TheNexen
-
Compteur de contenus
47 -
Inscrit(e) le
-
Dernière visite
Récompenses de TheNexen
")





-
Oui exactement !! une via CURA/octoprint et l'autre via octoprint solo Je n'ai pas trop de soucis sur ce sujet .. un léger passage de laque 1 fois les 10-15 impressions (et je rigole pas ... tous mes tests sont passé sans que j'en rajoute 1 fois !! et avec plein de PLA différents !!! merci @studiolab39 officielpour ce produit !! je suis en réglage mécanique avec un réglage identique a 0.01mm prés ... par contre le 130% est une valeurs 'd'usine', merci pour ton analyse et je vais faire le tuto de réglage !!! mais après ma grosse pièce car j'ai peur de finir short pour l'imprimer !! merci à vous !!

-
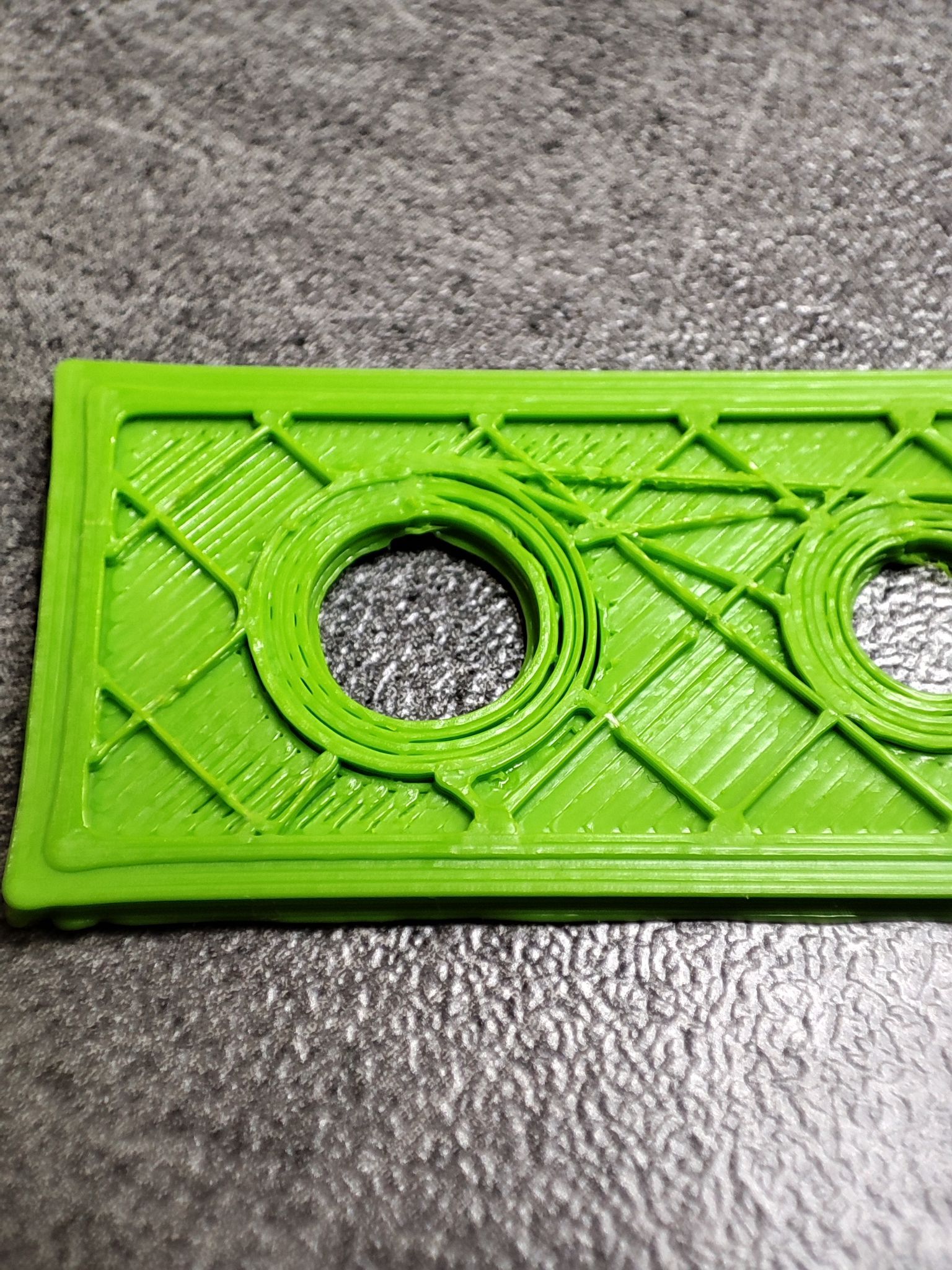
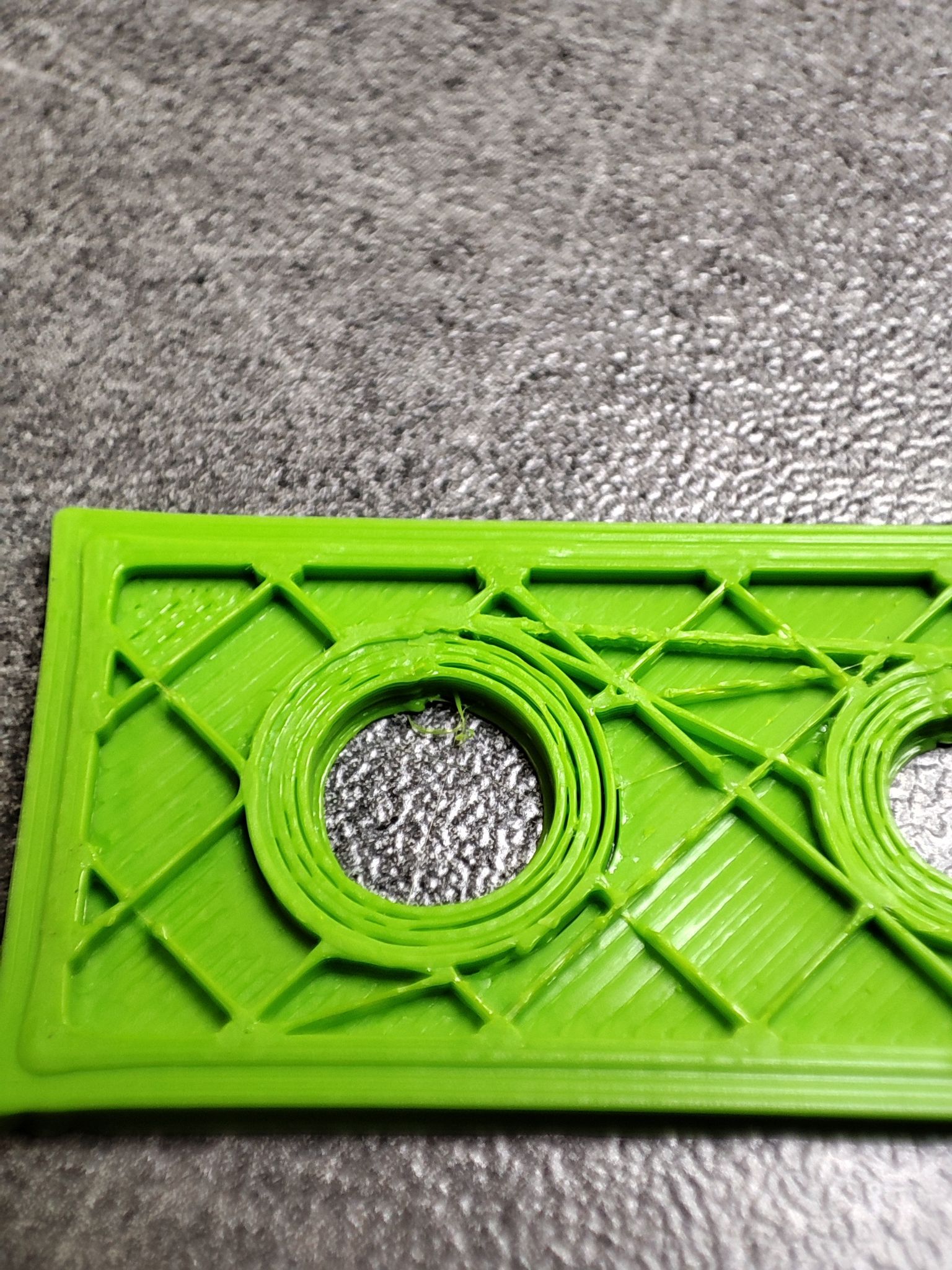
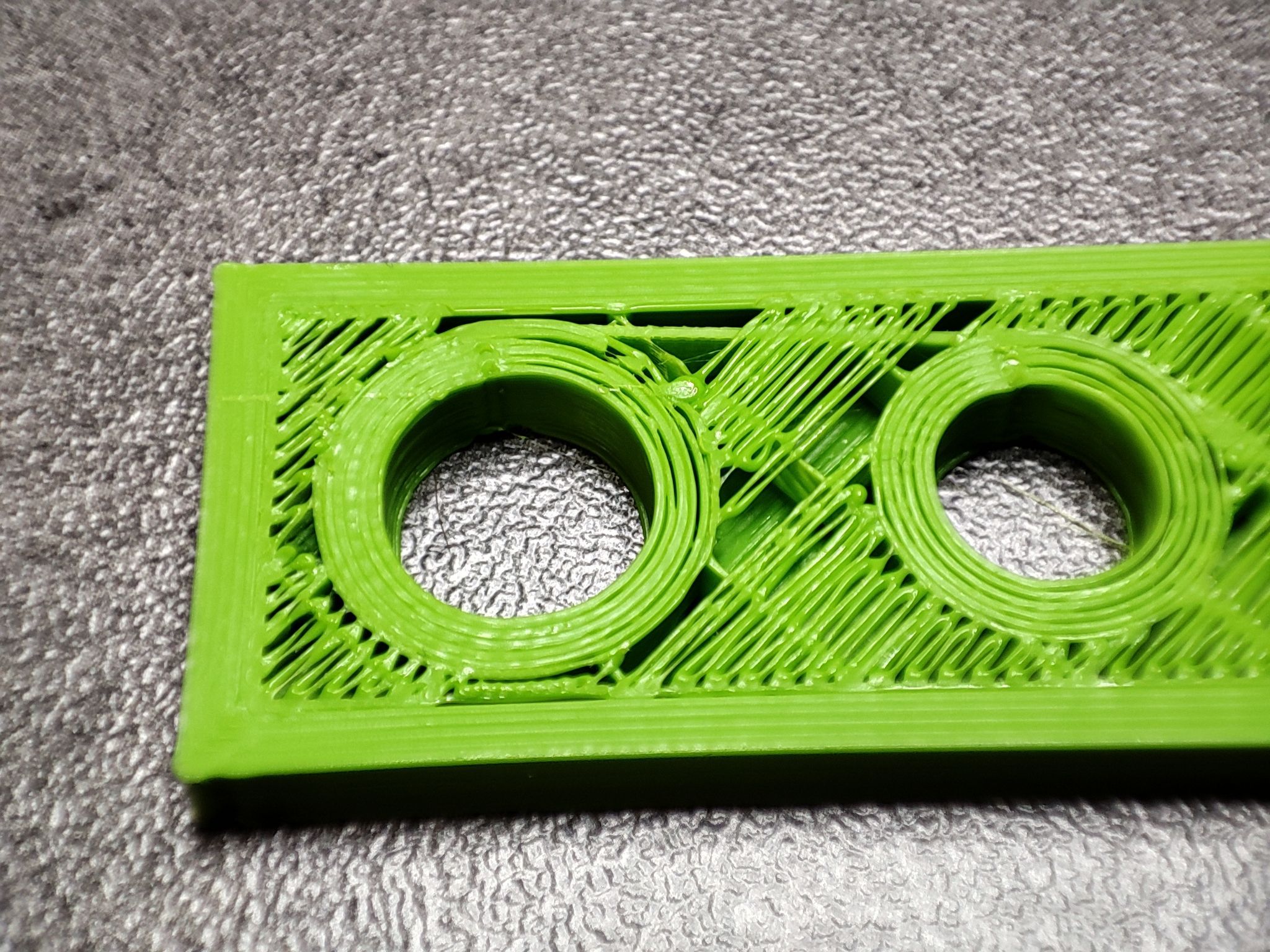
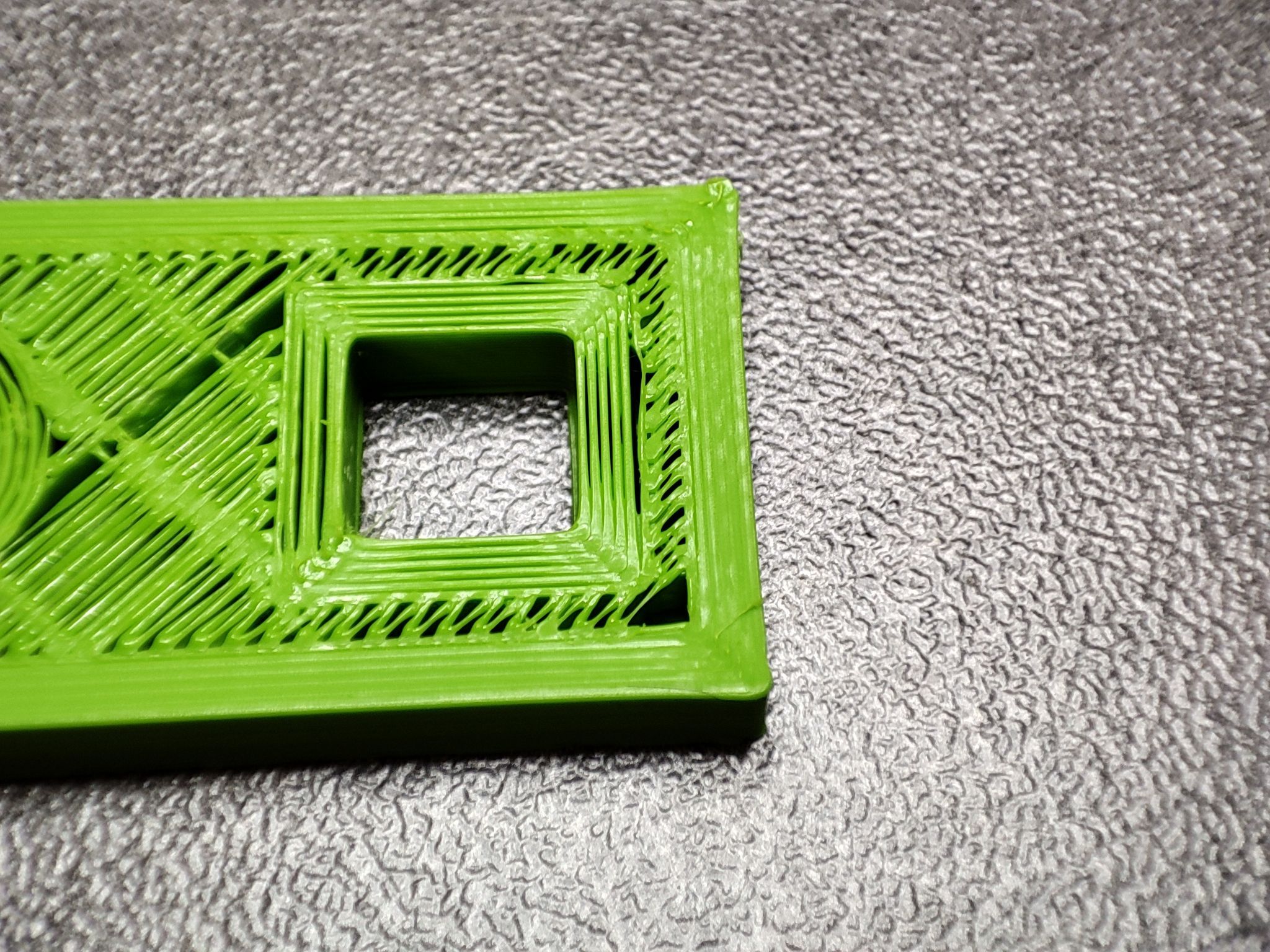
Hello, Oui le café est meilleur à la maison .. mais en solo ... J'ai donc : - Réinstallé Octoprint last version (Gros bon de 4-5 niveau ) -Configuré avec les conseils de @pommeverte la Tenlog (Copie des fichiers ...) Et j'obtiens de bon résultats !!! je remet le Avant/Après Là ou je suis moins propre : la première couche bave toujours car j'ai 60.2 et 20.2 l'objet fait 59.8x19.7 au lieu de 60x20. le trou carré fait 5.7x5.8 au lieu de 6x6 le trou rond 5.7 au lieu de 6 le grand rond 7.7 au lieu de 8 Merci pour votre Aide à tous !!! Tenlog-03042022.html



-
Hello !! Je suis au bureau today (vive la fin du Télétravail ..... ) je testerais les paramètres ce soir ou demains matin certainement ...
