michastro
-
Compteur de contenus
21 -
Inscrit(e) le
-
Dernière visite
Récompenses de michastro
")





-
Un grand merci, et ça confirme que pour ma sonde de level, le 5V est insuffisant!! Sinon, pour les couleurs, pas grave je suis daltonien. Et merci pour la 7ème compagnie. Michel
-
Re, C'est une carte anet a8 mono extrudeur standard. Le connecteur, c'est le 3 broches sur lequel se branche les détecteurs de butée. Merci de votre aide. Michel
-
Bonjour, Je cherche le brochage du petit connecteur 3 pin sur lequel viennent se brancher les butées d'axe. Il y a surement un truc du genre GND +5V et signal, mais je ne voudrais pas faire de conneries. Merci de votre aide Michel
-
Merci, problème résolu, les smoothers sont inutiles avec les drivers a4988!
-
Bonjour, Je cherche à identifier le driver moteur de mon Anet, si ce sont des drv8825, le smoother est intéressant. Je n'arrive pas à voir sur ma carte quel type de driver j'ai. Merci
-
simplify3d Resultat sous Simplify3d bien plus mauvais que Cura
michastro en réponse au topic de michastro dans Discussion sur les logiciels 3D
Houlala, pas facile simplify3d, je fais ça: Et quand j'imprime le ventilo ne démarre pas!!?? 2 heures plus tard: finalement dans mon script de départ il y a un ordre d'arrêt du ventilo. Et visiblement pour la première couche cela reste arrêté même si j'ai mis une autre valeur dans Simplify3D (pourquoi???), mais si je mets une nouvelle vitesse ensuite en couche 2 ça marche. J'ai viré l'ordre stop ventilo du script et tout marche nickel. De plus avec 50% en première couche, 100% ensuite, support à 55°C et tête à 210°, j'ai un cube parfaitement aux cotes de 15mm comme demandé, et surtout plus de pattes d'éléphant.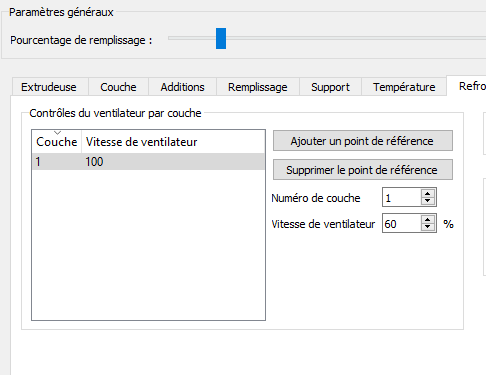
