaker toujours, le PolyTerra PLA (https://polymaker.com/polyterra-pla-info/), low cost mais qui serait bien costaud, ils ne l'avaient pas encore testé et je me suis proposé de le faire surtout que j'avais des sabres laser à lame rétractable à faire pour ma fille (bon ok et un peu pour moi aussi...) : J'aime bien le rendu aussi, ça m'a l'air costaud on s'est bien tapés dessus avec, pour 20€ / kg... Pour en revenir aux résistances des différents matériaux, que penses-tu de ce document ? https://eduscol.education.fr/sti/sites/eduscol.education.fr.sti/files/ressources/techniques/11323/11323-204-p44.pdf On y voit que sur des éprouvettes en PLA ou ABS sur des tests de traction ou fluage, le PLA n'est pas complètement à la ramasse.
En parlant de rendu mat, la boutique où je vais m'a vendu un filament issu d'une nouvelle gamme de chez Polymaker toujours, le PolyTerra PLA (https://polymaker.com/polyterra-pla-info/), low cost mais qui serait bien costaud, ils ne l'avaient pas encore testé et je me suis proposé de le faire surtout que j'avais des sabres laser à lame rétractable à faire pour ma fille (bon ok et un peu pour moi aussi...) : J'aime bien le rendu aussi, ça m'a l'air costaud on s'est bien tapés dessus avec, pour 20€ / kg... Pour en revenir aux résistances des différents matériaux, que penses-tu de ce document ? https://eduscol.education.fr/sti/sites/eduscol.education.fr.sti/files/ressources/techniques/11323/11323-204-p44.pdf On y voit que sur des éprouvettes en PLA ou ABS sur des tests de traction ou fluage, le PLA n'est pas complètement à la ramasse.
-
Non mais je pense que les températures localement peuvent vite grimper par beau temps, d'où la contrainte constante de ventilation. Pour préciser c'est un bricolage, plus précisément un kit, qui fonctionne sur des ampérages et tensions bien supérieures à ce qui est permis par la législation européenne (cela dit je ne circule pas sur la voie publique avec donc pas soumis à ces législations). Ca chauffe... pas mal ! Sur la doc technique du PolyMAX, je vois 60° en limite. Localement sur du câble ou le contrôleur lui même, je pense sans en être sur qu'on monte à ces températures, ou pas loin, dissipées par le carter en alu. Ta mise en garde me parait bien à propos. Sur la doc de Polymaker on a d'ailleurs une série de synthèses graphiques sur la résistance de leurs différents produits. J'y vois un filament qui s'appelle PolyMAX PC : https://eu.polymaker.com/product/polymax-pc/ Tu connais ? Ca s'imprime facilement ? Températures élevées, résistance à la flexion, impact... Ca semble prometteur ce truc...
