giacomelli
-
Compteur de contenus
22 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par giacomelli
-

Uniformation GK3 Ultra - maintenant chez nous et en action
giacomelli en réponse au topic de giacomelli dans UniFormation
@Romain.D, les grosses pièces de 17h ça m'intéresse. Et si vous mettiez une photo de votre impression dans le fil (lien qui suit)? -
GK3 Ultra - vos réalisations - showroom
giacomelli en réponse au topic de giacomelli dans UniFormation
Impression de la semaine dernière: Champignon de 18cm pour le jardin, temps d'impression 11 et 5 heures, Uniformation résine ABS like A02, 2,2 sec par couche de 0,05 imprimé en blanc, puis peinture spray sur le chapeau fichier source: https://thangs.com/designer/gazzaladra/3d-model/Mushroom lamp “Amanita Muscaria”-1096403 d'ailleurs ce designer publie plein de créations belles, propres, tentantes: https://thangs.com/designer/gazzaladra

-
Uniformation GK3 Ultra - maintenant chez nous et en action
giacomelli en réponse au topic de giacomelli dans UniFormation
question @flux_capacitor (j'ai oublié de la poser avant, pardon): quand "rien ne s'imprime au milieu du plateau" il y a quand même un tas de résine durcie qui reste collé au fim du bac dans cette région? message privé envoyé ce concernant. Possible: le film dans votre bac est "trop souple / passez assez tendu" au milieu - ou les réglages (lift distance, wait after print, retract speed) sont trop serrés Ce qui marche chez moi: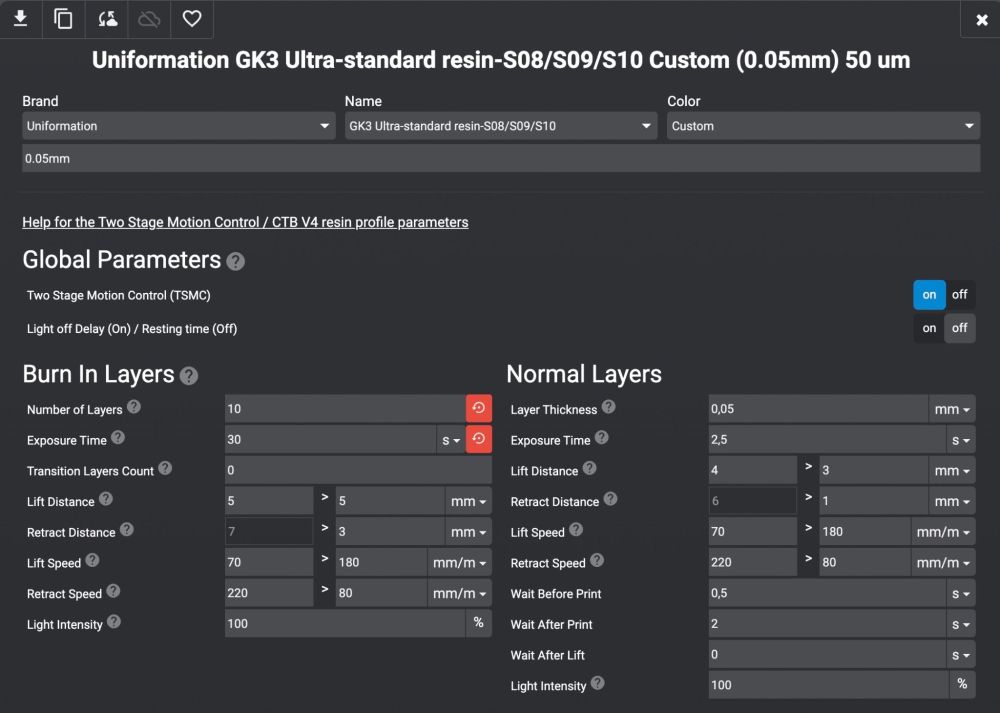
-
GK3 Ultra - vos réalisations - showroom
