je-rom
-
Compteur de contenus
48 -
Inscrit(e) le
-
Dernière visite
Récompenses de je-rom
")





-
Je regrette l'achat de mon BL Touch officiel payé cher . J'avais des hauteurs de couche toujours correctes avant en nivelling manuel
-
J'ai déjà imprimé en enlevant le G32 mais il n'y avait aucune différence. Cependant, je l'ai quand même retiré. Je suis sur une grille en 4x4. Donc 16 points de probe. C'est déjà pas mal pour un petit plateau de 20cmx20cm Pour information, depuis que j'ai installé le BL Touch, le home Z ne fonctionne plus. Je peux manuellement monter mais pas descendre. Ca a peut-être un lien de causalité?
-
J'ai choisi la première solutions. Voici mon G-code de début: G90 ; coordonnees absolues M82 ; extrusion en absolue M104 S170 ; definit une temperature d'extrusion anti-coulure et on poursuit M190 S[first_layer_bed_temperature] ; definit la temperature du bed et on attend M109 S[first_layer_temperature] ; definit la temperature d'extrusion et on attend M280 P0 S160 ; BLTouch alarme release G4 P100 ; delay for BLTouch G28 ; home all axes G32 ; sonder et calculer la planeite G29 ; auto bed leveling G1 Z5 F5000 ; lift nozzle
