michastro
-
Compteur de contenus
44 -
Inscrit(e) le
-
Dernière visite
Récompenses de michastro
")





-
C'est ce que je crains, comme le lissage est très très long (10min environ), la chaleur doir remonter. Je ne vois pas comment faire. C'est avec du PLA à 220°.
-
Le lissage est magnifique, mais les couches au-dessus ne s'imprime plus.
-
Oui!!
-
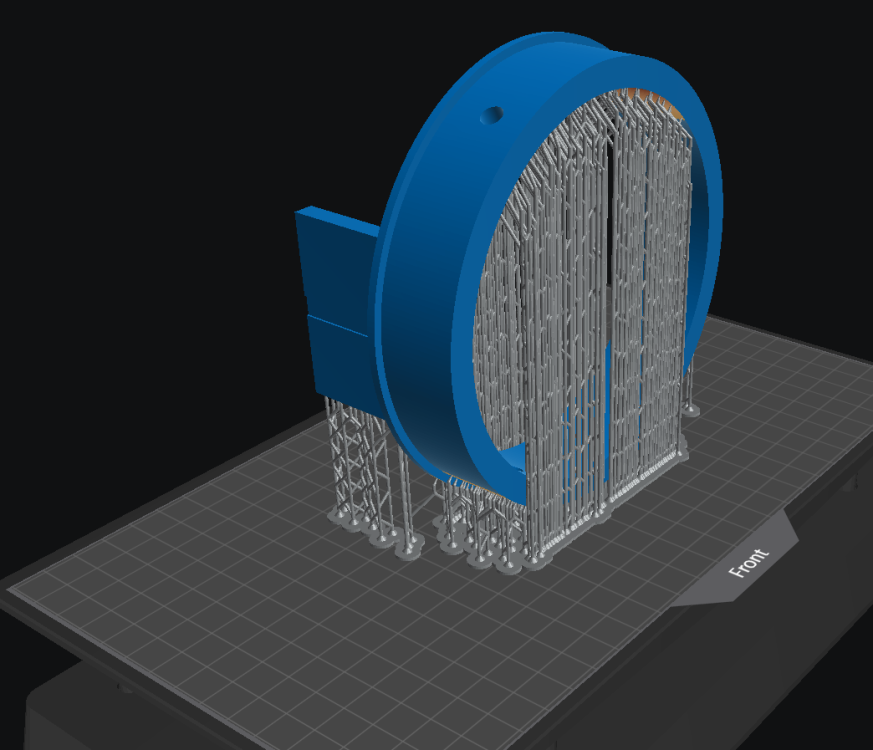
Bonjour, J'ai une sorte de couvercle de 100mm sde diamètre. Le lissage est activé. Quand il a fini le lissage et qu'il attaque les parois, ma Bambulab P1S n'imprime plus, le filament est bloqué dans la tête. Si je vire le lissage, je n'ai pas cela. Merci de vos avis Michel
