Cedbuj
-
Compteur de contenus
15 -
Inscrit(e) le
-
Dernière visite
Récompenses de Cedbuj
")





-
irrémédiable déformation et donc décollement...
Cedbuj en réponse au topic de Cedbuj dans Discussions sur les imprimantes 3D
j'essaierai cela, oui... Aïe aïe.. c'est la cata... l'extrusion s'arrête toujours au bout d'un moment mais ce n'est pas un problème de hotend mais du direct drive qui ne tourne plus.... avoir cloisonné, doit trop faire chauffer le moteur du direct drive pour qu'il s'arrête ???? (il est d'ailleurs bouillant). Par contre, si je lance une extrusion manuelle, elle se fait ??? -
irrémédiable déformation et donc décollement...
Cedbuj en réponse au topic de Cedbuj dans Discussions sur les imprimantes 3D
je vais essayer de monter de 10°C alors.. je vais alors modifier ce paramètre, je vais couper la poire en 2, 0.75... et relancer et voir d'ici cette aprem... Merci -
irrémédiable déformation et donc décollement...
Cedbuj en réponse au topic de Cedbuj dans Discussions sur les imprimantes 3D
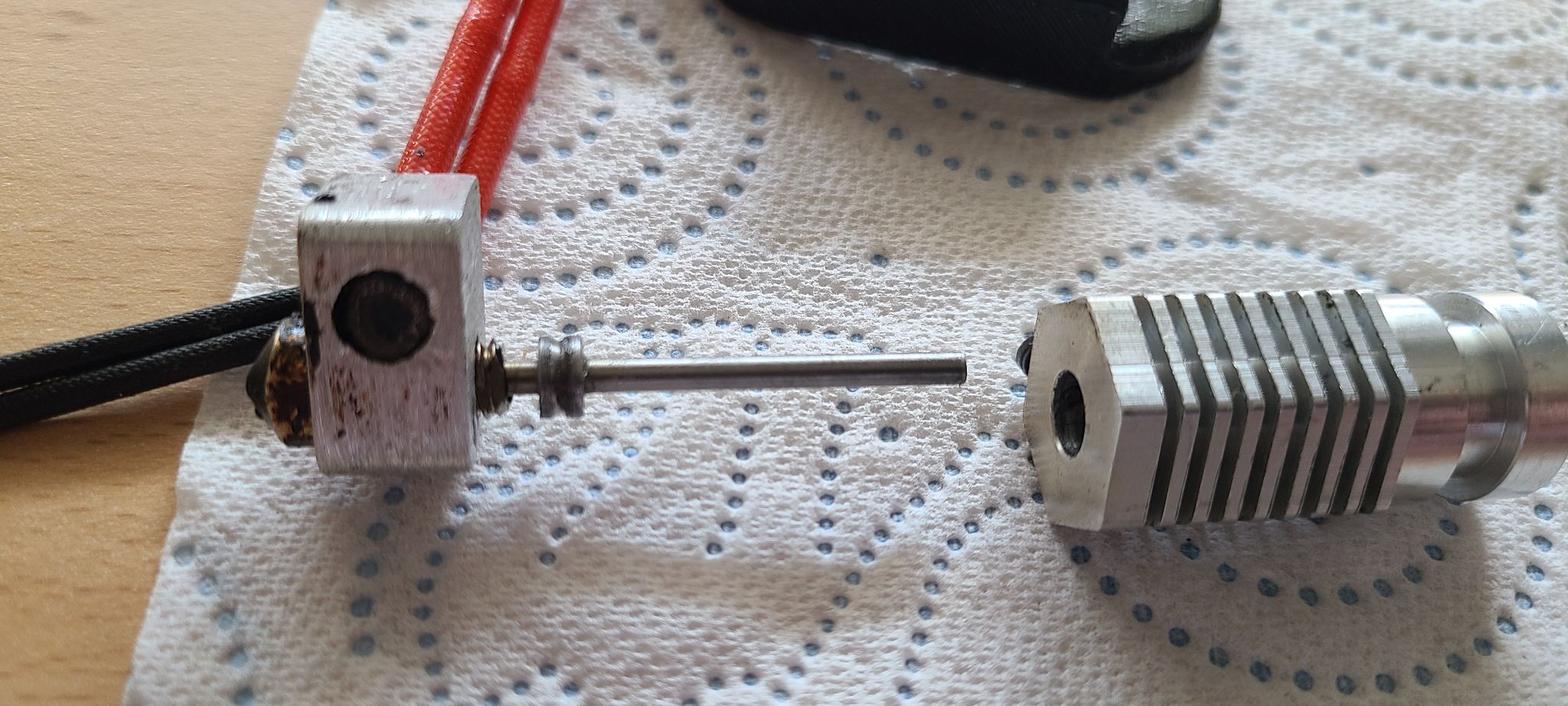
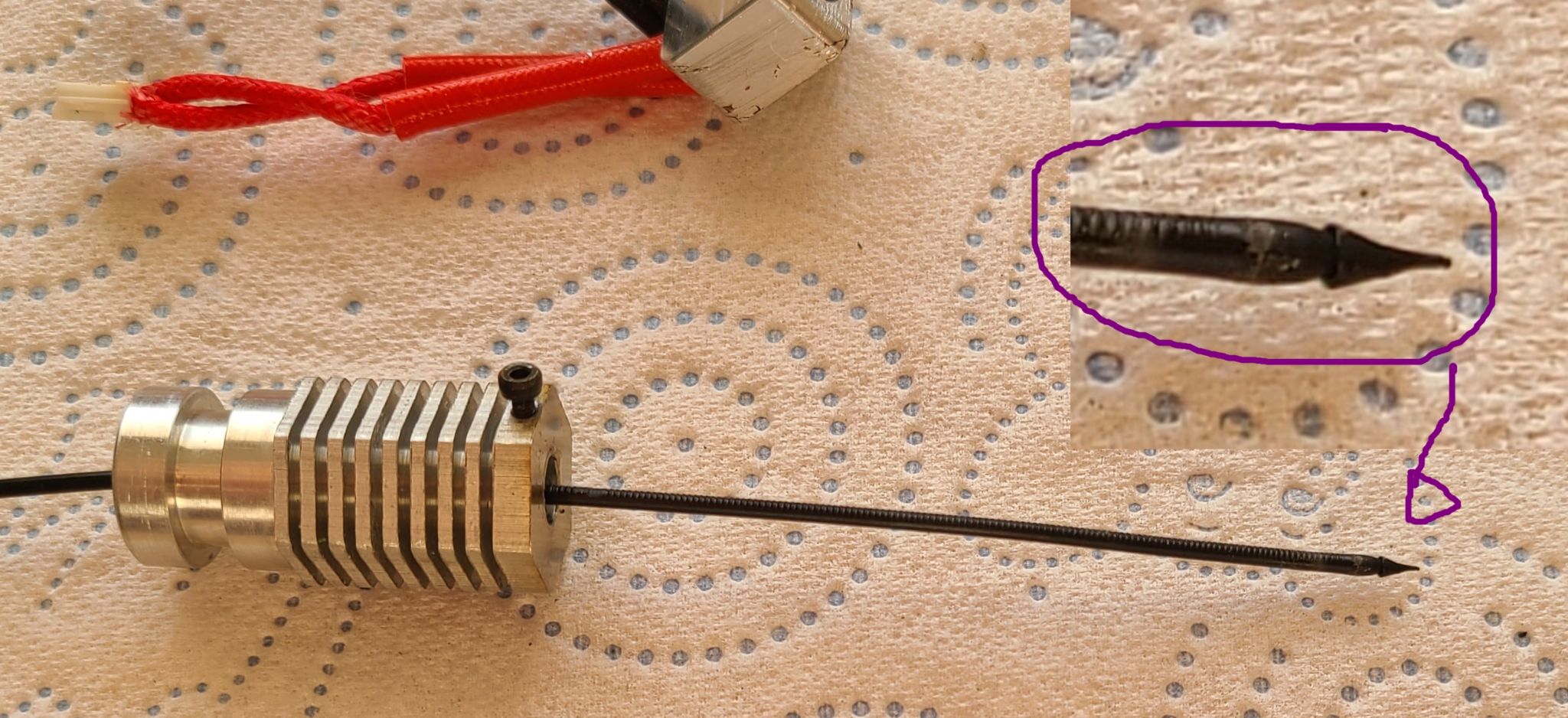
ok.. il est maintenu par une petite vis CHC (légèrement visible derrière sur la photo) qui sert sur la partie creuse conique et montée avec un peu de graisse.. cette pièce est visée après la buse laiton et doit entrer en contact avec cette buse lorsqu'elle est entièrement serrée... le morceau était coincé pour ressortir mais libre de coulisser dedans... j'ai effectué un PID d'étalonnage et elle est donnée pour 290°C (c'est ce qui est écrit du moins, mais bon..) ; c'est