DragonX
-
Compteur de contenus
10 -
Inscrit(e) le
-
Dernière visite
Récompenses de DragonX
")





-
Effectivement, j'avais du le mettre pour que la couche du haut soit imprimé, à cause d'un paramètre pour le réglage, je viens de re test c'est ok sans support dans cura.
-
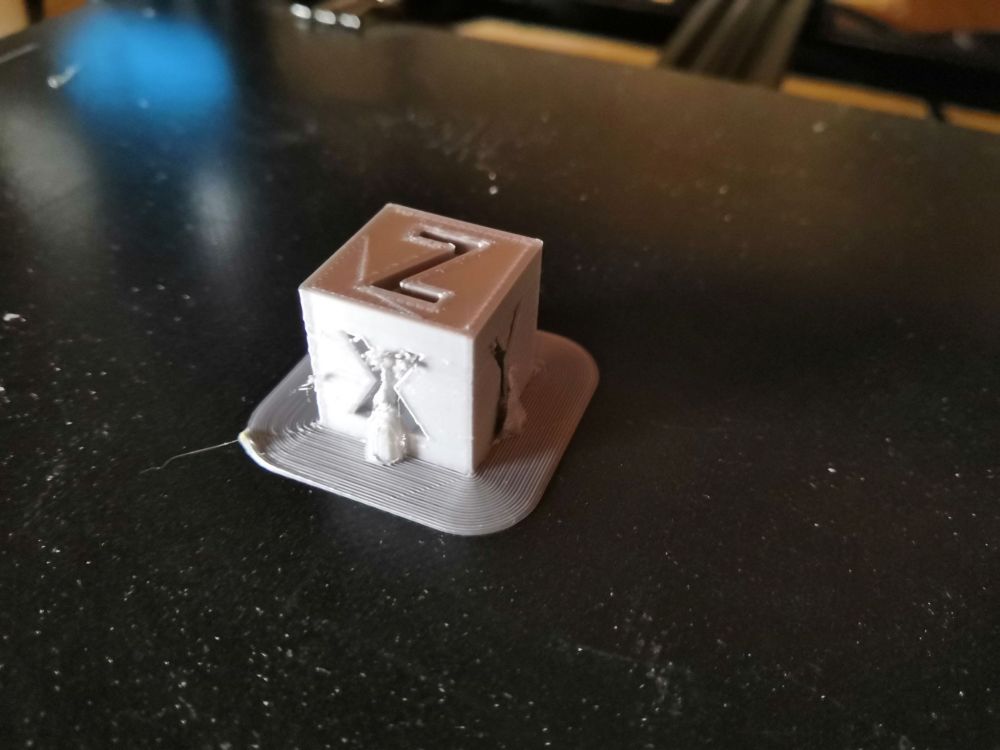
Pour le tutoriel, par exemple comment récupérer ces valeurs, je n'ai pas d'endroit où sont affichés ces codes sur l'imprimante. j'ai modifié le z0.3 en z0.2 dans le start g code par rapport au tutoriel, comme la cale est de 0,2 on déplace donc de 0,2, le 0,3 n'était pas logique. Étape 6 : Nivelage du lit manuellement Un cube de test sans support ? Mais comment peut-il imprimer le dessus qui est dans le vide ? Sinon le mien est propre. Le 25 mm/s était pour mes problèmes d'adhérence, je vais pouvoir augmenter. Merci pour les conseils ! Il n'est pas parfait mais pas mal (https://www.thingiverse.com/thing:4335316 en 150%)

-
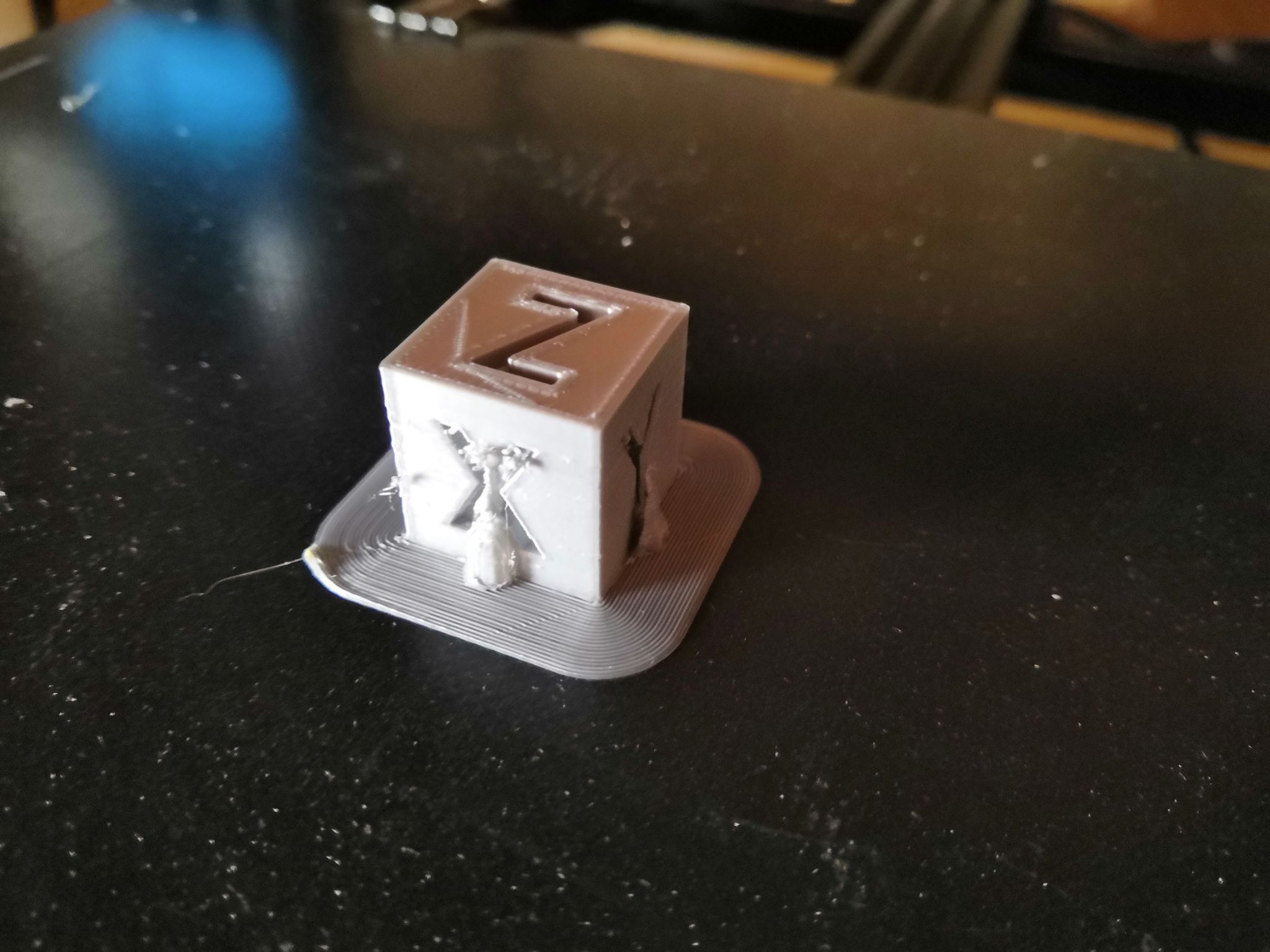
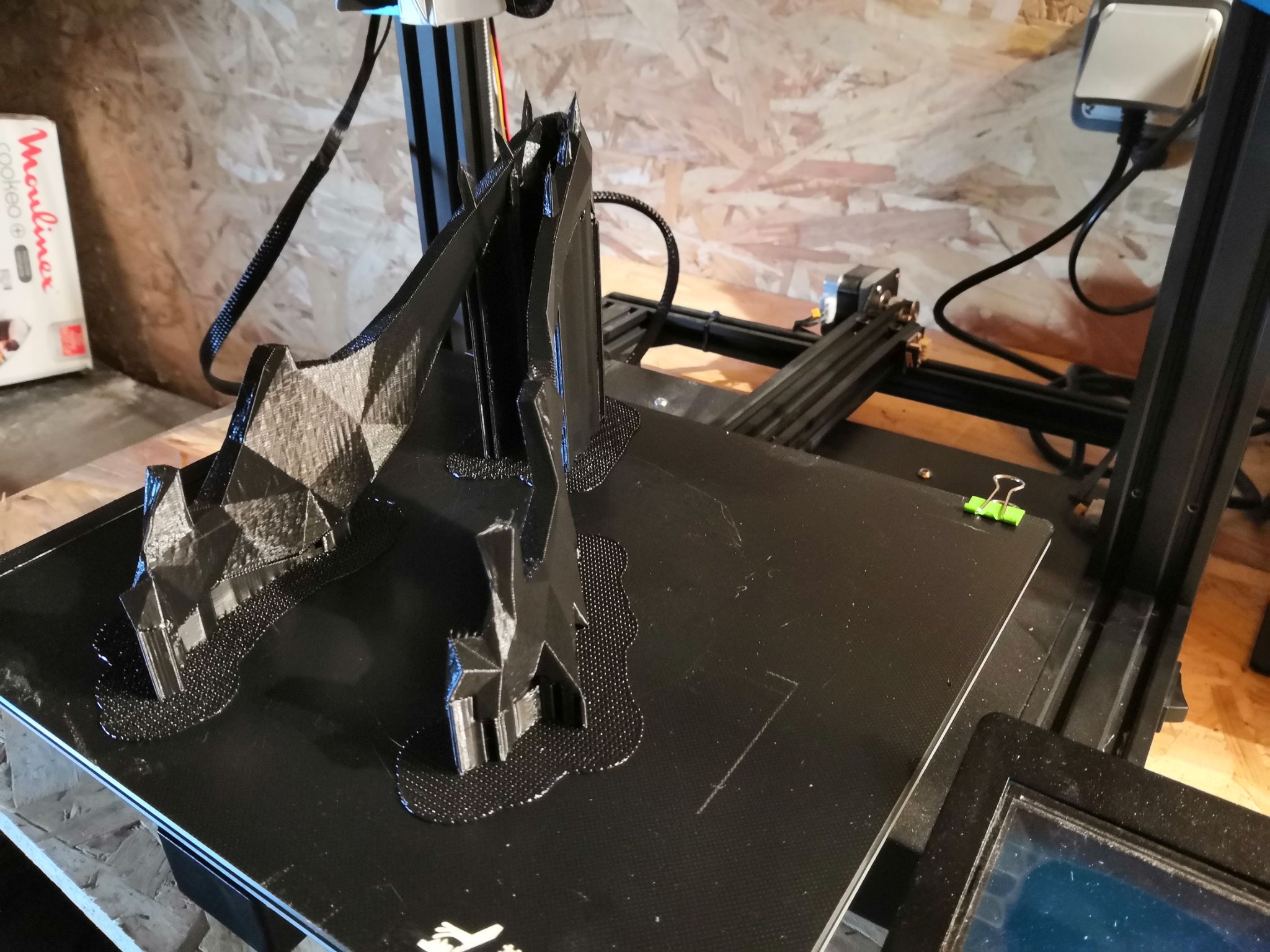
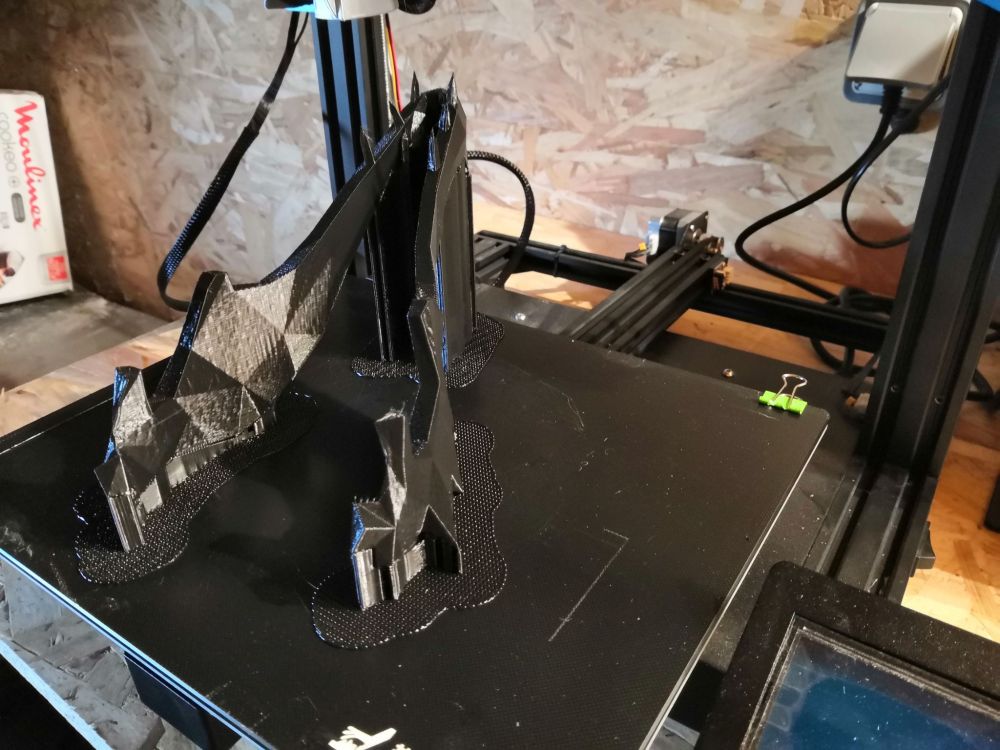
Hello, J'ai enfin réussi à imprimer avec le mode bordure ! Bon je n'ai pas tout compris du tutoriel, voici ce que j'ai fais : J'ai refait le niveau du plateau dans les 4 coins à 60 degrés + buse à 200 degrés avec une feuille A4 d'imprimante plié en 2 jusqu'à obtenir une légère friction. J'ai modifié les z0.3 du start gcode en z0.2 M211 S1 ; Enable software endstops M140 S{material_bed_temperature_layer_0} ; start preheating the bed M104 S{material_print_temperature_layer_0} T0 ; start preheating hotend G28 ; home M190 S{material_bed_temperature_layer_0} ; heat to Cura Bed setting M109 S{material_print_temperature_layer_0} T0 ; heat to Cura Hotend ;*** End Preheating *** ;*** Draw a Nozzle Cleaning line on the Left Side of Bed G92 E0 ; Reset Extruder G28 ; Home all axes M420 S1 ; load bed mesh G1 Z2.0 F3000 ; Move Z Axis up little G1 X2.1 Y20 Z0.2 F5000.0 ; Move to start position G1 X2.1 Y200.0 Z0.2 F1500.0 E15 ; Draw the first line G1 X2.4 Y200.0 Z0.2 F5000.0 ; Move to side a little G1 X2.4 Y20 Z0.2 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X5 Y20 Z0.2 F500.0 ; Move over to prevent blob squish J'ai mis un débit à 110% pour la couche initial (85% sinon) J'ai mis à z offcet à 0 et là j'était trop loin, j'ai fait -2,00 et là trop prêt la buse touchait le plateau et avec -1,00 cela à fonctionné. C'était ok en 0,2 (épaisseur de la couche), reste à tester avec du 0,3 ou 0,4 ! config.html Après retrait des supports le cube est propre. En bonus, la tête de dragon (avant les nouveaux paramètres)

-
Sur une autre impression, des imperfections apparaissent alors que d'autre parties sont parfaites.

-
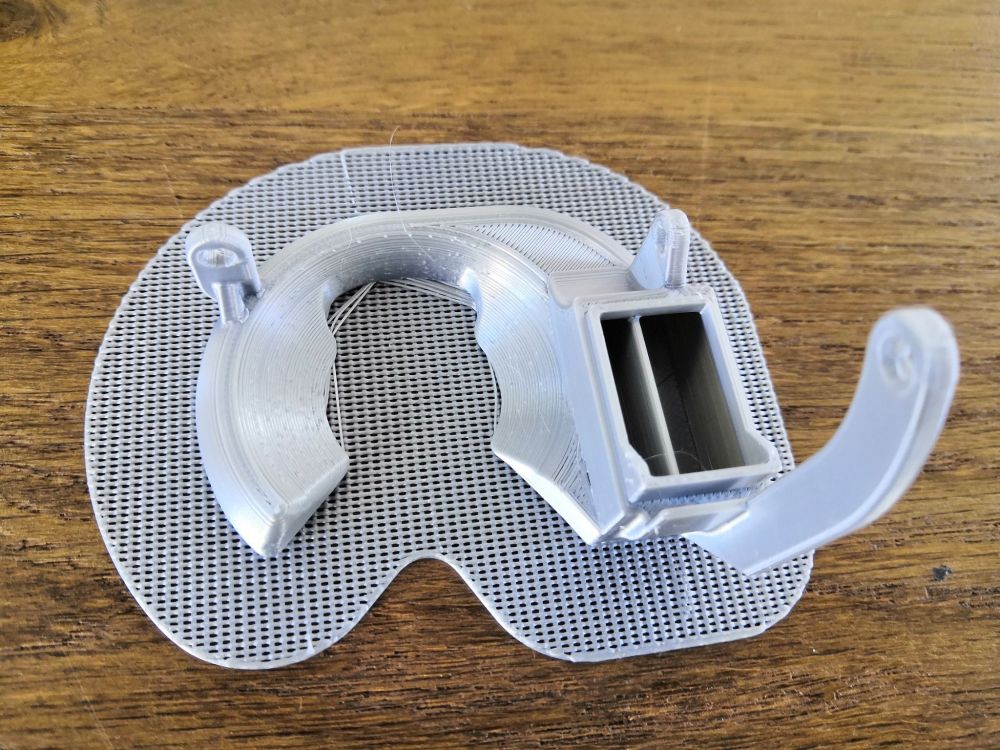
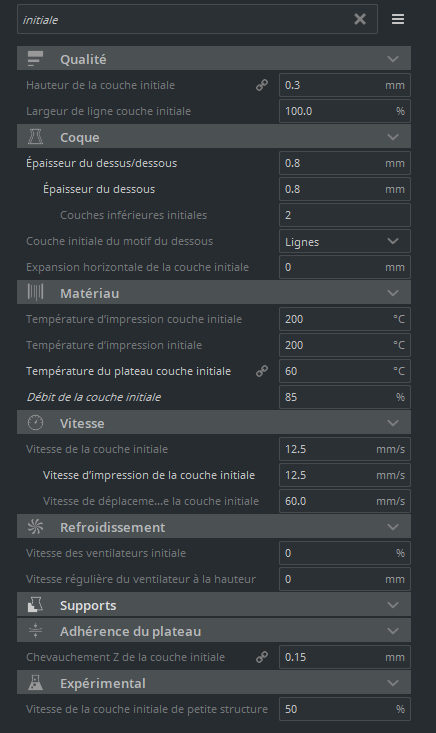
Merci PPAC, -Pour le nettoyage j'utilise "Solution de nettoyage pour plateau - Nanovia" -J'ai réglé chaque coins avec une feuille d'imprimante A4 pliée en 2 jusqu'à obtenir une très légère résistance lorsque je glisse la feuille. C'est ce qui est recommandé par Sovol il me semble. Ensuite j'ai réglé le z offset comme j'ai pu, difficile de trouver la bonne valeur mais le réglage me semble bon vue les 2 premières couches sont bien imprimée. -Quelle est la configuration à effectuer ? "la hauteur de couche et débit de la couche initial (et température de la couche initial) a revoir pour avoir une adhérence parfaite ..." -Le plateau est presque neuf et provient du fabricant, j'ai du en racheter un à force de faire des essais Sinon comme je le disait j'ai réussi à imprimer en ne mettant que 2 couches de radeaux mais on peux voir que sur la premier couche de la pièce les lignes sont placés n'importe comment.
-
Aucun warping avec le radeau mais j'ai beaucoup de warping avec la bordure et elle ce colle mal alors que le radeau ne bouge absolument pas.
-
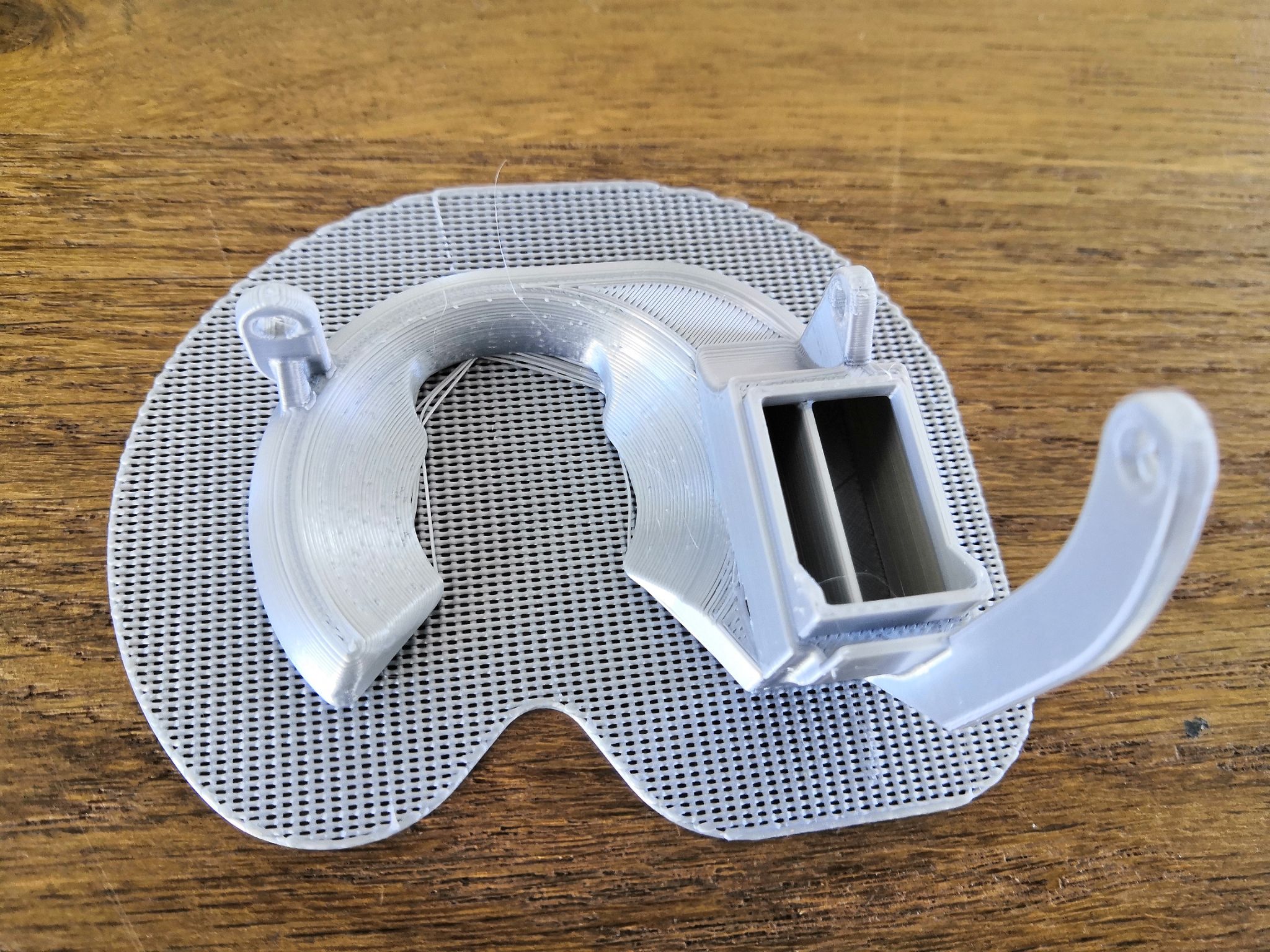
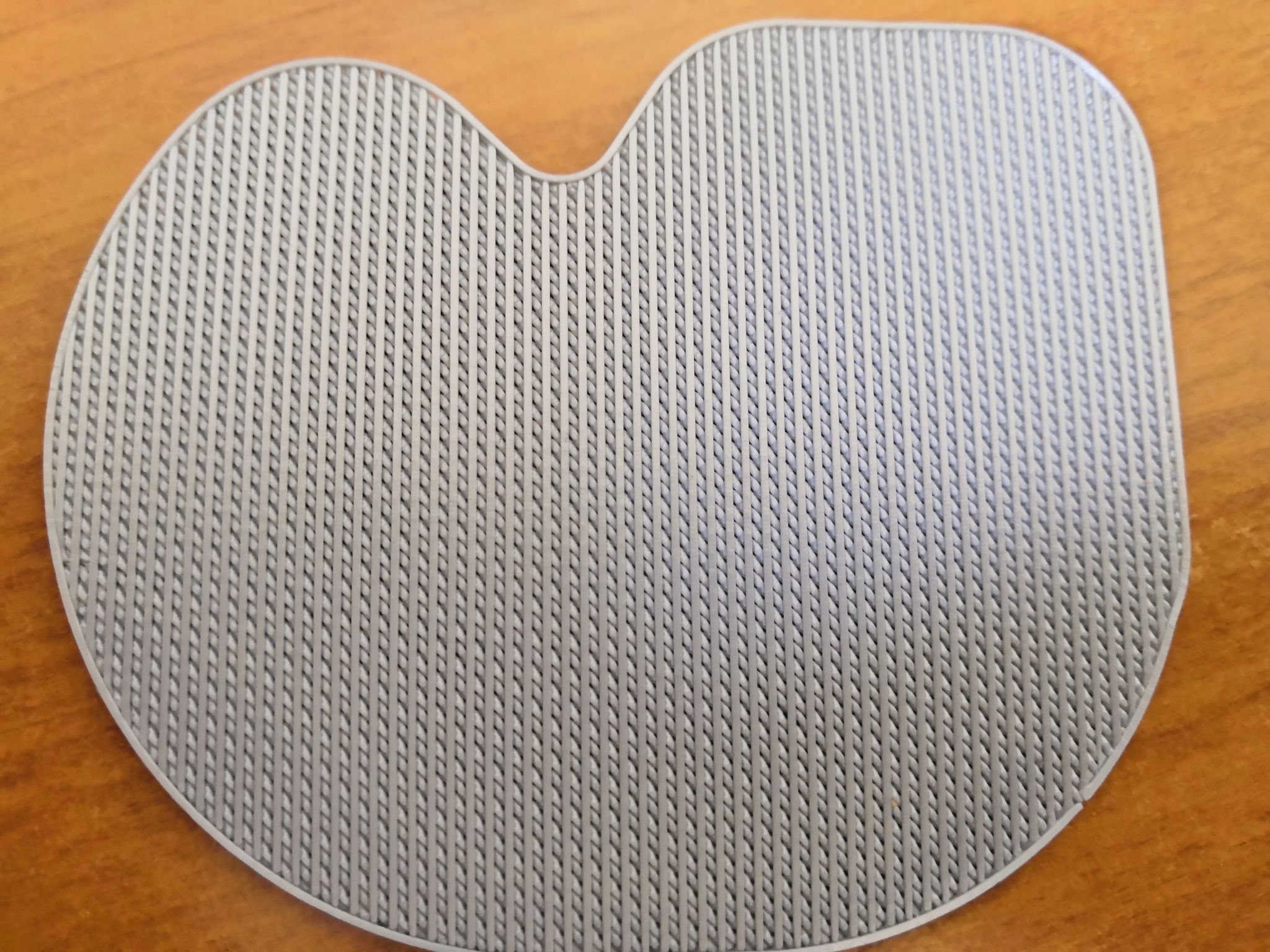
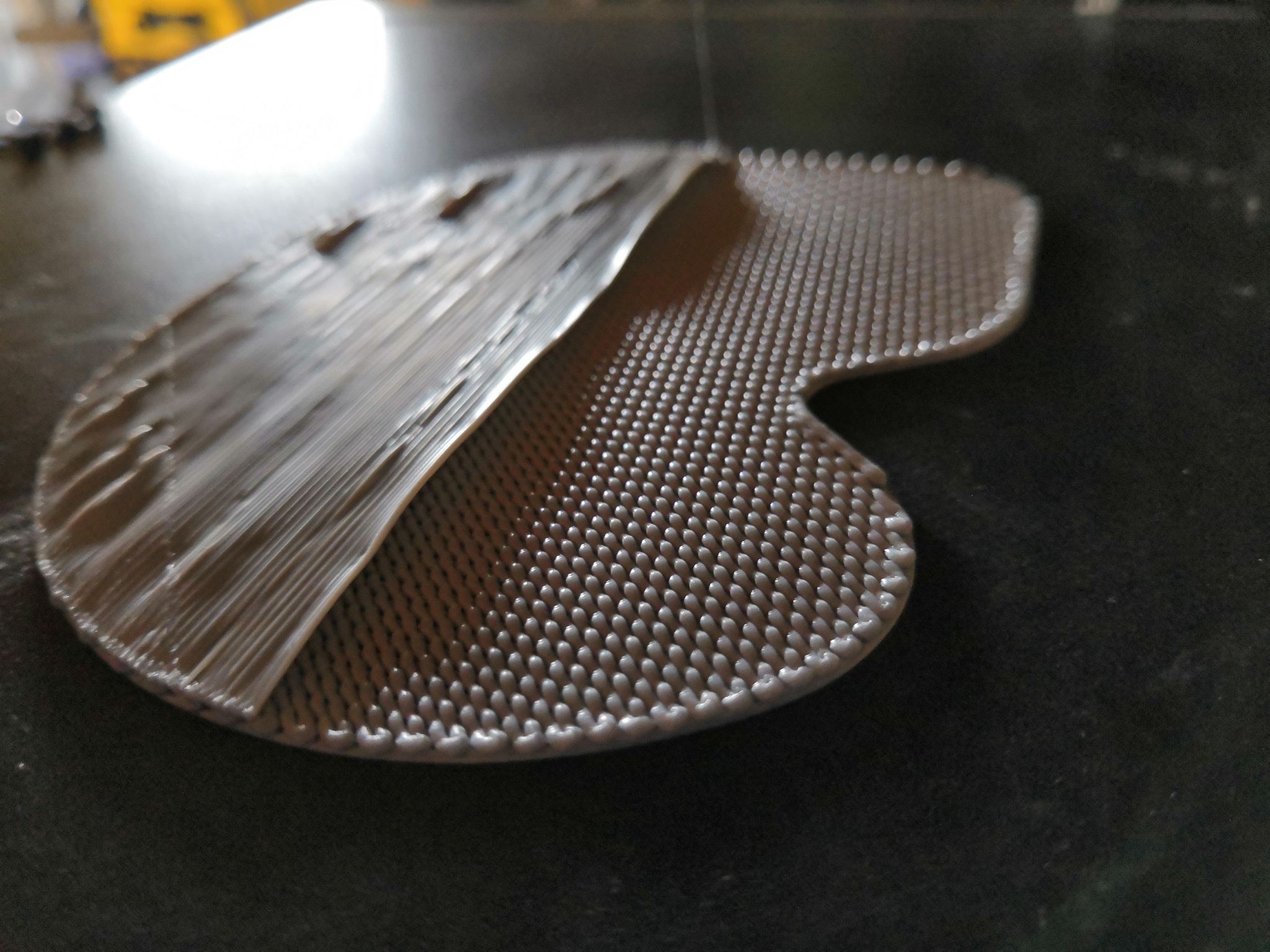
SS_SV01FD_DragonX.html Salut, Voiçi le html. J'ai un peu résolu mon problème en mettant un débit à 85% et en retirant les 2 couches supérieurs du radeau. J'arrive maintenant à imprimer le résultat est pas mal mais pas parfait. Le problème restant serait la hauteur de couche à passer en 0,2 ? (mais double le temps) , j'ai effectivement une buse de 0,4. Ce ne sont pas des picots c'est la photo qui fait cela
-
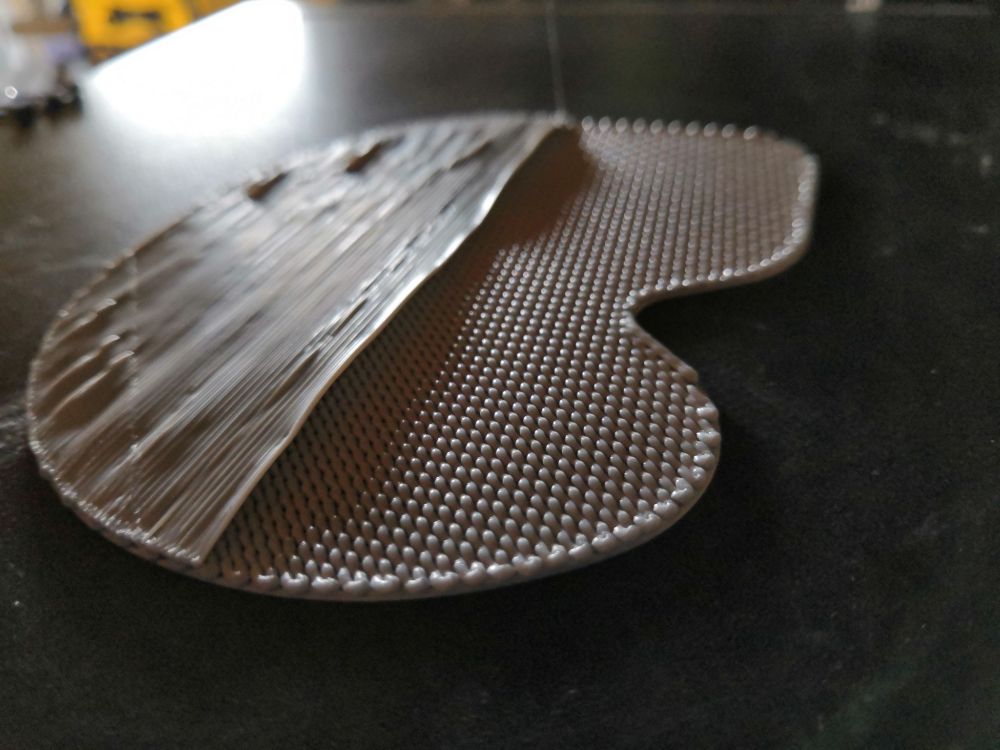
La photo de la pièce vu du dessous, les 2 èmes couches du radeau sont parfaites.

-
Effectivement, étrange que sovol n'en propose pas, il faudrait les contacter. https://sovol3d.com/collections/fdm-parts/products/3pcs-extruder-brass-nozzle-with-heater-block-silicone-cover D'ailleurs si quelqu'un sait le plus que cela apporte ?
-
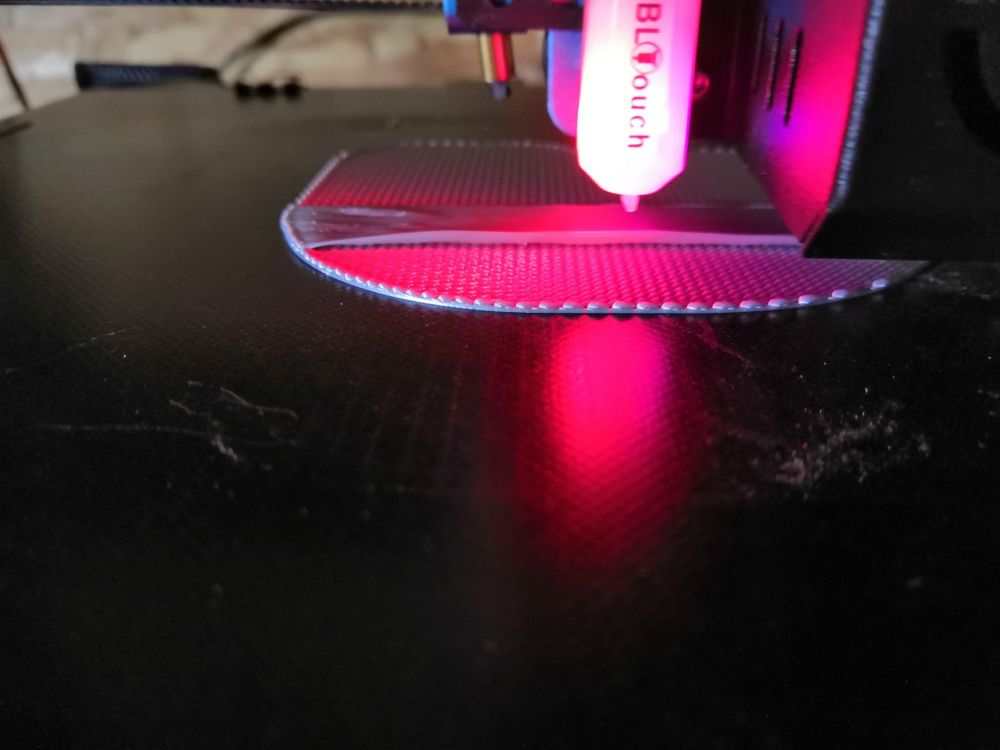
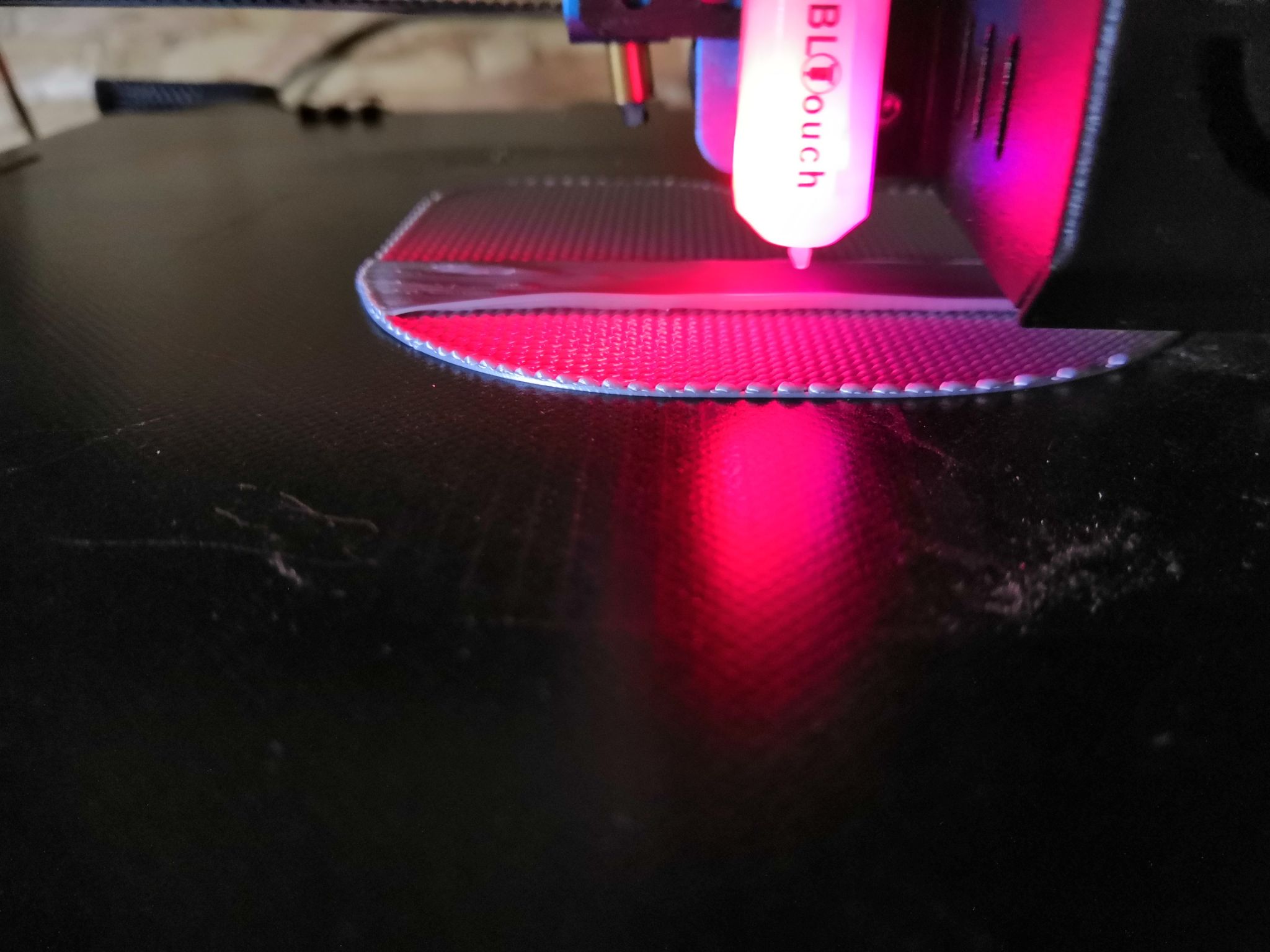
Bonjour, Je viens vers vous car je ne trouve plus de solution. Après avoir eu beaucoup de soucis d'impression, j'ai installé un bltouch, refait la mise à niveau du plateau et réglé le z offset. J'ai réduit la vitesse d'impression et les 2 premières couches du radeau sont parfaites mais la 3 ème couche se décolle de la 2ème couche lorsque le PLA refroidis (on est sur le radeau donc pas de ventilation) ce qui forme des vagues. La seule chose que j'ai trouvé est que cela pouvait provenir du matériaux trop humide, je l'ai donc placé dans le sachet en plastique et correctement fermé avec l'absorbeur d'humidité pendant 24h mais juste une très légère amélioration. Savez vous comment ne plus avoir de vagues ou comment avoir uniquement 2 couches de radeau ? Je suis sur la version Sovol SV01 1.1.6.1 Firmware (With Bl Touch) mais peut être qu'il faut installer la version Sovol SV01 Marlin 2.0 Firmware & Source Code (With BL Touch) ? Merci pour votre aide ! ------------------Start G-code------------------ M211 S1 ; Enable software endstops M140 S{material_bed_temperature_layer_0} ; start preheating the bed M104 S{material_print_temperature_layer_0} T0 ; start preheating hotend G28 ; home M190 S{material_bed_temperature_layer_0} ; heat to Cura Bed setting M109 S{material_print_temperature_layer_0} T0 ; heat to Cura Hotend ;*** End Preheating *** ;*** Draw a Nozzle Cleaning line on the Left Side of Bed G92 E0 ; Reset Extruder G28 ; Home all axes M420 S1 ; load bed mesh G1 Z2.0 F3000 ; Move Z Axis up little G1 X2.1 Y20 Z0.3 F5000.0 ; Move to start position G1 X2.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line G1 X2.4 Y200.0 Z0.3 F5000.0 ; Move to side a little G1 X2.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X5 Y20 Z0.3 F500.0 ; Move over to prevent blob squish ------------------------------------------------- Cura