-
Merci et bien écoute, c'est vraiment grâce à votre aide à tous ! Je t'avouerais que je n'ai pas encore l'expérience pour reconnaitre les plastiques à l'odorat Effectivement c'est un filament cher, mais bien sur on peut voir la chose d'un point de vue efficient : combien de bobines de PETG gâchées alors que mes impressions sont solides du premier coup avec ce PLA. Ça relativise de suite. Evidemment mes soucis récurrents avec le PETG ne sont pas normaux, je devrais trouver une solution à moyen terme car c'est un matériaux qui m'intéresse. Là, je vais switcher de domaine et faire de l'impression 3D pour un VTT électrique que je bricole depuis quelques mois, j'ai notamment besoin d'un carter design et discret pour y loger un contrôleur et tout un tas de câbles un peu trop voyants mais qui doit rester ventilé. Idem pour le logement batterie que j'aimerais revoir et mieux intégrer sur le vélo. Ce sera probablement l'objet d'un autre fil, mais là comme ça en première analyse, penses tu que le PolyMAX conviendrait même si ça n'est sans doute pas le meilleur choix ? Pas d'usage sous la pluie, pas trop dans la boue, j'aime bien rouler sur terrain sec... Merci encore, Zeta
-
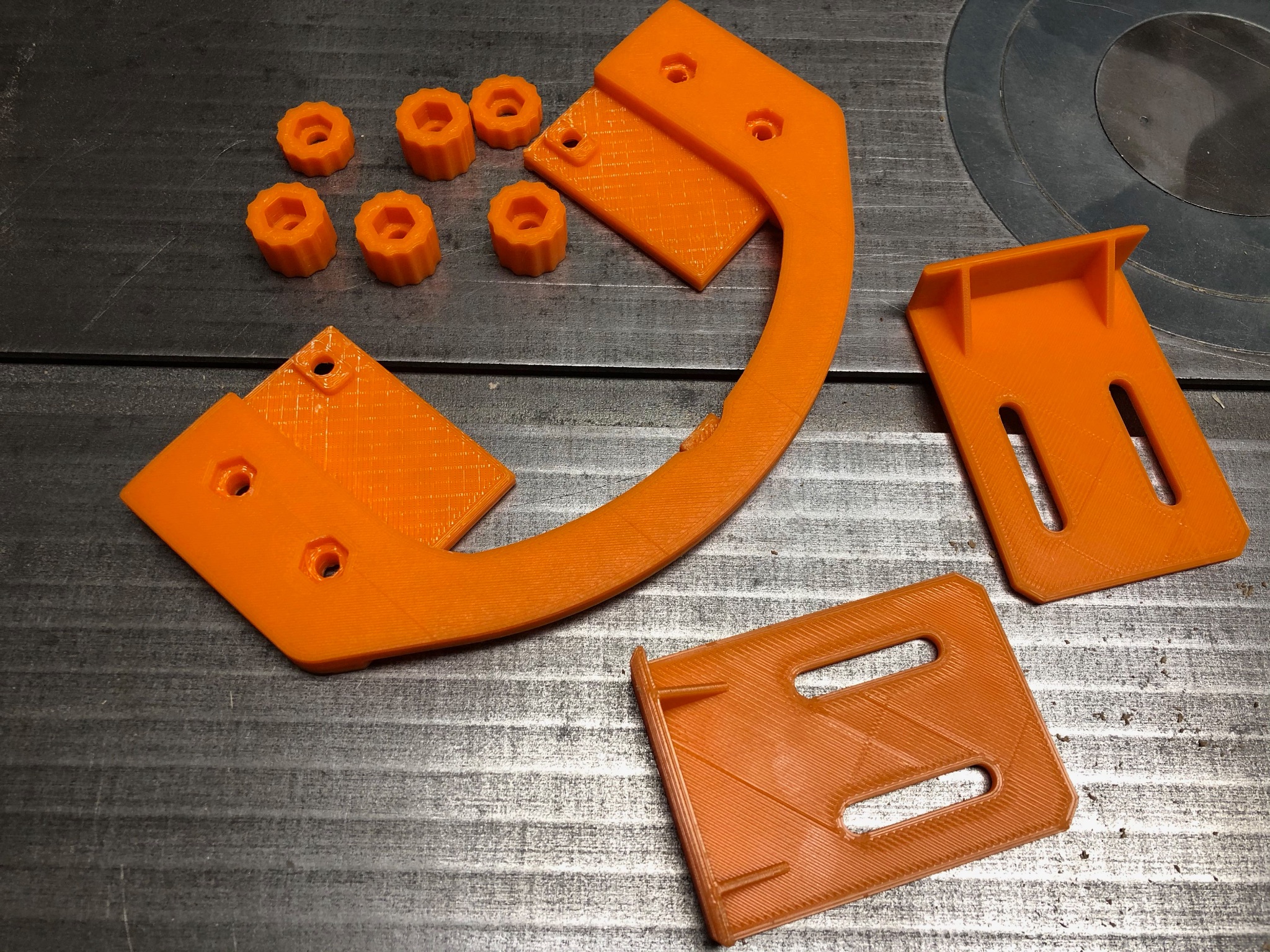
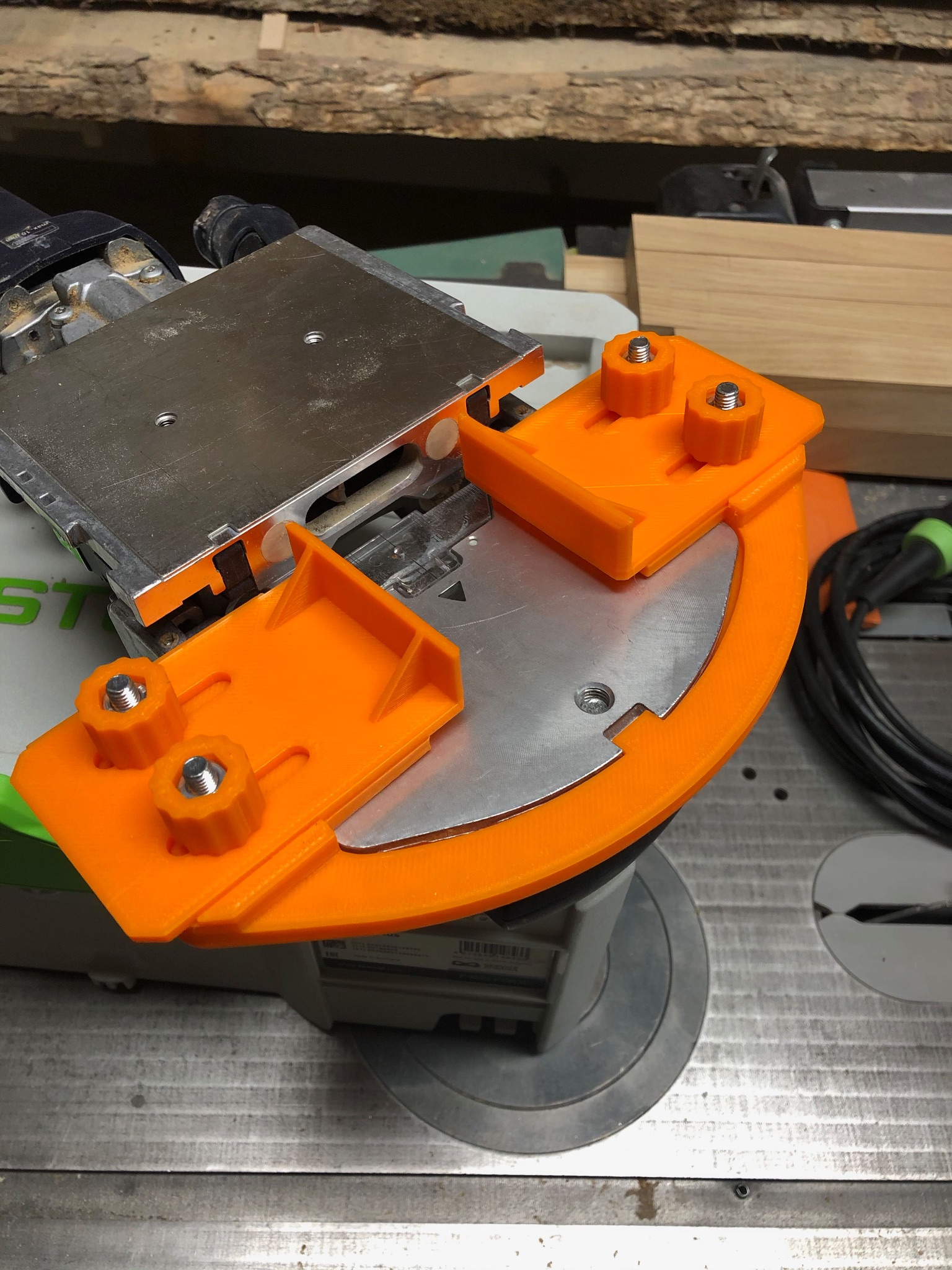
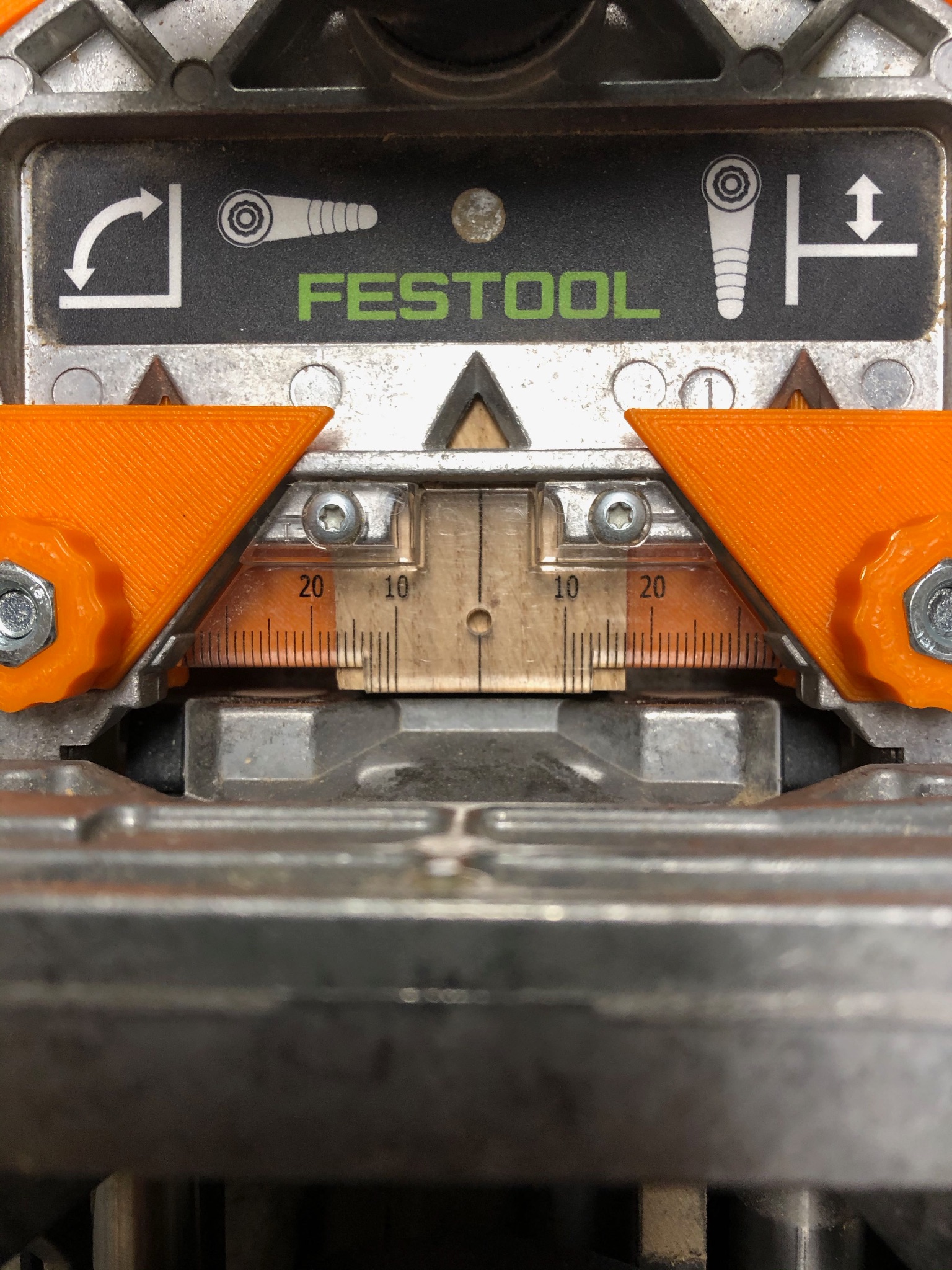
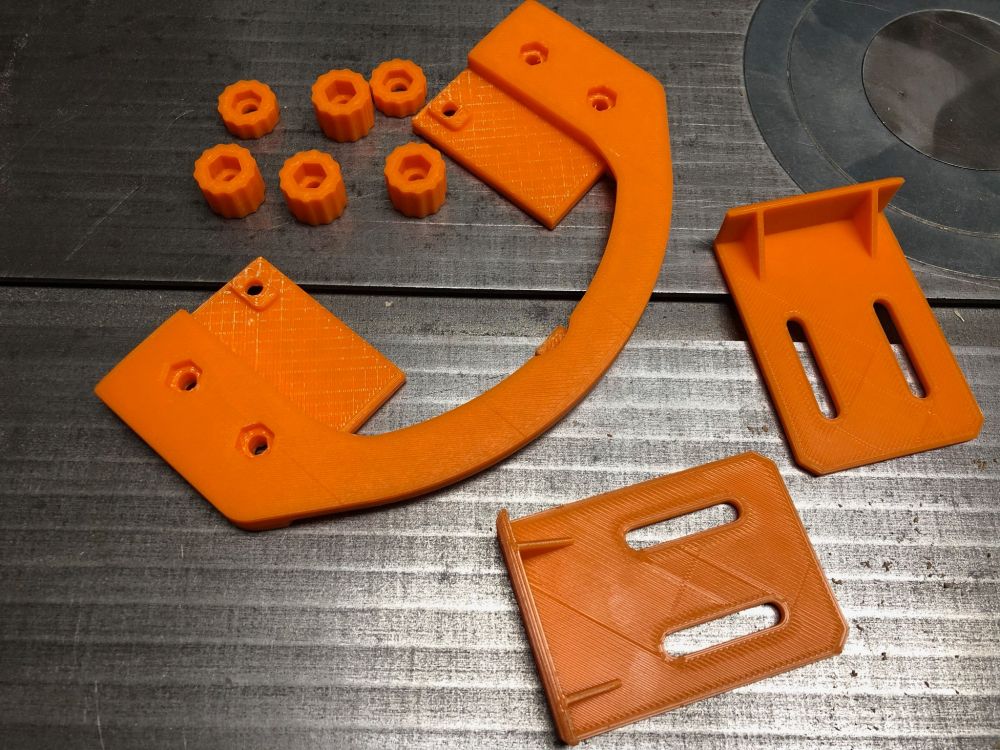
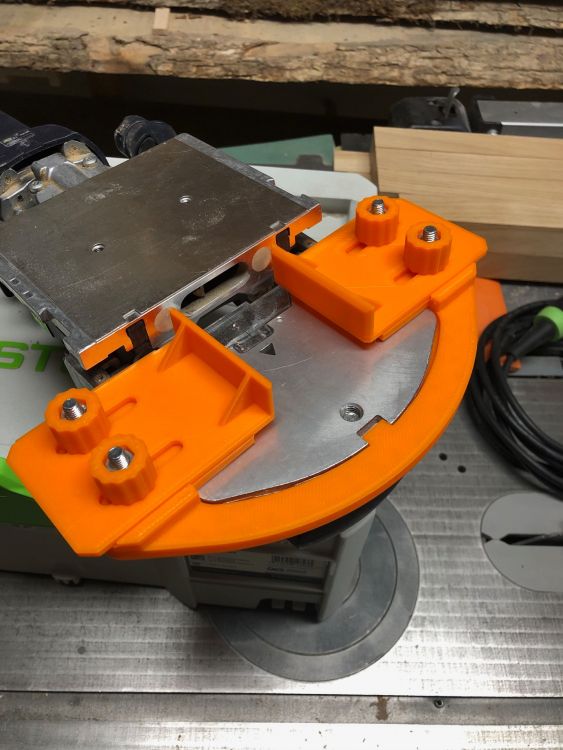
Salut à tous ! Désolé de ne pas avoir donné de nouvelles, j'ai été un peu pris (avec la naissance de notre second enfant) mais je me suis remis à l'impression 3D. J'ai laissé tombé le PETG puisque j'ai toujours un problème d'impression différent à chaque fois. Et donc j'ai réalisé ma cape d'aspiration haute en PLA, il s'agit d'un PLA "robuste" (c'est comme cela qu'on me l'a vendu) qui aurait presque les mêmes facultés de résistance que l'ABS (c'est plus compliqué que ça). Le filament s'appelle Polymlax PLA de Polymaker (https://boutique.3dadvance.fr/filament-3d/381-filament-polymax-pla-orange-polymaker) Voici la cape, en deux parties et une buse de 50mm pour suivre vos conseils, collage à la colle epoxy : Ca s'est imprimé très bien, ça semble très solide et ça fait mon bonheur. Pour l'aspiration sous table, souvenez vous l'accès était compliqué, j'ai scié le tube de sortie du carter pour venir y