-
simplify3d Resultat sous Simplify3d bien plus mauvais que Cura
michastro en réponse au topic de michastro dans Discussion sur les logiciels 3D
JE SUIS UN ANE, si si!! J'ai refait la configuration du refroidissement car je me suis aperçu que le ventilo ne tournait quasiment pas sous l'impression Simplify3D, et là miracle cela marche nickel!!! Me reste juste un petit probleme, les pièces sont légèrement plus large à la base. Désolé d'avoir mobilisé votre temps pour une c........ de ma part. Michel -
simplify3d Resultat sous Simplify3d bien plus mauvais que Cura
michastro en réponse au topic de michastro dans Discussion sur les logiciels 3D
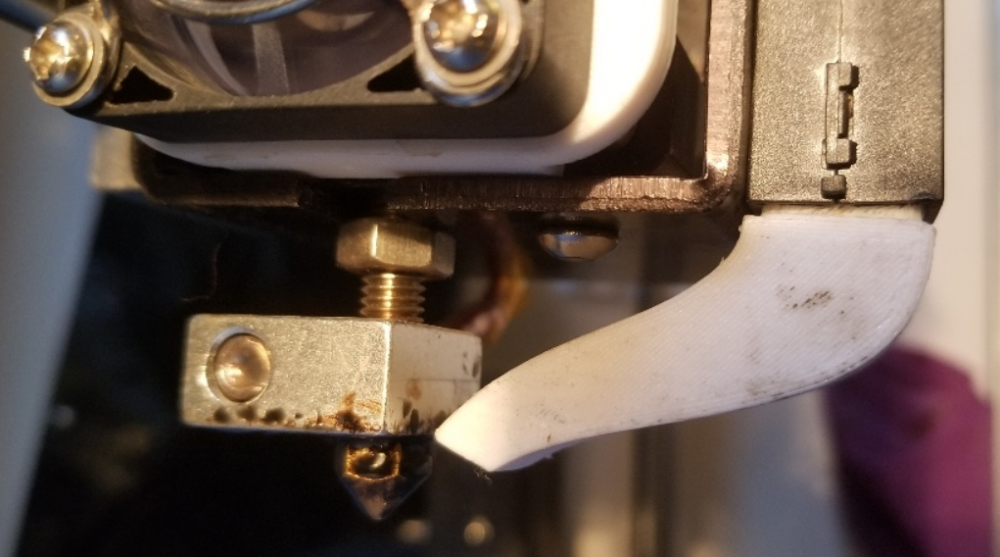
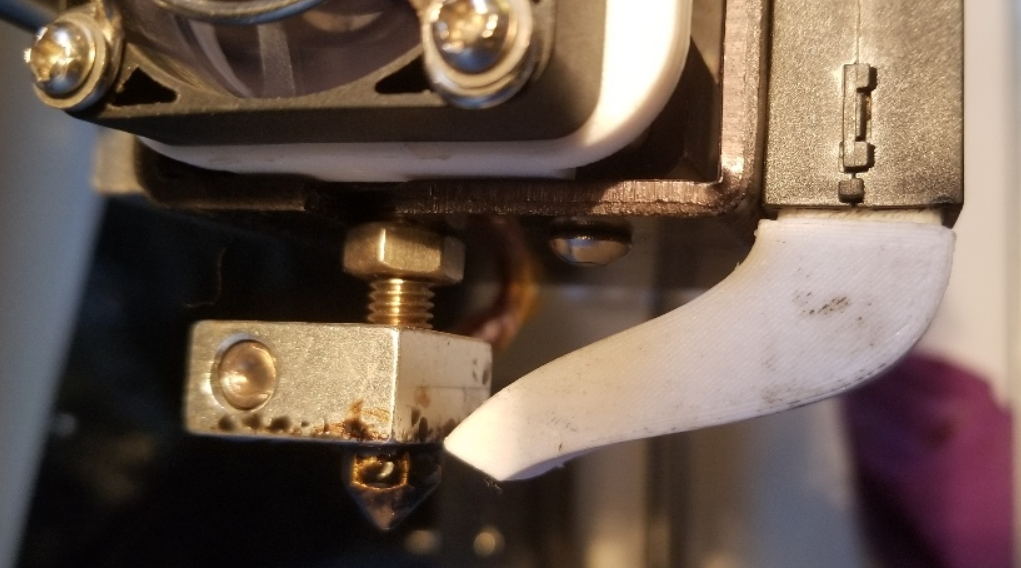
Oui c'est exactement le même fil. Juste la couleur a changé. Oui à 100% tout le temps, avec une pièce qui dirige la ventilation sur la base de buse. -
simplify3d Resultat sous Simplify3d bien plus mauvais que Cura
michastro en réponse au topic de michastro dans Discussion sur les logiciels 3D
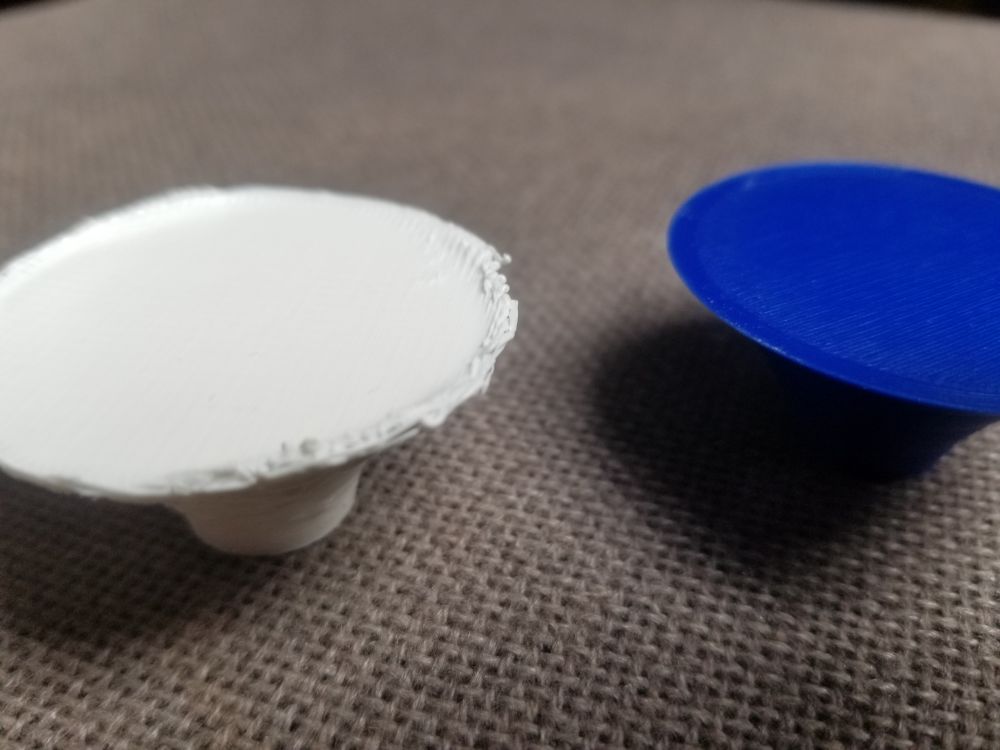
Houlala, Même pla (à part la couleur), support avec Simplify3D (blanc), pas de support avec Cura (bleu)!! Un ricain vient de me donner une idée, charger dans 2 sessions différentes de Simplify3D les gcodes et regarder les différences!!????? En tous les cas, pour l'instant Cura nickel ( je viens de faire des supports pour un sèche serviette), et Simplify3D ben..... En tous les cas merci de vos avis. Michel
-
simplify3d Resultat sous Simplify3d bien plus mauvais que Cura