-
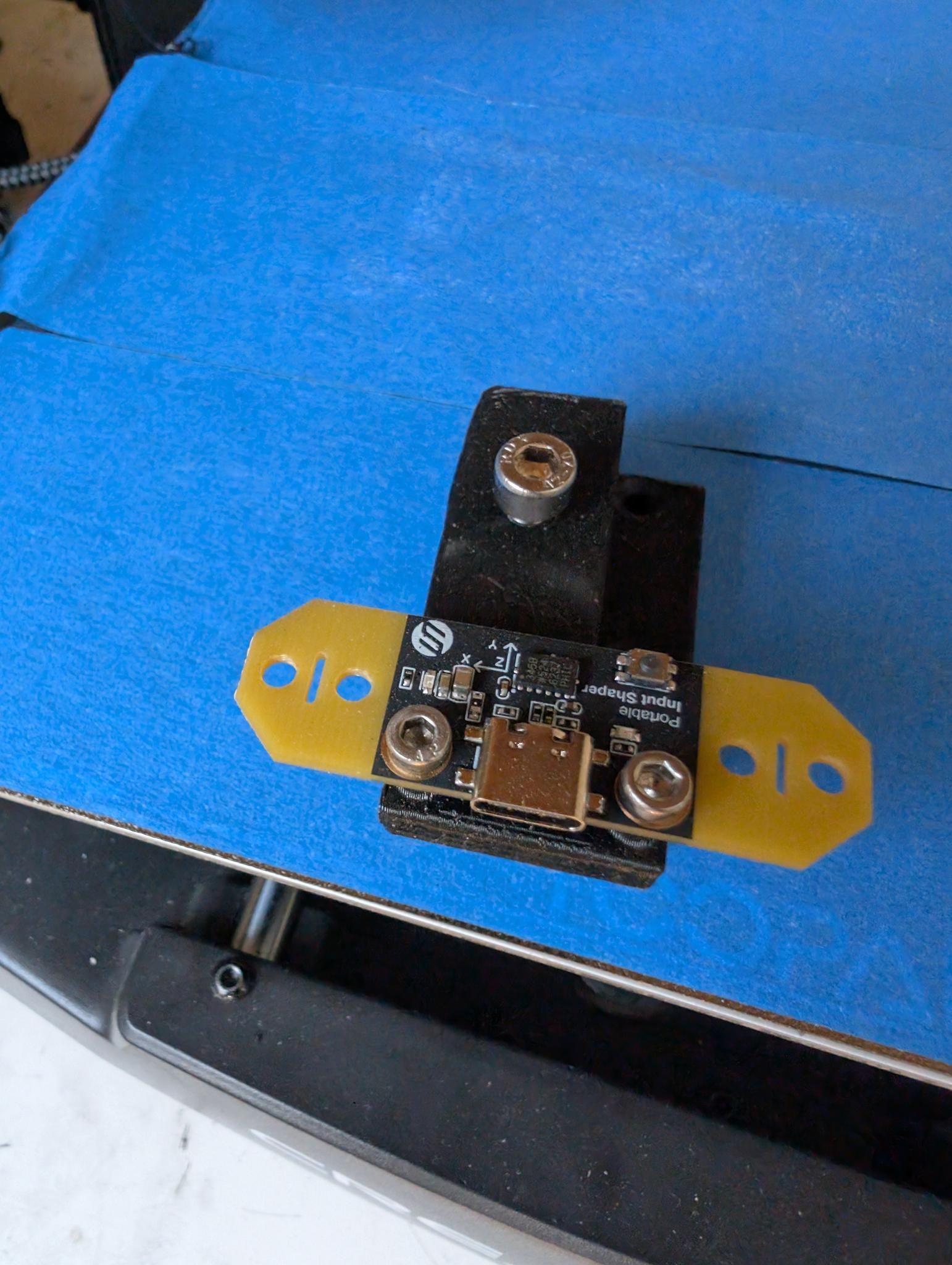
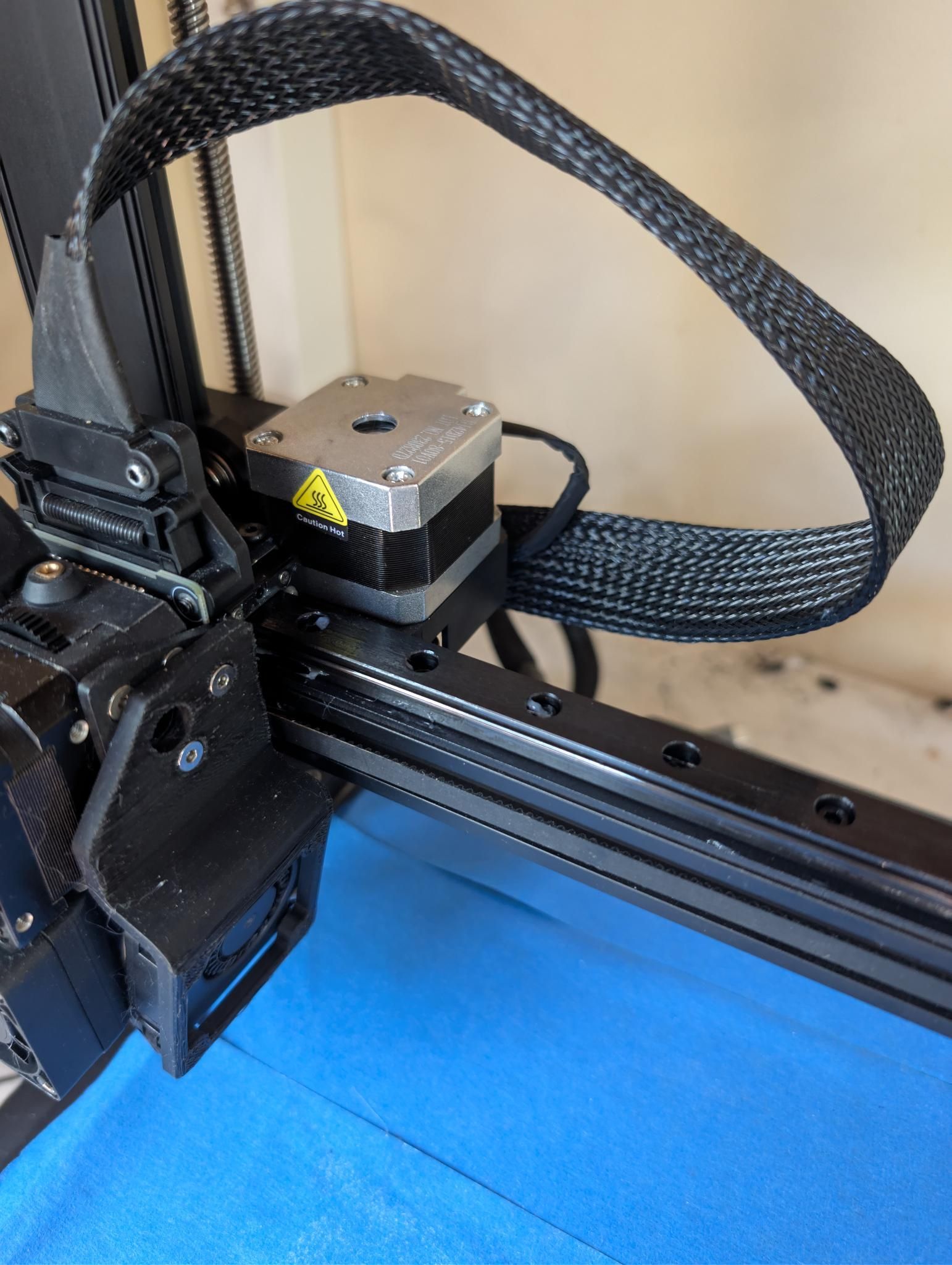
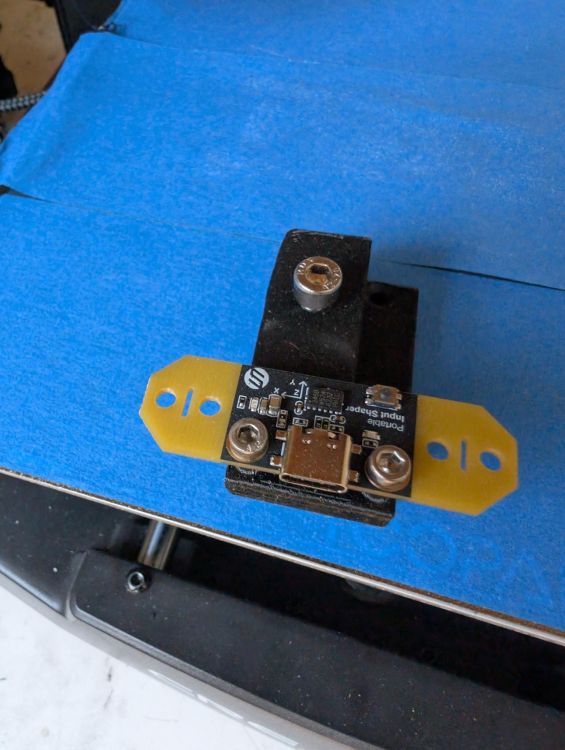
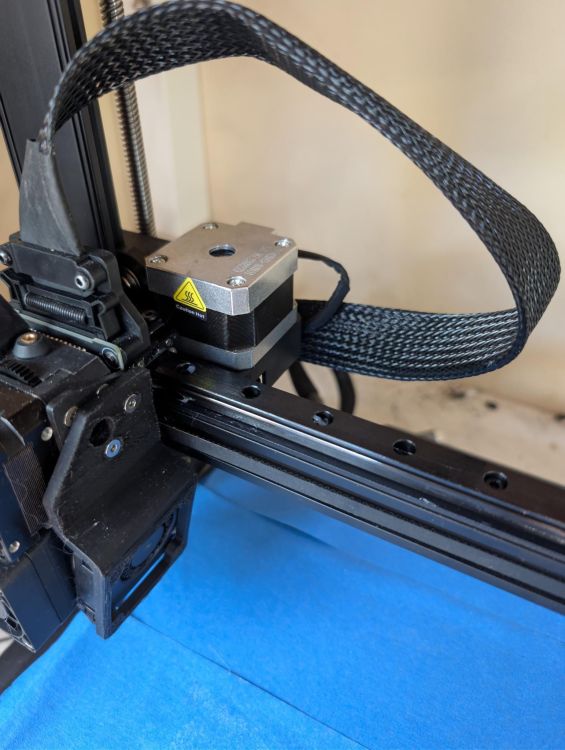
Imprimante CrealityEnder 3 V3 SE avec beaucoup de modifications. D'abord un caisson autour de l'imprimante. Pour améliorer la qualité, un rail de guidage à billes sur l'axe x remplace le système originel. Le firmware a été remplacé pour être compatible avec Klipper. Je fourni le Raspberry PI avec écran tactile pour diriger tout cela. La tête et la buse ont été remplacées pour pouvoir imprimer du filament CF (renforcé en fibre de carbone). Une petite caméra sur le