pour cela que je pensais peut-être à un paramètre dans octoprint.. j'imprime à 240°c la couche du lit, la suite à 230°c... c'est un direct drive.. Je viens de regarder dans cura , j'utilise le profil par défaut du constructeur, si c'est bien, dans déplacement, j'ai 0 de rétractation..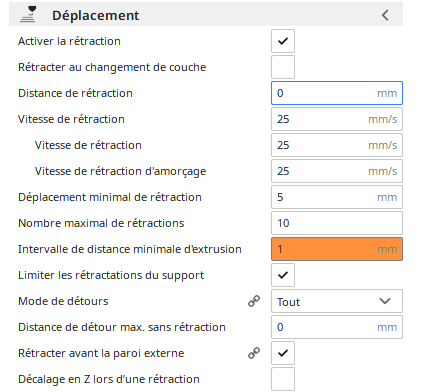
-
irrémédiable déformation et donc décollement...
Cedbuj en réponse au topic de Cedbuj dans Discussions sur les imprimantes 3D
il me parait être tout métal... pas de tube en téflon... si c'est bien ce que vous voulez dire ? Par contre, une question me vient : est-ce que octoprint permet de définir une valeur max ou autre qui pourrait concerner ce problème ?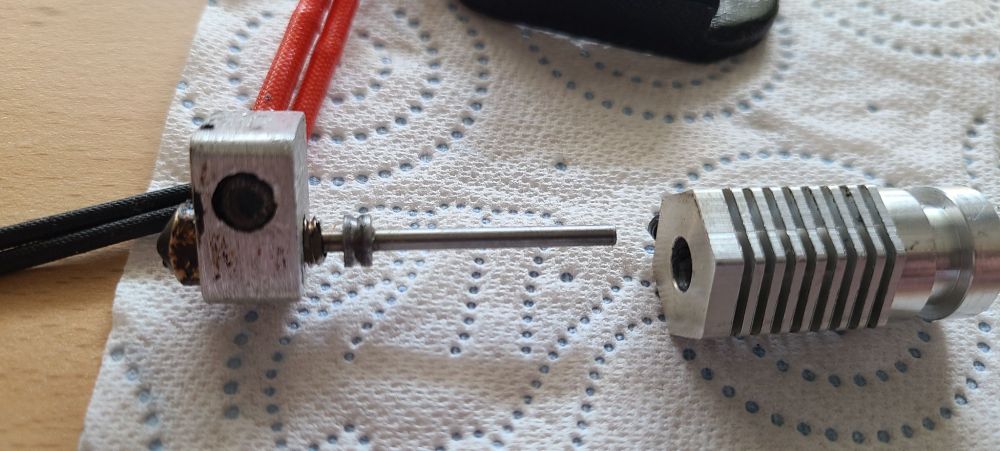
-
irrémédiable déformation et donc décollement...