mettre une sortie qui part correctement, en TPU (aucun soucis d'impression au passage) sur lequel je viens mettre mon aspiration de 120mm avec une série de raccords (imprimés en PLA basique). Donc là, je suis bien ! Plus de poussière partout, un peu sur la table, cape à perfectionner, mais c'est vraiment super. Ensuite, j'ai également modifié un fichier trouvé sur Thingiverse pour ma Festool Domino et l'usinage de mortaises en bois de bout en série. Voici l'accessoire, toujours avec le fameux Polymax PLA : C'est vraiment génial, j'ai pu usiner très rapidement ce petit lit pour le bébé : Voilà, en espérant que ça puisse donner des idées à certains, merci pour vos conseils, et à bientôt pour d'autres bricolages d'atelier ! ++ Zeta






-
Problème PETG, stringing, pâtés en croute
zeta2reticuli en réponse au topic de zeta2reticuli dans Entraide : Questions/Réponses sur l'impression 3D
Fantastique, merci ! Effectivement je vais arrêter de me focaliser sur ce 4 square test. Je l'avais trouvé sur All3DP, site que j'ai beaucoup lu puisque je débute et je trouve que c'est un bon site, mais au fil des discussions ici ou des recherches que je fais, je constate que les infos sur All3DP sont parfois très légères voir quelques fois contradictoires avec ce qu'on peut lire ailleurs ou ce qu'on peut tirer des expériences des uns et des autres. Bref. Je vais tenter de me remettre la tête à l'endroit et repartir de 0, y'a beaucoup d'infos sur ce sujet, je n'ai plus qu'à bien étudier tout ça. Ca fait pas mal à potasser quand on débute quand même... Je n'imaginais pas l'impression 3D comme ça. Mais tant mieux, quand c'est trop simple, c'est moins drôle ! -
Problème PETG, stringing, pâtés en croute
zeta2reticuli en réponse au topic de zeta2reticuli dans Entraide : Questions/Réponses sur l'impression 3D
Écoutes, si tu as l’occasion de le faire ça m’intéresse. Ok bien compris pour le reste ! Merci -
Problème PETG, stringing, pâtés en croute
zeta2reticuli en réponse au topic de zeta2reticuli dans Entraide : Questions/Réponses sur l'impression 3D
Merci de tes précisions @Kachidoki. Oui j'avais bien compris tes réserves sur l'autre sujet, je comprends bien que ça ne peut pas être parfait. Un peu de stringing ne me fait pas peur. Malgré tout, je ne peux qu'envier tes résultats à 250° avec le PETG qui n'ont absolument rien à voir avec les miens... -
Problème PETG, stringing, pâtés en croute
