All666
-
Compteur de contenus
40 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par All666
-

Température bloquée à 300 °C - Ender 3v2
All666 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour a tous, J'ai un soucis depuis quelques jours qui immobilise totalement ma ender 3v2. Suite a un print lancé sans que je soit présent, j'ai retrouvé mon imprimante 3D en erreur MAXTEMP(se produit lorsque la température monte trop). Je pense que pendant le print, les cables de l'extrudeur ont touché les bloc de chauffe, fondu, et fait un cours circuit. Et depuis, peu importe ce que je fais, la température de la sonde est bloqué a 300 °c.. J'ai essayé de : Débranché la sonde de température ainsi que lnextrudeur. Remplacer la sonde de température et la thermistance par des neuves. Remettre a 0 le firmware( avec un. Bin sur sd vierge). Lancer en débranchant tout ce qui pouvait l'être (plateau chauffant, thermistance d'extudeur et de plateau, capteur de temp, extrudeur..) Rien y fait, la température est encore et toujours bloquée a 300°c.. Est-ce que c'est la carte mère qui a pris un coup a cause d'un cours circuit ? La seule solution est de la changer ? Tout avis est bienvenu. -
Filament PLA qui ne sort plus de la buse sous 240-250 °.
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Il y a possibilité d'ajouter un embout+ptfe a l'entrée du bloc jusqu'a l'extrudeure(a peu près 1cm de distance ) mais je ne compends pas vraiment l'intérêt pour etre honnête.. D'apres vos dires le problème viendrais du fait que j'utilise une gorge full metal de ce type : Alors que je devrait utiliser une gorge metal+ptfe interne : Je vais chercher ca sur amazon en priant pour trouver la bonne gorge au bon diamètre. Nanosecond tu parles de quoi quand tu dit lubrification ? Des engrenage de l'extrudeur ? Ou du filament lui même ? Je croyais que la lubrification du filament ne servais que dans le cas ou l'extrudeur pousse le filament dans un long ptfe avant d'arriver a la tête.

-
Filament PLA qui ne sort plus de la buse sous 240-250 °.
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
Les deux sont vissés a fond, si je visse plus, soit je pète la buse, soit je pète la gorge, et j'ai plus qu'a changer le combo bloque de chauffe/buse/gorge... Ca m'est deja arrivé deux fois, maintenant j'arrête de forcer plis que de raison^^ Mais le tout est bien serrer en tout cas. A part le nettoyage du robe ptfe, c'est plus ou moins la titi's procédure(j'entends pars la serrage definitif a chaud). -
Filament PLA qui ne sort plus de la buse sous 240-250 °.
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
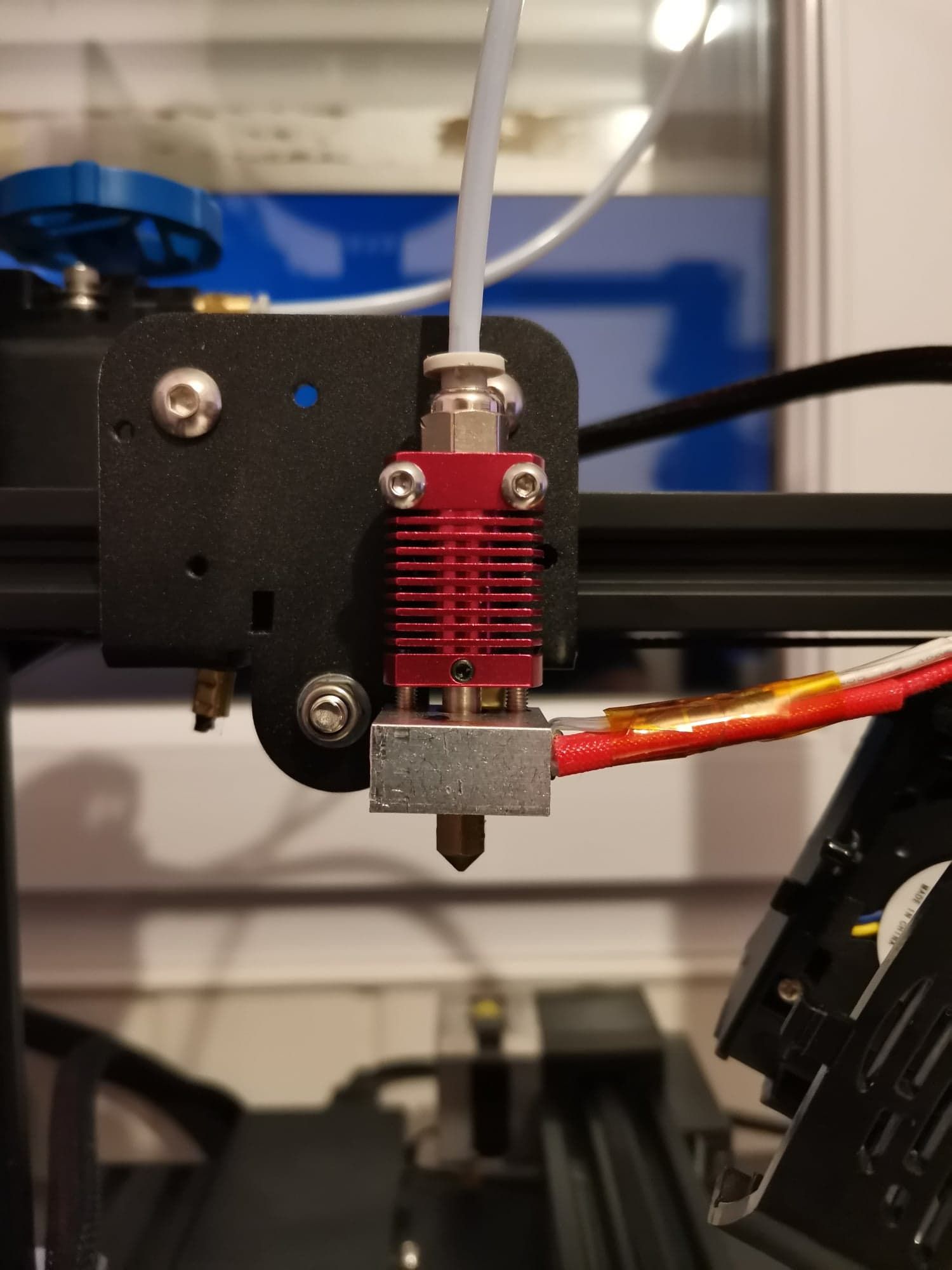
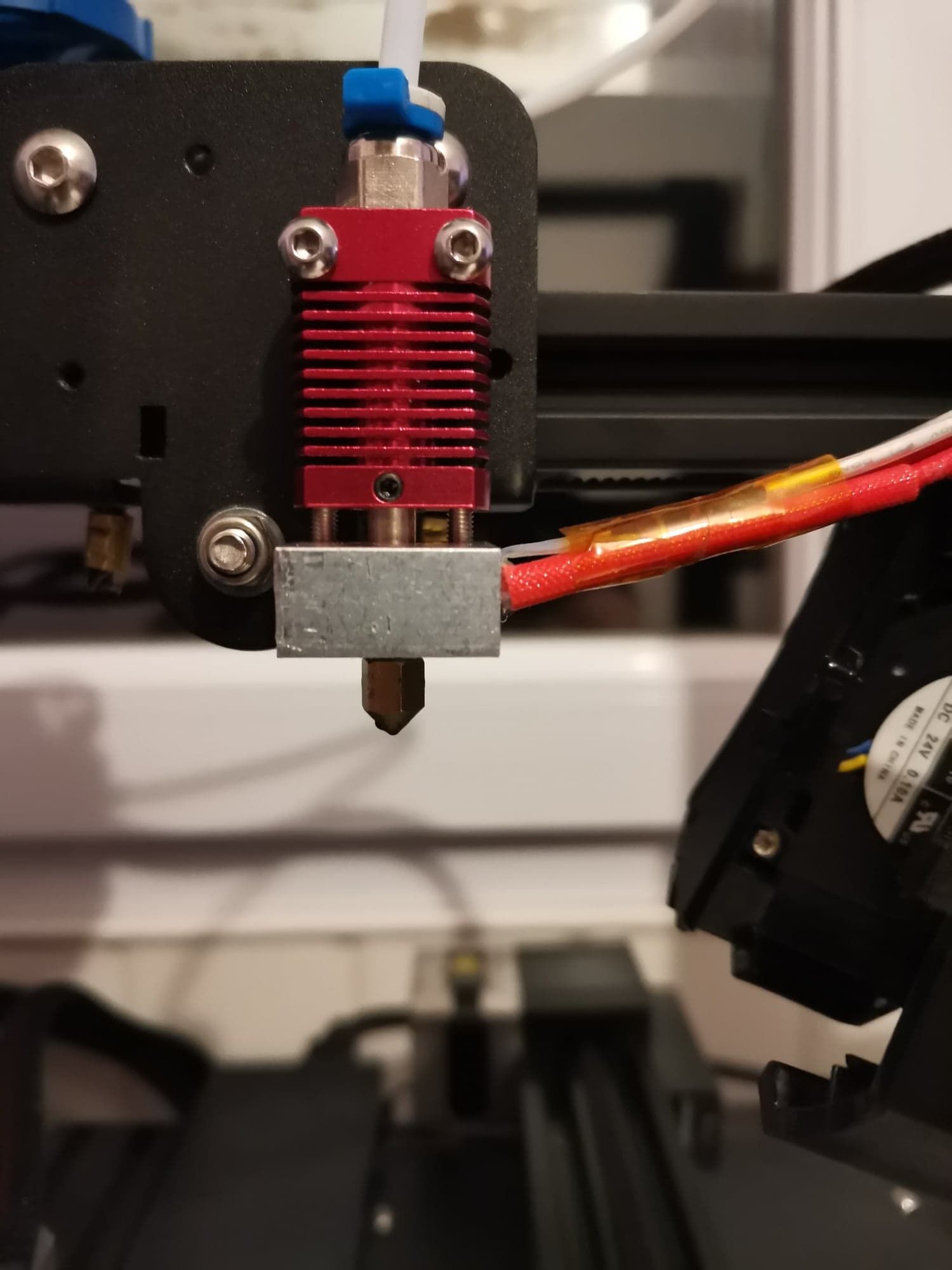
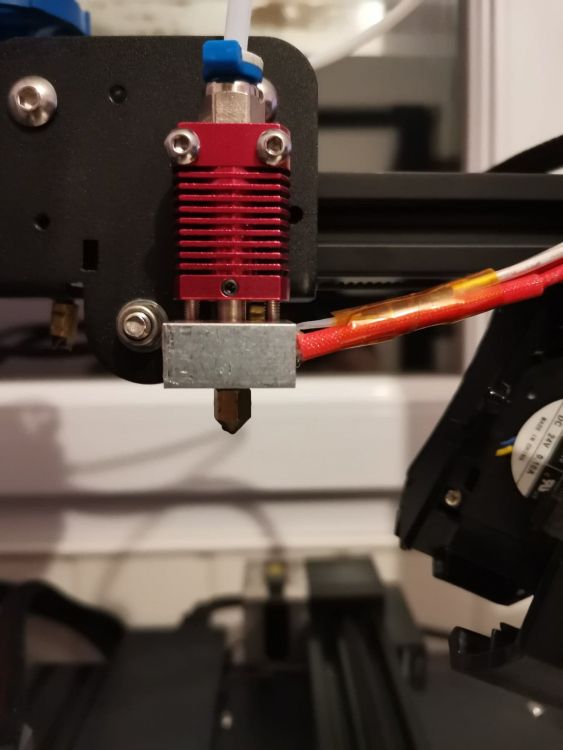
Salut. Il n'y a pas de tube ptfe, c'est un directdrive, l'extrudeur pousse directement le filament dans une gorge métal a l'intérieur d'un petit radiateur. Gorge en metal qui termine dans le bloc de chauffe, a l'about de la buse.
-
Filament PLA qui ne sort plus de la buse sous 240-250 °.
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
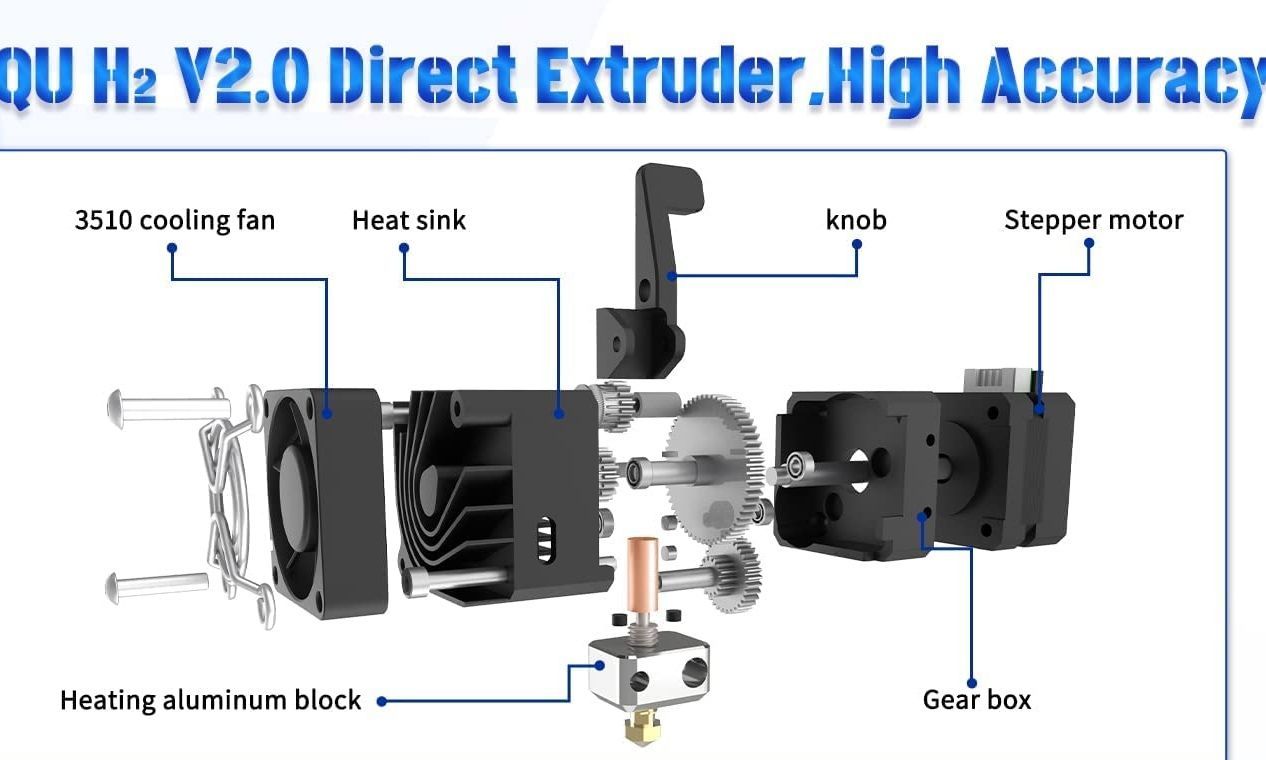
Bonjour à tous. Je reviens vers vous après une longue absence, je ne me suis plus trop servie de mon imprimante FDM ses derniers temps, mon imprimante résine me faisant beaucoup moins galérer je me suis reposé sur elle.. Mais ça me fait un peu mal au coeur d'avoir une Ender 3V2 dans laquelle j'ai investie dans des accessoires( bl touch, Extrudeur Biqu H2, sécheur de filament... ) et de ne pas pouvoir m'en servir.. Alors je l'ai ressorti et dépoussiéré dernièrement, bien déterminé a la rendre utilisable cette fois ci ! Problème de nivellement de plateau et de buse, je gère, la seul solution c'est nettoyer a fond et de régler méticuleusement le plateau avant chaque print, de faire la détection, et de re-régler le Z-offset. Par contre, je me retrouve avec le même problème qu'au tout