Cedbuj en réponse au topic de Cedbuj dans Discussions sur les imprimantes 3D
Bonjour, j'ai bricolé un carton tapissé de papier aluminium et j'ai relancé mon impression ; mais, à 2 reprises, nouveau problème que je n'avais pas encore rencontré : Au bout d'un certain, juste après que le lit soit imprimé et pendant la réalisation de la 1ère couche (déjà bien 1h30/2h d'écoulé), je suis obligé d'arrêter l'impression car plus de filament qui sort de la buse. Je constate que le filament est coincé à l'intérieur de l'extrudeur (impossible d'effectuer la manipulation de chargement ou de changement), je suis obligé de l'ouvrir pour enlever le morceau coincé... Je vais essayer de relancer une autre fois avant de me dire que ce n'est pas possible avec cette imprimante l'impression de grande pièces en ABS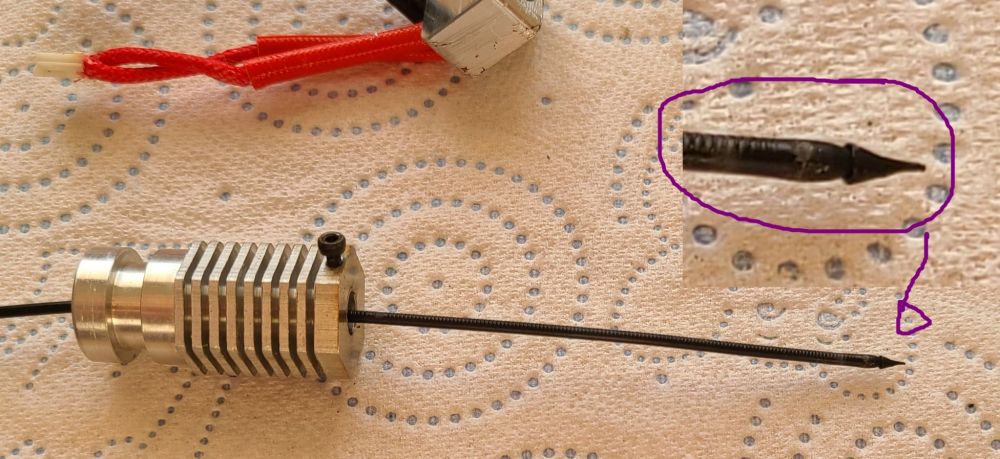
-
irrémédiable déformation et donc décollement...
Cedbuj en réponse au topic de Cedbuj dans Discussions sur les imprimantes 3D
faut que je passe un peu de temps à la réflexion et fasse avec les matériaux que j'ai à disposition... une première ébauche en carton déjà... -
irrémédiable déformation et donc décollement...
Cedbuj en réponse au topic de Cedbuj dans Discussions sur les imprimantes 3D
oui, peut-être pas adaptée à toute les possibilités de la description... pas simple le problème.. -
irrémédiable déformation et donc décollement...
Cedbuj en réponse au topic de Cedbuj dans Discussions sur les imprimantes 3D
il y a l'extruder qui se ballade au dessus qui rend la solution plus complexe et ne permet une simple planche posée dessus... j'ai essayé plusieurs température jusqu'à 110°C... -
irrémédiable déformation et donc décollement...
Cedbuj en réponse au topic de Cedbuj dans Discussions sur les imprimantes 3D
très bien merci... il va falloir que je bricole quelque chose... je ne sais pas trop comment et avec quoi pour le moment... j'ai essayé des températures jusqu'à 110°c pour le plateau mais la pièce fond ... Merci -
irrémédiable déformation et donc décollement...
Cedbuj en réponse au topic de Cedbuj dans Discussions sur les imprimantes 3D
il faudrait alors fermer aussi le dessus avant de faire d'autres test ? -
irrémédiable déformation et donc décollement...