coté pour surveiller via KKlipper. Enfin un petite interface avec un ADXL 345 pour mesurer les vibrations et corriger dans Klipper. Je m'en sépare car je passe à un modèle supérieur. A prender sur place près de Fontainebleau dans le 77, je peux me déplacer un peu. Prix 250€



-
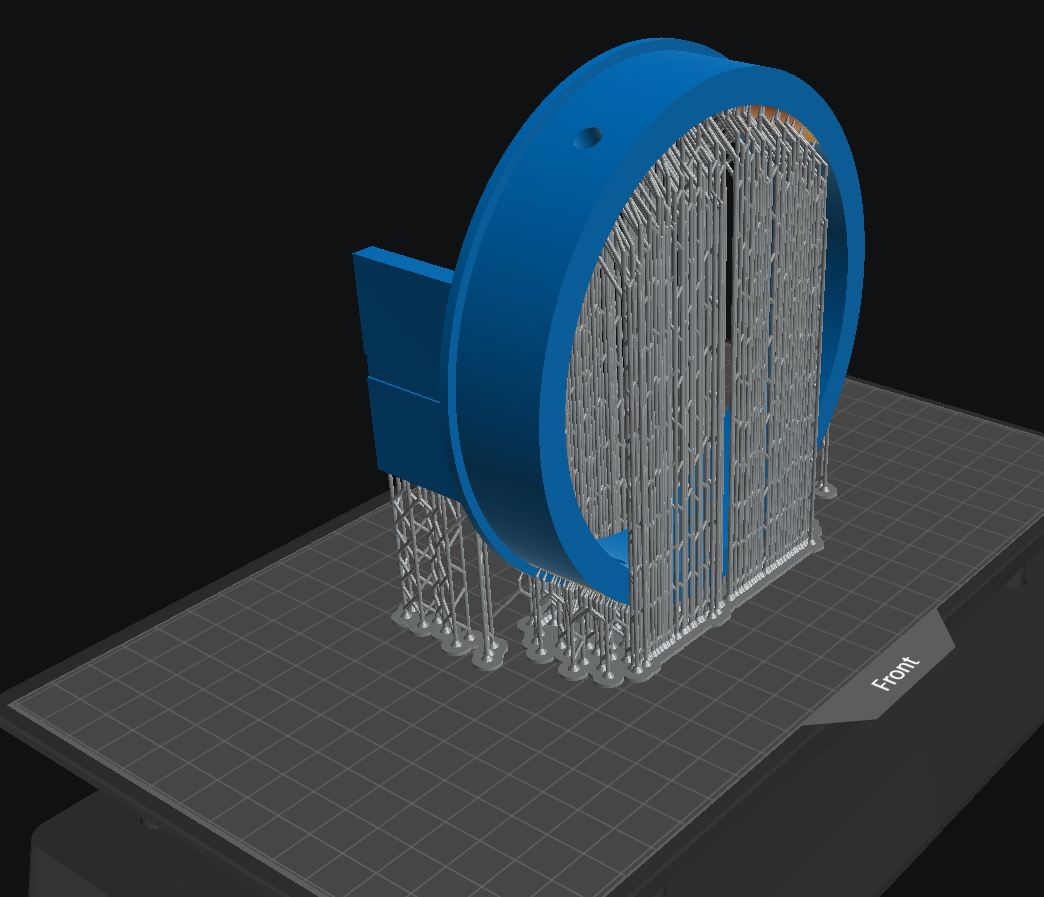
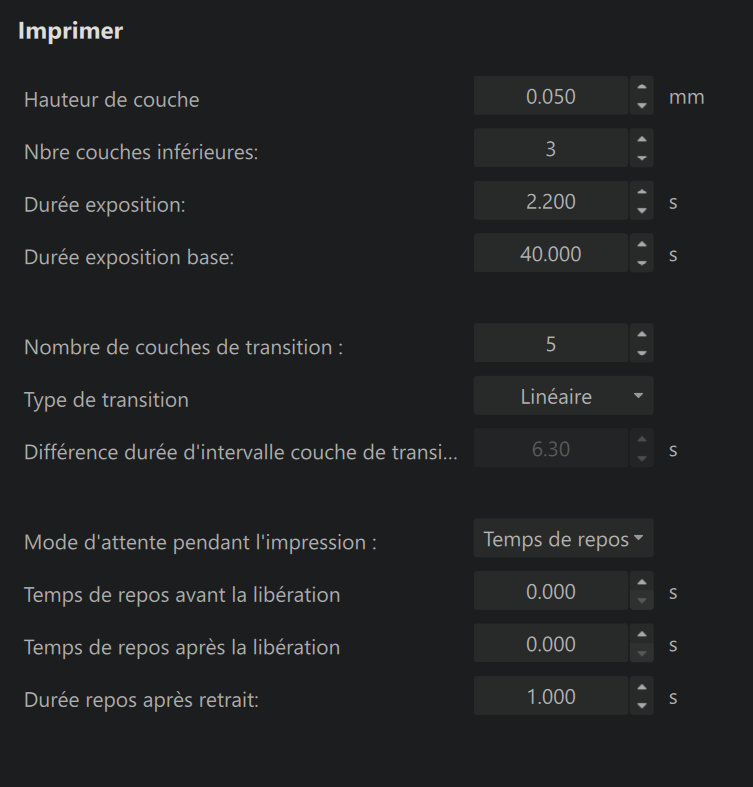
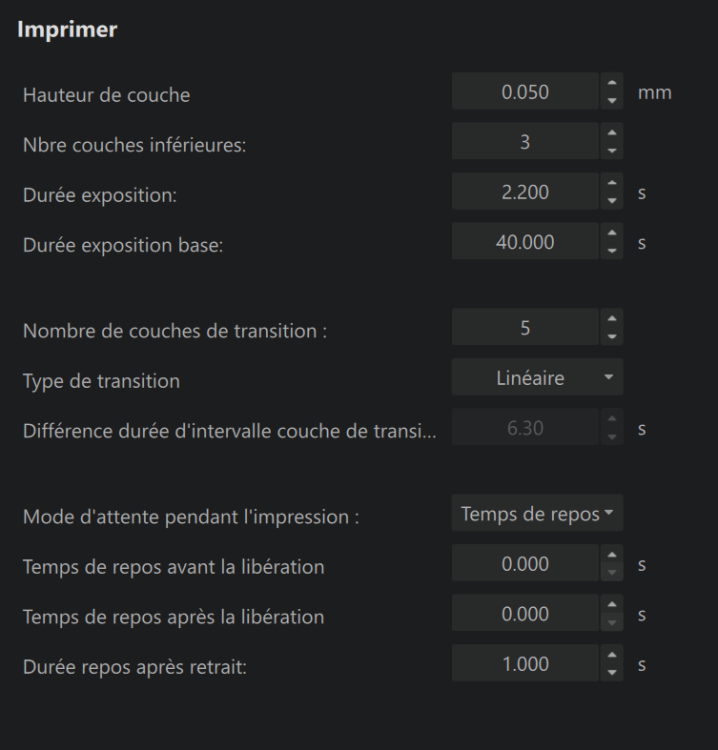
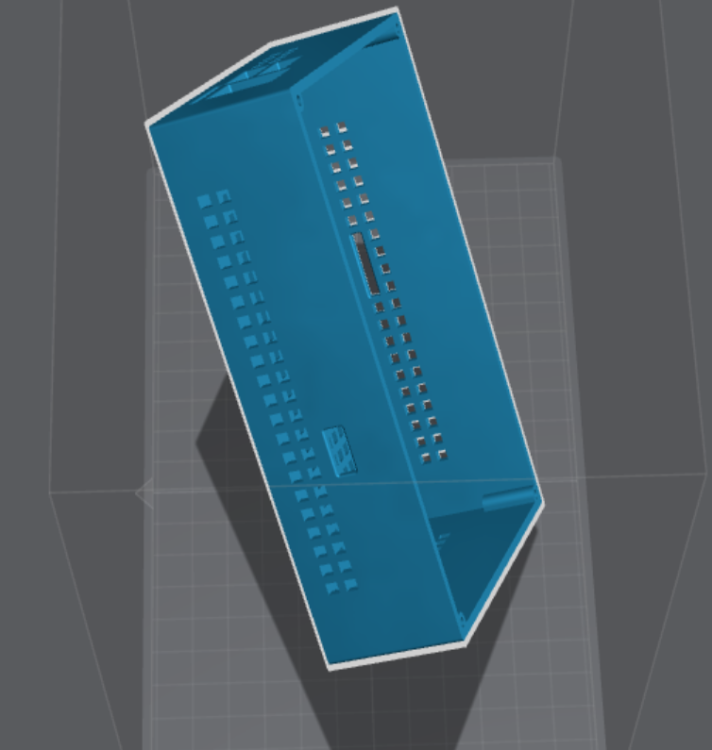
Bonjour, J'ai dessiné une pièce mécanique, les 2 premières images montre le setrup dans Chitubox. Les deux suivantes le résultat. D'abord la languette n'est pas complète, ensuite le dessous est pourri. J'oubliais, mon imprimante est une saturn 4 ultra. Merci de vos conseils. Michel