début, a savoir, l'extrudeur n'arrive plus a faire avancer le filament, la roue tourne dans le vent par moment, et parfois non, ce qui fait que je me retrouve après quelques couches avec de la sous extrusion extrême.. puis plus de filament qui sort du tout.. C'est justement pour cette raison que j'avais installer le BIQU H2, être sur que la roue d'extrusion n'est pas en cause, qu'elle pousse bien le filement, et que la distance entre elle et la hotend soir la plus faible possible (il s'agit d'un modèle direct drive, la roue d'extrusion pousse directement le filament dans une gorge de quelques cm en métal, directement en contact avec le corps de chauffe et la buse) Je revérifie le ratio d'extrusion avant CHAQUE print( technique des 12cm-extrusion de 10cm-mesure des 2cm restant). Histoire d'éliminer un maximum de facteur, j'ai acheté du PLA très bien réputé/noté, a un prix un peu exorbitant, et j'ai bien vérifié a réception qu'il n'avait pas pris l'humidité. Je laisse les paramètre de base proposé par cura pour chaque print, rétraction désactivé pour éviter les soucis. Je me focalise sur des print "simple" pour le moment, forme géométrique avec des tracés continus, un seul objet par print. Je démonte et nettoie mon extrudeur/hotend/bloque de chauffe a chaque foirage et change la buse par une neuve, pour être sûr, j'ai égalemment changé la gorge bien qu'elle ne présentait pas de problème apparent. J'enchaîne échec sur échec, toujours le même symptômes, filament qui se met à avoir du mal a sortir, puis ne sort plus du tout, au bout d'une a deux couches a peu près réussi.. J'ai remarqué que le bloc en métal du BIQU H2 devenais très chaud en milieu de print, mal grès le ventilateur qui tourne bien et souffle directement sur le radiateur de cette dernière. Il s'agit pourtant du ventilo d'origine, et de mes recherches, je n'ai trouvé personnes qui se pleins de ce symptôme sur internet.. Mais je me demande si le problème ne viens pas de la? Selon vous, d’où peut venir le soucis? j'en ai marre d'investir dans des accessoire encore et encore et de ne jamais réussir a faire un print correct avec cette machine.. la ou d'autre ne se posent aucune question et font des print magnifiques, c'est démoralisant. J'ai qu'un envie c'est de mettre cette machine a la benne, tellement de temps perdu avec elle.. Alors que sa petite soeur la halo one se tiens a carrot et réussi ses print sans discuter... Que feriez-vous a ma place? je ne sait plus ou chercher.. -
Filament PLA qui ne sort plus de la buse sous 240-250 °.
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
Oups, la pièce a déjà été donné a qui de droit(impression pour autrui), je n'ai pas de photo ou l'on voit le dessous. Malheureusement, ça n'est pas un problème de propreté du plateau ou de distance de buse, j'ai essayé et re-réglé encore et toujours le z-offset. C'est pour ça que je n'y comprend rien.. Le dessous était très propre, homogène, avec le motif du PEI un peu granuleux et vraiment uniforme. Par contre les faces de coté étaient un peu moche au niveau des première couches (le premier mm), elle étaient irrégulière au niveau de la texture, puis le reste de l'impression, très propre. En fin, on aurait dit qu'un des 4 coins s'est ratatiné sur lui même, comme écrasé, mais en réalité il s'est rétracté sur lui même a cette endroit( a la fin du print, la pièce était posé plate sur le bed, sauf ce coin qui remontait) -
Filament PLA qui ne sort plus de la buse sous 240-250 °.
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
Merci, j'ai finalement réussi en imprimant a 205°c + plateau a 50°c. Monter la température d'impression de la buse était visiblement la solution. Mais j'ai malheureusement eu du warping sur mes pièces qui du coup, ne sont pas parfaite. Et ceux malgré le fait que mon imprimante soir a l'intérieur d'une pièce chauffé + une petite tente de conservation de chaleur fermé toute la nuit.(ça coupe un peu du bruit également). A part les raft, la ventilation, le plateau chauffant ect, sur quoi vous jouez vous pour limiter le warping? car moi rien n'y fait avec les pièces commencant par de gros plat(Style boite de rangement) -
Filament PLA qui ne sort plus de la buse sous 240-250 °.
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
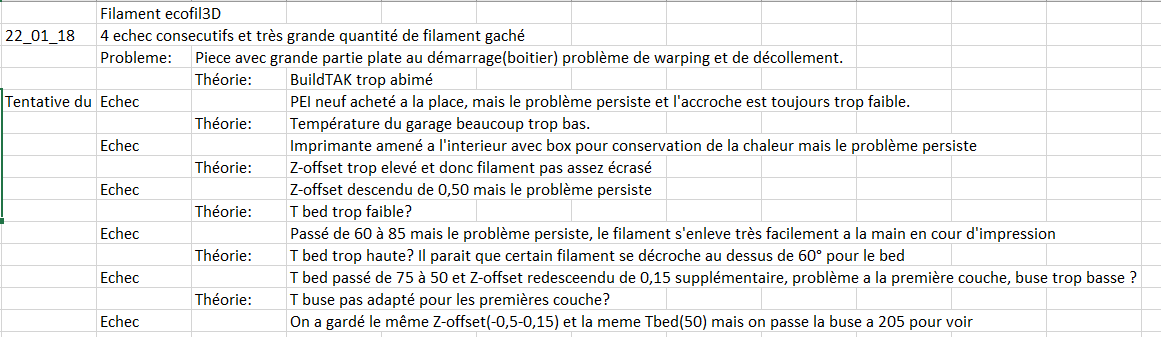
Bonjour a tous, mes problèmes d'extrusion ont tous été réglé avec le passage au BIQH h2, un bloc d'extrusion/chauffe direct drive (désolé je ne connais pas le terme technique). ça fait un peu mal au portefeuille sachant que ça vaut la moitié du prix de l'imprimante, mais je pense que c'est un bon investissement. Problème de stringing/extrusion/retractation complétement résolu !! Je pense qu'il y avait un désaxement de la roue cranté de l'extrudeur d'origine avec le petit passage qui permet au filament d'entre dans le PTFE, ce qui fait que le filament était forcé de faire un S entre la roue d'extrusion et l'entré du PTFE et il rencontrait donc de la résistance ici (en plus de l'éventuelle résistance qu'il pouvait rencontrer dans le PTFE). Bien sur ça n'est qu'une théorie et ça le restera étant donné que j'abandonne définitivement cette extrudeur. Je viens car je rencontre aujourd'hui un nouveau problème, d'accroche au plateau cette fois-ci. J'avais depuis un moment bazardé le verre d'origine qui me faisait des mysère pour passer a un buildTAK qui fonctionnais pas mal. Dernièrement Amazon m'as livré par erreur du PLA-F a la place de PLA +, j'ai donc essayé pour voir, et je ne sait pas si d'autre ont tésté, mais PLA-F + buildTAK = accroche du feu de dieu ! Peu être un peu trop même car impression après impression... j'ai fini par arracher un morceau de 5-6cm² du build en décollant une impression bien trop agrippé. J'ai donc racheté un support de print, j'ai voulu tester le PEI dont le prix n'est pas si élevé. Mais seulement voila, impossible d'imprimer un print qui tiens jusqu'à la fin... Je suis repassé sur du PLA classique, de la marque ecoFil3D, avec le PEI fraichement déballé, premier Print OK avec un peu de warping tout de même sur l'une des pièces, puis echec sur echec depuis. J'ai essayé de varier pas mal de paramètres depuis, je précise que pour le nivellement j'ai un BLtouch, j'ai bien fait mes PID buse et bed. J'imprime a la base a 65°c Bed et 185°buse. J'ai essayé de varier la température du bed, l'augmenter a 75°c puis 85°c, ensuite le redescendre à 50°c(j'ai lu que pour certain PLA, une température de bed>60°c avais l'effet inverse sur l'accroche) descendre le Z-offset pour écraser au maximum la première couche.(la j'en suis au point au j'entend même la buse frotter légèrement sur le PEI tout neuf quand elle se déplace au démarrage), je ne sait plus quoi varier.. Bref, avant qu'on ne pose la question, le bed est nettoyé, a plusieurs reprise, nivellement refait plusieurs fois, Z-offset aussi, j'ai ajouté un radeau a mes print pour augmenter mes chances... que faire de plus. La je relance un essai en augmentant la température de la buse, seul paramètre que je n'ai pas encore fait varier, mais je n'y crois guère... J'ai également bougé mon imprimante d'un environnement froid (garage) a un environnement chaud (bureau) pour enlever une contrainte supplémentaire. J'ai vérifier que mes courroie etaient tendu et que mon chariot n'avais pas de jeu. Pour ne pas perdre le fil, j'ai commencé un tableau Excel avec les cause possible de ce manque d'accroche. Je précise que ces échec la ne sont que ceux d'aujourd'hui, et ne pas prêter attention a la date du 22_10_18. Je commence a me demander si le problème ne viens pas du nouveau filament... il me reste un peu de PLA-F, je testerai avec ce dernier demain pour voir. Je suis ouvert a toute théorie de votre part !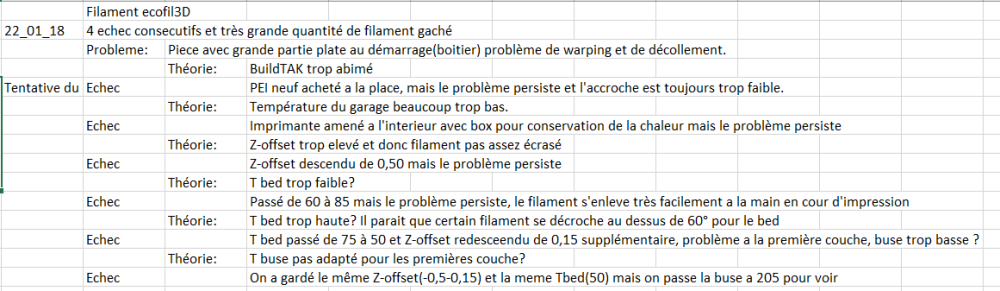
-
Filament PLA qui ne sort plus de la buse sous 240-250 °.
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
Re-bonjour a tous ! (ça sent les problèmes) Mes problèmes de bouchage de buse avec pla classique et pla silk ont été réglé depuis que je suis passé en buse de 0.5mm. J'ai au passage fait la mise au point du PID comme me l'avais conseillé hyoti Et pour répondre a Titi78 Suggestion intéressante, mais cela n'apporte pas des opportunité de défaillance supplémentaire? décalage progréssif des deux hauteur si les deux moteur ne tourne pas pile poil avec le meme ratio? ect ? Pour ce qui est de mon problème d'accroche, il est (casi) réglé, je cherchai au mauvaise endroit. L'excentrique du bloc d'impression était desserré, je l'avais pourtant bien sérré lors que la dernière vérif, mais il a du prendre du jeu, je lui ai sérré la tronche autant que possible, du coup mon bl touch donne des résultat moins aléatoire, et l'accroche au plateau est beaucoup mieux.(toujours des z-offset que j'ajuste par pas de 0.5-0.10 en début de print) Puisque tout allais bien jusque la, et que j'avais fini ma bobine de PLA silk, j'ai décider de passer le cran au dessus et d'essayer d'enfin faire un gros print au pla BOIS. Mal m'en a pris, ça fait bien 2 semaines que j'enchaine les print TEST avec un taux d'échec de 4 print sur 5 je dirais, et ceux qui s'impriment sont couvert de stringing... Voila les points clé que j'ai pu trouver a droite a gauche sur le net pour le PLA WOOD : -Vitesse d'impression LENTE recommandé (40mm/s max). -Rétraction désactivé. -Couche épaisse recommandé (minimum 0.2mm de haut) -Température le plus bas possible pour éviter calcination des particule de bois et bouchage de buse(le fameux). Voila ce que j'ai pu constater de mon coté ; -le PLA wood est beaucoup plus cassant que le classique(ça se remarque très vite lors de la manipulation). -Les print fini en pla WOOD peuvent avoir une solidité supérieur au PLA Classique, et inférieur aussi, selon la géométrie. -Ca string a mort!! Lors des échec de print, j'ai constaté que la buse n'étais pas vraiment bouché(si je pousse le filament a la main, il recommence a sortir et le print reprend). J'ai également remarqué que lorsque j'actionnais la roulette de l'extrudeur a la main, le filament sort, mais si je l'actionne trop rapidement, le filament n'avance pas, les dents de la roue cranté "dérape" le long du filament, et ensuite, plus moyen de faire avancer le filament via l'extrudeur, même après un seul "dérapage". Une fois que le filament a été griffé/grignoté, c'est fini, le print va stagner... la roue cranté de l'extrudeur va bien tourner, mais ne vas plus entrainer le filament. Après cette constatation, j'ai essayer de renforcer la tension au niveau du ressort de l'extrudeur, mais je ne sait pas si ça aide ou si ça empire. Idem pour le fait de détendre la tension a l'éxtrudeur, ça peut aider comme ça peut empirer... Ma question est donc la suivante : -Y a t-il une quelconque amélioration a apporter pour régler le problème au niveau de la liaison filament/roue cranté ? Je suis quasiment certain qu'il ne s'agit pas d'une buse bouché a proprement parler, car avec suffisamment de force de poussé, le filament ressort toujours de la buse, et le phénomène se produit même avec une buse 0.8. Dans l'absolu il faudrait même que j'essaie avec un faux print sans buse et sans chauffe, si le soucis est réellement dû a l'extrudeur, le phénomène devrait ce reproduire même sans résistance en sorti de circuit. La seul chose que j'ai pu faire c'est modifier la hauteur de cette fameuse roue cranté pour que le passage du filament se fasse pile au milieu de cette dernière, mais ça ne règle pas réellement le soucis. -
Filament PLA qui ne sort plus de la buse sous 240-250 °.
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
Je n'ai pas répondu depuis un moment mais pour le moment le problème est résolu. Je suis passé d'une buse 0.4mm a une buse 0.5mm et cela semble avoir réglé le soucis. Je pense passer en directDrive afin de regler définitivement ce genre de problème, sauf en cas de bouchage de buse. J'ai également un soucis de nivellement de plateau dû a une plaque en verre non plate que j'ai régler en remplaçant cette dernière par un buildtak, cependant, même avec ce dernier + nivellement BLtouch, l'accroche n'est pas terrible partout, surtout du coté droit(coté opposé au moteur+tige de l'axe Z), alors que par endroit elle accroche vraiment (trop) fort. Enfin bref, j'essaierai prochainement d'effectuer la procédure de hyoti et savate et d'imprimer un support officiel pour le BL touch qui n'est pas exactement au bon endroit. Je pense que tu m'as mal compris, je reformule, il s'agit d'une bobine qui est ouvert depuis peu de temps. -
Filament PLA qui ne sort plus de la buse sous 240-250 °.
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
Salut. Non il s'agit d'une bobine qui n'est pas ouverte depuis des lustres. Je pense me fournir ou bricoler une petite boîte de séchage prochainement. Mieux vaut sécher le filament pour rien, ça éliminera toujours une possibilité. Alors oui, hier j'ai retendu un peu le ressort de l'extrudeur, re Netoyé le bloc de chauffe à chaud avec une meche de 4, mis une buse de 0.5 cette fois ci. Recoupé mon ptfe bien droit nickel. Renivelé le plateau(qui d'ailleurs d'après mon bl touch est incroyablement non plat) et ça remarche ! (pendant combien de temps ?) Les buse sont celles ci: Premiers prix dans les recommandations Amazon, avis utilisateur correct. La valeur de rétractation est celle de base, je te la communique ce soir en rentrant. La temp de buse est stable d'après l'écran d'affichage de la ender 3 v2, toujours à la valeur demandé. Qu'entends tu par as tu fait un pid ? Désolé je je comprend pas la question. Je te communique la marque exact de pla ce soir également. Je ne sait pas si c'est commun pour ce type de PLA ou non, mais je mais contrairement au PLA non Silk, lorsque la buse est chaude, si je tire sur le filament qui sort, je me retrouve avec de très long et très fin filament, effet emmental fondu quoi. Ce que je n'avais pas avec mes autres filaments.
-
Filament PLA qui ne sort plus de la buse sous 240-250 °.
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
Je precise que j'ai fait de grosses impressions avec ce PLA Silk et qu'il avait le même comportement que du PLA non Silk. Contrairement au PLA bois qui lui est un peu plus compliqué. Ce soir je remet une nouvelle buse 0.4 après avoir refait un nettoyage complet, je démonte l'extrudeur pour le nettoyer à fond, je réduit un peu la vis et je retente. Ca devrait fonctionner, mais d'ici 2-3 print, je devrait recommencer tout le cinema... -
Filament PLA qui ne sort plus de la buse sous 240-250 °.
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
Ouipe. Ptfe bien "écrasé" contre la buse. Si seulement je pouvais voire ce qu'il se passe physiquement lorsque ça bouche. Si c'est un réel bouchon qui se forme dans la buse ou si c'est le filament qui deviens trop mou pour être poussé.. Mettre une buse plus gros diamètre réglerais le problème ? Cela réduira la qualité de mes print ? -
Filament PLA qui ne sort plus de la buse sous 240-250 °.
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
PLA Silk à 200°c J'ai essayé du PLA wood il y a quelques temps mais j'ai très vite abandonné l'idée avant de revenir sur mon pla Silk. Le wood m'a bouché 2 buse de 0.4. Je retenterais plis tard avec mes buse 0.6, lorsque j'arriverai déjà à imprimer du PLA simple correctement pendant plusieurs print consécutif.. -
Filament PLA qui ne sort plus de la buse sous 240-250 °.
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous ! Je relance ce sujet car mon problème persiste encore et toujours.. J'ai changer le bloc de chauffe et le radiateur, ainsi que le ptfe, car on m'a dit que ça pouvait venir de la. J'ai changé mon extrudeur pour un extrudeur métal car j'ai finit par le péter a force de faire 50 manipulation par jour pour forcer le filament. J'ai ajouté un bl touch car on m'a dit que ça pouvait venir de la première couche qui serait trop écrasé. J'ai acheté un jeu de buse de différentes tailles afin d' avoir du change. Je vérifie mon ratio d'extrusion AVANT Chaque print. Mais j'ai encore et toujours ces bouchage de buse arbitraire... Je ne sait plus quoi faire.. Je vais faire 2-3 print nickel, puis bouchon.. L'extrudeur pousse bien, le bloc de chauffe chauffe bien, le filament peut glisser dans le ptfe bleu qui n'accroche pas, la temperature(200) est bonne et à été vérifié avec une tour de température. Mais tout les 2-3 print je dois changer de buse.. Je ne sait plus quoi faire. Certains ont des ender 3v 2,ne font aucun ajout/modif et peuvent enchaîner les print, et moi je passe visiblement à côté de quelque chose.. Ou pourrait se cacher le problème à votre avis ? Désolé du double poste, il reste cette possibilité, mais ça me fait re changer à nouveau une pièce, sans garanti que ça va régler le soucis.. -
Axe Z ne descend plus depuis l'ajout d'un BL touch
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
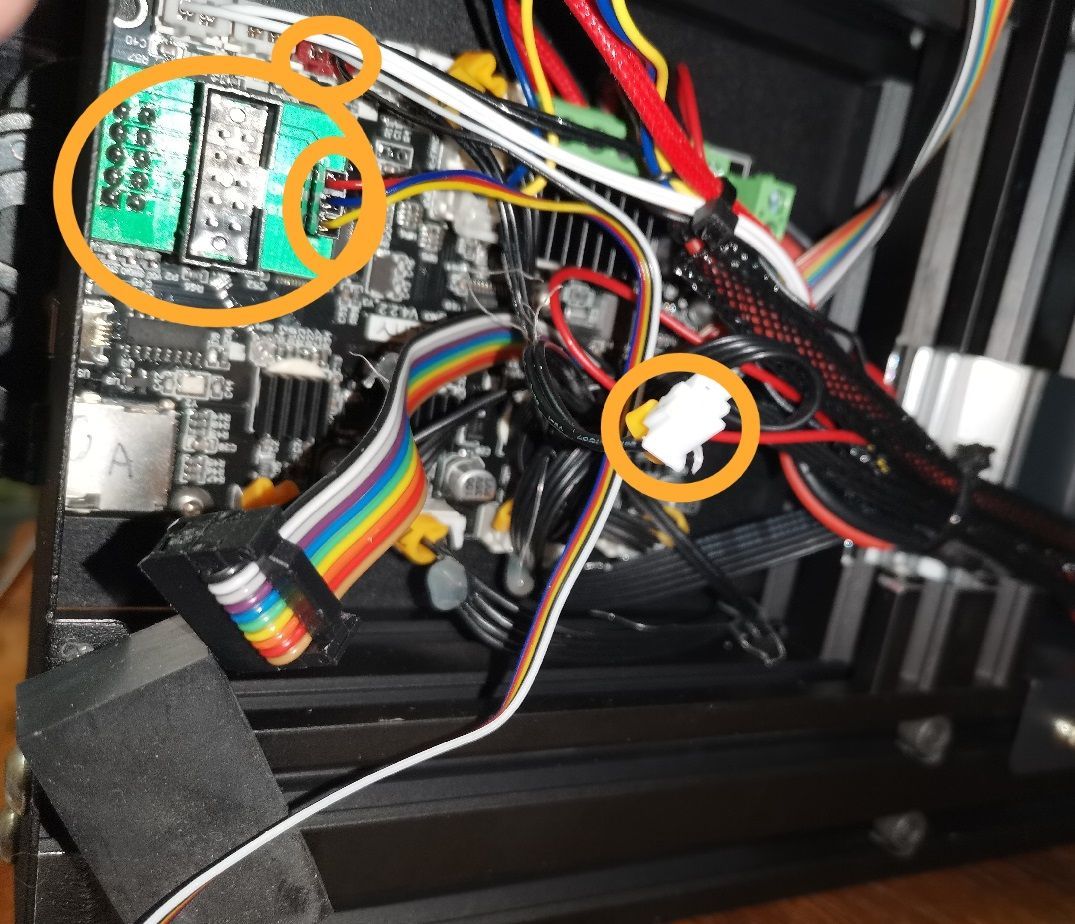
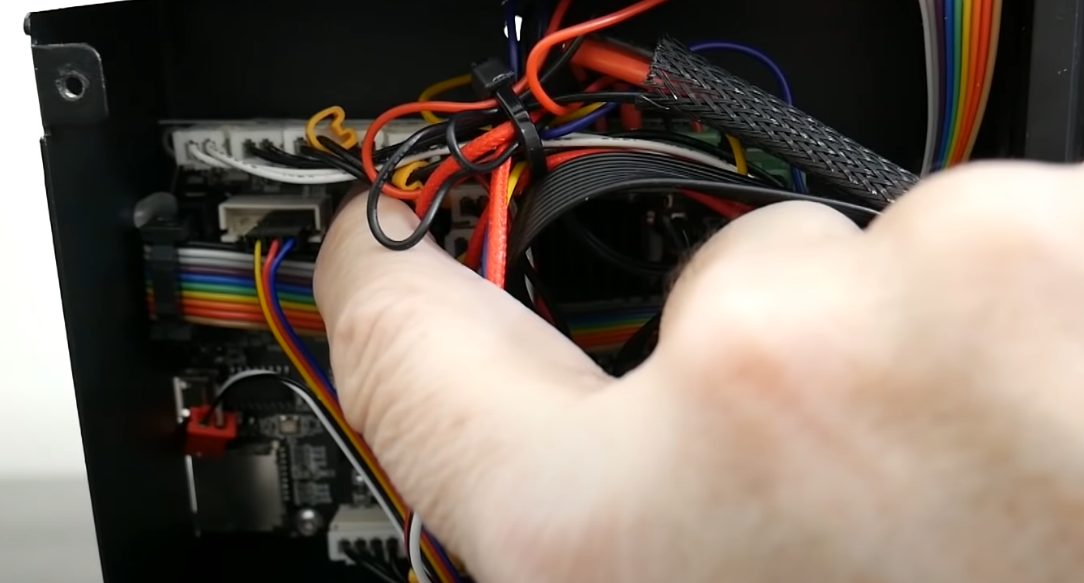
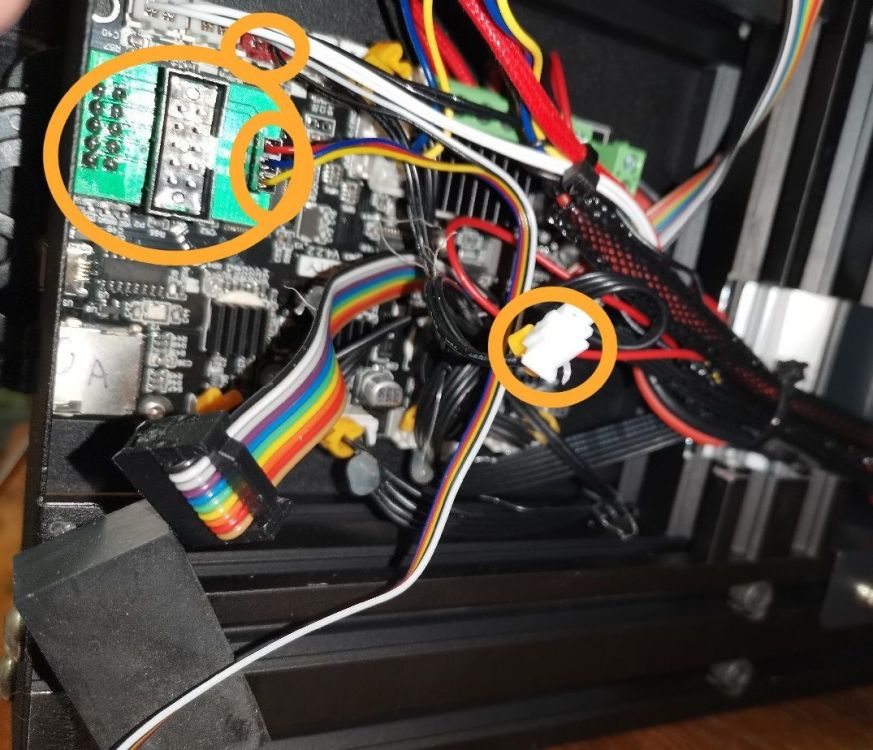
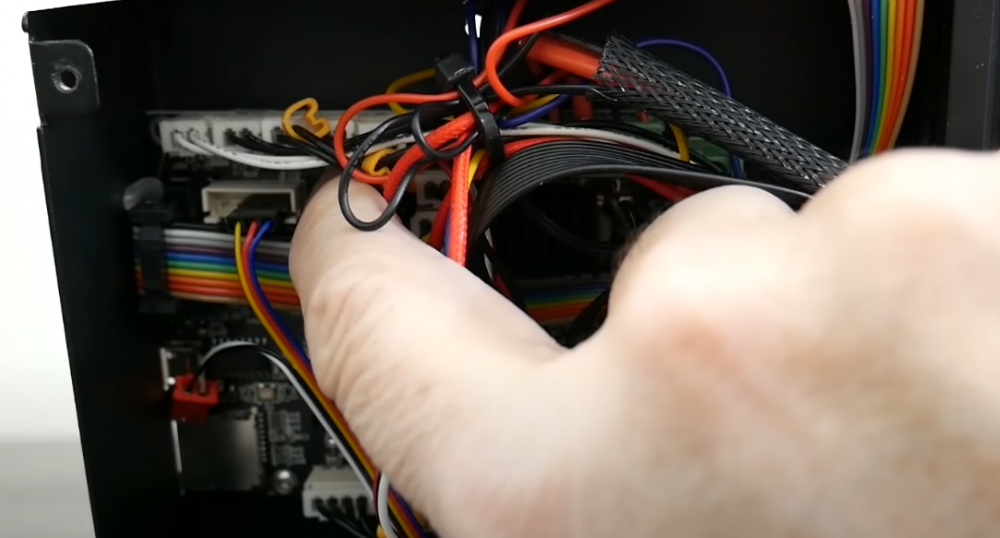
Merci de ta réponse hyoti ! Alors, pour le montage, je ne l'ai pas précisé, mais c'est ce j'ai essayé en premier, difficilement d'ailleur car les deux embout, rouge et noir, ne sont pas prévu pour tous tenir a cet endroit. J'avais vu ce branchement dans le premier tuto trouvé, je n'ai pas trop fait attention au couleurs, je me suis dit qu'il n'y avais pas raison que ça m'ai été livré avec les câbles dans le désordre .. ce n'es qu'après ma déconfiture que j'ai fait plus de recherches et que j'ai vu qu'il y avait plusieurs branchements possible, avec des fils a inverser ect... J'aimerais bien réessayer ton exemple avec ton firmware, néanmoins la photo comporte des cables orange/jaune/vert la ou moi j'ai bleu/rouge/jaune, du coup je ne sait pas dans quel ordre je suis sensé mettre les fils pour respecter ta photo ? Pour ce qui est des drivers TMC 2208... Heum.. je vois a peu près ce qu'est un driver mais.. qu'est ce que ça implique dans le contexte du coup? (Je l'avoue, je suis complètement largué) EDIT : Bon, depuis mon dernier poste, j'ai re tenté le branchement proposé par hyoti, a savoir le Branchement n°2 + Z au même endroit avec son firmware, et la sa marche !! j'ai même testé ce branchement avec un autre firmware, et ça fonctionne La première fois que j'avais testé le bleu et le rouge n'avaient pas encore été inversé par ma main, et ce branchement me semblant plus bancal que les deux autres, je me suis dit que cette première tentative a la zeub m'avait fait cramer quelque chose sur le BLT ou sur la CM, mais non. c'est finalement le branchement le moins legit qui est a retenir ! pour ce qui est du Socle Z a branché au endstop, cette configuration semble ne pas être la bonne de mon coté.. Autre détail, j'ai du modifier le support reçu avec, car il fait tomber le pointe du BLT trop haut par rapport a la buse... ce qui fait impact entre cette dernière et le plateau, ainsi qu'entre l'axe et le Z-stop(que je vais maintenant pouvoir retirer). Ce qui me fait me dire que le BLT que j'ai reçu n'est peut être pas prévu pour la ender3 v2 niveau branchement? Qu'est ce qui fait que sur certaine Ender 3v2 il faut brancher d'une certaine façon, et d'une autre sur d'autre modèle 3v2 ? Je n'arrive pas a comprendre et je trouve pas de sujet la dessus, seulement des branchement différents selon les tutos.. sans justification de tel branchement pour tel config.. Si quelqu'un a la réponse a cette question ! Je suis preneur ! Moi qui m'attendais a du plug-and-play, j'aurais cherché 3 jours pour le faire fonctionner . Encore merci a toi hyoti ! -
Bonjour à tous, Je viens ici en quête d'aide, j'ai en effet un léger soucis sur ma Ender 3 v2 carte mère 4.2.2. J'ai ajouté hier un Bl touch a mon imprimante, et depuis, pas moyen de le faire fonctionner.. Je m'éxplique : L'imprimante s'allume, l'écran également, le Bl touch également(il sort deux fois sa tige a l'allumage et émet une lumière rouge). Après s'être allumé, je peut bouger la buse en X, en Y et en Z via les mouvement "manuel" du second menu, par contre, une fois que je tente d'effectuer le bed leveling (ou un auto-home en Z), l'imprimante et le BLTouch semblent effectuer leur routines, à l'exception de tout déplacement négatif en Z.. Ce qui fait que la routine se bloque dès qu'il tente d'obtenir le premier point au centre du plateau, l'imprimante attend que la tige heurte le plateau, ce qui n'arrive jamais vu que l'axe ne descend pas.. Ayant fait des petites recherches, j'ai lu des personnes ayant eu le même soucis, et l'ayant résolu via un changement de firmware, ce qui n'as pas fonctionné pour moi... J'ai également vu qu'il y avait deux façon de câbler le BLtouch sur la Ender 3v2, j'ai essayer 5 versions de firmware correspondant sur les 2 façon de câbler, aucune de ces 10 configurations ne semblent fonctionner. Je précise que je peut bouger l'axe en Z comme je le souhaite en rentrant les valeurs manuellement, par contre après la tentative de nivellement, impossible de le bouger négativement(en bas) même avec les commande manuel.. Les deux façon possibles de cabler : Dans les deux cas, le port Z(2 fils) est débranché et remplacer par celui du BL touch(2fil) pour les trois fils restant -Via un adaptateur que l'on pose sur le port de l'écran et sur lequel on viens remettre la natte multicolor de l'écran + les 3 fils restant. -Ou en inversant les fils rouges et bleu et en plaçant ces derniers ici : Source de la seconde photo (et en plaçant également le fiche rouge sur le port de Z, ce qui n'est pas encore fait sur la photo). J'ai donc tenter ces deux configuration avec les firmware du site créality : https://www.creality.com/fr/download Avec le firmware de cette page : https://smith3d.com/ender-3-v2-bltouch-firmware-installation-guide-by-smith3d-com/ et avec d'ancienne version High speed ou non, trouvé ici : https://github.com/Jyers/Marlin/releases/tag/v1.2.2 Honnêtement, je ne sait plus quoi tenter.. Première fois que j'ouvre le capot de la CM d'ailleurs, les points de colle y avaient été fait a la louche visiblement, une horreur... Je me suis donc dit que j'avait abimé quelque chose avec toute cette colle a retirer.. mais lorsque je remet un firmware sans BL touch et que je rebranche le Z-stop a la place du Z-Bl, tout fonctionne je peut me servir de mon imprimante, donc la CM va bien et le moteur Z aussi en théorie. Si quelqu'un a un début de réponse je suis preneur, parce que je suis dépité.. En résumé, il refuse de descendre en Z via le BL touch, mais le reste fonctionne.. Est ce qu'il pourrait s'agir d'un defaut de fil Z ? du BL-touch? de la CM ? Merci d'avance
-
Filament PLA qui ne sort plus de la buse sous 240-250 °.
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
Heum, qu'entend-tu par amorcer la buse? Je la pré-chauffe pour le Mode PLA la plupart du temps, car ça me permet de jeter un coup d’œil rapide a la distance buse-bed en condition de température d'impression, histoire d'être sûr que rien n'ai bougé. Parfois je ne le fait pas, mais même dans ces cas la, sur le creality ender 3 V2 l'impression ne démarre pas tant que la buse et le bed n'atteignent pas les valeurs cibles. Du coup si tu me pose cette question, tu penses que mon problème de bordure est peut être dû a un soucis de température en début d'impression? -
Filament PLA qui ne sort plus de la buse sous 240-250 °.
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
Bon ! Un grand pas en avant de fait ! J'ai pu imprimer la totalité du modèle cette fois ci. Le fond n'est pas parfait, je ne sait pas si je dois accuset une sur-extrusion(pourtant réglé au poil, une mauvaise qualité de filament ou un bed plus tout a fait droit.. Nouveau problème désormais, j'ai du warping, et étrangement, ma bordure n'a pas adhéré au plateau par endroit, et surout, elle s'effiloche quand je la manipule.. (les filamment déposés côte a côte n'ont absolument par adhéré les uns avec les autres.. ), problème que je ne retrouve pas du tout sur le reste de l'impression.. Pour le warping, j'imagine que l'unique solution consiste a faire une petit cage a chaleur? -
Filament PLA qui ne sort plus de la buse sous 240-250 °.
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
Salut, Oui j'ai démonté l'extrudeur hier soir + un coup de bombe d'air sec histoire de nettoyer un peu toute la "poussière de PLA" et poussière classique. J'ai vérifié le bras, non pas comme tu dis pour vérifier qu'il ne sert pas trop mais plutôt pour vérifier qu'il sert suffisamment^^ J'ai eu l'inverse de ta logique sur ce coup je me suis dit que ci ça n'appui pas assez la roue cranté tourne dans le vent en caressant le Filament sans le "forcer" a avancer. Mais peut être que trop serrer peut avoir un effet blocage qui empêche la roue de tourner je n'y avais pas pensé. J'ai ensuite retenté d'imprimer hier soir, il y a de la sur-extrusion mais il y a un net mieux depuis le nettoyage complet !! Mais ayant baissé un peu la température du plateau pour re-partir de la température conseillé classique, au bout de la seconde ou troisième couche, le warping a décollé la pièce par endroit. A noté que mon imprimante se trouve a coté d'une aération, ce qui n'ai pas top en terme de variation de température... Mais j'ai pas trop le choix. Revérifié le ratio d'extrusion, ajusté de 102.2 a 98.3 -> 100mm extrude bien 100mm Je re-slice mon modèle avec une bordure pour limiter le warping cette fois et je relance ce soir. Donc en résumé : -Bras de l'extrudeur pas cassé et roue cranté pas encrassé. -Température d'impression remise au valeurs conseillé. -Plateau nettoyé même si toujours pas plat a 100% -Le ventilateur semble bien tourné, en tout cas il ne tourne pas différemment que depuis la première impression, que ça soit sonore ou en terme de souffle Pour l'impression pour info, c'est une boite que je slice en mode vase ("Spiraliser le contour extérieur" activé) Vitesse d'impression a 70mm/s Le reste en standart Le modèle est a 150% de son échelle de base dans les trois axe. -
Filament PLA qui ne sort plus de la buse sous 240-250 °.
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
Bonsoir, bon j'ai bien refait méticuleusement le nettoyage/coupage/remontage du tube, de l'extrudeur ect avec un petit foret de 4 en chauffant un peu pour enlever le tout plus facilement. J'ai retiré le plateau pour nettoyé les 3 faces(face haute du plateau chauffant, face basse du plateau en verre en contact avec le plateau chauffant, face haute du plateau en verre qui est en contact avec le PLA) a l'alcool a 90° Rien que ça, ça m'as pris un temps monstre. après ce nettoyage le coté bombé du verre semble moins prononcé(bombé au centre) mais toujours présent. Je vais vérifier l'extrusion maintenant, puis retenter l'impression de la première couche, si Echec, je tenterai de me racheter un plateau en verre ou de voire qu'elle est la meilleur solution parmi ce qui existe pour régler ce problème... Ah ! et autre point Le bloc de chauffe, et la buse du coup, semble légèrement penché par rapport a l'axe.. J'ai donc joué avec les vis du dessous pour essayer d'avoir quelque chose d'un peu plus droit. La différence n'est ni flagrante ni parfaite... Mais c'est toujours ça.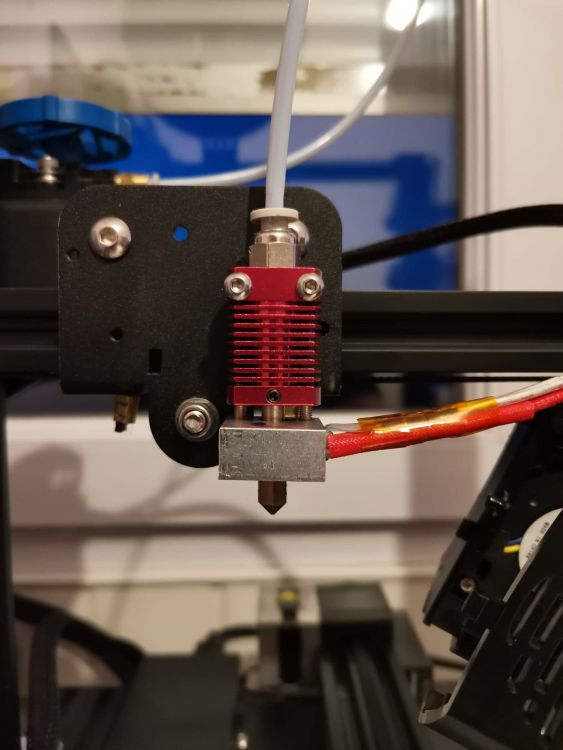
-
Filament PLA qui ne sort plus de la buse sous 240-250 °.
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
Effectivement il y a des bruits de claquement par moment, ce qui me faisait penser au des problèmes d'humidités en premier lieu.. Le soucis c'est que si le plateau est un tout petit peu trop loin, les premières couches n'adhèrent pas toujours... c'est possible que le verre se déforme a la longue? car au début, je n'avais pas ce soucis du tout.. et effectivement, lorsque je regle mon plateau niquel au 4 coins, si je fais déplacer la buse a 0, elle frotte le plateau par endroit.. les plateau en verre fournit par ender seraient de mauvaises qualité? -
Filament PLA qui ne sort plus de la buse sous 240-250 °.
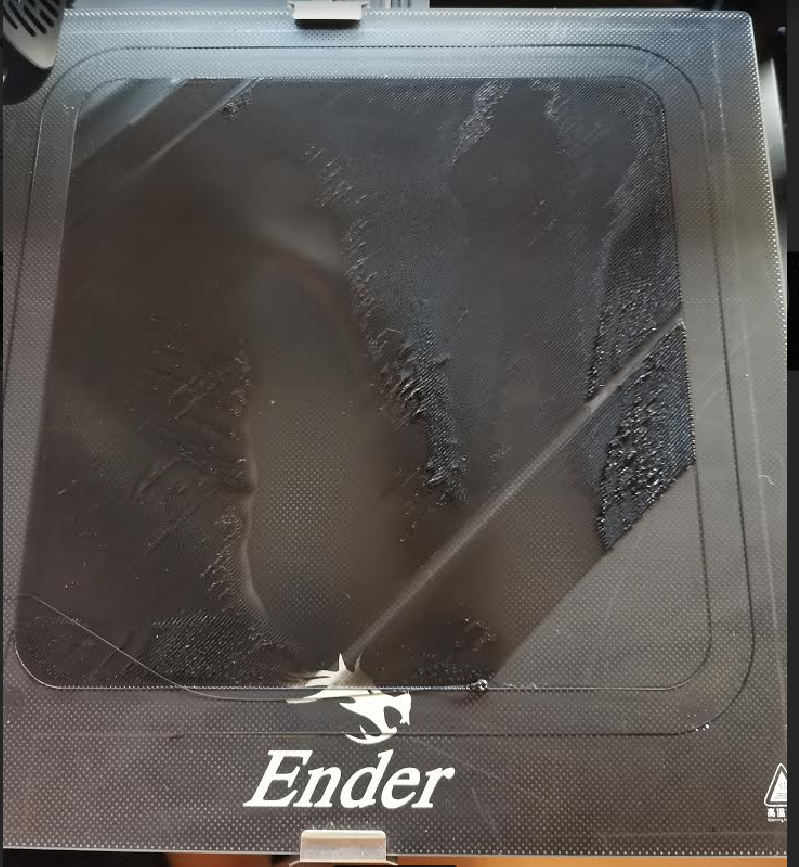
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour a tous, Après re-calibrage de l'extrusion, donc a 102.2 de ratio, j'ai re-tenté une impression que j'ai arrêté a la fin de la première couche. Voici de ce que ça donne.. On vois clairement que par endroit les couches sont bien trop fines voir inexistante, alors que que d'autre zones, il y a de grosses protubérances bien moches.. Donc pour vous, la solution serait de recommencer le tuto de nettoyage vu plus haut? Je démonterais/nettoierais/remonterait également l'extrudeur ce soir pour vérifier qu'aucune pièce n'est cassé ou encrassé par des copos de plastiques... Si entre temps vous avez d'autres suggestions ;)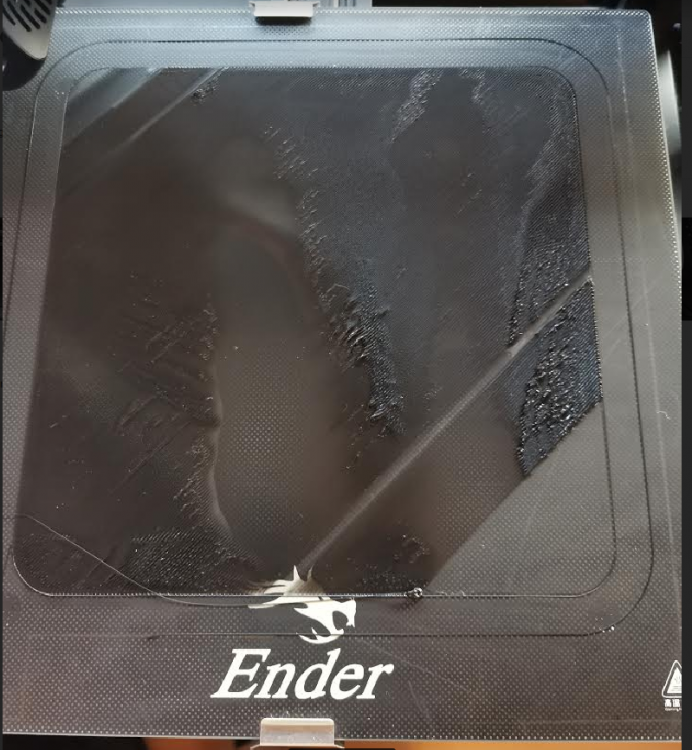
-
Filament PLA qui ne sort plus de la buse sous 240-250 °.
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
hmmm... j'ai tout nettoyer a fond pourtant.. je verrai demain pour recommencer. Je refait de suite un test des 120mm EDIT : j'ai du passer le ratio de 93 a 102.2.. ça parait un peu élevé non? Ou cette valeur ne veut rien dire dans l'absolu(si j'ai bien compris c'est 102 Step/mm) -
Filament PLA qui ne sort plus de la buse sous 240-250 °.
All666 en réponse au topic de All666 dans Entraide : Questions/Réponses sur l'impression 3D
Oui j'ai tout nettoyé, le bowden ne semblait pas avoir fondu, bien que sa reste difficile a dire si les partie fondu se melle au reste du PLA, en tout cas pas de morceau déformé accroché au bout de ce dernier, rien qui ne laissait penser qu'il ai fondu. et oui il est bien en buté contre la buse. Alors, j'ai essayé un petit modele avec un filament neuf, et la (presque) pas de problème. j'ai juste l'impression que les couches sont trop épaisses, surement du au fait que j'ai augmenté le ratio d'extrusion lorsque j'essayais de regler le problème.(avant de remarquer que la roue tournais sens faire avancer le PLA) Heu... si le problème est résolu je vais m'abstenir (pour aujourd'hui en tout cas); Mais je contrôlerais ça prochainement. EDIT du lendemain : Bon, l'imprimante sort des petits modèle a nouveau, mais a toujours du mal avec les gros... j'ai essayé hier le même fichier, le début commence bien, le filament sort correctement, néanmoins, les couches semble un peu trop épaisse car au bout d'un moment, la buse se balade en frottant le plastique qui a déjà été déposé et n'arrive donc plus a sortir le PLA, se qui semble creer un bouchon, puisque lorsqu'elle arrive a des zones dégagé, le filament ne sort plus, ou plus correctement...Une goutte par ci par la.. Que dois-je faire pour régler ce problème d'après vous ? baisser le ratio d'extrusion? (il est pourtant correctement régler avec la technique des 12 cm..) repasser le fichier dans le Slicer en demandant des couches plus fine?(je croyais que cela dépendais du diamètre de la buse et n'était pas sensé être modifier) Je commence doucement a désespérer je ne sait plus quoi essayer.. Si quelqu'un a une idée, démonter l'extrudeur pour vérifier son état ?