zeta2reticuli en réponse au topic de zeta2reticuli dans Entraide : Questions/Réponses sur l'impression 3D
@Idealnight, Ah ! Je me faisais donc de fausses idées. Merci de me remettre les idées à l'endroit, je vais tout reprendre de 0 en suivant vos recommandations, j'y verrais plus clair comme ça. Je vous tiens informé, merci encore, Zeta -
Problème PETG, stringing, pâtés en croute
zeta2reticuli en réponse au topic de zeta2reticuli dans Entraide : Questions/Réponses sur l'impression 3D
Ca ne me pose pas de problèmes en soi, merci pour l'info @Idealnight Reste que, au risque de radoter comme un grand père, ça marche bien avec un gcode Simplify... Je ne comprends pas comment il peut y avoir tant de différences entre les logiciels. Ca me parait assez dingue. Mais c'est compliqué de mettre exactement les même paramètres dans l'un ou l'autre. -
Problème PETG, stringing, pâtés en croute
zeta2reticuli en réponse au topic de zeta2reticuli dans Entraide : Questions/Réponses sur l'impression 3D
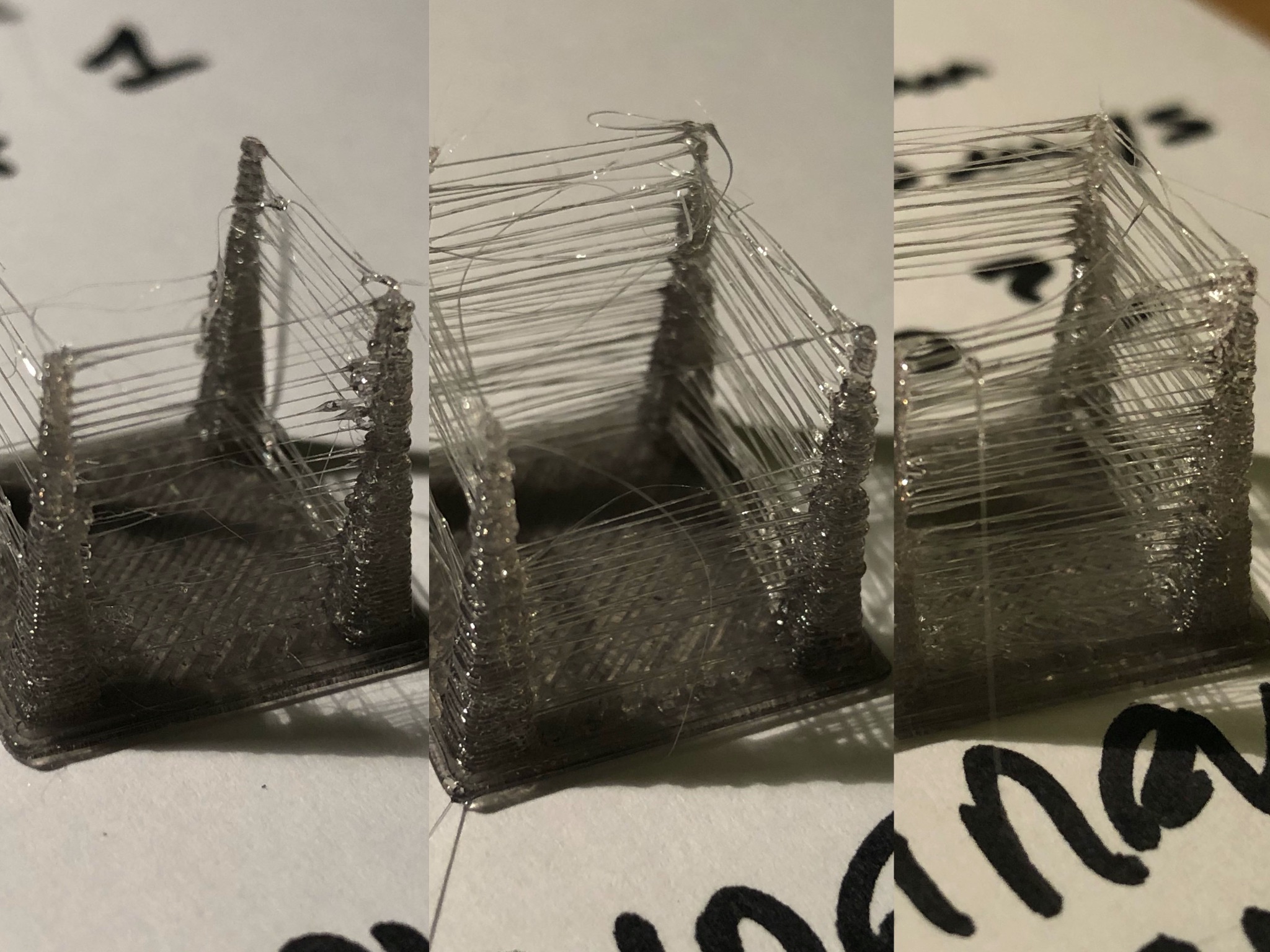
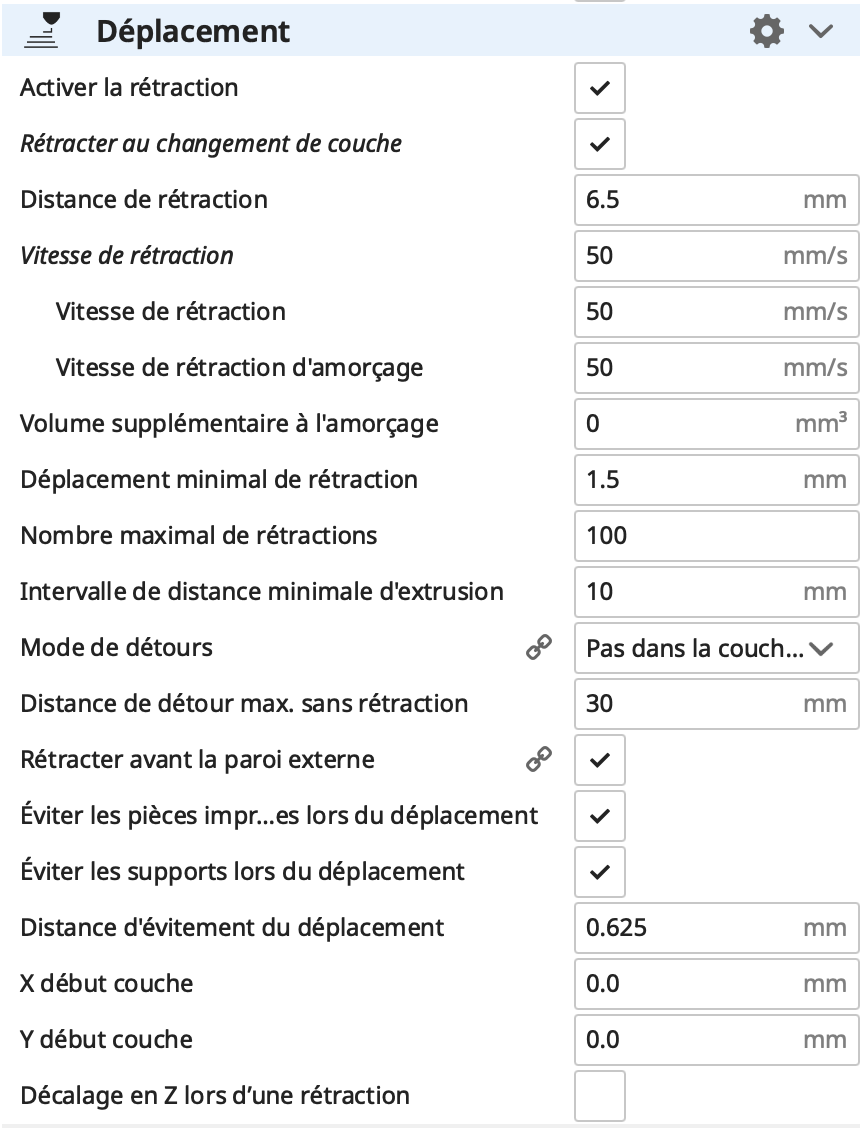
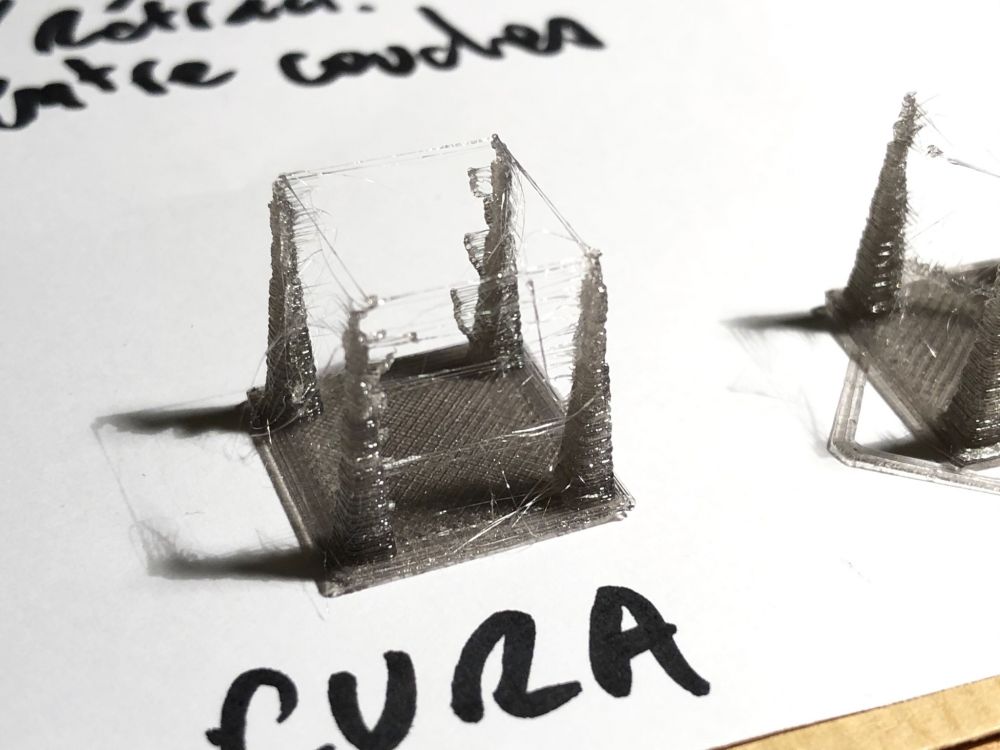
Salut à vous deux, Merci beaucoup pour ces précisions, en effet moi je suis resté vers 245° vu qu'à 210 avec du PETG (avec une autre marque de filament) ça avait cassé, on me conseillait alors de bien chauffer... Salut à vous deux, Je suis vraiment désolé pour les doublons et édits en cours... J'ai du mal avec les raccourcis clavier... Merci beaucoup pour ces précisions, en effet moi je suis resté vers 245° vu qu'à 210 avec du PETG (avec une autre marque de filament) ça avait cassé, on me conseillait alors de bien chauffer... Et bien s'il n'y a pas moyen de faire autrement, je suivrais ces recommandations pour imprimer. Ceci dit... Quand même, à ces températures (245 / 80), les tests sont bons avec Simplify3D, mauvais avec Prusa, et très mauvais avec Cura (de gauche à droite) : @Idealnight C'est ce type de photos que tu souhaites ? @Mimill En effet j'ai pensé ta remarque ce WE, et tout à fait j'ai du PTFE qui descend en bas. je vais démonter et remplacer si besoin ! Merci beaucoup !!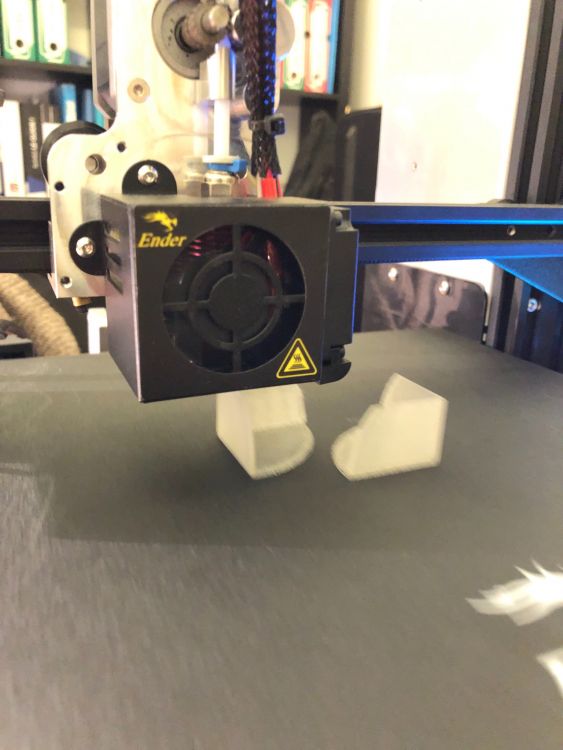

-
Problème PETG, stringing, pâtés en croute
zeta2reticuli en réponse au topic de zeta2reticuli dans Entraide : Questions/Réponses sur l'impression 3D