-
Je l'ai fait. Le nivelling est nickel à la feuille de papier
-
Personne qui aurait une idée d'où pourrait provenir le mauvais nivellement automatique du BL Touch?
-
Bonjour , J'ai un soucis de planéité malgré le bon fonctionnement en apparence de mon BL Touch. En effet, il compense les défauts de planéité du bed durant l'impression. Néanmoins, le problème est que lorsque la buse passe dans la zone du 1er probe durant le test des carrés d'une seule couche, celle-ci se trouve systématiquement à "touche-touche" avec le bed. Du coup, l'extrudeur force, et saute des pas forcément. On le constate de suite lorsque l'extrudeur fait son skirt immense entourant tout le plateau. À chaque fois que la buse arrive vers la zone du plateau proche de moi sur la gauche, elle frotte le bed. J'ai bien sûr fait le nivelling manuel au préalable au mieux (à la main). J'ai revérifié avec cales d'épaisseur. Mais ensuite j’aboutis toujours à ce même résultat. Dans la config.h de Marlin au chapitre "Bed Auto Leveling", on peut lire ceci: #define Z_RAISE_BEFORE_PROBING 4 //How much the extruder will be raised before traveling to the first probing point. #define Z_RAISE_BETWEEN_PROBINGS 4 //How much the extruder will be raised when traveling from between next probing points J'ai beau changer les chiffres de multiple façon, ça agit bien sur ce qui est marqué mais ne règle pas le problème. Le 1er probe à l'air de se faire correctement comme les 15 autres. Donc je ne comprends pas ce qui se passe J'ai aussi tenter de revenir à une procédure de palpage à 9 points au lieu de 16. Sans succès, il se passe exactement le même phénomène. Est-ce que ce genre de problème vous parle? Merci d'avance pour vos retours, je-rom
-
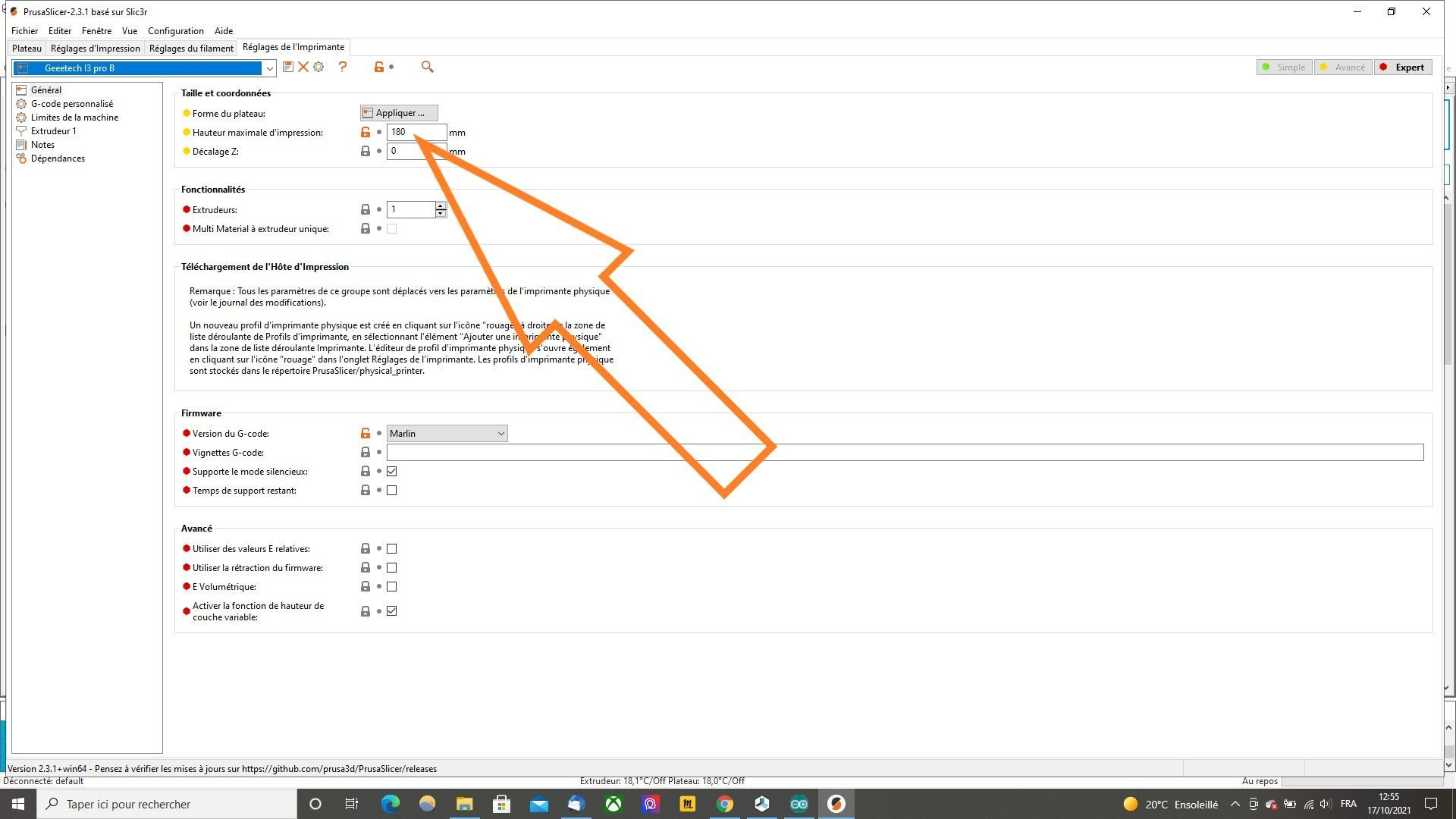
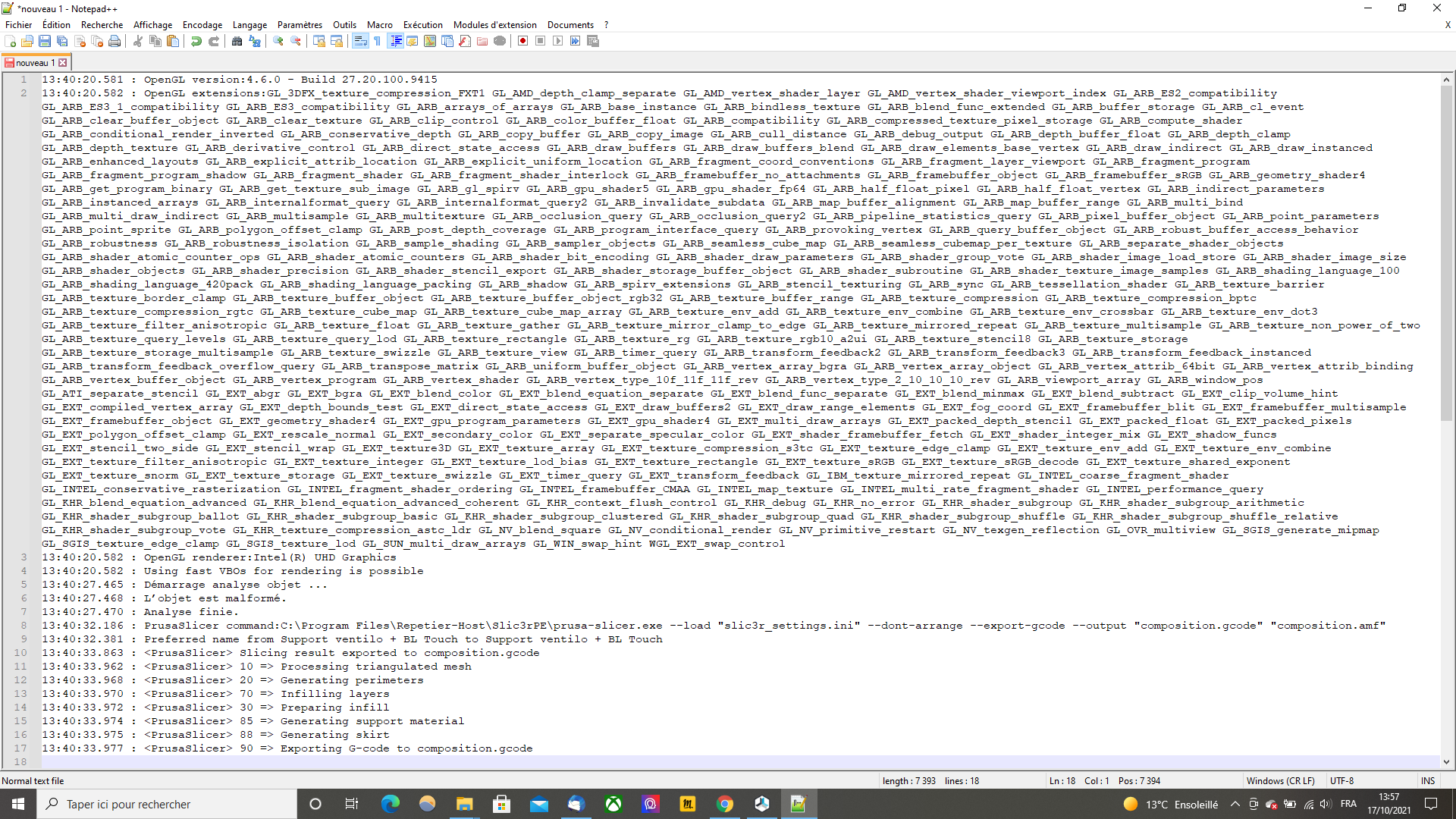
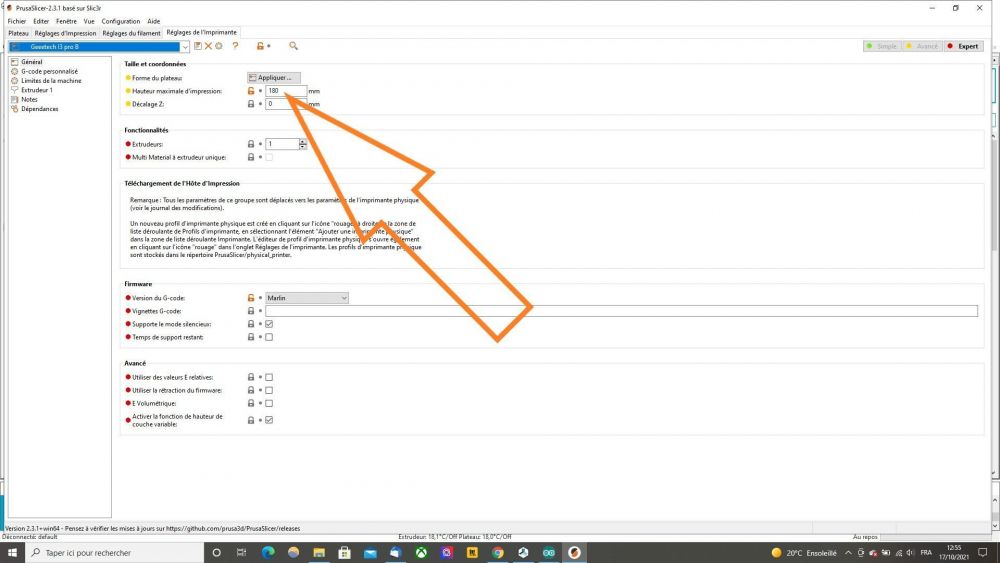
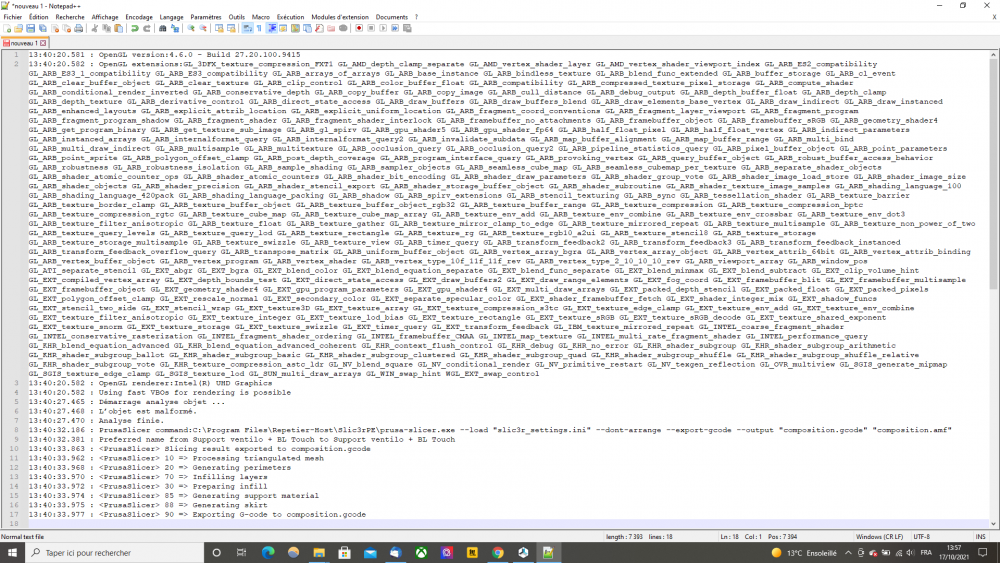
Je suis passé définitivement à PrusaSlicer bien mieux de manière général je trouve. Il est plus facile à comprendre et détaillée en plus d'être en Français. J'ai pu définir ma hauteur max du volume d'impression en Z. J'ai mis 180 mm car elle ne va pas au-dessus de 18cm de hauteur. Je vais m'occuper de la procédure d'investigation/diagnostic que tu me préconise de réaliser via G-code J'ai essayé de faire ce que tu m'a dit. J'ai ça... Il me dit que mon objet est malformé à un moment donné... nouveau 1.txt Est-ce que ça t'aide ce que je t'ai posé PPAC ou pas?
-
Bonjour PPAC, Désolé d'être bête mais je n'ai toujours pas bien compris. Est-ce que tu veux que je rentre ceci dans mon G-code de fin? : M104 S0 ; eteindre la buse M140 S0 ; eteindre le plateau chauffant M107 ; eteindre le ventilateur de couche {if layer_z < max_print_height}G1 Z{z_offset+min(layer_z+10, max_print_height)} F600{endif} ; degagement en Z G1 X0 Y200 F3000 ; degage la tete a gauche et amene le plateau devant pour detacher facilement l'impression G28 X0 ; home X axis M84 X Y E ; mettre les moteurs hors tension ; DEBUG gdf DEBUT ; layer_z = {layer_z} ; max_print_height = {max_print_height} ; z_offset = {z_offset} ; z_offset+min(layer_z+10, max_print_height) = {z_offset+min(layer_z+10, max_print_height)} ; min(layer_z+10, max_print_height) = {min(layer_z+10, max_print_height)} ; {if layer_z < max_print_height}G1 Z{z_offset+min(layer_z+10, max_print_height)} F600{endif} ; degagement en Z ; DEBUG gdf FIN
-
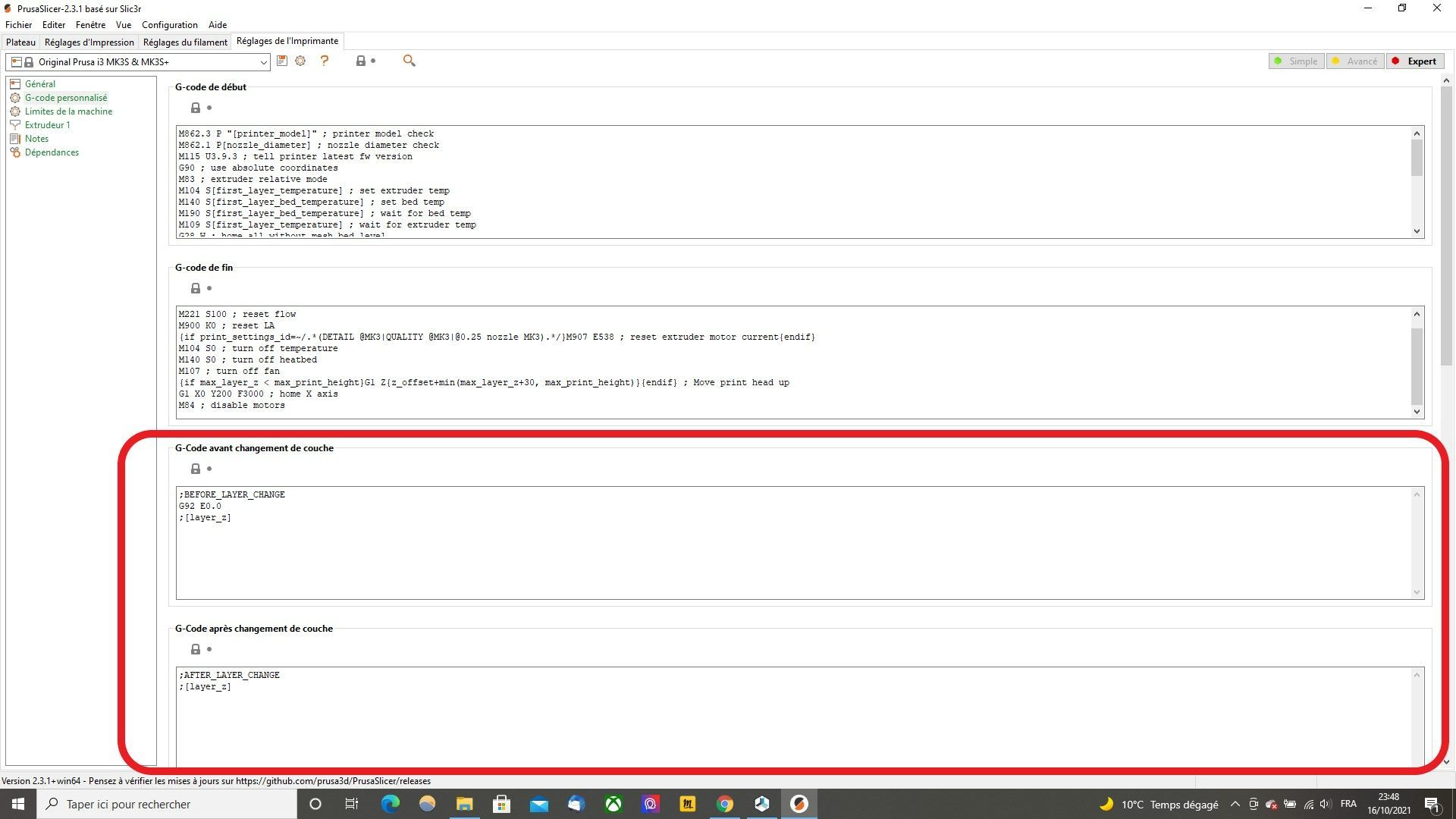
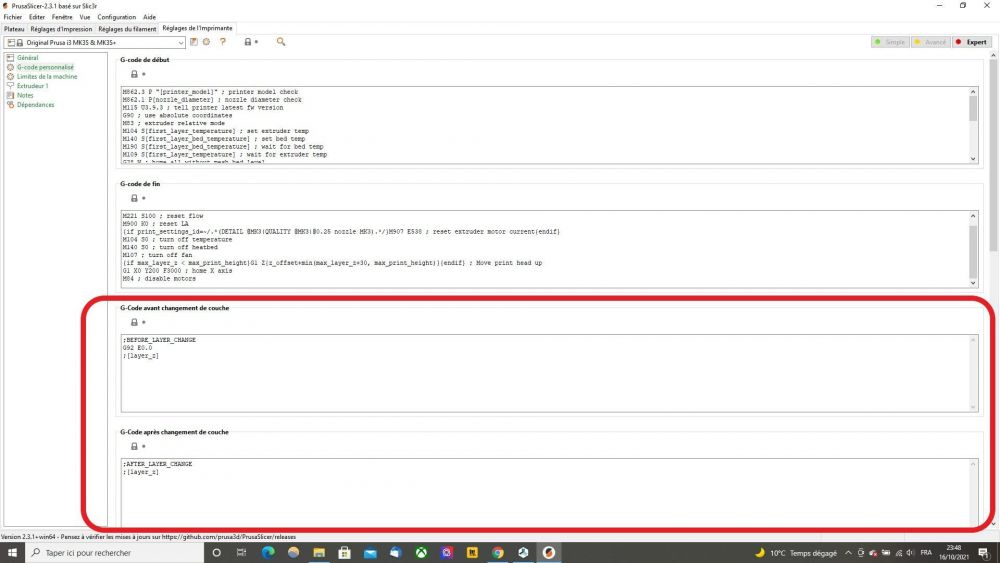
Salut PPAC, Je t'explique, c'est un peu tordu car je jongle en peu entre les trancheurs^^. C'est un .gcode personnalisé mais tiré en grande partie de PrusaSlicer et en petite partie du trancheur "Slic3r" que j'ai utilisé pour ce print catastrophique. La "Hauteur maximal d'impression" existe dans PrusaSlicer mais pas dans Slic3r d'après ce que je viens de voir. Ma valeur Z offset est à 0. Après, est-ce que tu peux juste me mettre s'il te plaît le G-codes de fin que je vais rentrer tester demain? Ce que tu me montres avec le ; s'apparente à être rentrer plutôt dans les G-codes avant/après changement de couche... Donc je ne comprends pas bien ce que tu me dis. Mes G-codes de fin: M104 S0 ; eteindre la buse M140 S0 ; eteindre le plateau chauffant M107 ; eteindre le ventilateur de couche {if layer_z < max_print_height}G1 Z{z_offset+min(layer_z+10, max_print_height)} F600{endif} ; degagement en Z G1 X0 Y200 F3000 ; degage la tete a gauche et amene le plateau devant pour detacher facilement l'impression G28 X0 ; home X axis M84 X Y E : mettre les moteurs hors tension Tes G-codes de fin: ; DEBUG gdf DEBUT ; layer_z = {layer_z} ; max_print_height = {max_print_height} ; z_offset = {z_offset} ; z_offset+min(layer_z+10, max_print_height) = {z_offset+min(layer_z+10, max_print_height)} ; min(layer_z+10, max_print_height) = {min(layer_z+10, max_print_height)} ; {if layer_z < max_print_height}G1 Z{z_offset+min(layer_z+10, max_print_height)} F600{endif} ; degagement en Z ; DEBUG gdf FIN Je vois demain pour le reste. Bonne soirée!
-
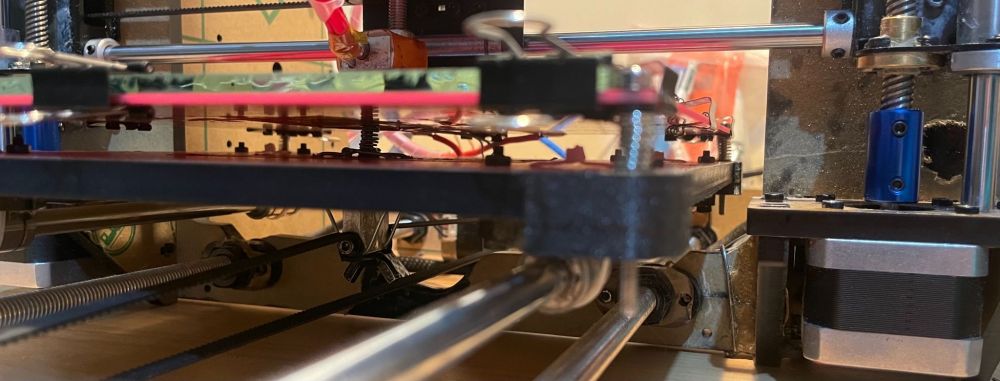
Bonjour les makers! Vidéo de mon problème => https://1drv.ms/v/s!Al6GC8uQxMWGgb5M7ZKP2mbJjpZc4w?e=psSgN2 Je vous contacte parce que j'ai des petits soucis de paramétrages dans mon Slicer. Comme vous pouvez le constater dans la vidéo, à la fin d'impression, la tête de buse à défoncer le haut de support ventilo avec BL Touch que j'imprimais. Le haut de la canalisation d'air est endommagé. Il faudrait qu'à la fin de l'impression, la tête se lève plus haut avant de se mettre en position "Home". Quoi configurer dans les G-codes pour résoudre cela? Pour info, mes G-codes dans les paramètres de l'imprimante sont les suivants : Start G-codes: G90 ; coordonnees absolues M82 ; extrusion en absolue M104 S170 ; definit une temperature d'extrusion anti-coulure et on poursuit M190 S[first_layer_bed_temperature] ; definit la temperature du bed et on attend M109 S[first_layer_temperature] ; definit la temperature d'extrusion et on attend M280 P0 S160 ; BLTouch alarme release G4 P100 ; delay for BLTouch G28 ; home all axes G29 ; auto bed leveling G1 Z5 F5000 ; lift nozzle End G-codes: M104 S0 ; eteindre la buse M140 S0 ; eteindre le plateau chauffant M107 ; eteindre le ventilateur de couche {if layer_z < max_print_height}G1 Z{z_offset+min(layer_z+10, max_print_height)} F600{endif} ; degagement en Z G1 X0 Y200 F3000 ; degage la tete a gauche et amene le plateau devant pour detacher facilement l'impression G28 X0 ; home X axis M84 X Y E : mettre les moteurs hors tension En vous remerciant d'avance de vos retours! je-rom
-
Bonjour, On peut marqué mon sujet comme [RÉSOLU] si vous voulez Merci beaucoup encore!
-
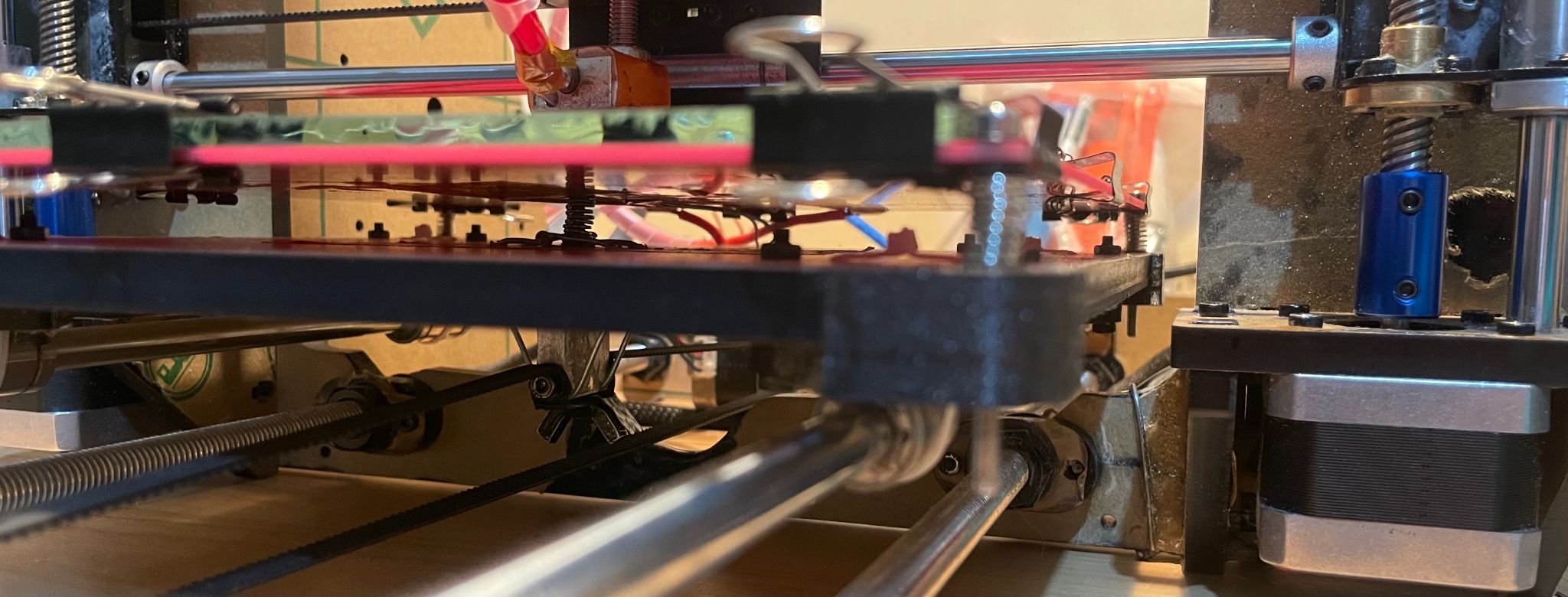
Hello les makers!, Me revoilà après 2 mois d'absence suite à de nombreux problèmes personnelles et professionnelles . Mais bon c'est la vie. Donc toutes mes excuses Je me suis remis un peu sur mon imprimante depuis peu et j'ai pu imprimer correctement grâce à la carte SD. Donc nickel merci à vous! J'ai apporté 3 petites améliorations, à savoir: - Remplacer les coupleurs alu amortisseurs par des coupleurs rigides sur l'axe Z (sur conseil de Renaud ILTIS alias Tamtam3D), - Imprimer et installer des écrous prisonniers aux 4 coins du bed (sur conseil de ce forum en 2017). Ces pièces étaient à l'origine conçues pour faire le nivelling à une seule main. Je ne l'ai ai pas imprimer pour cette raison car je n'avais pas ce problème. Je l'ai ai imprimé pour "verrouiller/condamner" le nivelling une fois correctement réalisé. En effet, auparavant, on avait les écrous papillons de réglage de hauteur du bed. Sauf qu'une fois le nivelling de fait, on pouvait par inadvertance donner un léger coup sur l'un des écrous papillons avec sa main ou via un objet et donc tout dérégler! Donc voilà surtout pour moi l'avantage suprême de ces petites pièces , verrouiller le nivelling une fois fait, après on a l'esprit tranquille^^ - Création d'un 5ème point de réglage de nivelling au milieu du plateau. Pourquoi? Parce que mon bed était très bombé car imprimante chinoise de m... pas cher en kit. Grâce à cela, une fois le nivelling des 4 coins effectués, on passe au réglage sur le milieu du plateau. Comme le plateau est bombé, on va serrer l'écrou papillon pour comprimer le ressort et ainsi faire redresser la partie centrale bombée du bed. On obtiens ainsi un bed parfaitement plan avec la buse. Reste plus qu'à installer le BL Touch pour parfaire la chose. Je vous joins une photo dessous/dessus du bed qui faut 1000 mots ^^

-

Question Drivers 😊
je-rom en réponse au topic de je-rom dans Entraide : Questions/Réponses sur l'impression 3D
Hello les Makers! Merci pour ta réponse fran6p. Donc à voir si ma carte de 8 bits accepterais des TMC2208 si je les installe comme il faut. Pour la cale, je me suis acheté celle là sur A...Z. J'ai remercié le commentaire de la personne qui l'utilise pour son imprimante 3D et en est satisfait.
-
D'accord. Merci de l'info Je vais prendre de lire ça quand j'aurais le temps. Je remet tout ça au week-end prochain pour test d'impression 3D autonome sur carte SD. Bonne semaine!
-
Question Drivers 😊
je-rom en réponse au topic de je-rom dans Entraide : Questions/Réponses sur l'impression 3D
D'accord . Est-ce que je peux profiter d'un petit hors sujet juste pour vous demander vers quel marchand du web me conseillerez vous de me tourner pour acheter une cale de mécano d'épaisseur de 0,1mm (ou sinon un jeu de cale si ça n'existe pas à l'unité)? La feuille de papier je suis un peu dubitatif sur la précision, étant un brin perfectionniste Merci