michastro en réponse au topic de michastro dans Discussion sur les logiciels 3D
Merci beaucoup, je reessaye avec ça demain J'ai fait un petit objet de test, c'est un cone qui s'évase avec d'abord un surplomb de 20° puis 30 40 et 50. Avec Cura pas de problème, avec Simplify3D c'est la cata dès les 20 ou 30°. Je ne comprends pas. Pourtant Simplify3D à l'air bien puissant. Je continue les tests mais je suis de plus en plus sec sur le problème. Test surplomb.STL -
simplify3d Resultat sous Simplify3d bien plus mauvais que Cura
michastro en réponse au topic de michastro dans Discussion sur les logiciels 3D
Malheureusement, ce n'est pas mon premier essai, j'ai fait plein de tests avec Simplify3D, et toujours un résultat moche. -
simplify3d Resultat sous Simplify3d bien plus mauvais que Cura
michastro en réponse au topic de michastro dans Discussion sur les logiciels 3D
On peut effectivement mettre des supports, mais c'est en automatique, on ne peut pas les gérer complètement cad en ajouter ou en retirer. Oups correction, on peut, je viens de voir une video qui explique ça! Je vais peut-etre abandonner Simplify3D alors!! -
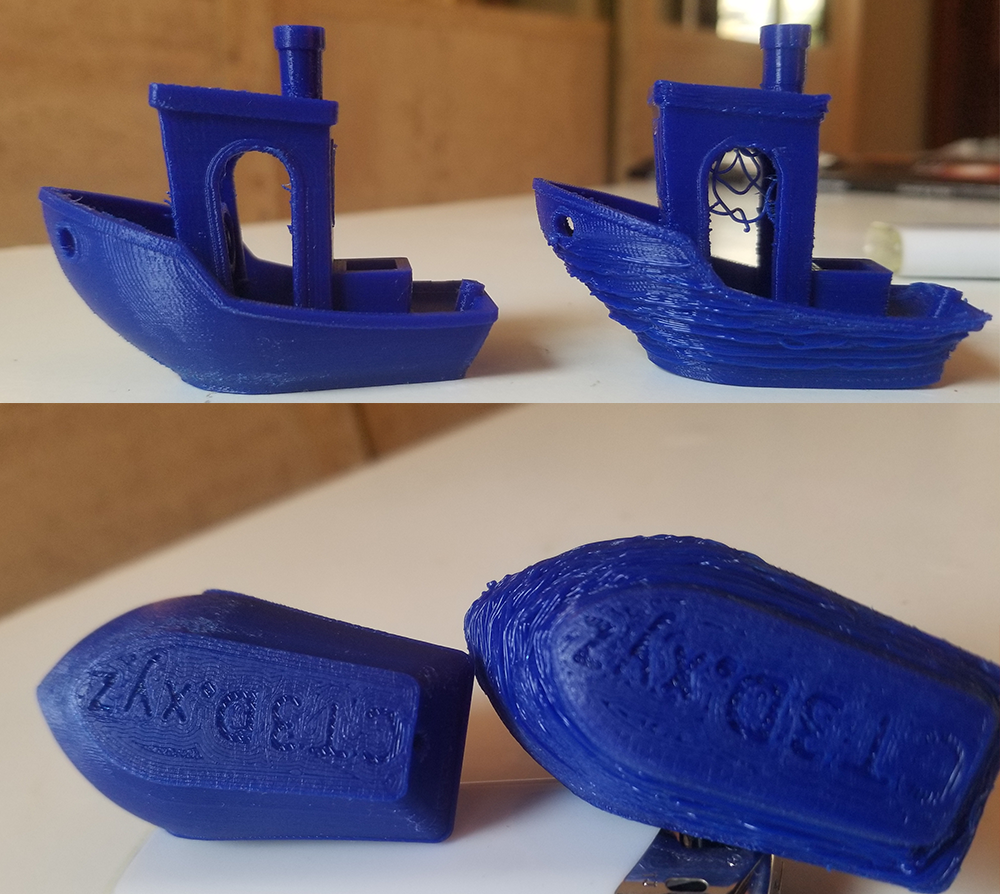
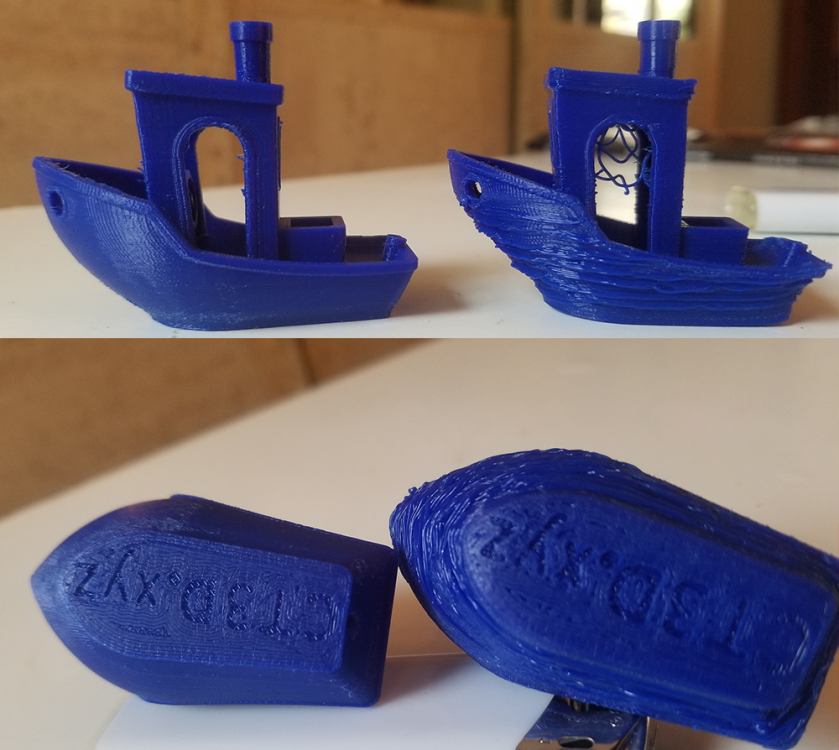
Bonjour, Je suis plutot débutant en impression 3D. J'ai une Anet A8 et après Cura, je suis passé sur Simplify3D car l'on peut éditer les supports et en rajouter. Seulement voila les résultats sont très mauvais sous Simplify3D. Je joins une photo avec à droite Simpplify3D et à gauche Cura sur le traditionnel petit bateau. Voici mes configurations sur les 2 programmes, je dois biensur merdouiller sur un truc dans Simplify3D, mais