-
je ne me souviens plus bien mais en clair Cura refusé de lire le fichier .... il était corrompu ... un truc comme ça certaines (derrière mon dos) en rigole encore de ta remarque Non bien su je n'ais pris que les trous rond .... gnagnagna !!! Je vais désinstaller tous ça et repartir sur de bonne base pour faire un test POur cette partie là .... - en fait j'ai testé déjà 3 fils (marque différente) et même soucis - bien sur a chaque nouveau fil je fais des tests d'impression et je note même à la dymo les paramètre sur la bobine pour tout dire (Température.... ) - pour le débit si j'avais un soucis, je l'aurais de partout !! le soucis chez moi est vraiment coté parois interne ..... merci à vous (pour l'achat d'une nouvelle imprimante .... c'est plus une cnc/laser Co2 qui me tente ) PS : oui c'est bien des 0.4 .. pas de soucis la dessus ... j'en ai d'autre en stock mais idem ... le pb est trop particulier et pas général .... je passerais bien aux têtes Titan .... bientôt peut être
-
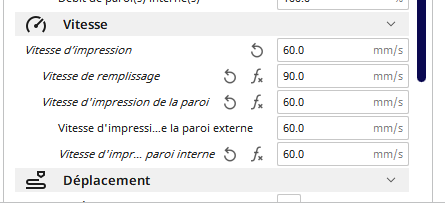
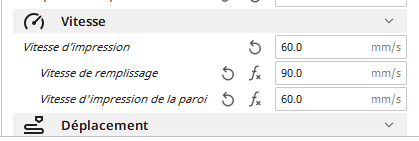
Déjà Merci pour ton Implication !! et je dois pas être doué mais quand j'ai essayé .... POuf Tout cassé ... je vais donc ressuivre ton exemple Oui je confirme avoir lu une news comme ça ... c'est pour ça que je comprends pas le 120 dans mes paramètres, je n'aurais jamais tenté J'avoue que c'est une solution que j'avais envisagé ... entre d'autre (Simplify qui est soit disant plus rapide ...) Le 'bug' intellectuels que j'ai eu avec Idéa c'est la conception des Filament/extrudeurs ... le changement de température/Fil n'est pas aussi intuitif à mon sens ... Voici les derniers tests ... Avec vitesse 60 .. puis modification de l'overlaps .... Oui oui ... c'est bien 3 impressions différentes merci a tous pour votre aide ... !!!


-
OK, et bien vu le 120 !!! je l'ai remis à 60 !! test en cours ... Pour info je me rappel pas avoir touché ce paramètre et encore moins l'idée de le mettre à 120( je crois d'ailleurs que pour les TL-D3 j'ai lu que 80mm était le maxi recommandé) PS : C'est pas ma faute les 8 extrudeurs ... dés que j'ai le temps je regarde comment purger ce Json Non je collectionne pas les comptes .. je me demande même pourquoi ce compte existe (il était à 0 message) Je collectionne les emmerde avec Cura aussi si on va par là
-
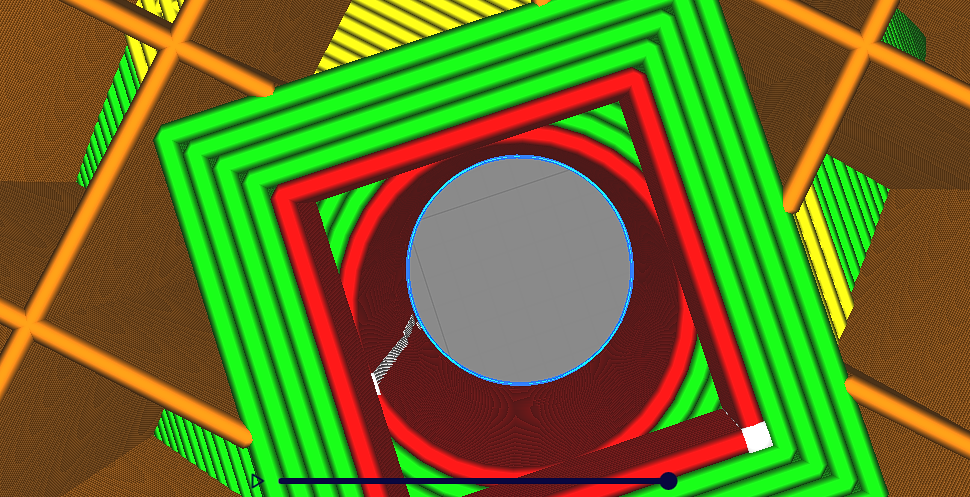
Alors Non elle ce déroule bien car elle est sur Roulement >> Modéle Thingiverse ici << je ne retrouve pas ces paramètres dans CURA .... est-ce de ça dont tu parles : CFFFP_Corps1.gcode
-
Test avec ancienne version => identique Test avec une forme et 2 façon de faire les trous (un croquis extruder avec les trou rond de 6 et carré de 6 + un trou fait dans l'objet rond de 8 ) Ce qui est 'Bizarre' ... c'est que la couche d'accroche est propre elle Firmware tenlog de base => j'imprime via octoprint et pas de modification faite niveau vitesse d'impression ... si j'avais un soucis on verrai ça sur les bords ... non ? PS : cette piece est imprimée anqle gauche supérieure et je remarque une partie 'propre....' j'aurai pas simplement un soucis de tension de la courroie ? Corps test.stl
-
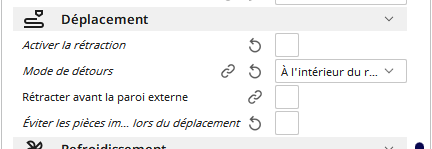
Merci de votre aide (et pour infos, ça me fait pas de mal de re-check tous ça avec vous car j'ai peut être raté une étape) Pour le sclicer : Oui c'est du custom d'imprimante (@PPac : je suis partant pour t'aider à le refaire car c'est vrai qu'il est pas top celui de Tenlog ... c'est leur gros défaut) quand je Slice je vérifie mes couches et là : le bord et l'intérieure sont OK Maintenant, il est vrai que j'ai déjà imprimé des pièces dans le même style mais avec un autre CURA ... et je n'ai pas eu ce soucis ... je suis en cura 4.13.1 pour le retract il n'est pas activé (mais je prends note de la valeur) ce sont des pièces faite à partir de Fusion 360 .... des croquis étendu à chaque fois car pas de trou déjà prévu de cette forme par l'éditeur ..
-
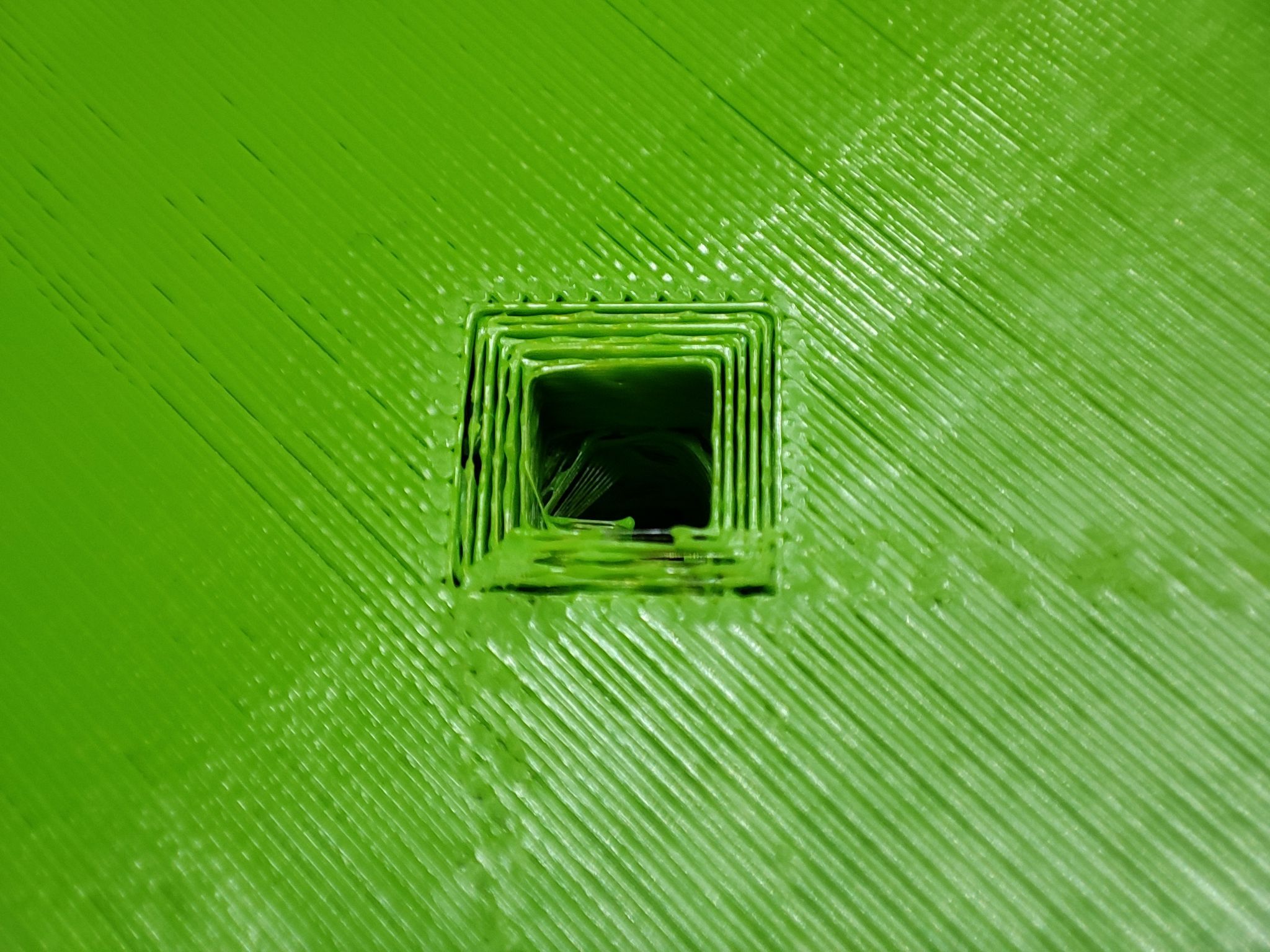
TEnlog3d.html Voici le fichier .. et effectivement il y a des paramètres qui ne correspondent pas .... Merci à vous de m'aider à comprendre (et corriger mon erreur car je pense que c'est moi et ma config qui sommes à l'origine de ça ..) et je compte 6 passages ......