@Avrel Aucune idée, mais je pense pas que ça ait de l'importance puisque j'imprime le PLA et TPU correctement, il n'y a que le PETG qui s'imprime mal quand je passe sous Cura. Sous le Simplify de mon voisin c'est correct (je m'attends pas non plus à avoir 0 stringing à 245°). @Idealnight Comme dit plus haut le filament c'est du PETG de chez FormFutura HD Glass. Qui s'imprime correctement sur la CR10 de mon voisin, ou sur la mienne s'il je passe par son Simplifly. Rétractation à 2mm et 1mm à 25mm/s testé plus haut en photo. -
Problème PETG, stringing, pâtés en croute
zeta2reticuli en réponse au topic de zeta2reticuli dans Entraide : Questions/Réponses sur l'impression 3D
Tout à fait @Maya35 Ok je vais tester ! -
Problème PETG, stringing, pâtés en croute
zeta2reticuli en réponse au topic de zeta2reticuli dans Entraide : Questions/Réponses sur l'impression 3D
J'ai changé l'extruder pour un direct Drive de chez Micro Swiss, j'avais ouvert un sujet ici pour un petit soucis de tube PTFE : -
Problème PETG, stringing, pâtés en croute
zeta2reticuli en réponse au topic de zeta2reticuli dans Entraide : Questions/Réponses sur l'impression 3D
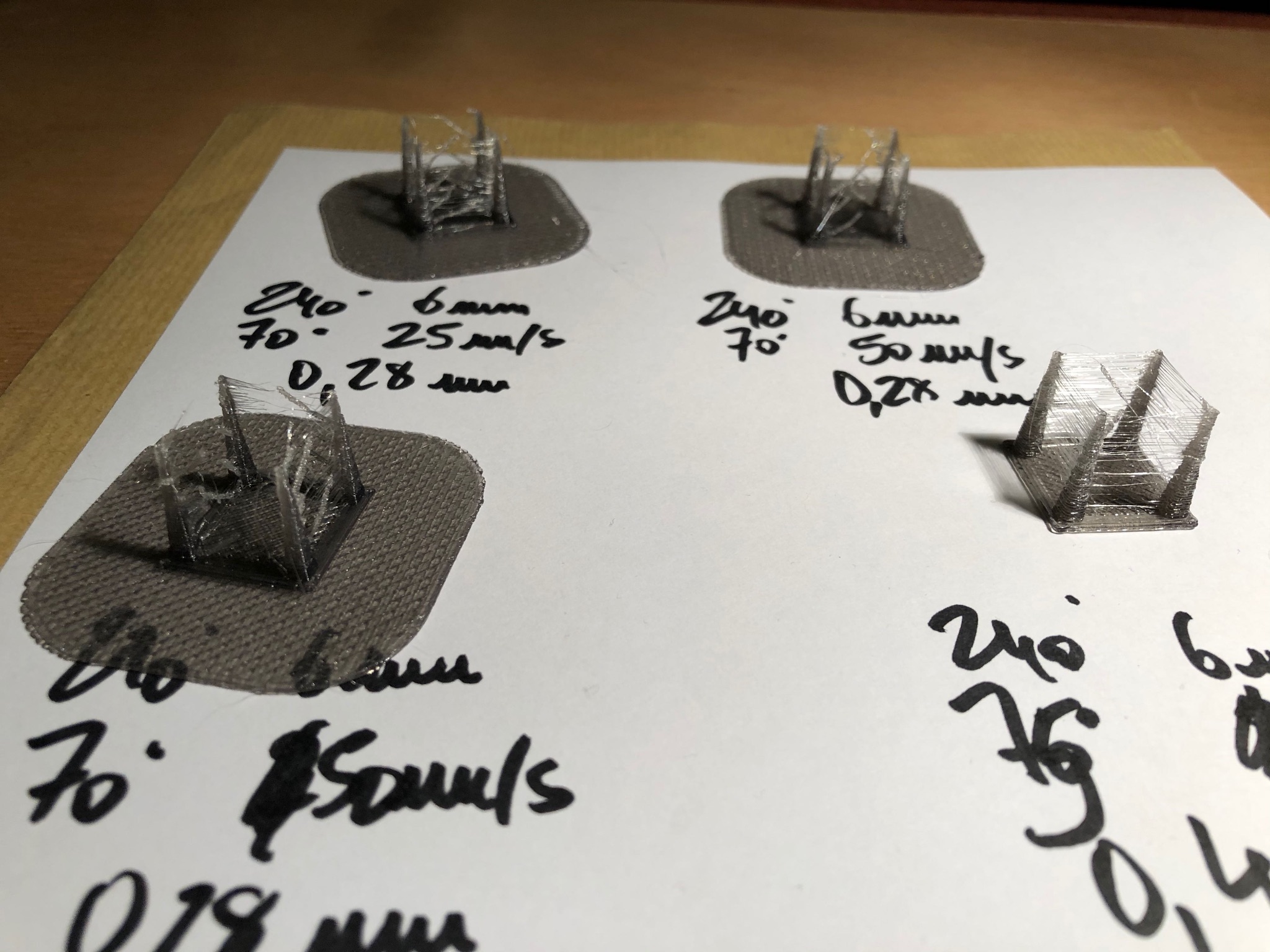
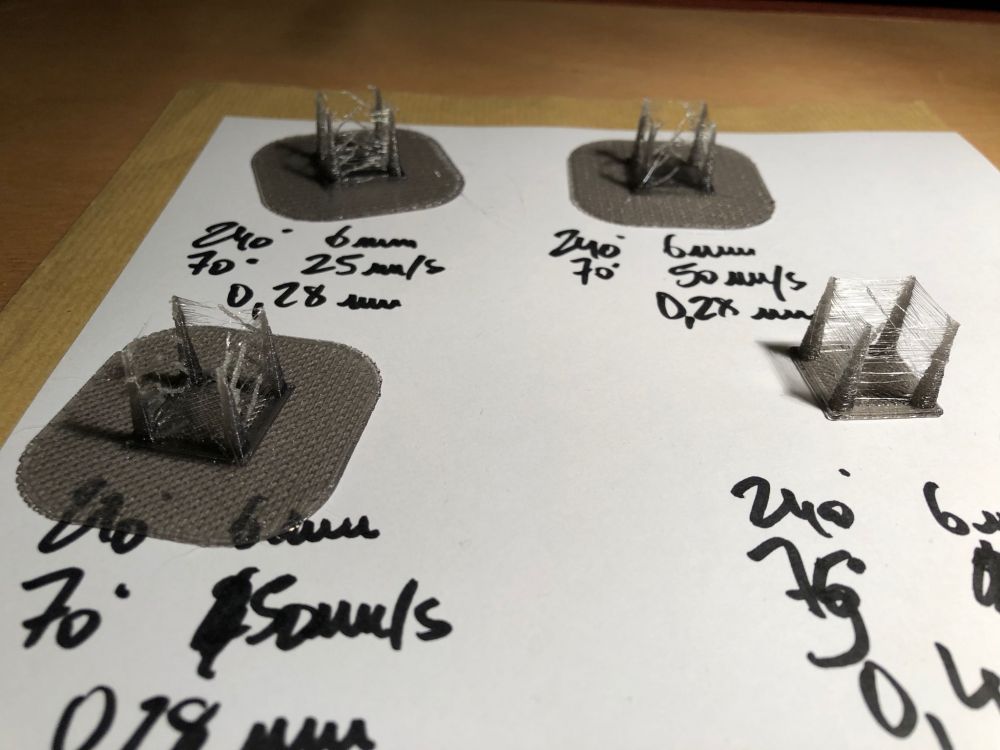
Salut à tous, Cette nuit j'ai testé avec Simplify, les résultats sont nettement mieux, toujours un peu de floche, mais pas de bavures, toujours à 245° / 80° PETG HDGlass : De gauche à droite, 1) Distance de rétractation : 2mm / Elévation : 0mm / Vitesse rétractation : 25mm/s / Fan Speed : 60% 2) D : 6mm / E : 1mm / V : 50mm/s / Fan : 30% 3) D : 1mm / E : 1mm / V : 25mm/s / Fan : 15% Je vais tester avec Prusa. Mais du coup je ne comprends pas ce qui coince dans Cura... Qui imprime dans Cura ici avec de bons résultats ? Merci à tous ! Excellent samedi !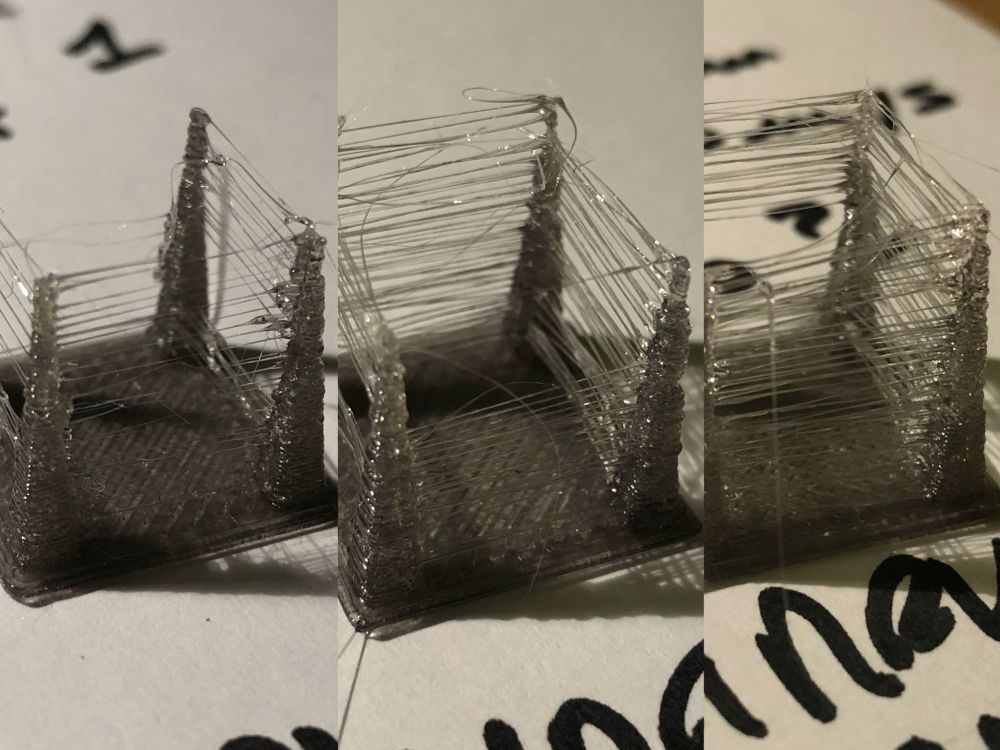
-
Problème PETG, stringing, pâtés en croute
zeta2reticuli en réponse au topic de zeta2reticuli dans Entraide : Questions/Réponses sur l'impression 3D
C'est pire ou c'est mieux ? ... C'est pas pareil... mais c'est tout aussi aérien. Après, je pense quand même qu'il y a moyen de faire de l'art contemporain avec ça, ça a un style.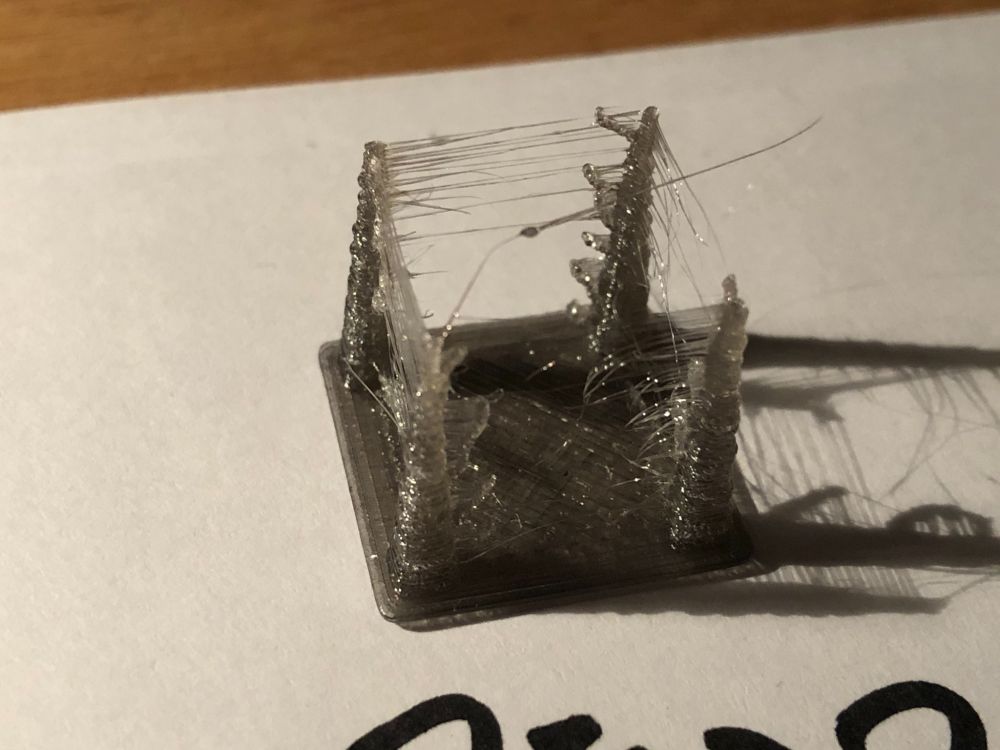
-
Problème PETG, stringing, pâtés en croute
zeta2reticuli en réponse au topic de zeta2reticuli dans Entraide : Questions/Réponses sur l'impression 3D
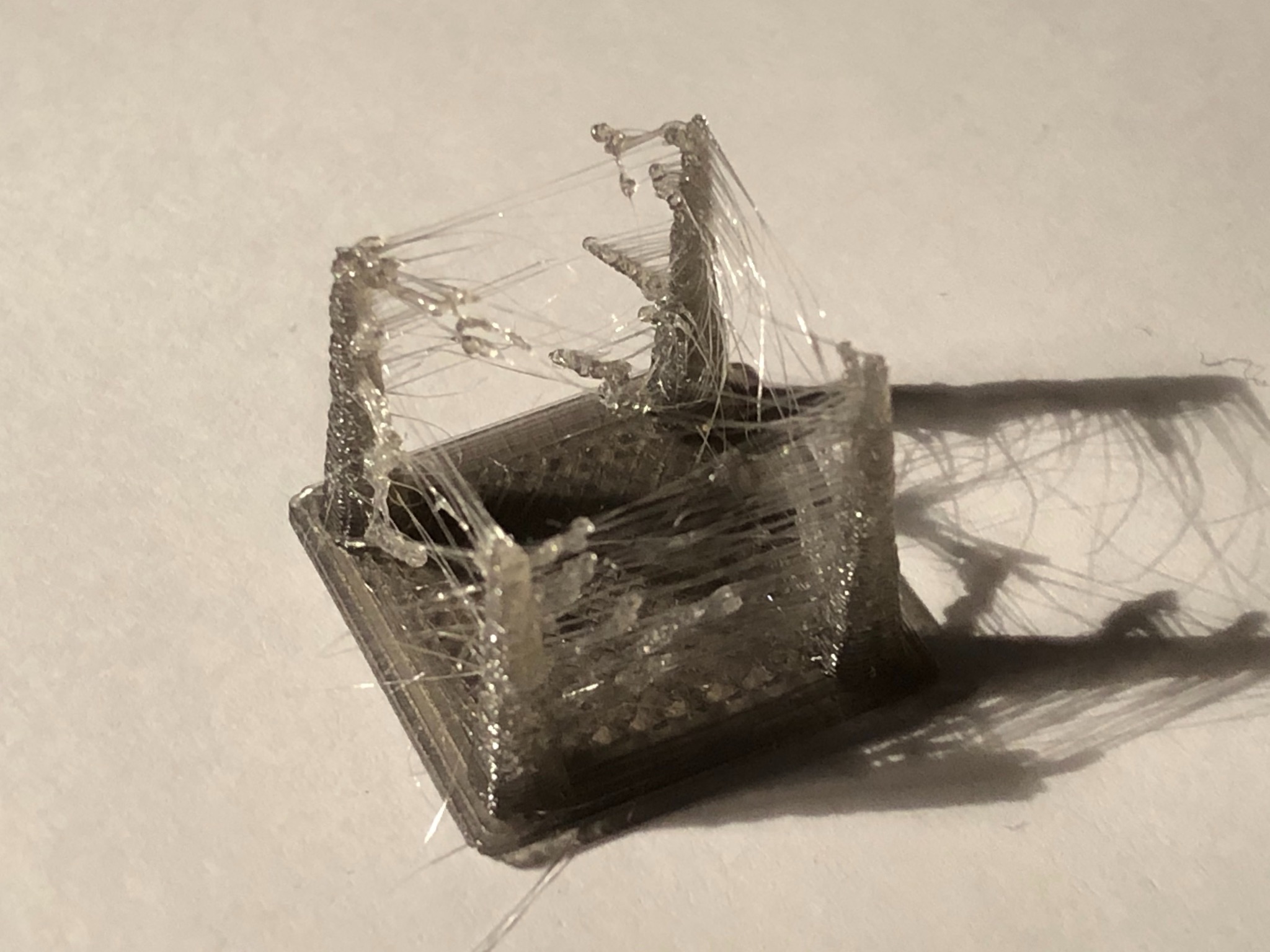
Allé je tente quand même avec une modification : - Vitesse d'impression 25mm/s - Rétractation distance 6mm (je repasse à l'ancien paramètre) - Rétrzcter au changement de couche Je lance, et vous poste une photo... -