-
Défaut sur impression d'un cube
michastro en réponse au topic de Francois211 dans Entraide : Questions/Réponses sur l'impression 3D
As-tu essayé de voir avec le parametre Pressure Advance, c'est justement fait pour cela. Il y a ici un bon tuto: -
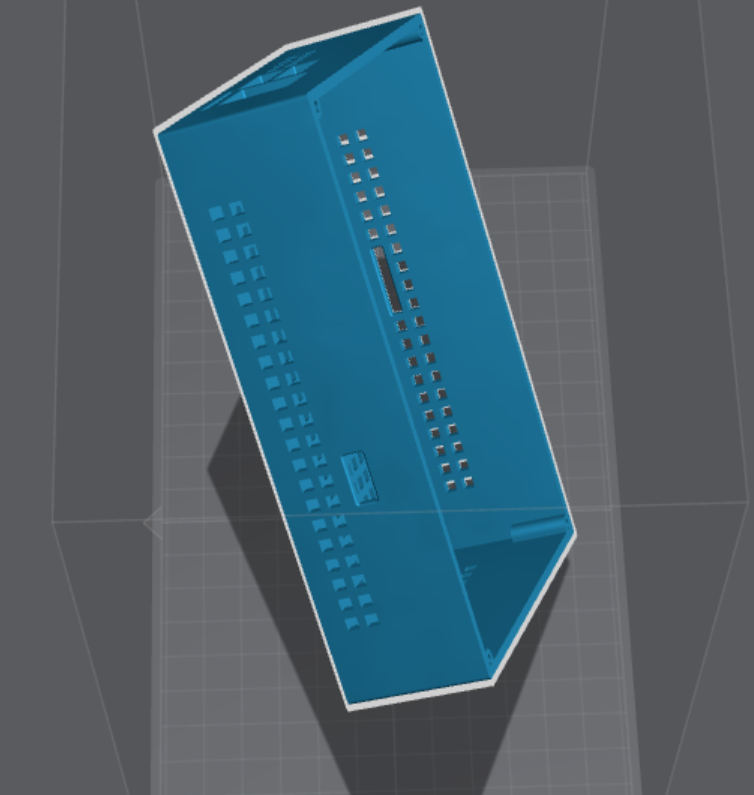
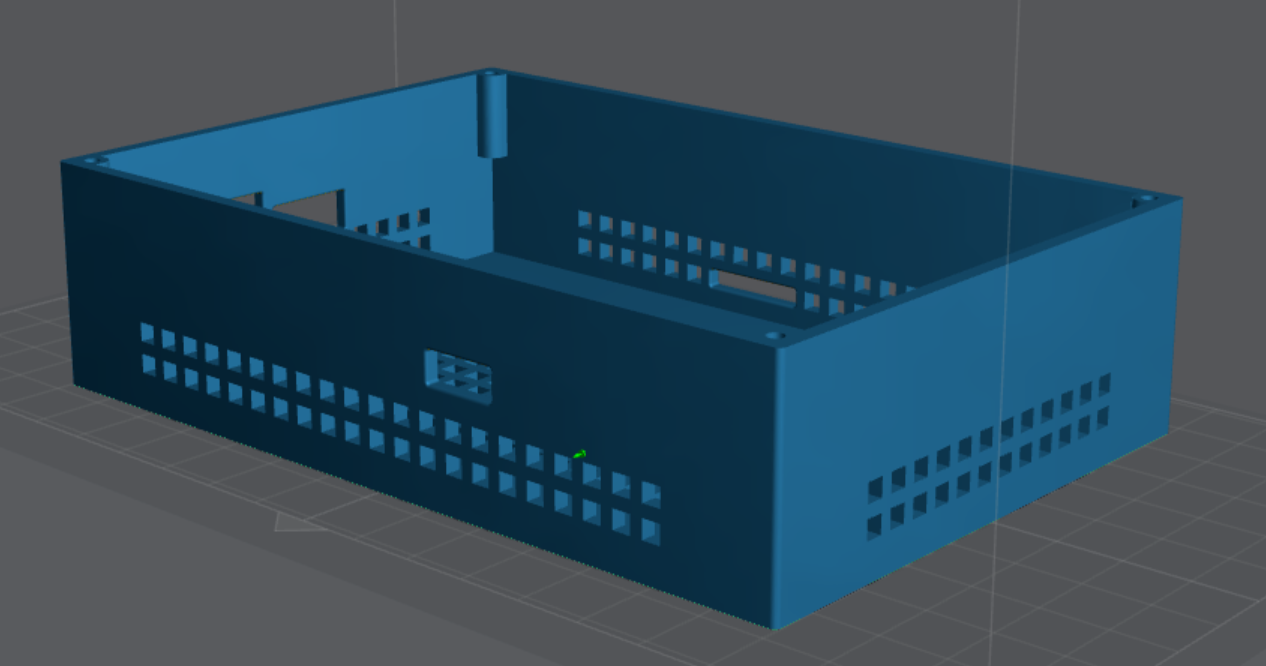
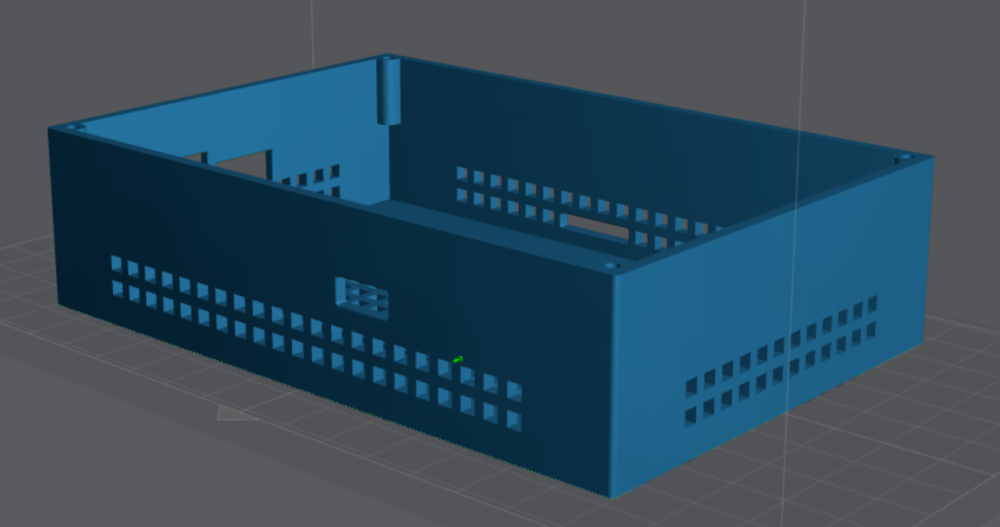
Bonjour, Si j'ai bien compris, l'orientation à plat de mon boitier pour Raspberry ne doit pas être à plat. J'ai essayé et le dessous ressemble à une sorte de peau d'orange, c'est pas grave car cela ne