-
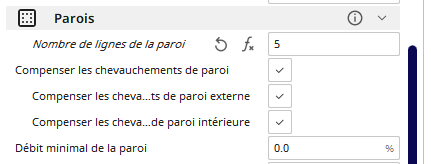
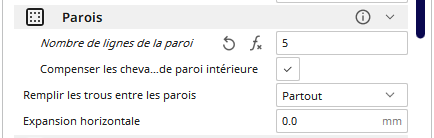
Bonjour et merci pour cette réponse, Le nombre de couche est lui aussi modifié justement. Quand tu dis : Augmenter le nombre de parois et laisser la largeur à 0.4, C'est que je pense mal avoir expliquer (et en me relisant effectivement ce n'est pas clair) J'ai effectivement modifier dans cura le nombre de passage ce qui fonctionne bien en externe ... mais pas en interne (J'ai le même soucis avec des trous rond .....)
-
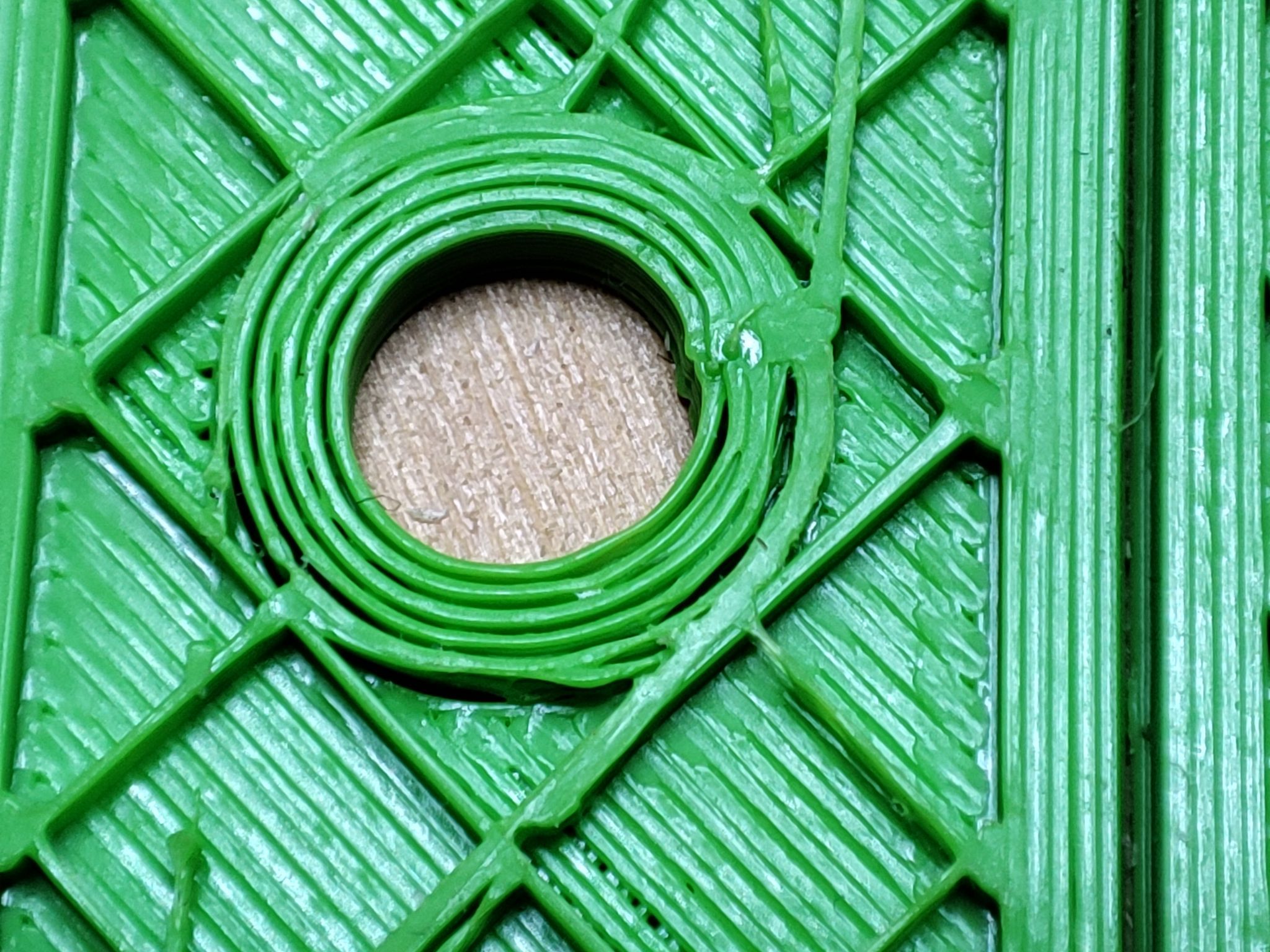
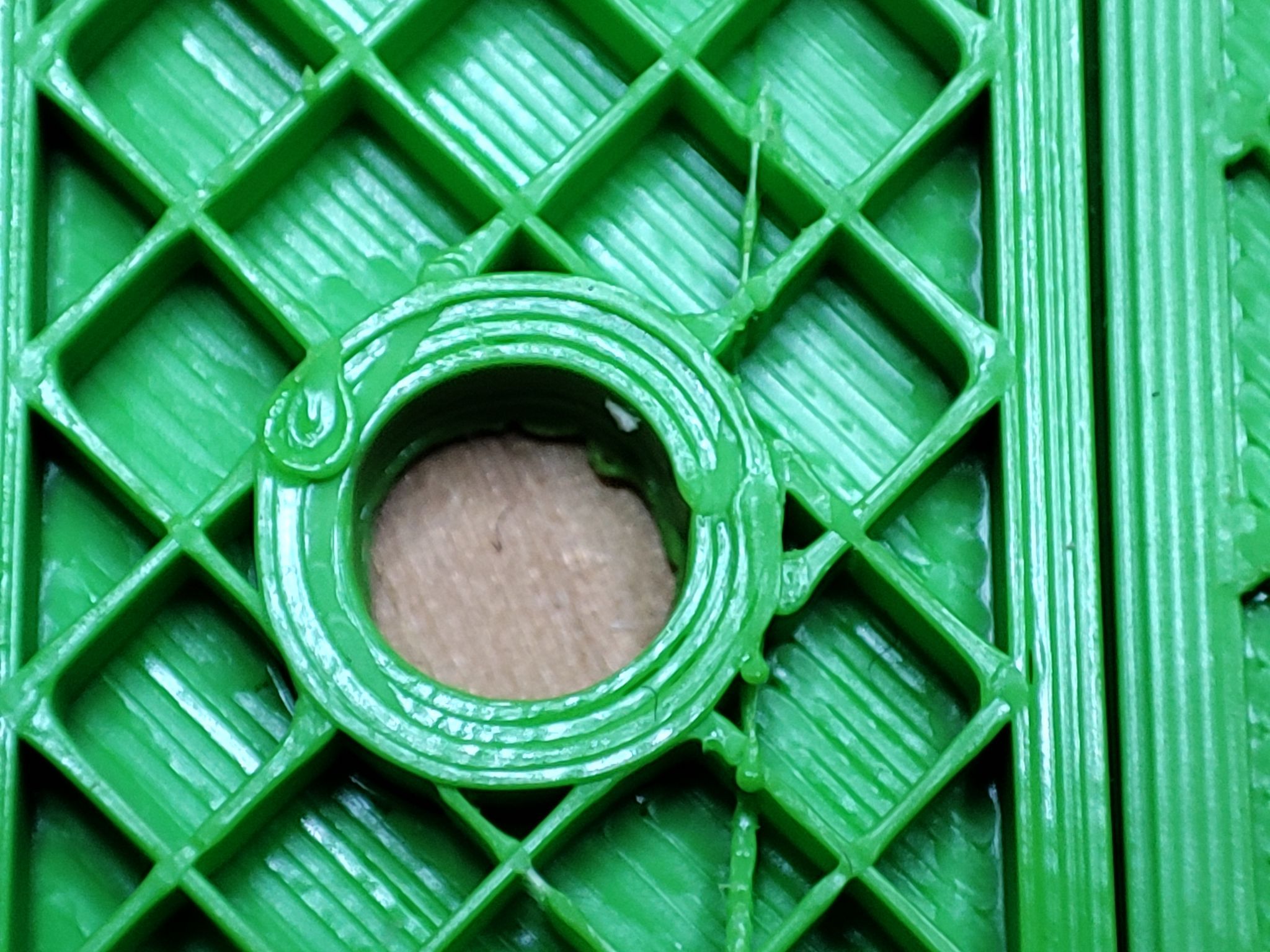
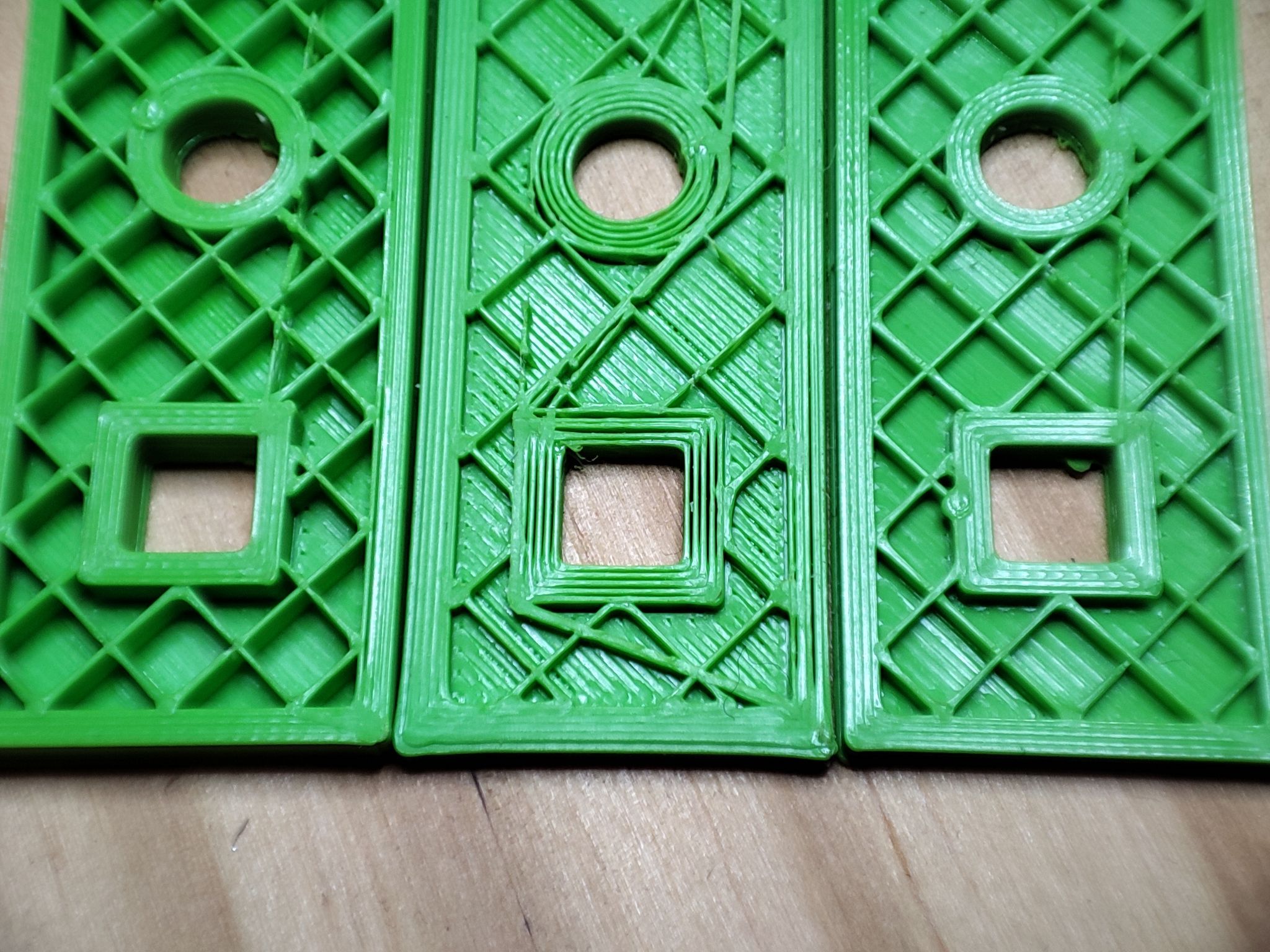