le paramétrage n'est pas super simple et intuitif. CURA: buse de 0.4mm hauteur de couche 0.1mm coque: ep paroi 1.2mm ep dessus/dessous 3mm ep dessus 3mm couches sup 5 ep dessous 3mm compenser les chevauchement remplir les trous: partout expension hori: 0mm pas d'étirage Remplissage 30 en trihexa et pas de remplissage progressif Tempe buse 200, plateau 55 debit 100% Vitesse 40mm/s , couche initiale 20mm/s Retraction de 5mm à 40mm/s Refroidissement à 100% Pas de support Simplify3D: buse 0.4mm mult extrusion 1 largeur extrusion auto -->0.48 ?? retraction 5mm à 40mm/s Couche: Hauteur 0.1mm couches solides sup 13 couches solides inf 5 contour perimetre 12 contour du dedans vers l'extérieure haut et largeur 1ere couche 100% vitesse 1ere couche 40% remplissage interne fast honeycomb à 30%, chevauchement 15 motif remplissage externe rectlinear chevauchement contour 15% largeur extrusion remplissage 100% longueur mini remplissage 5mm pas de support tempe buse 200¨c, plateau 55° Pas de support vitesse ventilateur 100% vitesse extrusion 40mm/s sous vitesse contour 50% sous vitesse remplissage 50% ajustement de vitesse pour les couches de moins de 15s Merci de votre aide Michel
-
Impression circulaire qui rebique
michastro en réponse au topic de michastro dans Entraide : Questions/Réponses sur l'impression 3D
Bonsoir, Aucun soucis pour le refroidissement et pas de fuite à la buse (je ne vois pas d'ailleurs en quoi cela influencerai, il y aurait un manque de matière, mais pas de "rebiquage"). -
Impression circulaire qui rebique
michastro en réponse au topic de michastro dans Entraide : Questions/Réponses sur l'impression 3D
Voila: