Joak
-
Compteur de contenus
41 -
Inscrit(e) le
-
Dernière visite
1 abonné

Récompenses de Joak
")





-

Choix imprimante 3D résine pour figs. Budget 200-250€
Joak en réponse au topic de Joak dans Bien choisir son imprimante 3D
Merci pour ces éléments de réponse MrMagounet Ca va se finir avec une Mars 4 tout ca Faut il passer sur le modèle Ultra pour 30€ de plus? -
Choix imprimante 3D résine pour figs. Budget 200-250€
Joak a posté un sujet dans Bien choisir son imprimante 3D
Bonjour à tous. Possesseur d'une Anycubic Photon Mono qui vient de me lâcher après services rendus, je cherche une nouvelle imprimante J'imprime à 90% des figurines et accessoires pour jeu de société. - Mes priorités sont le niveaux de détails et le bruit de la machine. - La vitesse et la taille du plateau ne sont pas essentiels pour moi tout comme le wifi ou la caméra. De base, je partais sur une Mars 4 avec ses 18µm de précision (Ultra ou pas, je ne sais pas encore. J'ai vu que beaucoup changer le bac de l'Ultra par rapport au film FEP je crois.) La Mars 5 n'a pas l'air dingue d'après le retour d'Isidoon. Puis j'ai vu le site Anycubic avec les promo pour leur anniversaire. Mono X2 à 179€, M5 à 209€. Ca vaut le coup? La Mars 4 est à 199€. Que me conseillez vous? Merci de m'avoir lu et bonne journée! -
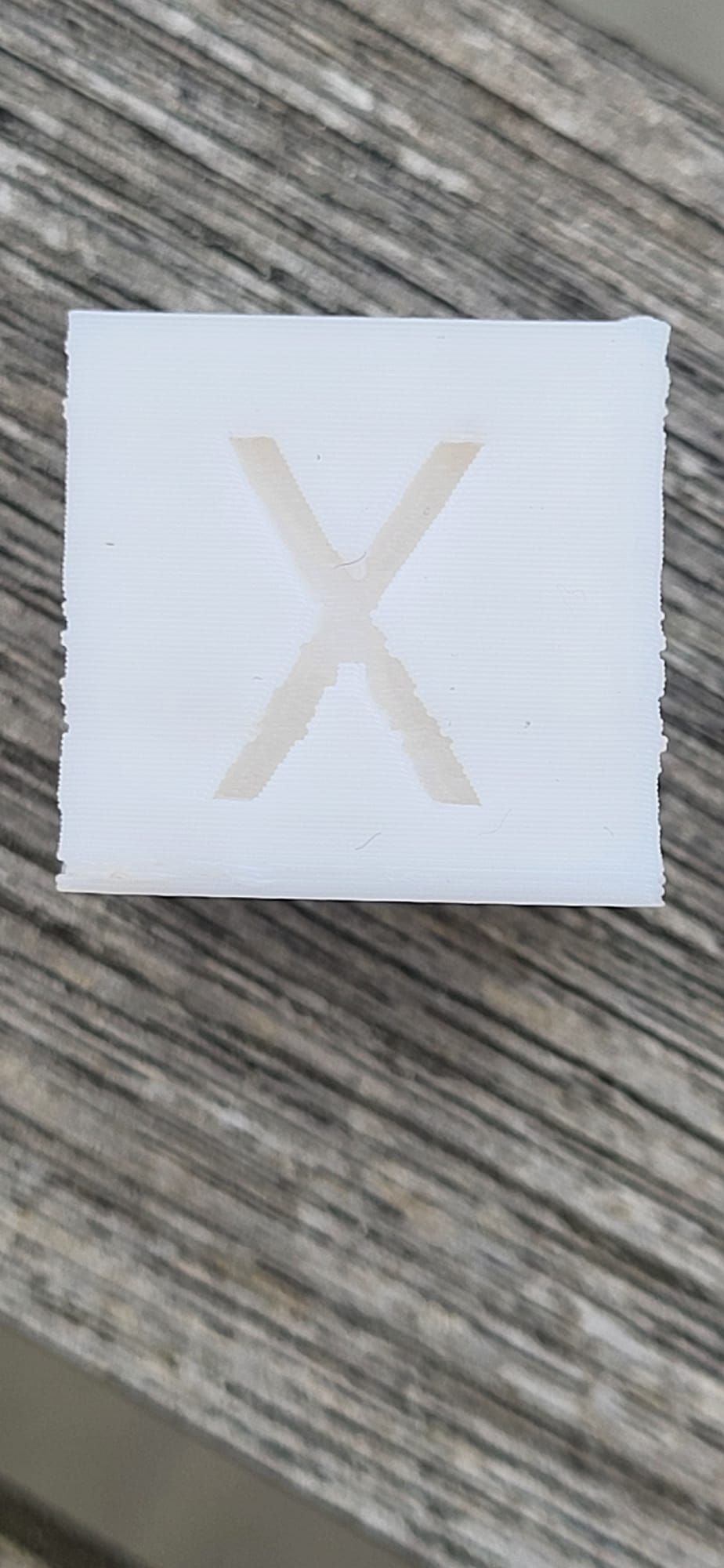
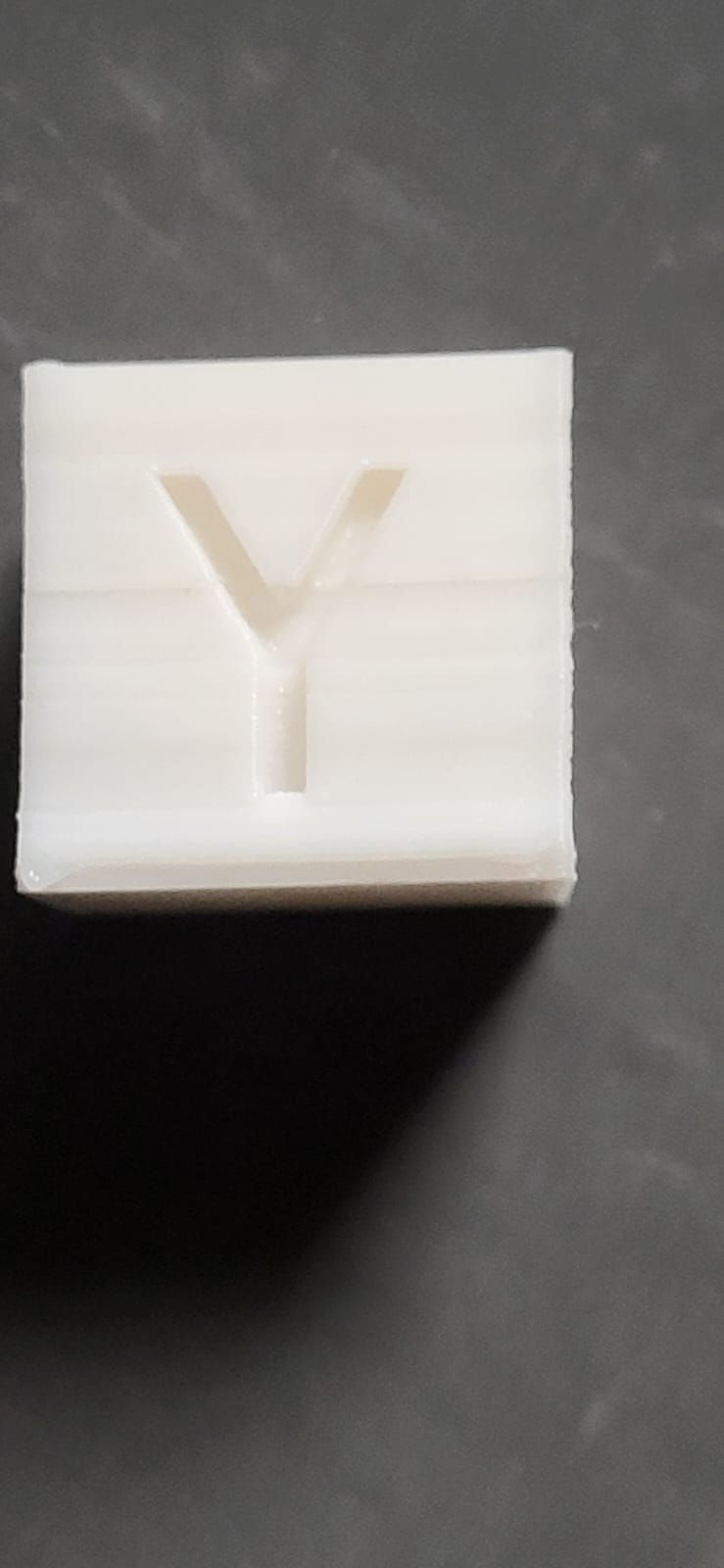
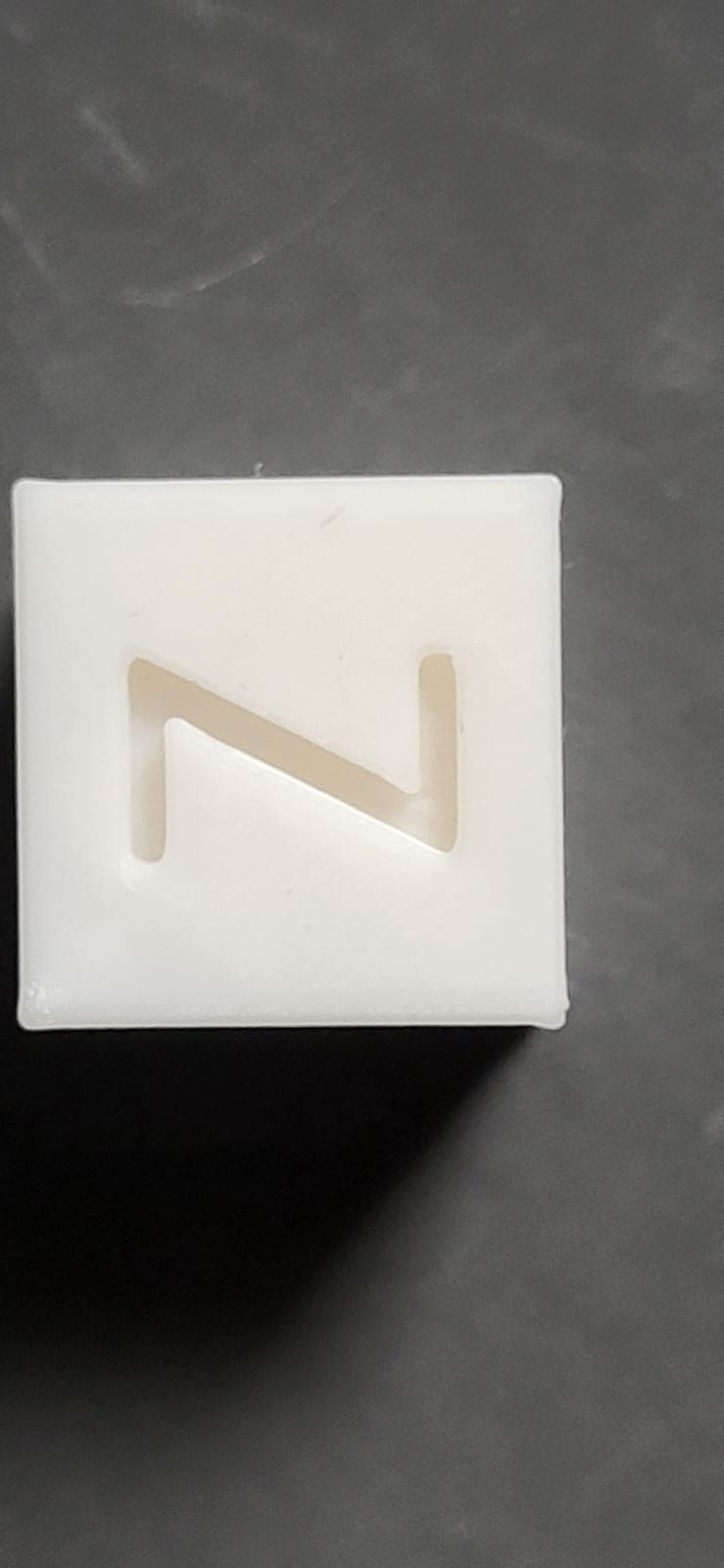
Bonjour à tous. Comme indiqué dans le titre, on a ressorti une Ender3 v2 Pro d'un pote et après nettoyage, tendage de courroie et contrôle des paramètres voici ce que ca donne sur 2 cubes de test. Pas de souci sur l'axe Z je pense ni au niveau du bed levelling. Le PLA était ouvert depuis un moment. Auriez vous une idée d'où ca vient? 2ème cube



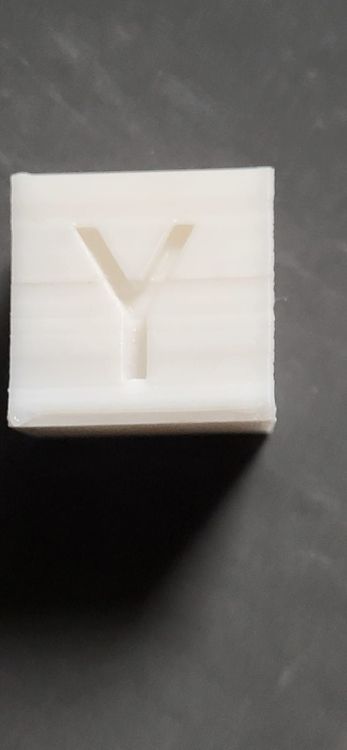

-
Merci @Savate:)
-
Bonjour à tous, J'ai une Ender 5 plus qui tourne bien sous MArlin depuis quelques temps. Je viens de découvrir Marlin et ce dernier m'interesse fortement. J'ai des drivers TMC2209 en mode UART (donc j'ai du couper le pin qui faut). Je voulais savoir s'ils étaient fonctionnels aussi sous Klipper ou s'il fallait que j'en rachète d'autre. Merci pour votre aide.
-
@Titi78 Merci pour ce qu'est le méplat Sinon je n'ai malheureusement pas accès à un thermomètre laser, ni mes connaissances. Je vais checker ce soir pour le PID, c'est vrai que je n'ai jamais touché à ce réglage dans Marlin. Le tube n'est pas long (moins de 1m), je pense pas qu'il fasse ressort. Maintenant que l'extrudeur joue mieux son rôle, je vais en effet reprendre les tests de rétractation.
-
Je sui désolé mais je ne comprend pas ta phrase Peux tu m'en dire un petit peu plus. Maintenant je suis vacciné, je ferais plus attention.
-
Pardon j'étais sur de t'avoir répondu. Oui j'avais essayé avec 3 bobines différentes mais même modèle. Sunlu PLA White 1Kg. J'ai du Creozone qui va bientôt arriver. J'imprimais avec ca depuis un an avant de trouver le Sunlu aussi bon et moins cher. Stockée dans un cagibi . La température autour de l'imprimante peut monter à 41°. Pas d'humidité. Je pense avoir trouvé le souci après avoir tout démonté et checké. -> La vis qui tient la roue crantée fixe de mon extrudeur En remontant l'extrudeur après nettoyage, j'ai vu que par moment mon filament ne sortait pas de manière fluide. Il y avait des arrêts puis reprise de l'extrusion. Mais pas de clac ou d'arret du moteur. Niveau bruit tout était niquel. Ca faisait donc que je pouvais avoir entre 80 et 100mm de filament extrudé (pour une demande de 100mm). Je m'étais fait la réflexion que j'avais du monter mes steps du moteur de l'extrudeur semaine passée après un autre test d'extrusion, alors qu'avant ca marchait bien. J'ai compris pourquoi Et si ca pousse mal le filament par moment ca doit aussi galérer en marche arrière. Donc stringing! J'ai bien revissé la ptite visse noire qui va dans la roue crantée fixe (je ne l'avais jamais fait lors de l'installation, après c'est pas indiqué non plus). Depuis il me reste un tout petit peu de stringing sur certaines pièces. J'ai installé ce mod je sais pas si ca y joue ou non : https://www.thingiverse.com/thing:3203831. Je vais continuer à pousser la réflexion mais c'est déjà pas mal comme ca.
-
Je remonte le topic. Après quelques semaines où l'imprimante a super bien fonctionné, je me retrouve encore avec les problèmes de stringing et filament qui coule. Je n'ai rien modifié sur la machine pendant ces 2 ou 3 semaines de fonctionnement. J'ai du imprimer pour 200h environ. J'ai checké le tube capricorn, il est niquel. J'ai refais depuis 3 fois la Titi's procedure. J'ai testé différents combinaisons de rétractation sous Cura; de 2mm à 7mm de rétractation à 25-50mm/s. (D'ailleurs, ca fait un bruit de dingue avec une vitesse de rétrac à 50mm/s) Rien n'y fait, j'ai toujours ce stringing. Merci par avance EDIT : Est ce que le force avec laquelle on visse la vis a main de l'extrudeur pourrait jouer dessus?
-
[Ender3Pro + SKR Mini E3 v1.2 + BLTouch] Impressions déguelasses
Joak en réponse au topic de Joak dans Entraide : Questions/Réponses sur l'impression 3D
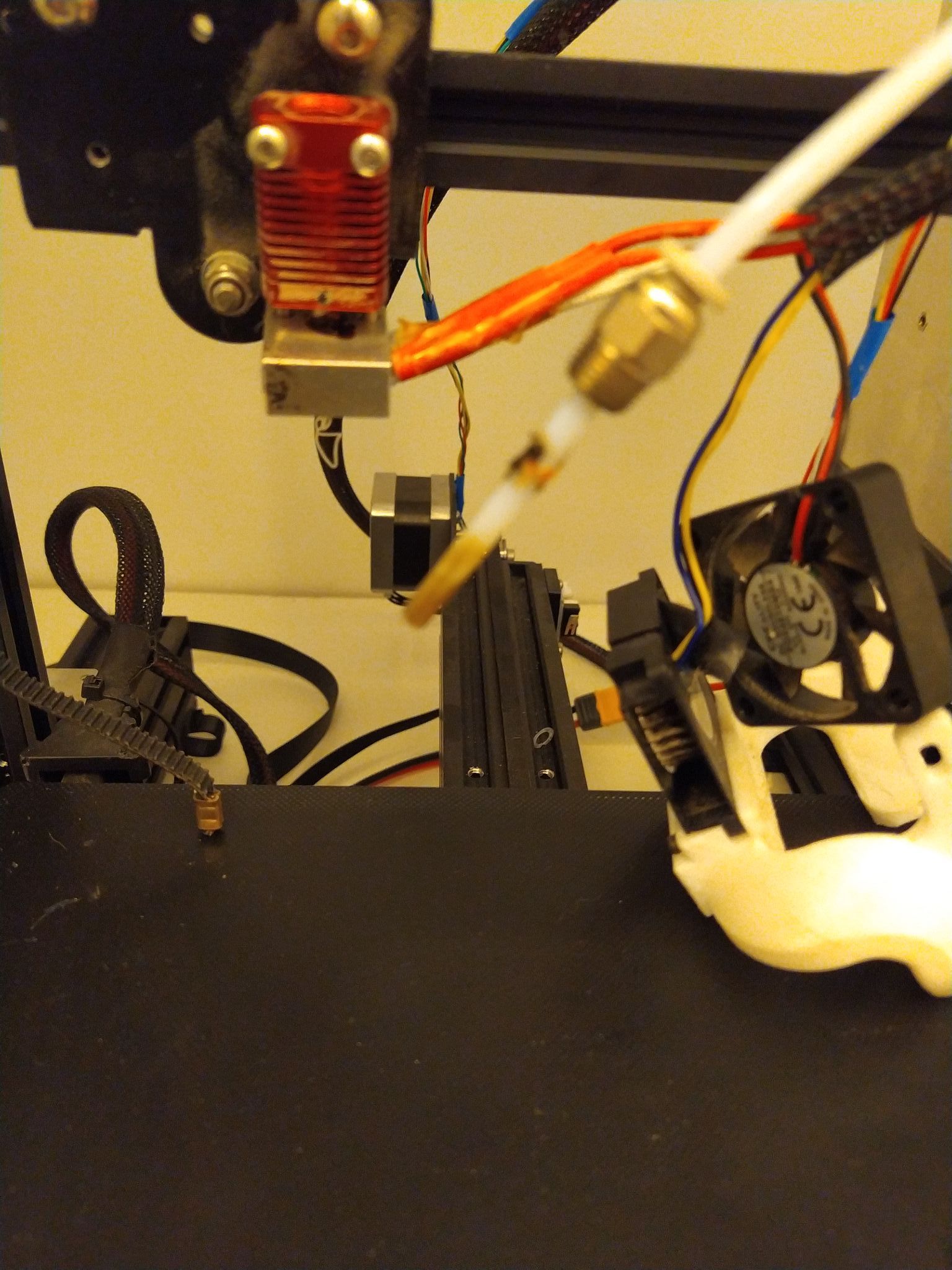
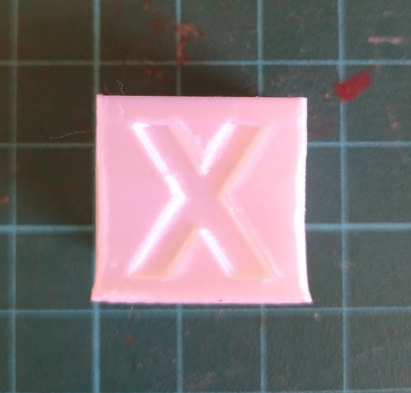
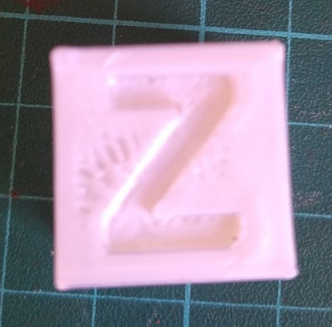
Alors voici comment sont positionnés les cables : Question steps, les voici : 80,80,400,95 J'ai refait le test d'extrusion et à 93 steps/mm (ce qui est recommandé avec l'extrudeur de base) je ne faisais pas 100mm. A 95 steps/mm tout est ok. @IdealnightToujours dans mes posts pour m'aider Merci à toi J'ai bien tout repris, tout checké 2 fois. Ayant eu des souci de tube et d'extrudeur sur ma E5P, je commence à connaitre. Tout me parait bon de ce coté. Le changement de câble a fait du bien mais c'est pas encore parfait. Le X et le Y sont beaucoup plus propre mais j'ai toujours plus de matière en bas de la pièce Le Z est un peu mieux mais reste toujours aussi dégueu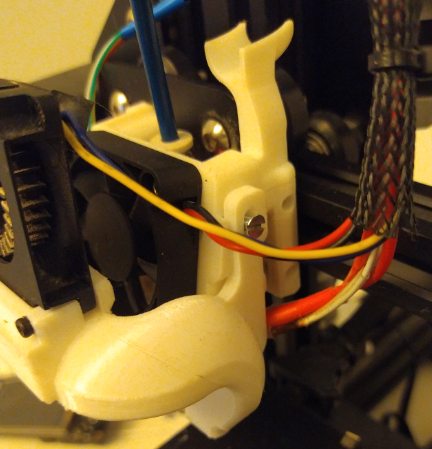

-
[Ender 5 & E5P] Avis sur rails linéaires
Joak en réponse au topic de Joak dans Entraide : Questions/Réponses sur l'impression 3D
Je vais regarder ca de plus pres. Merci! Je vais checker leur store. Merci! -
[Ender 5 & E5P] Avis sur rails linéaires
Joak en réponse au topic de Joak dans Entraide : Questions/Réponses sur l'impression 3D
Merci @Savate mais il semblerait que ton lien soit pour des MGN9H et il me faut des MGN12H. PS : Que veut dire BOM? -
[Ender 5 & E5P] Avis sur rails linéaires
Joak en réponse au topic de Joak dans Entraide : Questions/Réponses sur l'impression 3D
@bernard3D : Je regardais cette vidéo justement de Teaching Tech. Qu'il est bien ce garçon J'ai commencé celle d' Alex Kenis aussi. J'ai pas l'impression que dans la vidéo de TT, il utilise des HiWin mais plutot des lowcost. Je comprend parfaitement que si on veut de la qualité ca se paye. Mais il est vrai que mon envie de passer sur des rails linéaires s'en retrouve fortement perturbée par le prix des HiWin. On passe du simple au quintuple quasiment. L'avantage est que je peux commencer avec seulement l'axe X, l'investissement sur des Hiwin sera moins douloureux $$ axe par axe, ou le test avec des rails lowcost plus simple suivant ce que je me décide. -
[Ender 5 & E5P] Avis sur rails linéaires
Joak a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous. En me baladant sur thingiverse je suis tombé là dessus : https://www.thingiverse.com/thing:4487342 Ce qui m'a emmené sur ce site : https://www.ender5.fr/rails-lineaires-sur-ender-5-ender-5-plus/ N'ayant jamais vu ou installer ce type de rails, je me demandais ce que vallait ce genre de modifs. Pour environ 70€ le tout, est ce que ca vaut le coup? Merci par avance pour vos retours. -
[Ender3Pro + SKR Mini E3 v1.2 + BLTouch] Impressions déguelasses
Joak en réponse au topic de Joak dans Entraide : Questions/Réponses sur l'impression 3D
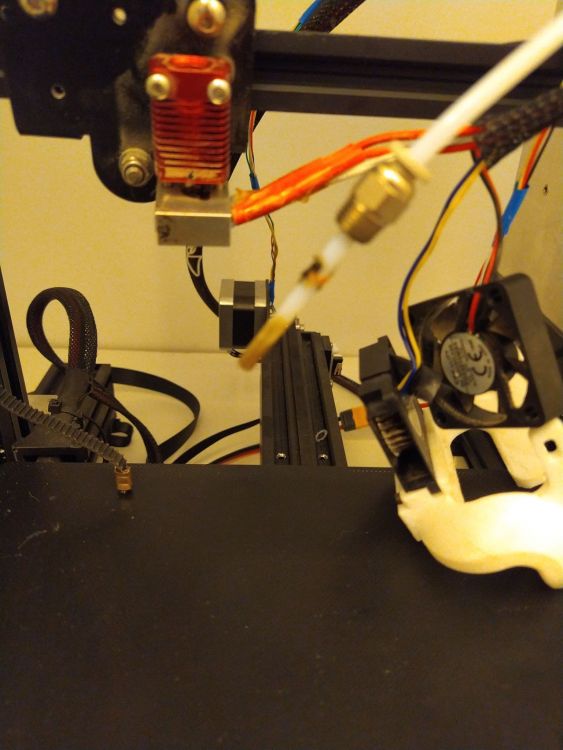
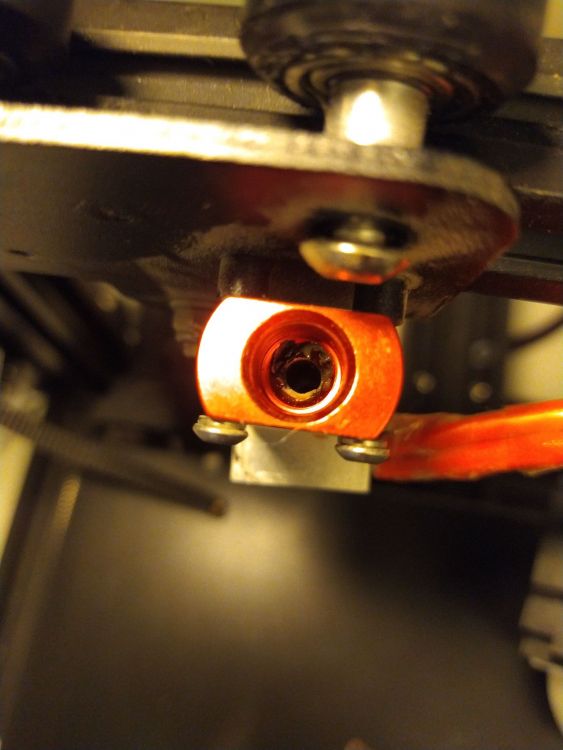
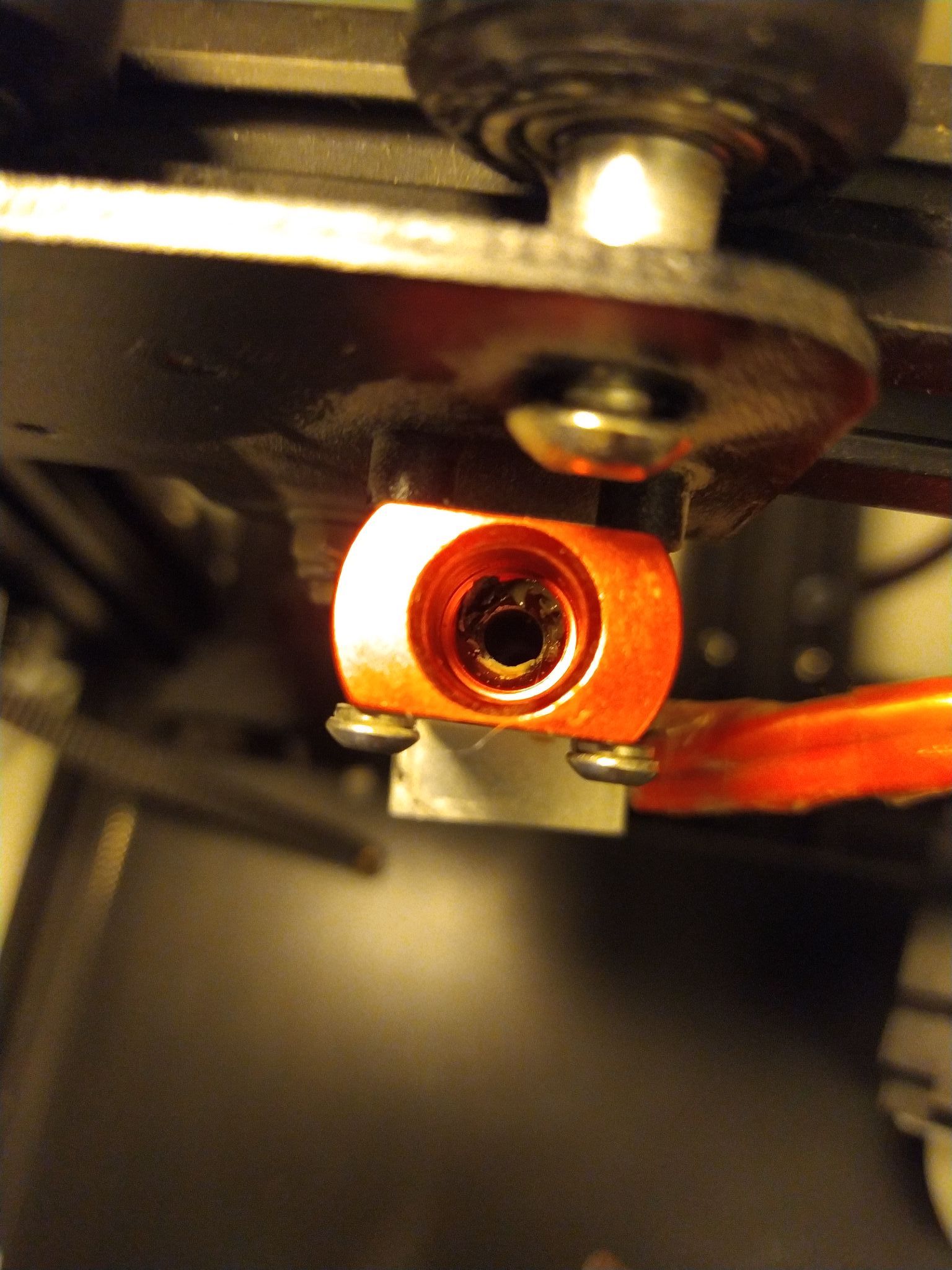
@PPAC : Je vais prendre des cours de photograhie Buse @200° (De même sous ma E5P et ca fonctionne niquel) Bed @60° avec le bed en verre (50 avec le plateau magnétique) Cube slicé sous Cura : 0.2mm / 0.1mm pour la première. 50mm/s Le nivellement est vraiment bon. Sous Octoprint BedVisualizerLevel est propre. Sinon entre 2, j'ai enlever le tube PTFE du heartbreak. Pas beau du tout. Je pense que je vais changer le tube vite fait et nettoyer le heartbreak.