giacomelli en réponse au topic de giacomelli dans UniFormation
Martin-pêcheur, temps d'impression 14h, résine standard clear blue Uniformation S08 (2,5 sec) Source: https://cults3d.com/fr/modèle-3d/art/kingfisher-mmu-three-versions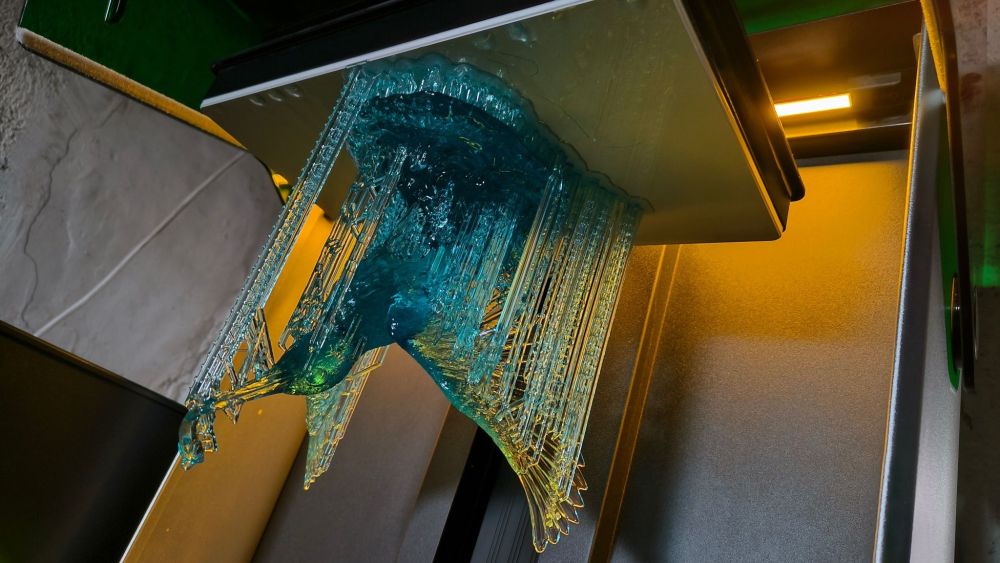

-
Uniformation GK3 Ultra - maintenant chez nous et en action
giacomelli en réponse au topic de giacomelli dans UniFormation
Je comprends. Quand on arrive au bout, faut une solution. La séparation de votre exemplaire peut en être une. Donnez nous des suites concernant le renvoi de la machine svp? -
Uniformation GK3 Ultra - maintenant chez nous et en action
giacomelli en réponse au topic de giacomelli dans UniFormation
Santa Maria! comment est ce possible qu'un écran LCD ne soit pas plane? Question bête et si vous n'avez plus rien à perdre avec cette machine: si vous enlevez la protection d'écran (plus épais à sa périphérie) est ce que ca vous donnerait une surface plane? Vu vos excellentes photos et avant de devoir accepter un retour de la machine est ce qu'Uniformation ne serait pas prêt à vous envoyer également un écran de remplacement? -
Uniformation GK3 Ultra - maintenant chez nous et en action
giacomelli en réponse au topic de giacomelli dans UniFormation
Isidon disait que la repartition de l'intensité UV était correcte et le fait que le centre ne prédomine pas peut être vu comme avantageux (pour ne pas avoir des tests d'exposition "trop optimistes" au centre puis en pratique l'impression rate à la périphérie du plateau): "L’uniformité est plus que correcte pour