se voit pas, mais pour de prochaine pièces méchaniques cela sera critique. Donc il faut incliner? Le problème est que l'angle ne peut pas être optimum dans toute les directions (en fonction de la hauteur de couche et de la taille des pixels), que faut-il donc privilégier? Merci pour vos avis
-
Ondulation dans le plan horizontal
michastro a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
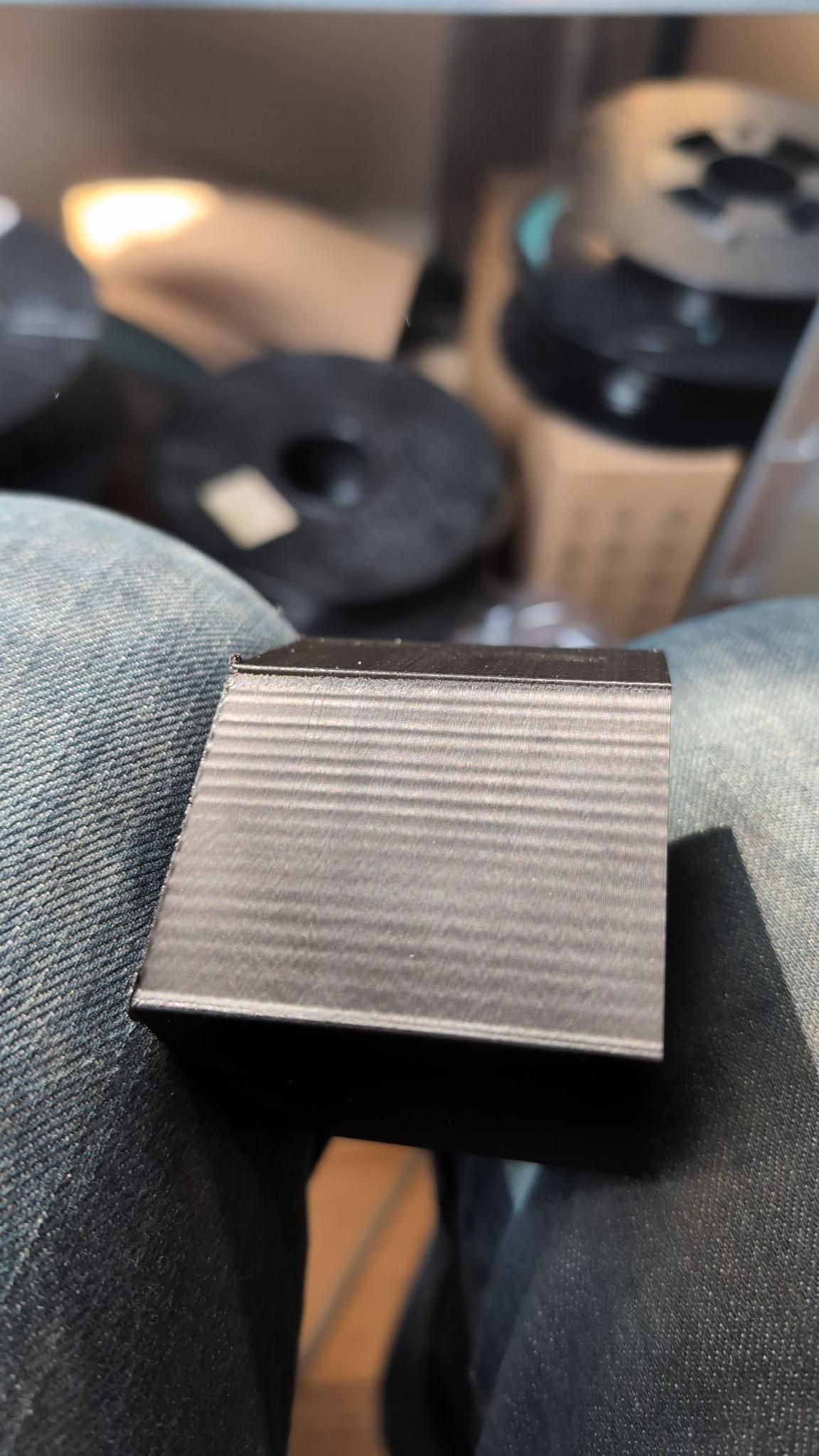
Bonjour, J'ai des ondulations dans le plan horizontal, en X et en Y. Je n'arrive pas à voir d'ou cela vient! Peut-être l'accélération trop forte (2500mm/s²), c'est pourtant ce que peut faire ma Ender 3 V3 SE. Au passage je l'ai passé sous Klipper (génial). J'utilise du PETG. Attention, sur la photo l'axe des Z est horizontal (la pièce est couchée). Merci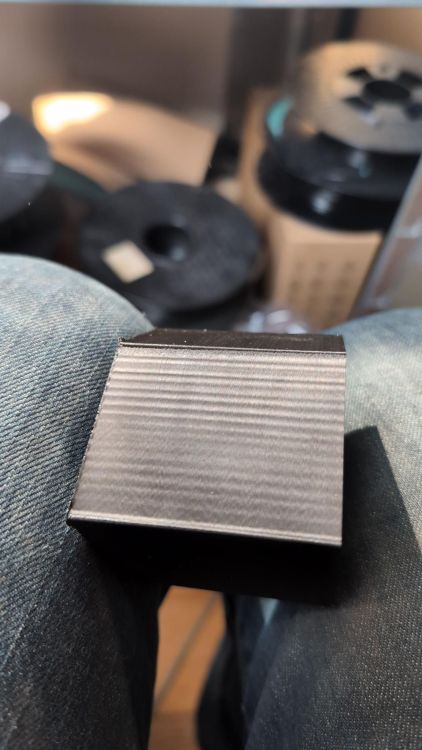
-
Dessous support de mauvaise qualité
michastro a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
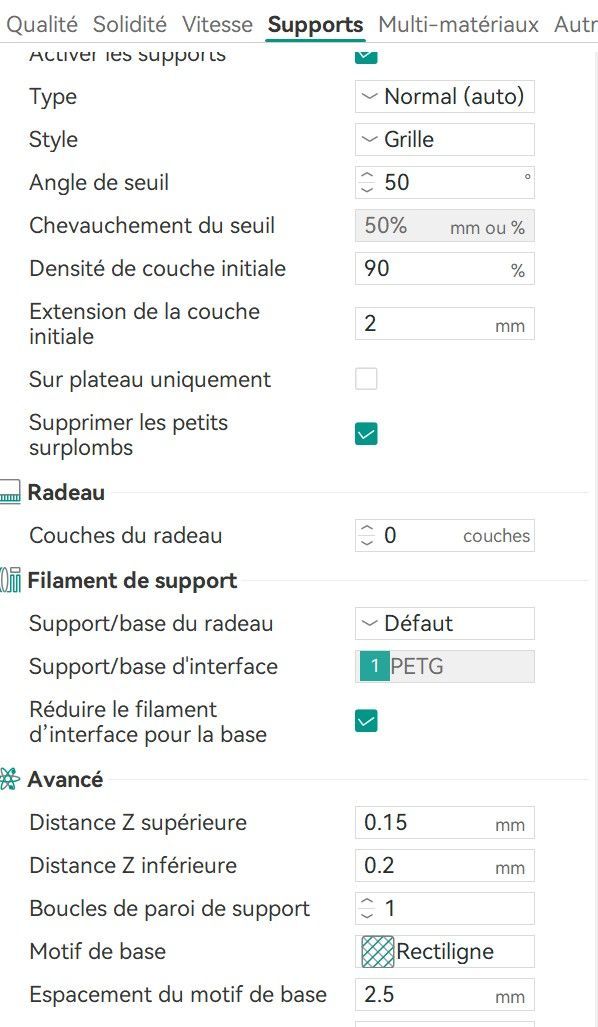
Bonjour, Je viens de passer ma Ender 3 V3 SE sous Klipper, également passage à Orca. Plein de tests et cela marche nickel sauf avec les supports. D'abord ils sont un peu difficiles à retirer, mais surtout la qualité de l'impression au-dessous est très moche. Je bosse avec du PETG (plus solide et mieux résistant à la chaleur que le PLA). Température 230°, vitesse 150 après réglages avec Klipper. On voit également que la première couche (gauche de l'image), la première couche est un peu en pattes d'éléphant. Merci de vos conseils et vive Klipper

-
D'accord, mais Klipper est tellement plus puissant que le Marlin d'origine. Bon ceci dit ça resoud pas mon problème. Je pense que cela vient de Klipper car avec Orca, c'est pareil. Bonsoir, Je suis stupide si le slicer n'appelle pas en début la macro PRINT_START of Klipper, it doesn't work. Merci de votre attention
-
J'ai pris les réglages pour la SE dans CP. Sinon, la SE peux être flashée en Klipper sans problème.