Cedbuj en réponse au topic de Cedbuj dans Discussions sur les imprimantes 3D
oui, plateau chauffant (étalonnage effectué), à 80°C.. buse diamètre 0,4mm en laiton (https://www.partsbuilt.com/r1-r2-c2-brass-nozzle-040mm-robo/)... oui, plateau chauffant (étalonnage effectué), à 80°C.. j'ai utilisé également de la laque.. buse diamètre 0,4mm en laiton (https://www.partsbuilt.com/r1-r2-c2-brass-nozzle-040mm-robo/)... -
irrémédiable déformation et donc décollement...
Cedbuj en réponse au topic de Cedbuj dans Discussions sur les imprimantes 3D
Bonjour, je viens de cliquer sur mon lien, il s'ouvre ??? Elle est bien en atmosphère fermée... j'ai également effectué les calibrages de température (extruder et plateau) , octoprint..
-
irrémédiable déformation et donc décollement...
Cedbuj a posté un sujet dans Discussions sur les imprimantes 3D
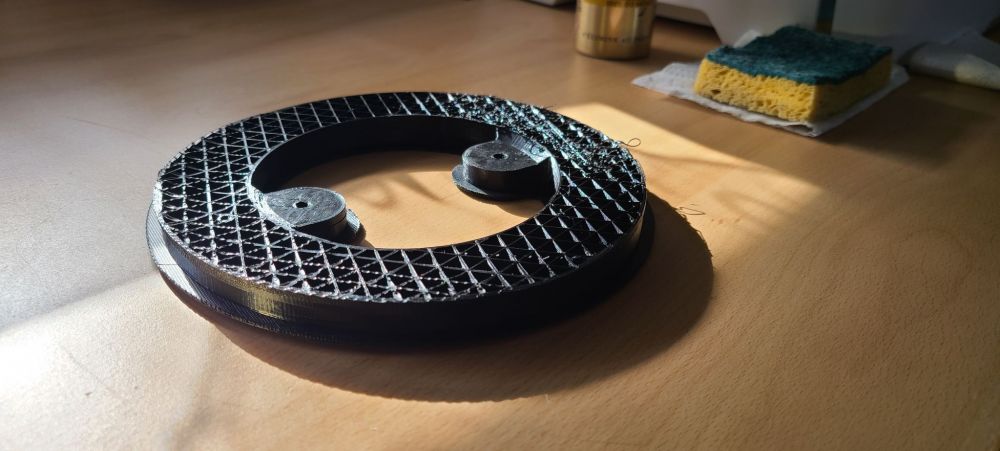
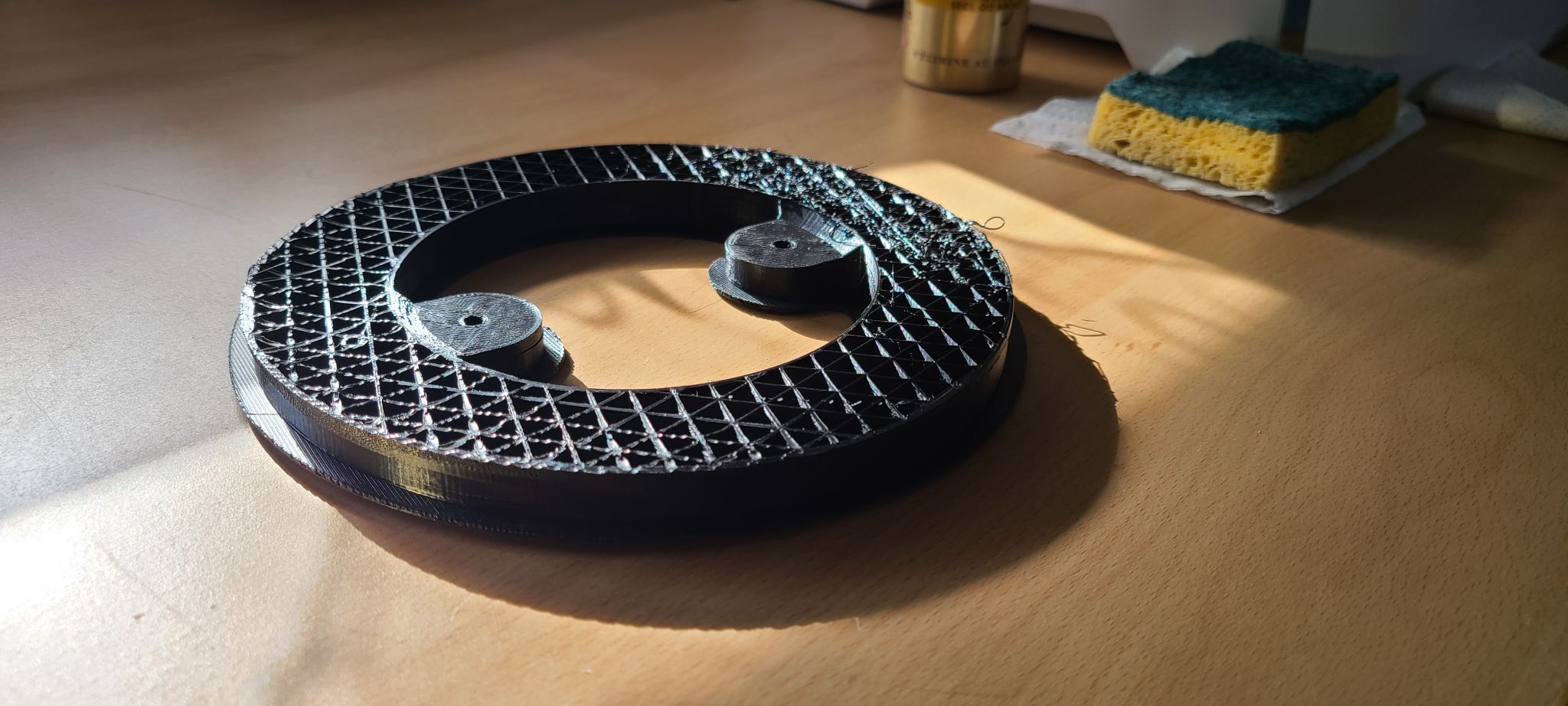
Bonjour, j'essaie d'imprimer des pièces qui utilisent la pleine capacité de l'imprimante Robo R2 (https://robo3d.com/blogs/news/anatomy-of-the-robo-r2-3d-printer). Pour des pièces de l'ordre de grandeur de moins de 100/120 mm, je n'ai pas trop de problèmes (quoique)... mais, ici, avec cette pièce circulaire (mais pas que des