Problème PETG, stringing, pâtés en croute
zeta2reticuli en réponse au topic de zeta2reticuli dans Entraide : Questions/Réponses sur l'impression 3D
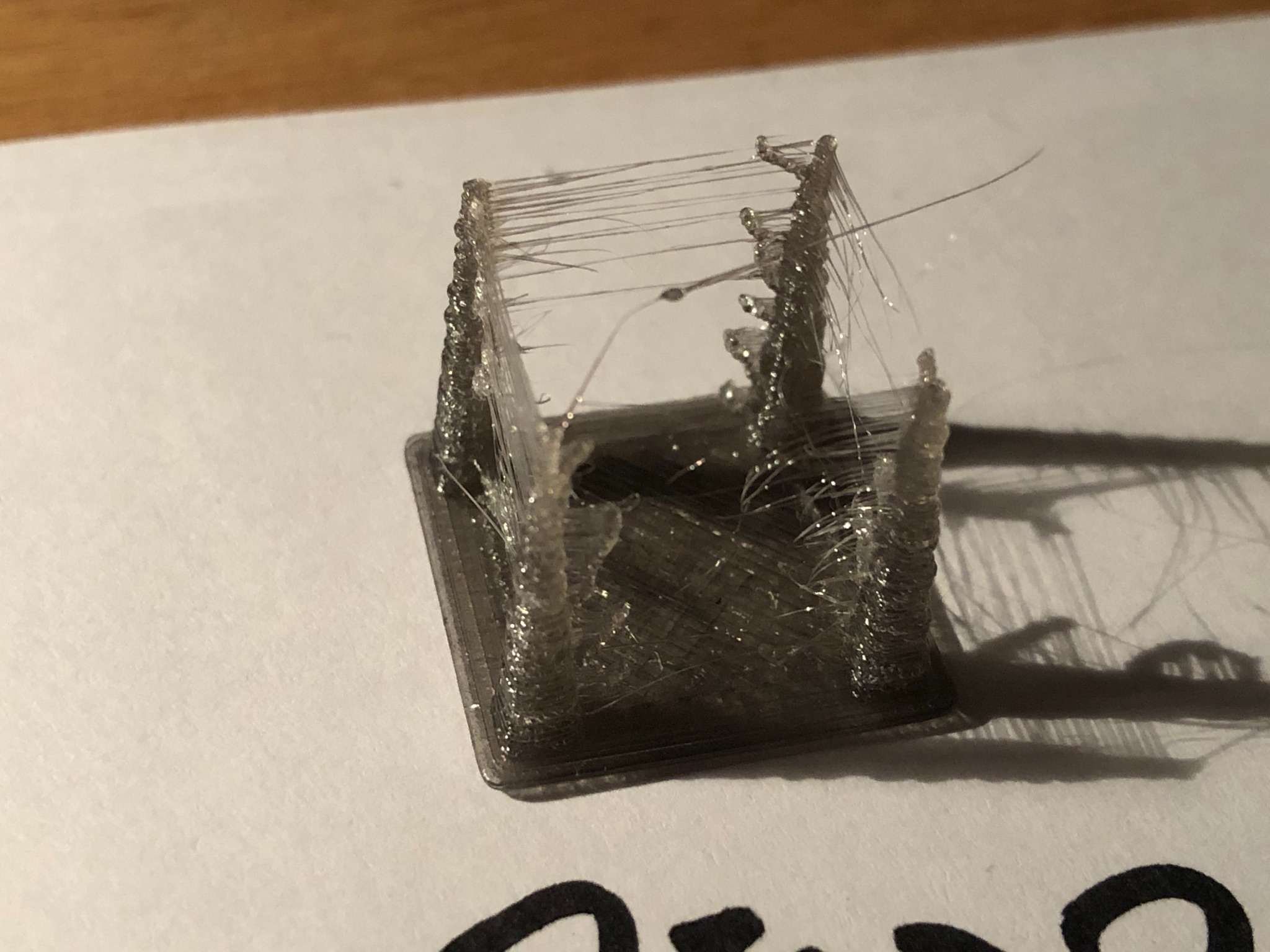
Ok les gars donc allé, je me suis mis sur une soirée test impression 3D, j'ai donc fais un premier test en essayant de respecter vos indications : PETG FormFutura HD Glass Buse 0,6 Hauteur 0,28 245° / 80° Débit 100% Vitesse d'impression 50mm/s Vitesse déplacement 150mm/s Rétractation Distance 2mm Vitesse 25mm/s Vitesse ventilateur 30% Et... C'est encore pire, de loin mon pire essai : Je ne sais plus trop quoi changer là... Je vais tenter de télécharger un autre slicer pour voir.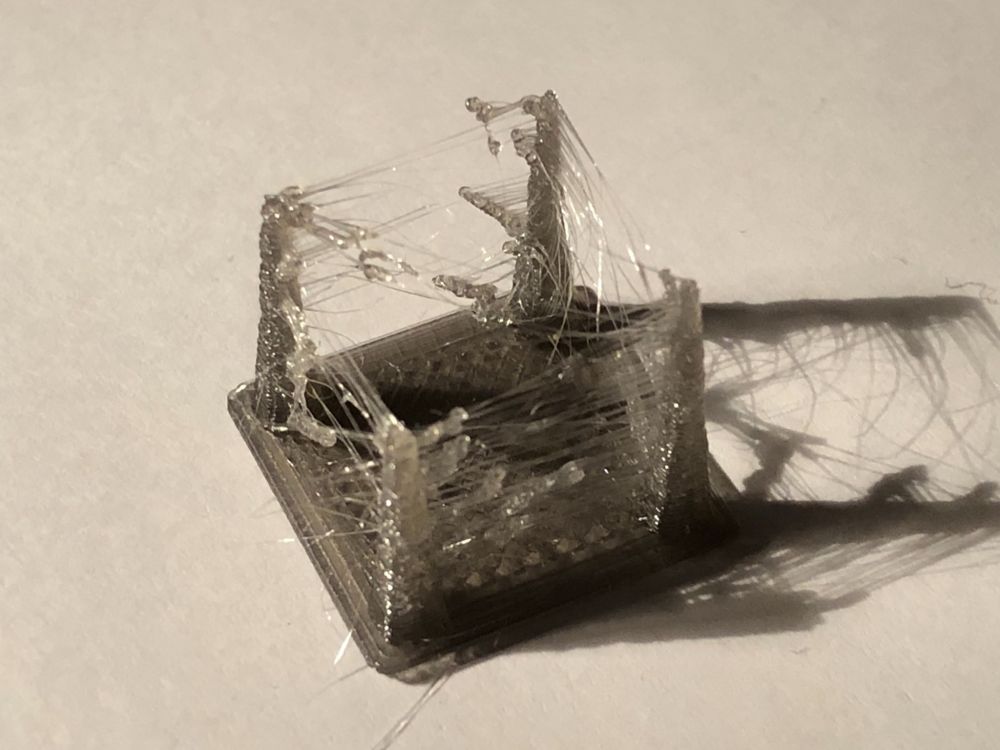
-
Problème PETG, stringing, pâtés en croute
zeta2reticuli en réponse au topic de zeta2reticuli dans Entraide : Questions/Réponses sur l'impression 3D
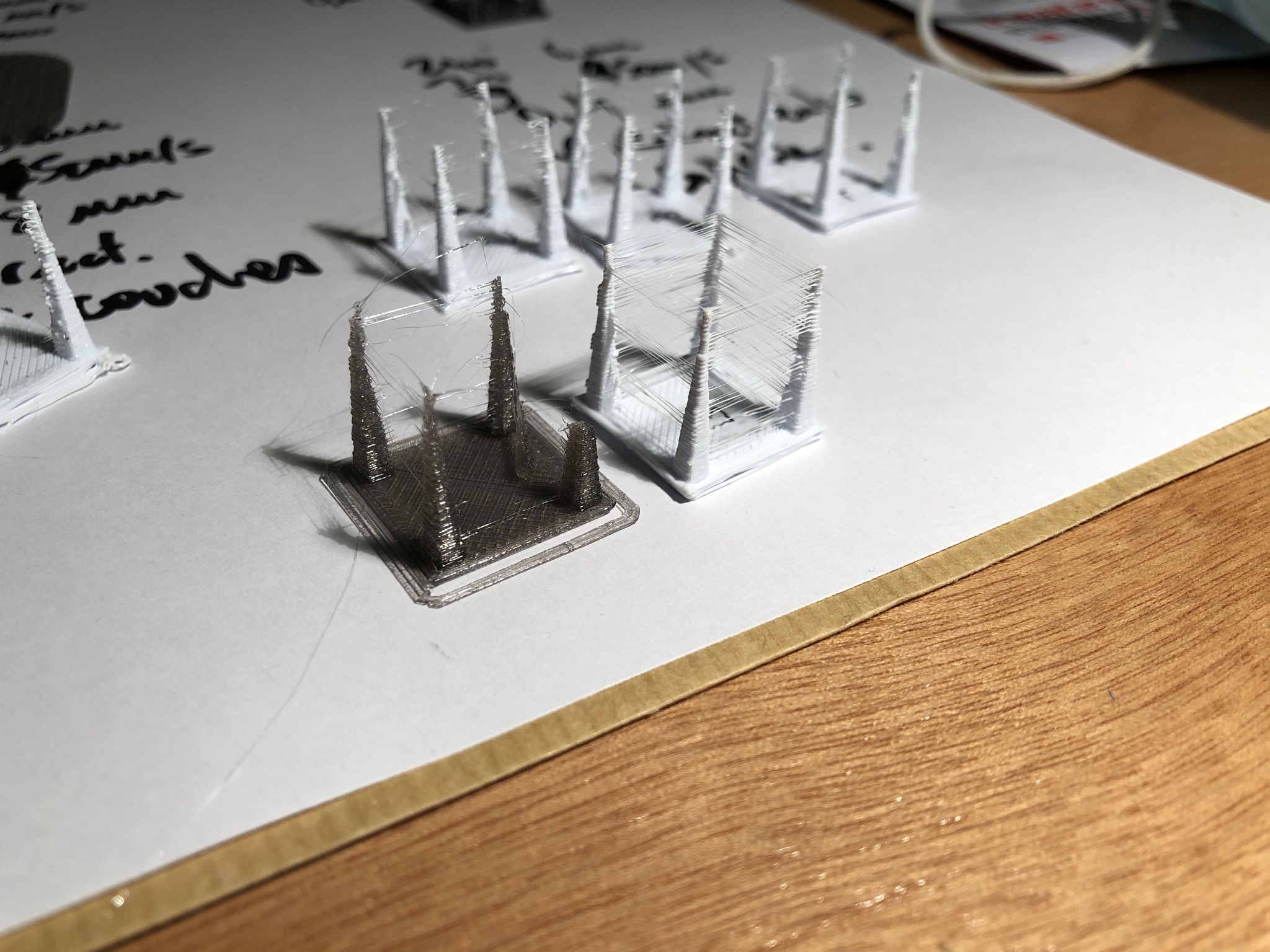
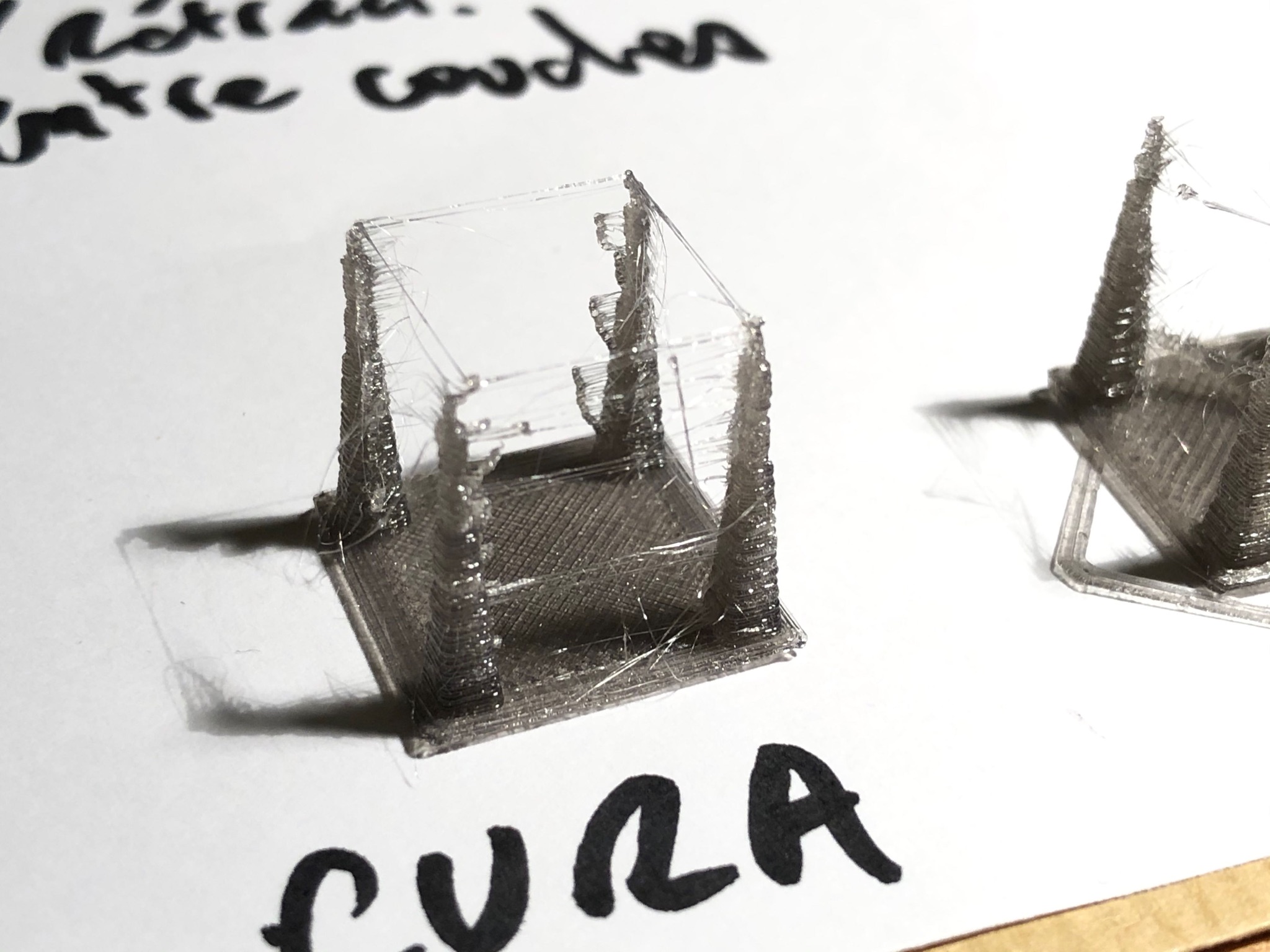
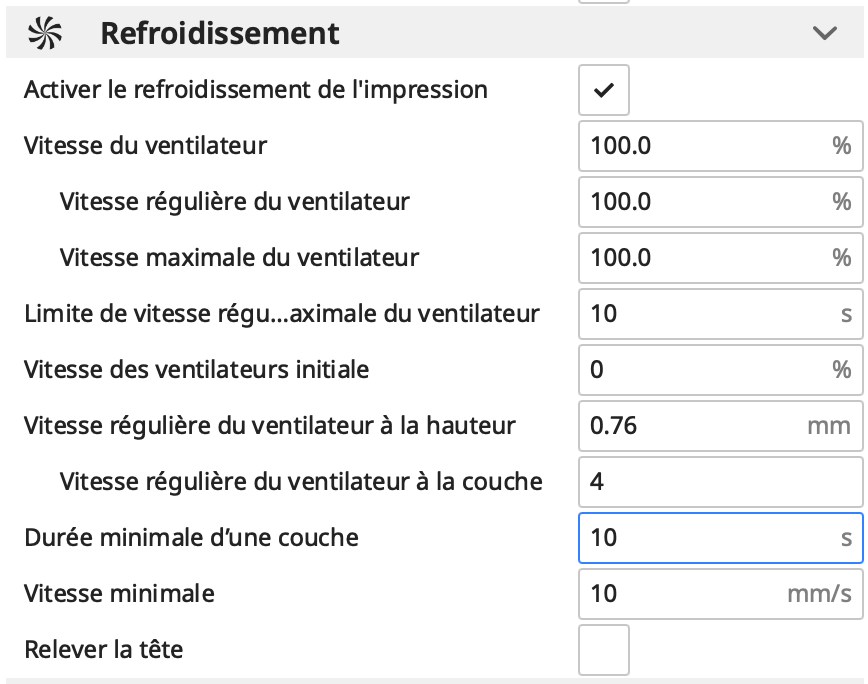
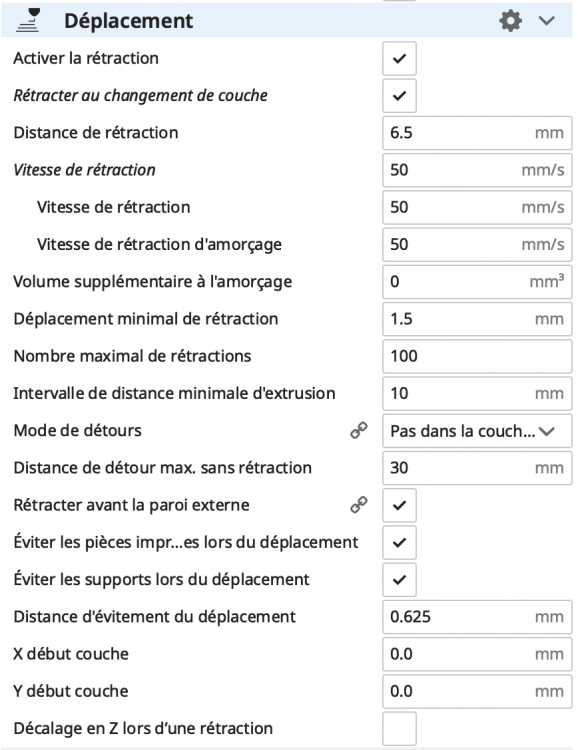
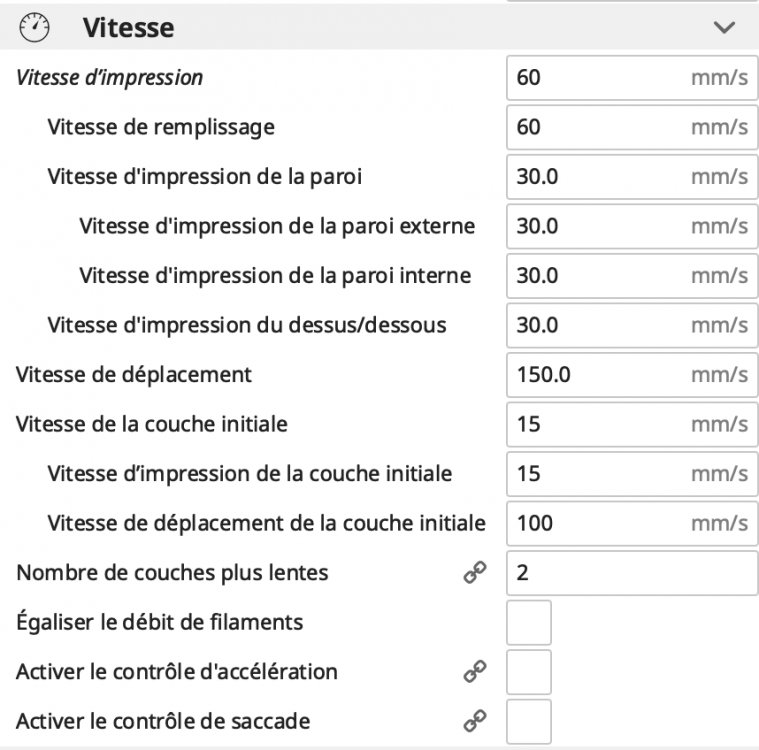
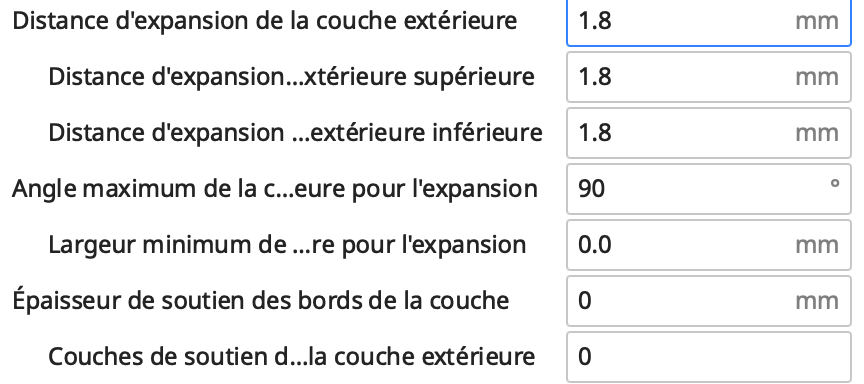
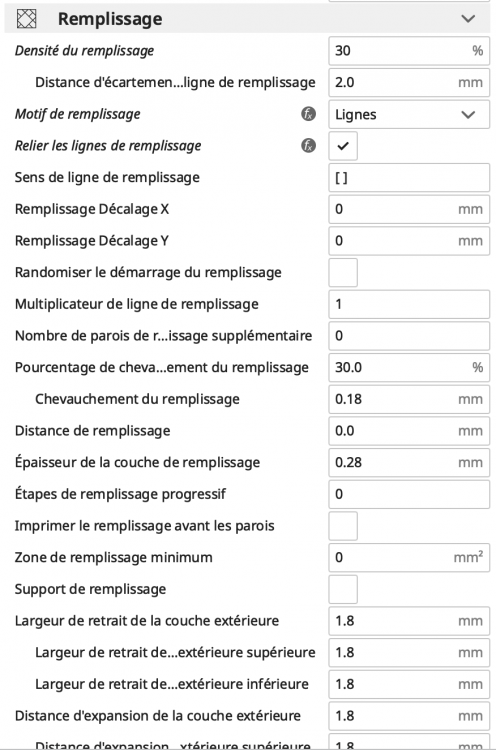
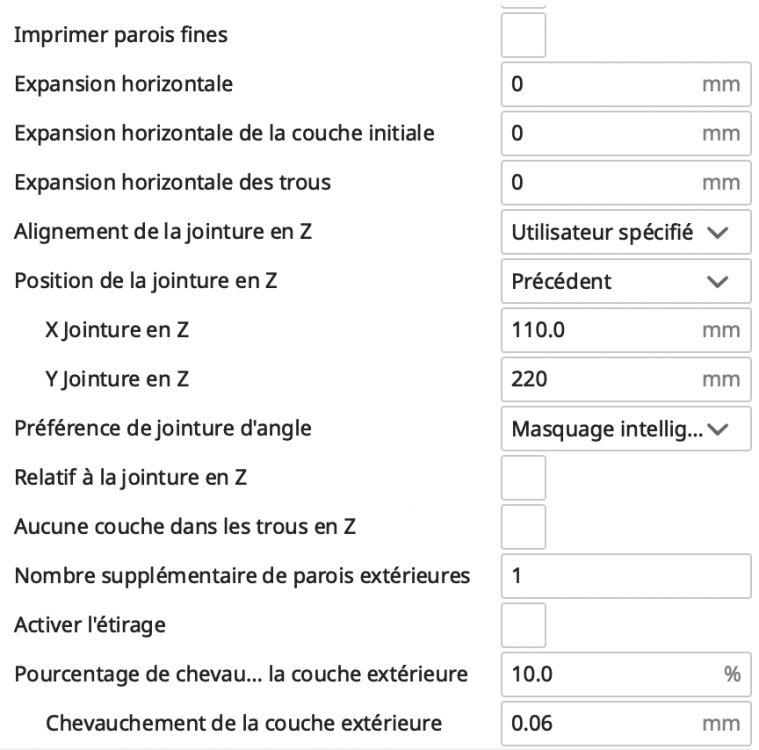
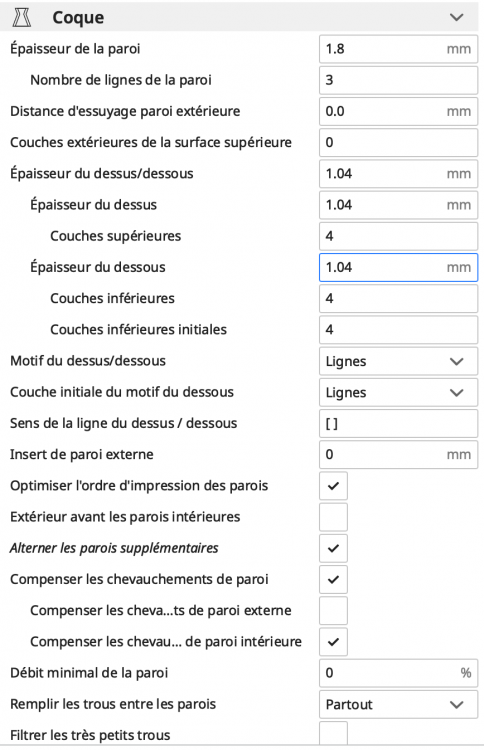
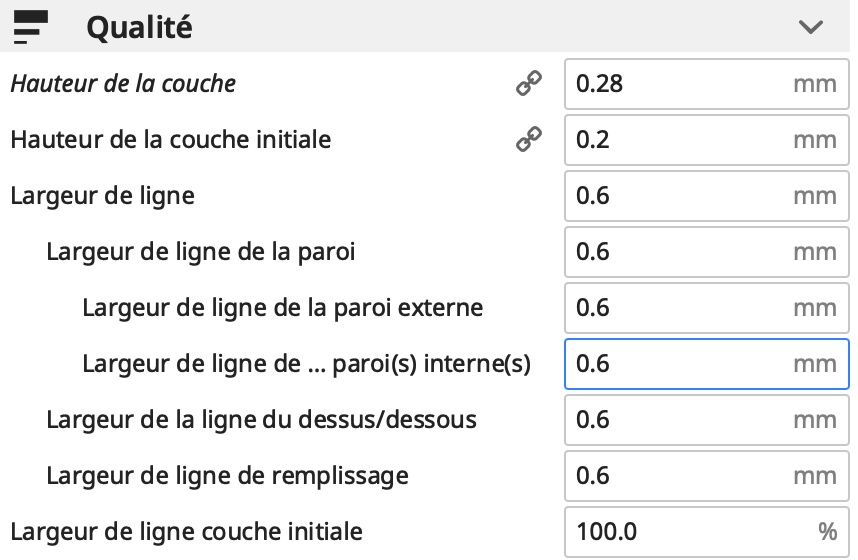
Ok super, très intéressant tout cela, merci beaucoup ! Je prends note de toutes vos remarques et donc je vais modifier : 1) ma rétractation, que je vais donc mettre plus faible 2) la ventilation faible Et relancer une série de tests. Par contre, y'a un truc qui me turlupine quand même, c'est qu'avec la même pièce, même filament, même température, même rétractation, quand le fichier vient du Simplify de mon voisin, ça s'imprime pas mal, et quand ça vient de mon Cura, ça s'imprime mal... Il y a forcément quelque chose que j'ai loupé dans les paramètres. Voici une des configs qui donne un résultat pas top sur mes tests (désolé pour la longueur du post...) :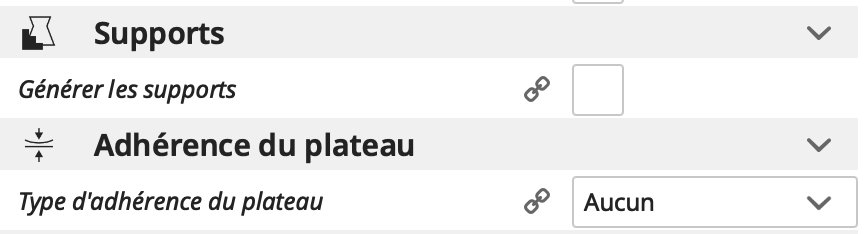
-
Salut à tous, Je n'imprime plus car j'ai toujours les soucis évoqués plus haut. J'ai tenté pas mal de choses mais sans succès, j'ai donc ouvert un sujet pour ne pas polluer ici... A bientôt
-
Problème PETG, stringing, pâtés en croute
zeta2reticuli en réponse au topic de zeta2reticuli dans Entraide : Questions/Réponses sur l'impression 3D
Salut et merci de ta réponse @Avrel, La ventilation est à 100% sur mes impressions. Après on m'a conseillé des couches plus épaisses pour une meilleur solidité. -
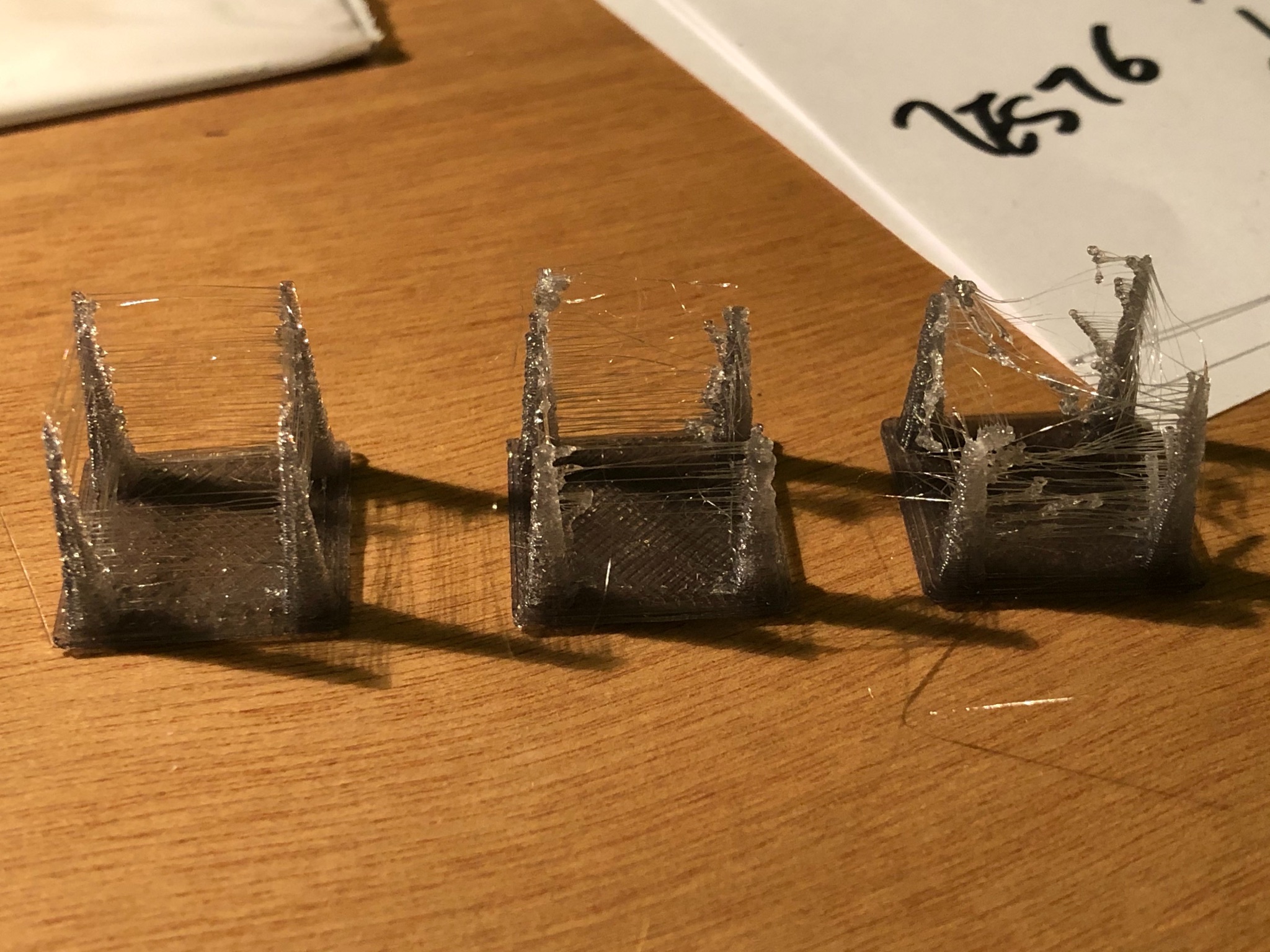
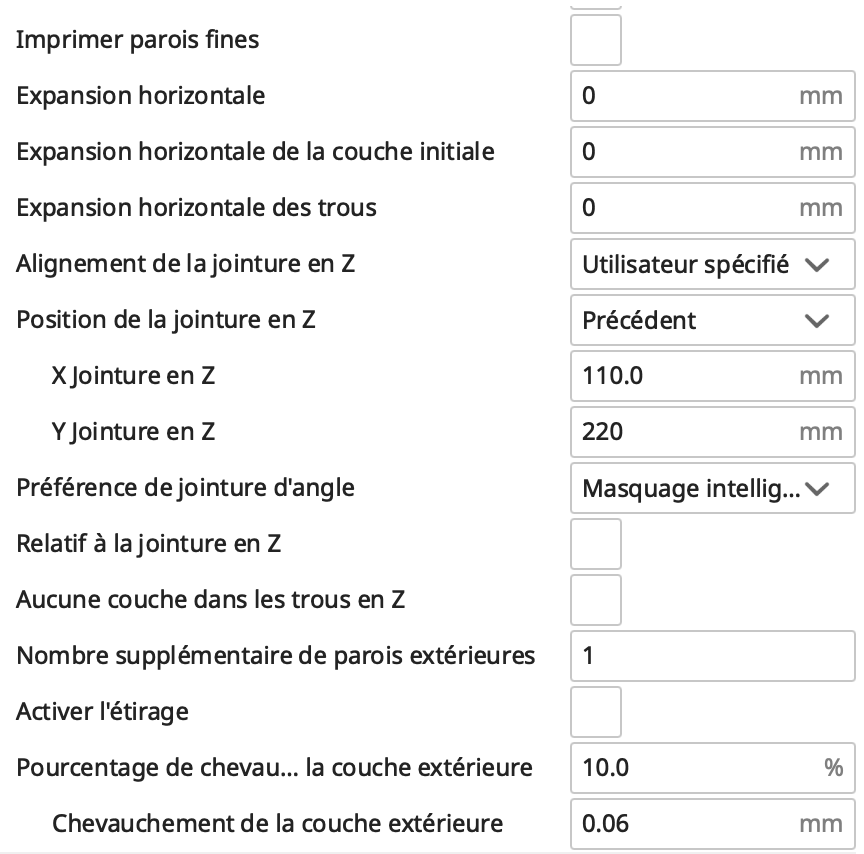
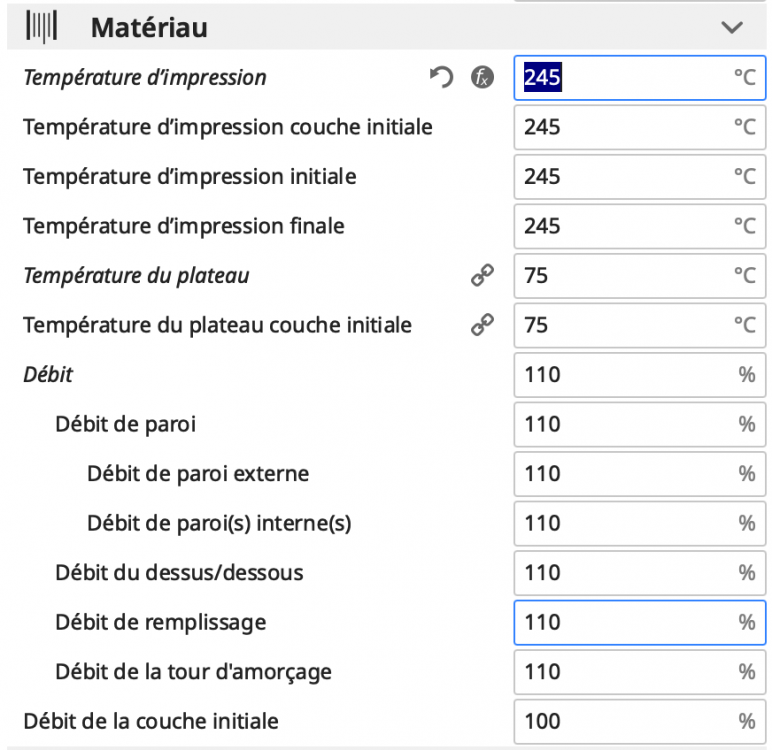
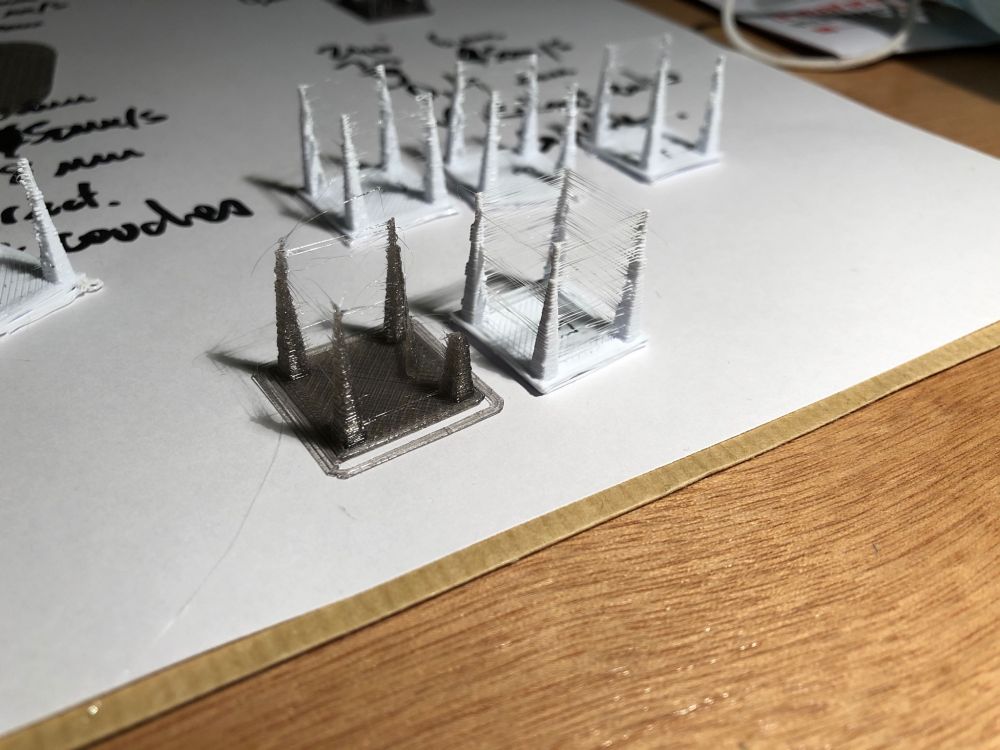
Salut à tous, Pour ceux qui me suivent sur ce sujet, J'ai complètement laissé tombé les impressions pour résoudre un problème évoqué page 3. Pour résumer, je cherche à imprimer des pièces solides en PETG pour mon atelier bois, solides car mon premier test en PETG s'est cassé (problème de délamination). J'imprime donc plus chaud (245°) et là le résultat est juste effroyable. Il y a des fils dans tous les sens, des gros patés, bref... J'ai imprimé des petites tours de test de stringing, voyez plutôt : Ender 3 Pro, Direct Drive, Avec une buse de 0,6 et des couches de 0,28. Celle ne bas à droite est en couches de 0,38 ou 0,4 je ne sais plus. J'imprime à 50mm/s, 150mm/s en déplacement, rétractation 6mm, rétractation entre les couches, etc. Il n'y a rien qui va. Puis j'ai demandé à mon voisin de m'en sortir avec sa CR10, ils sont bien, avec buse de 0,4. Je lui ai demandé ensuite de me filer un Gcode qu'il sort depuis Simplify3D (j'utilise Cura), et le résultat est correct sur mon Ender 3, avec buse de 0,4 : En blanc celui de mon voisin, et gris le mien. Je remet les mêmes paramètres sous Cura, je réimprime, et là à nouveau c'est moche ! Il y a quelque chose que je ne comprends pas : Suite au changement d'extrudeur (j'ai changé pour un direct drive), j'ai refait la procédure de Calibration de l'extrudeur. J'ai changé les Esteps/mm directement sur l'Ender 3, qui est actuellement réglé vers 140. Dans les fichiers de mon voisin, qui m'a fait un screen de Simplify3D, il y a un paramètre "Multiplicateur d'extrusion" réglé à 0,98. => Est-ce qu'il agit sur la valeur Esteps de ma machine ? => Je n'ai pas ce réglage sous Cura, s'agit-il du débit, comme vu par ci par là sur Internet ? Je m'y perds un peu, est-ce que Cura n'est pas en train de me saccager le découpage et changer des paramètres à sa guise... Merci à tous par avance et désolé pour les EDITS multiples (réflexe du command + Entrer pour sauter des lignes mais ici ça poste le sujet...) A+
-
Désolé pour le temps de réponse et merci à tous les deux. Je vais la jouer moins foufou cette fois et faire les choses dans l'ordre : 1) bien comprendre comment imprimer proprement du PETG tout en étant solide, 2) apprendre à gérer les supports, 3) re-designer ma pièce pour qu'elle soit imprimable en 2 parties (merci pour ton plan @Titouvol c'est génial, je ne sais pas si je vais adopter cette technique mais ça donne des idées quoi qu'il en soit) La suite au prochain épisode
-
@Kachidoki wow, c'est super propre et semble t-il super solide tes pièces... C'est imprimé à 250° ? @Titouvol en effet sacré paire de supports... Je compte faire en 2 parties mais pas comme tu le penses à mon avis, je compte faire la cape d'un coté, comme l'originale mais percée en haut, imprimée à l'envers sans support, et de l'autre la buse d'aspiration, à l'envers aussi sans support. Il faut que je prévoie un système pour les emboiter / visser / coller entre elles... Oui je voudrais vraiment diminuer le stringing. Pour le slicer, mon voisin a pris une licence de Simplify3D et il parait qu'on peut y gérer les support correctement. Je vais tester. @Maya35, en effet 110% de flow c'est ce qu'on m'a conseillé à la boutique d'impression 3D. Après j'ai mis cette valeur sans chercher à comprendre, c'est vrai... Imprimer à 0,4 avec une buse de 0,6, OK je suis pas contre, ça ira plus vite en plus !
-
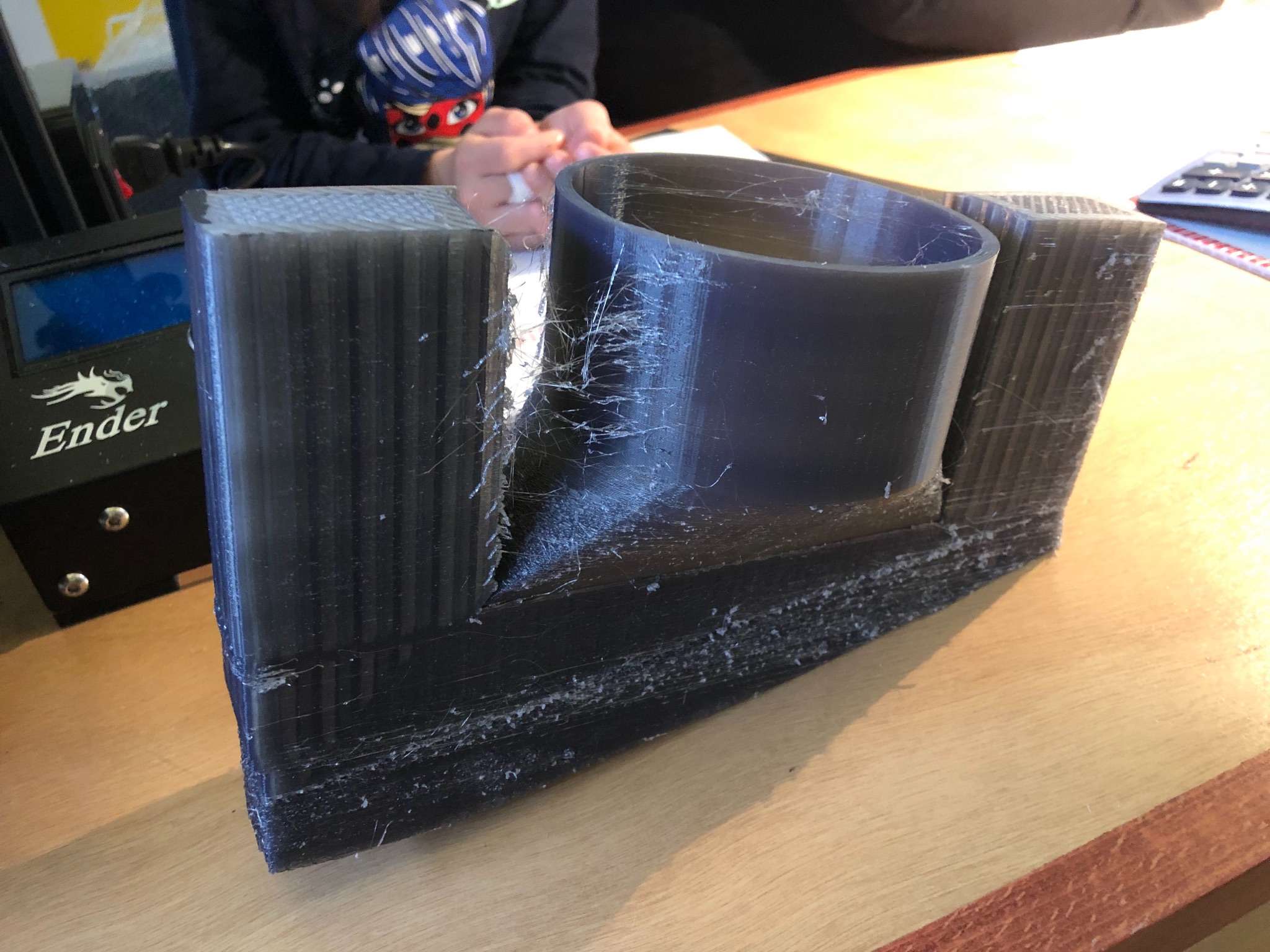
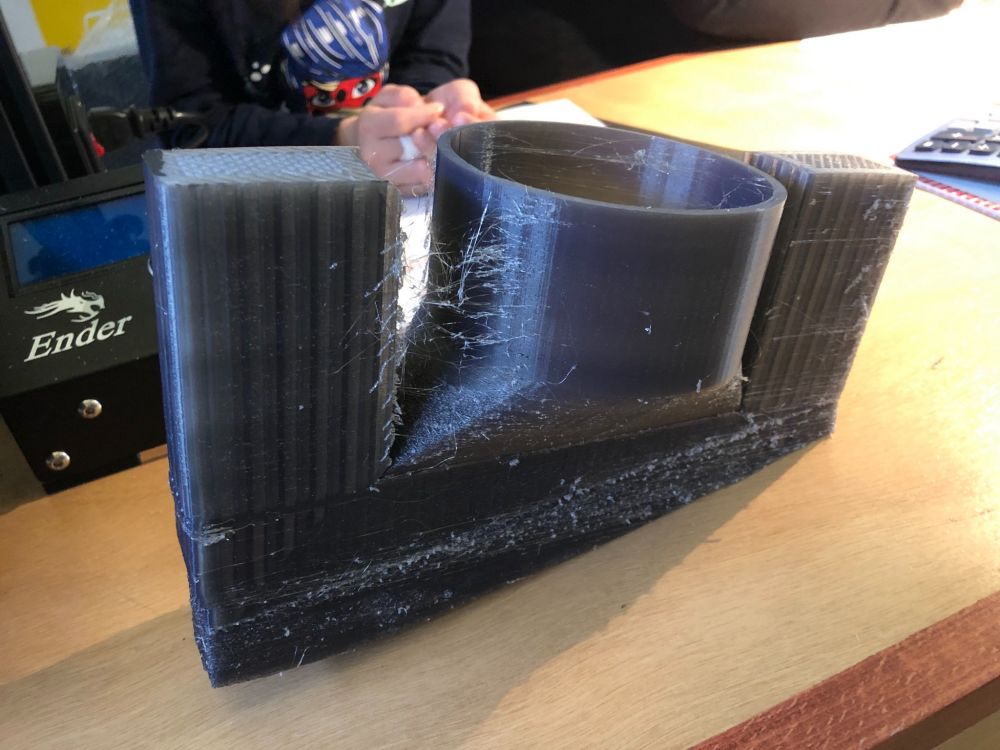
Allé des petites nouvelles de la cape d'aspiration. Donc je n'ai pas suivi vos conseils et donc évidemment je me suis encore loupé J'ai mis un point d'honneur à l'imprimer en une fois, à 250°, donc les supports complètement collés, j'arrive à dégrossir au ciseau à bois mais je casse la pièce elle même par endroits. Et quand bien même les supports s'enlèveraient, impossible de ravoir les trous et préperçage ou la fente pour le couteau diviseur donc je crois que même en travaillant dessus un moment je n'arriverais jamais à avoir un truc utilisable. Je vais relancer, en 2 parties cette fois, pour ne pas avoir de supports, mais avez vous des conseils pour que ça soit très solide (là c'est vraiment très solide et pas aussi cassant que le premier essai) mais un peu plus propre ? Mes paramètres étaient : - 250° / 70° - flow 110% - Buse de 0,6 - Couches de 0,28 - Les parois qui font 3mm sont pleines Vous avez des exemples de trucs en PETG bien solides que vous auriez fait ? Histoire que je me mette un objectif Allé hop, on y retourne !

-
Problème Ender 3, Direct Drive et TPU
zeta2reticuli en réponse au topic de zeta2reticuli dans Entraide : Questions/Réponses sur l'impression 3D
La vache !!! Je connaissais pas. @Madess merci du partage ! Je vais tester ASAP !