une machine de cette taille, nous oscillons entre 3,6 et 4 mW/cm². Le centre est l’élément le moins exposé, contrairement à d’habitude, réduisant le risque de manque de fiabilité de vos tests d’expositions, comme c’était malheureusement le cas avec la Mars 5 Ultra." Juste pour savoir: êtes vous sûr que l'écran et le plateau sont concaves tous les deux? Prouvé par une règle et une source lumineuse derrière la règle (fuite de lumière entre la surface et la règle)? Si vous êtes décidé de retourner la machine je ne souhaite pas vous retenir, mais je suis quelqu'un qui cherche toujours une éventuelle solution. Si c'était mon imprimante je demanderais à Uniformation de m'envoyer un plateau d'impression complet (https://uniformation3d.com/products/uniformation-gk3-ultra-build-plate?srsltid=AfmBOopEurxQBWNLNyH-kmDx9NvppDWxi8_xCfV_eotqlGw68mUa85CT) pour voir ce qui se passe. S'ils refusent je l'achèterais. C'est pas donné mais j'aurais peut être rapidement une machine qui marche. PS: planer la surface soi-même? placer un papier abrasif sur le dos d'un miroir (la face la plus plane n'est pas le coté réfléchissant du miroir). Faire des traits de crayon sur le plateau. Commencer à faire 10 mouvements elliptiques, tourner le plateau de 90°, se déplacer autour du plateau dans l'autre sense, faire 10 mouvements elliptiques, continuer ainsi (voir après position 5min dans cette video qui sinon n'a pas de rapport ). Soit des traces de crayon resteront visibles au centre car il y a vraiment une cuvette, soit il n'y en pas - ou plus. Une petite entreprise proche de chez vous peut également vous planer la surface si besoin (tous les garages d'automobiles donnent leurs culasses en aluminium à planer). -