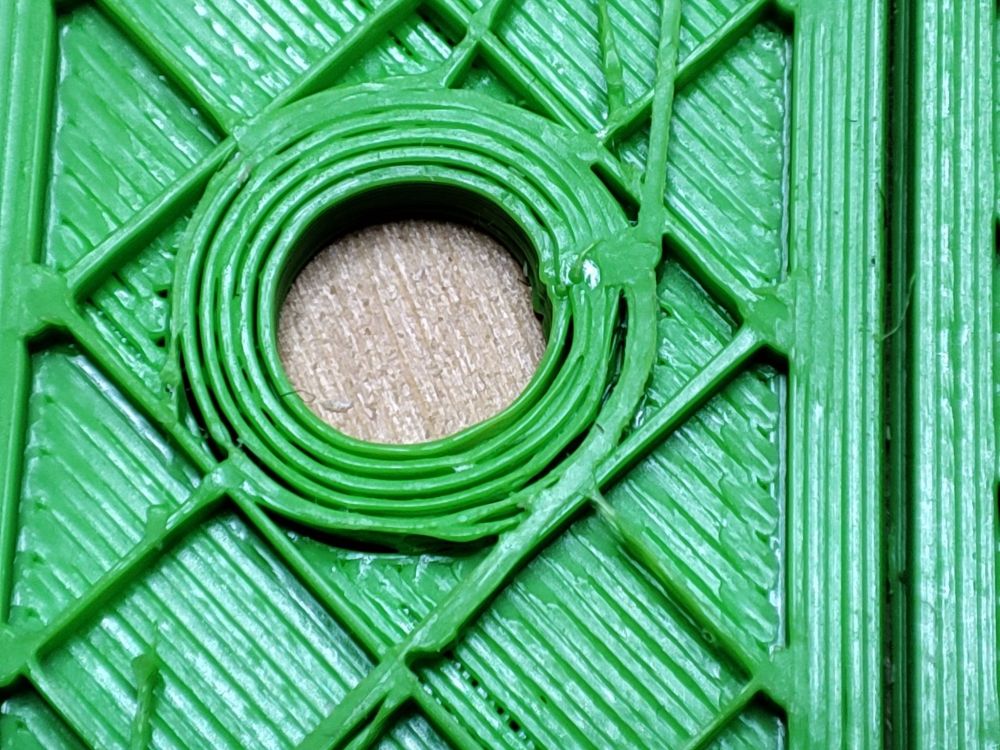
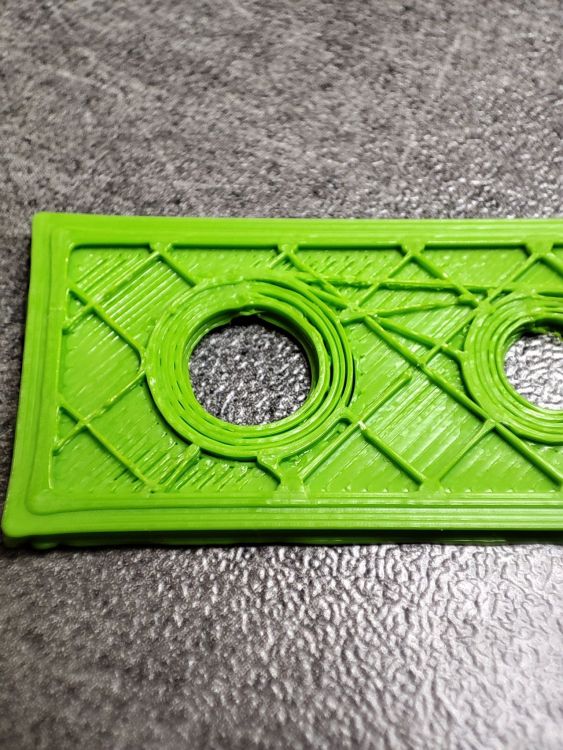
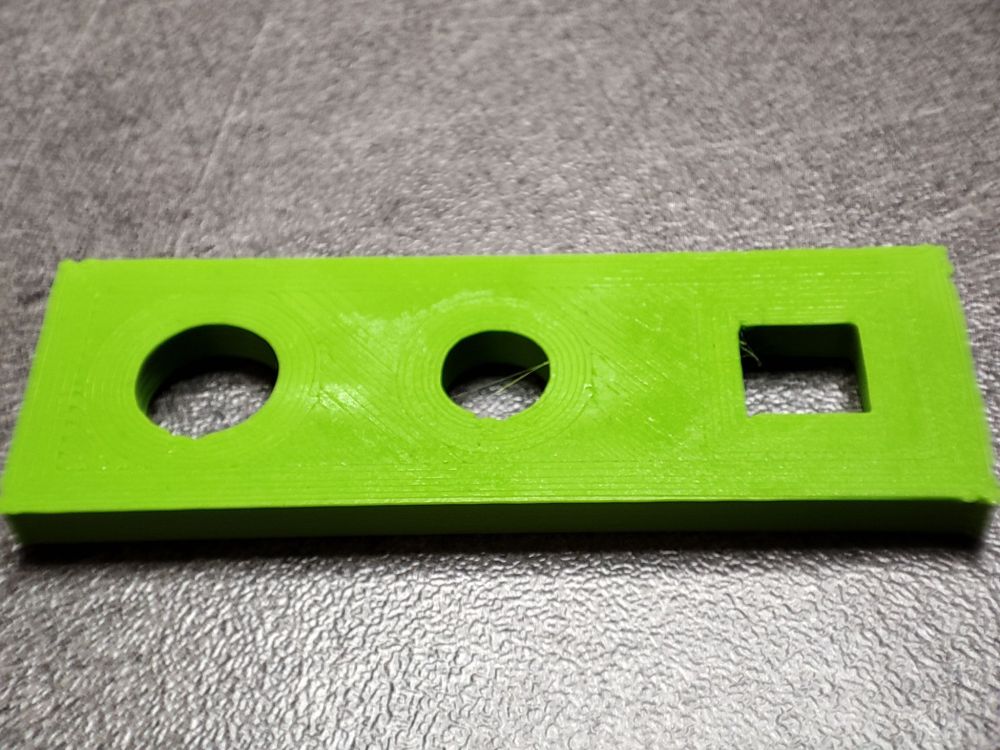
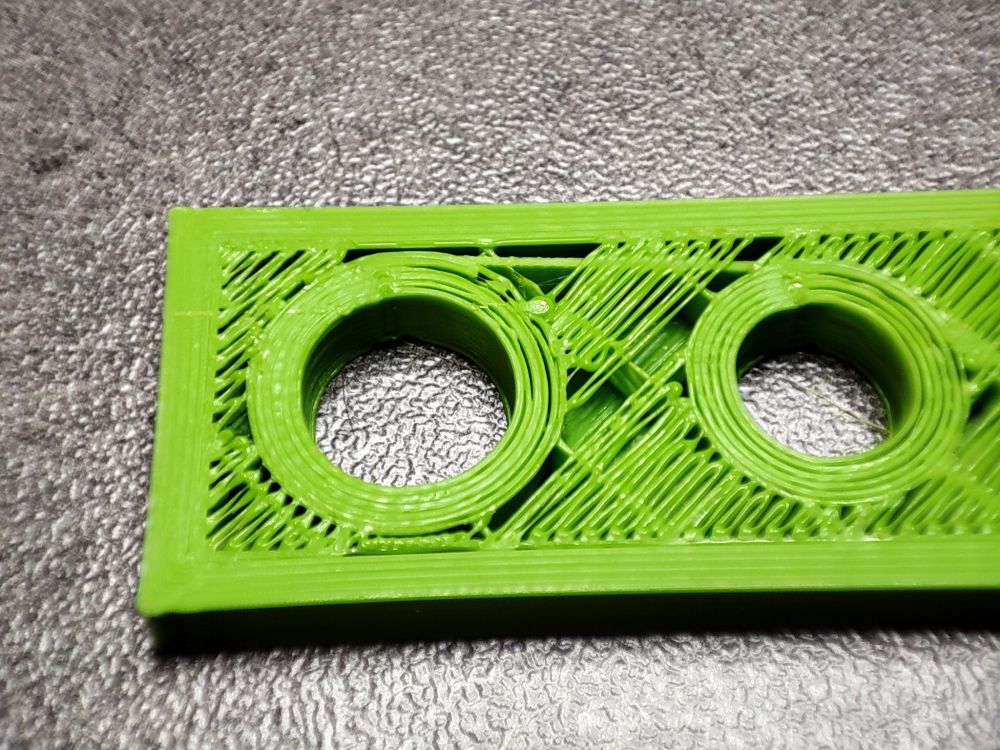
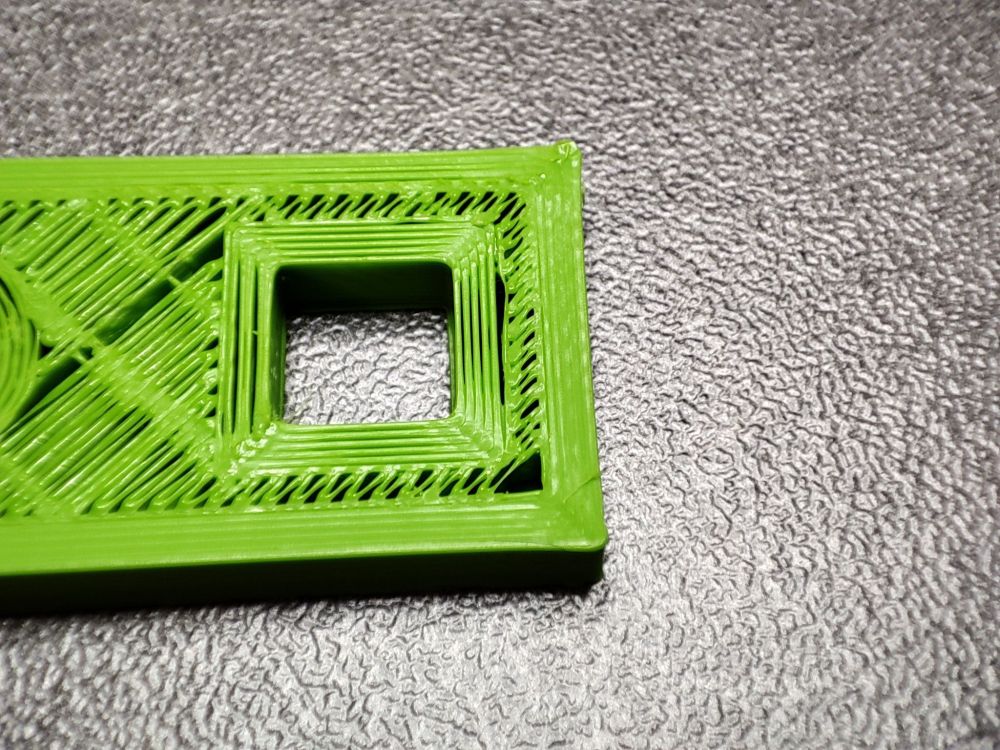
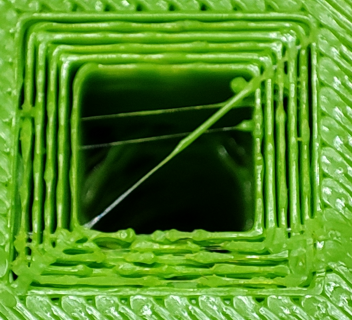
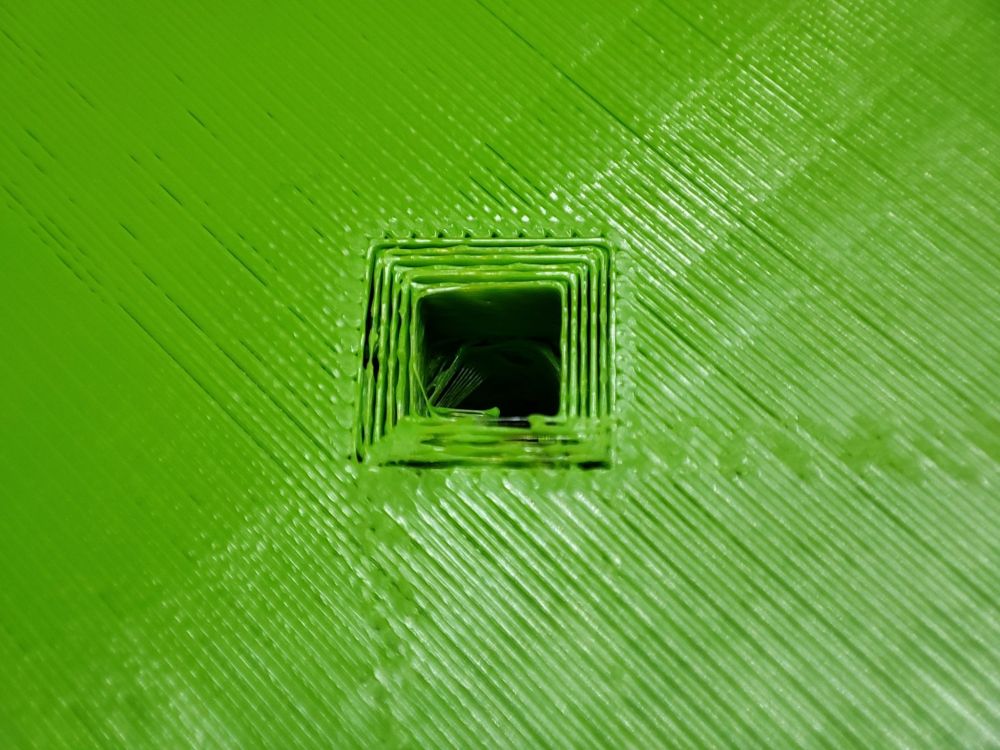
Bonjour à tous (depuis le temps que je ne suis pas venu ...) Je travaille actuellement sur plusieurs projet d'impressions - Sauvetage d'un Lanceur de motoculteur vieux de 30 ans : OK -Sauvetage d'une machine à chipolatas encore plus vielle : OK (elle est Lourde !!!!!!! ) PLA alimentaire OK - Support Joystick/Gaz : In progress - selle de balançoire : In progress Le tout avec Fusion 360 et Cura .... Par contre je rencontre un 'bug dans la matrice' ... Pour rendre plus solide mes créations, je modifie la largeur de parois ... ce qui fonctionne bien en extérieure .... mais pas en intérieure comme le montre les 2 dernières photos ..... Le trou Carré ne résiste pas et la vis tourne dedans ... ce n'est hélas pas les seules impressions ou j'ai eu ce soucis. Mais d'où viens le problème .... Cura .... Fusion360 ... tenlog (sur ce point j'ai de gros doutes) ???? => ça le fais sur plusieurs PLA différent ....... si vous avez une piste pour moi je preneur !!! merci d'avance !