pièces circulaires), dès que je dépasse ces 100/120mm, avec ici un diamètre qui atteint presque 200 mm, l'impression du lit et des premiers millimètres se déroule bien... mais, après, plus rien ne va ! J'utilise du filament ABS de 1.75mm... J'ai commencé par tester plusieurs conceptions possible (sous solidworks) de la pièce en jouant sur l'épaisseur de la pièce (de fine à beaucoup plus épaisse comme ici), mais aussi bien sûr, en testant différents paramètres sous Cura (après pas mal de lecture de divers posts très intéressants du forum) : - température du plateau, - épaisseur de la 1ère couche du lit, vitesse et température pour le lit, - remplissage, motif, densité, - coque, épaisseur et couches du dessus et/ou dessous, motifs.. Bref, pas mal de combinaisons (un peu trop et du coup je ne sais plus trop lesquelles) mais toujours avec le même résultat... Au bout d'un moment, grosse déformation presque instantanée (très léger warping au début) et la pièce se décolle d'un coup (avec le bruit qui va avec !)... Dernier essai avec le profil créé par "Robo" en qualité la plus mauvaise (0,2 mm, peut-être le meilleur résultat). Je joints mon projet Cura si quelqu'un peut m'apporter toute son expérience. Merci beaucoup RR2_support Hp haut_V2.3mf