-
Bonjour, Je suis nouveau sur CP, j'utilisais Cura avant, en même temps je suis passé sous Klipper depuis peu. J'ai une ender v3 SE. Je commence à sortir des trucs propres, mais par contre avant chaque impression, le passage nettoyage de tête se fait dans le vide trop à gauche du lit!! J'ai pourtant importé les réglages de base du site de Creality. Merci de votre aide Michel
-
Pièce pour aider le travail sur Saturn 4 et Saturn 4 ultra
michastro en réponse au topic de michastro dans Les imprimantes 3D SLA
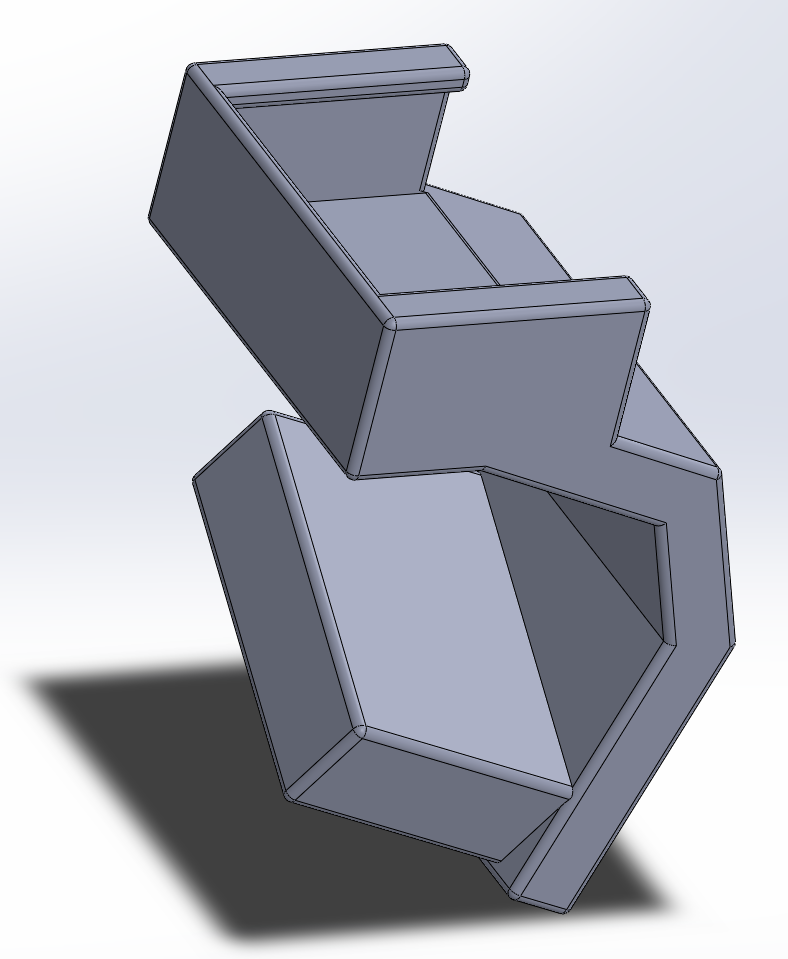
La partie femelle du haut vient se mettre à la place du plateau sur la machine, et la partie mâle va dans le plateau, comme cela le plateau se retrouve incliné au-dessus du bac de résine.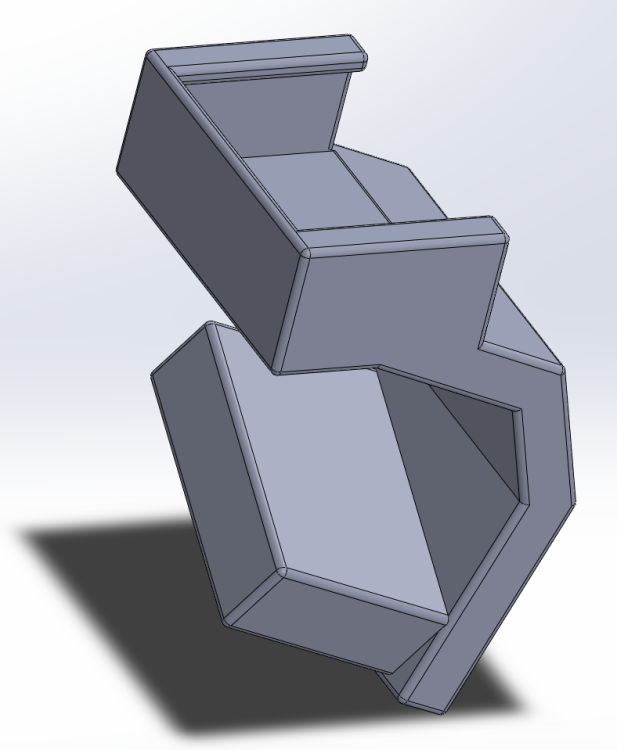
-
Pièce pour aider le travail sur Saturn 4 et Saturn 4 ultra
michastro en réponse au topic de michastro dans Les imprimantes 3D SLA
Je joint la version V2. Egouttage plateau V2.STL