-
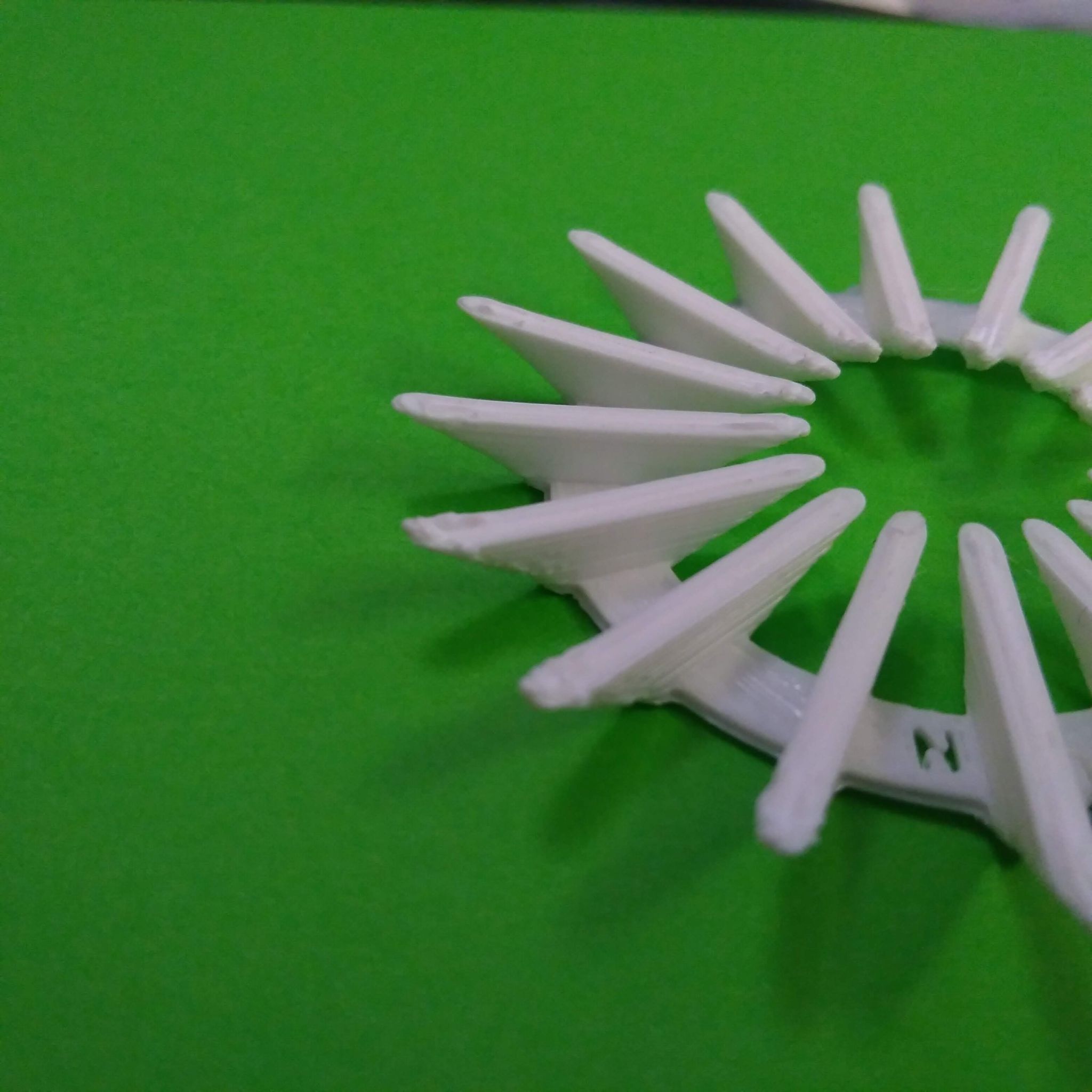
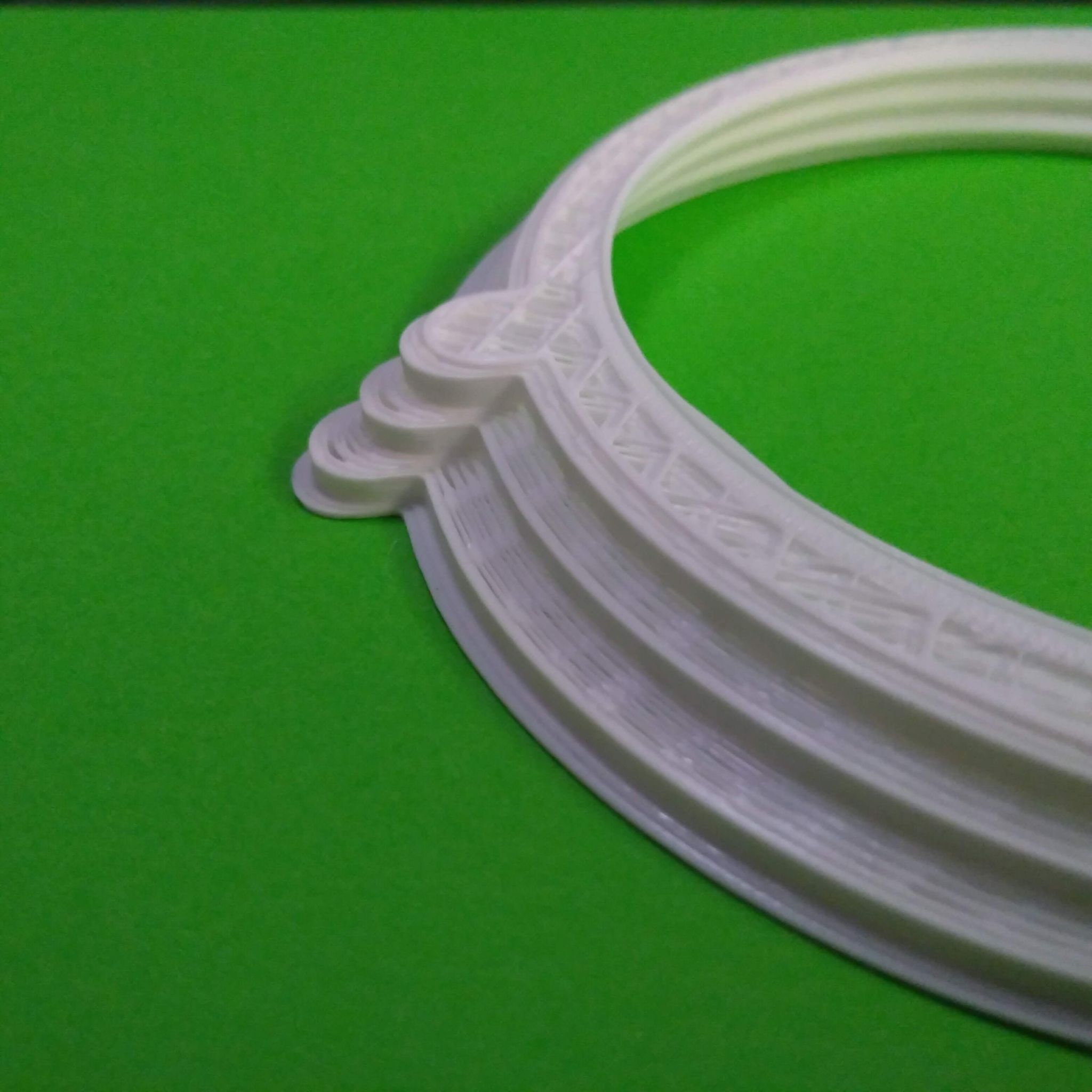
je viens d'imprimer 8 pièces (le grand écrous blanc) diamètre de filetage 95mm Et pas un seul soucis avec ce nouveau réglage et pas de grincement non plus ... alors que j'ai rien touché de plus ... donc je continu comme ça evc ce fil et je vais pouvoir lancer l'impression plus longue dés que mon projet est finalisé Merci de votre aide ça ma permis de réfléchir sur le sujet PS : Je vais revenir avec une question config Idéamaker plus tard ... mais chutttttt )
-
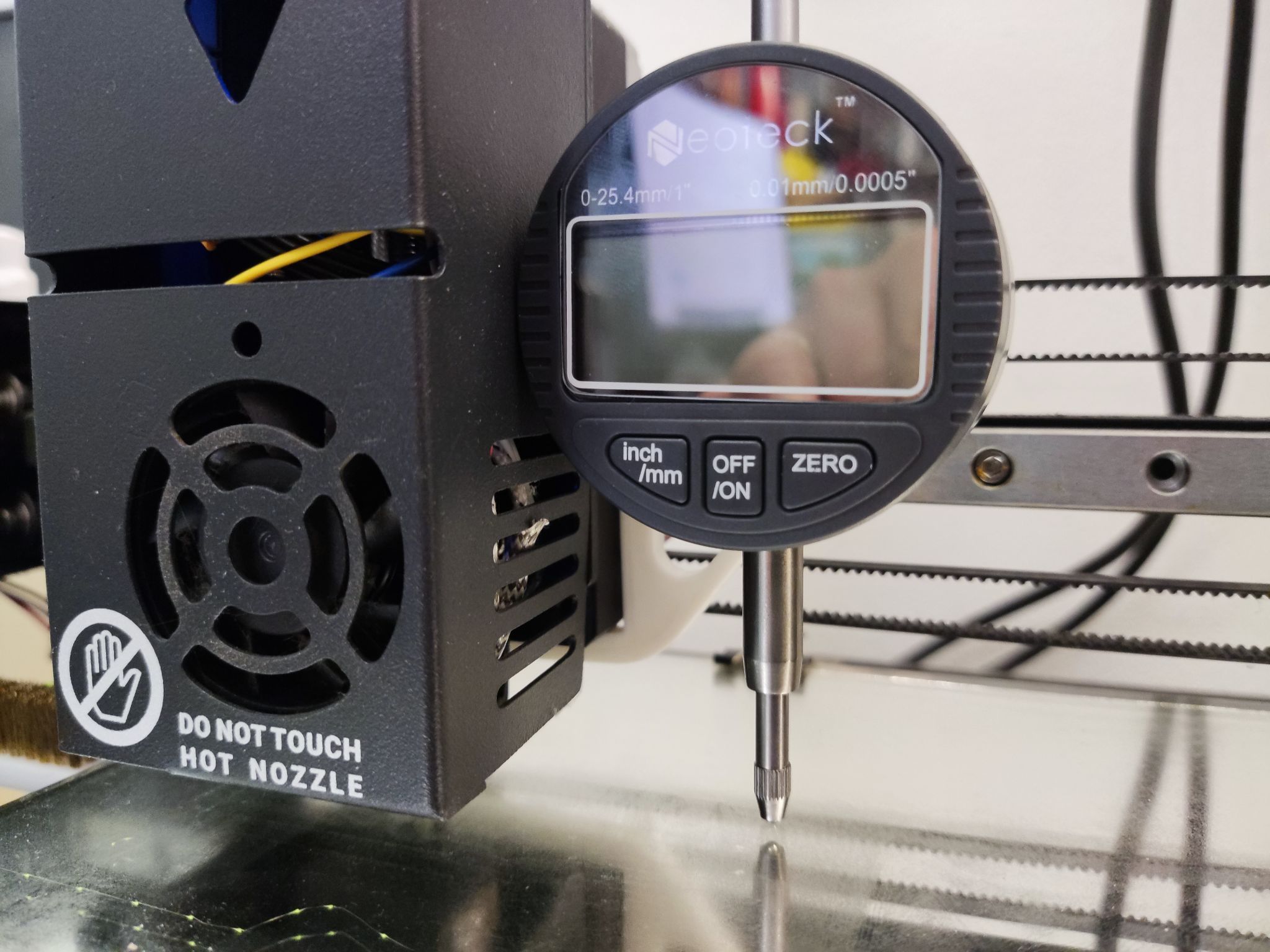
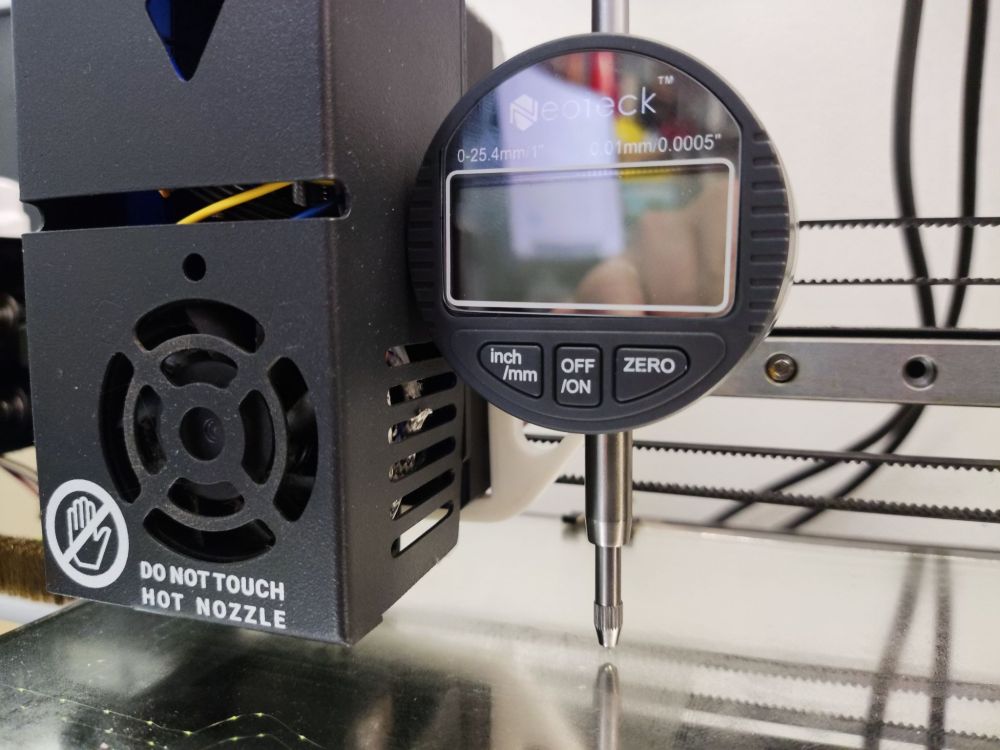
Alors, J'ai mis de l'huile silicone sur mes rails pour le Y (j'ai pris l'option rail de Studio39) et pour le moment j'ai regarder la tension et je ne ressent pas de point de blocage sur le glissement ... la tension me semble correcte .... Pour le nettoyage, j'ai des soucis avec l'axe X qui Grignote gentiment la courroie (Il faut que j'en regarde de meilleur qualité)et donc pour celle là je nettoie mais je n'ai rien fait pour l'axe Y. Pour la vitesse je suis à 60 mm/s (je suis déjà monté à 150 avec d'autres PLA .. sans soucis ) ça arrive vraiment depuis peut ... Je vais refaire un tour sur la tension .. mais là je viens de tester la même grande pièce Ronde .... avec un réglage en plus (Décalage en Z lors de la rétractation) je pense donc que j'ai un soucis d'épaisseur avec mon fil ....
-
Voici mes derniers prints .....J'ai plusieurs soucis et je ne sais pas par lequel commencer ... a part virer ce Fil PLA .... si j'analyse j'ai ,a prioris, un soucis de refroidissement de la tête ... overhang et curling ....