Uniformation GK3 Ultra - maintenant chez nous et en action
giacomelli en réponse au topic de giacomelli dans UniFormation
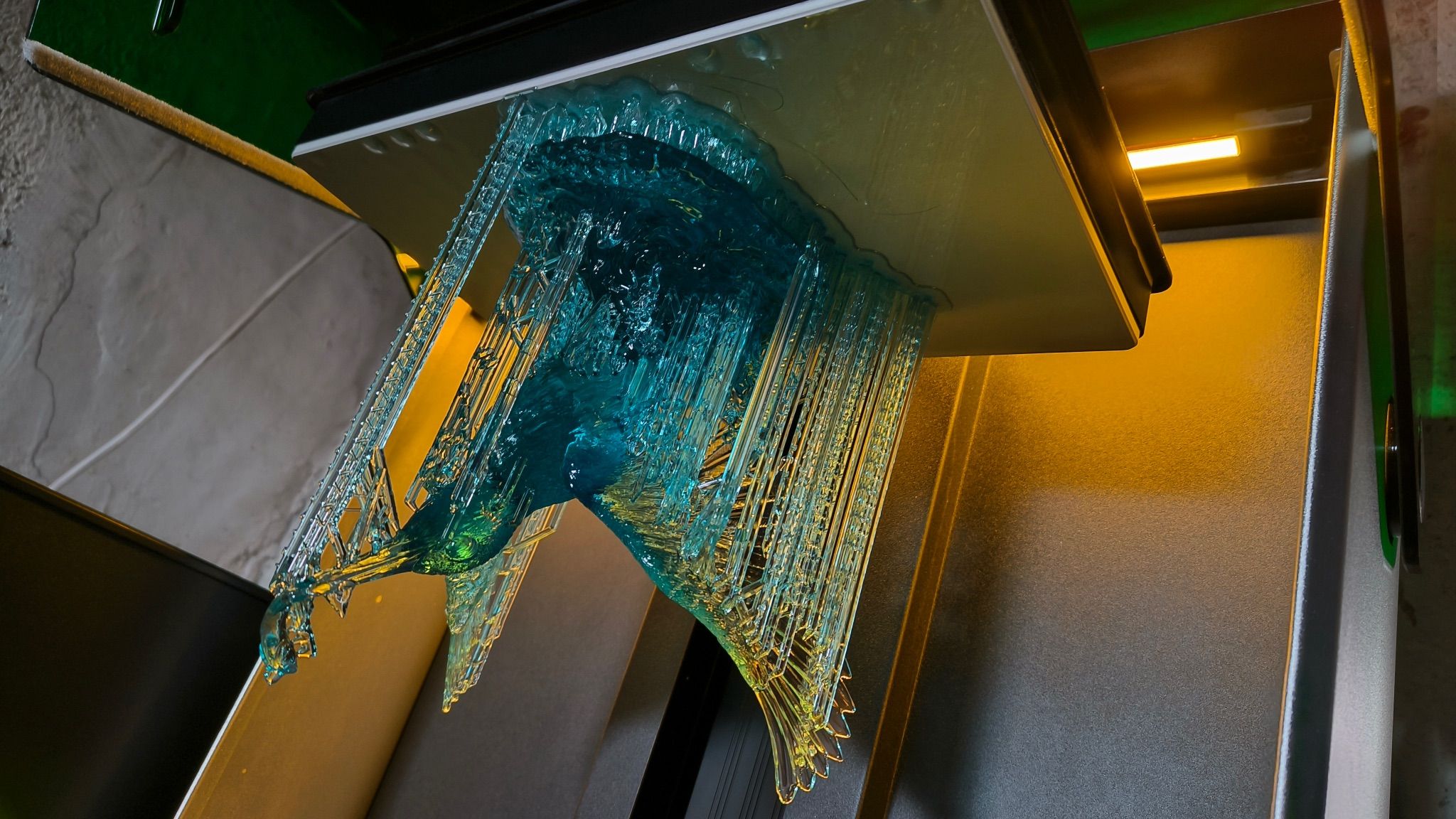
navré d'entendre tous ces problèmes, flux_capacitor! en tout cas merci de les partager sur le forum et le lien actualisé du vidéo de remplacement du levelling block. Aujourd'hui une impression d'une grande pièce a raté: les supports montaient à la périphérie, mais la statuette au centre ne se formait pas. A sa place collait un grand rond de résine au fond du bac. Là c'est ma faute: j'avais prévu des supports "medium" au lieu de mieux choisir "heavy". Je n'ai pas de problème de x-offset, seulement le connu y-offset. Mon plateau est plane. Si rien ne colle au milieu est ce que ton Z=0 n'est pas un peu trop haut? Par rapport à ma Mars 3 Pro, la feuille de papier entre le plateau et l'écran de la GK3 ne se laisse vraiment pas déplacer à Z=0 (réglage d'usine). Et ça imprime bien. Quand je recevrai le levelling bloc, le remplacement de ce dernier nécessitera de toute façon que je refasse le Z=0 entièrement. Peut être n'es tu pas assez proche de l'écran? Si on est fan, on aurait pu dire "ok je me fais faire un levelling bloc avec des percages corrects par une petite entreprise à proximité" mais je comprends que le cumul des problèmes rencontrés peu décourager plus qu'un. -
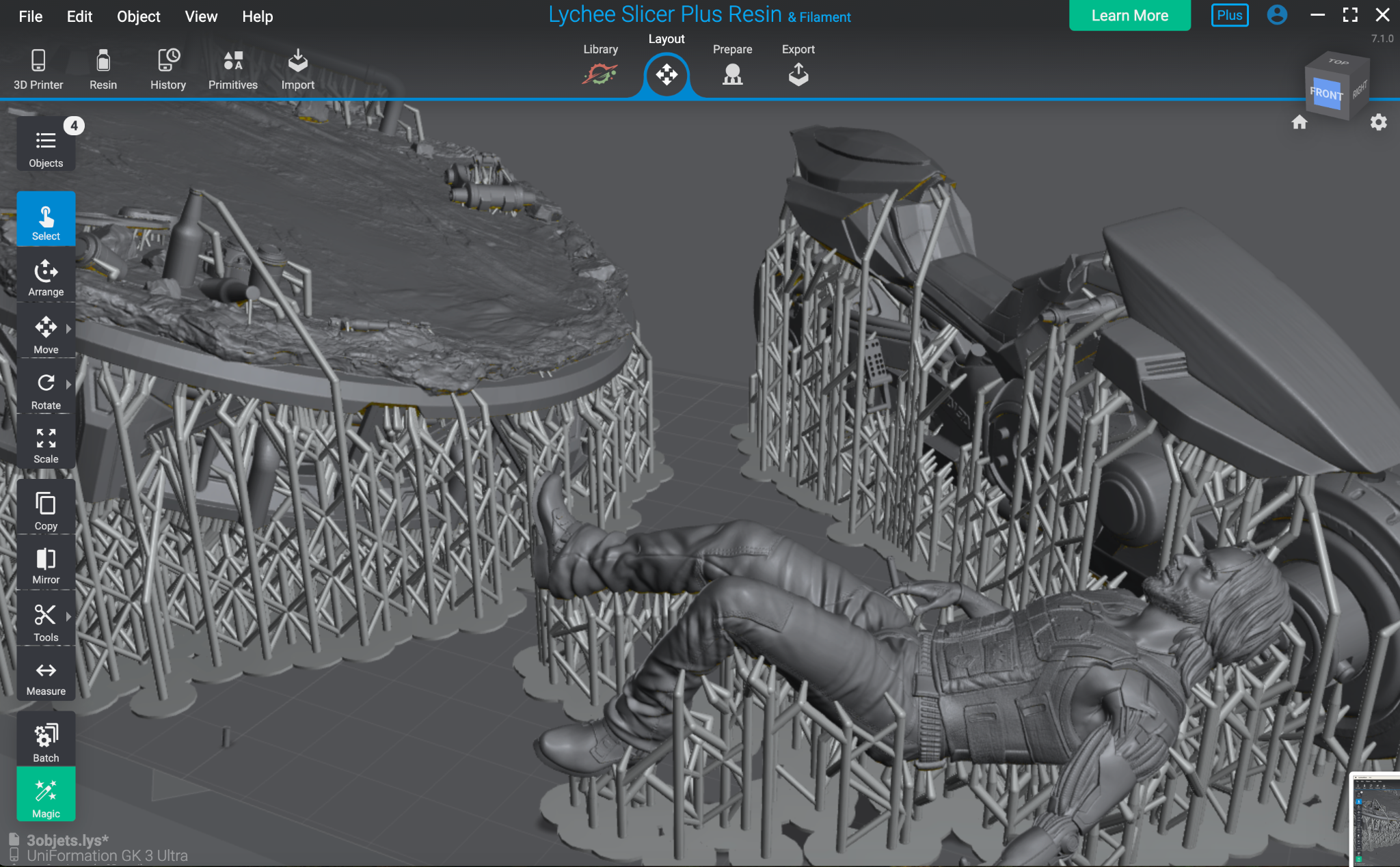
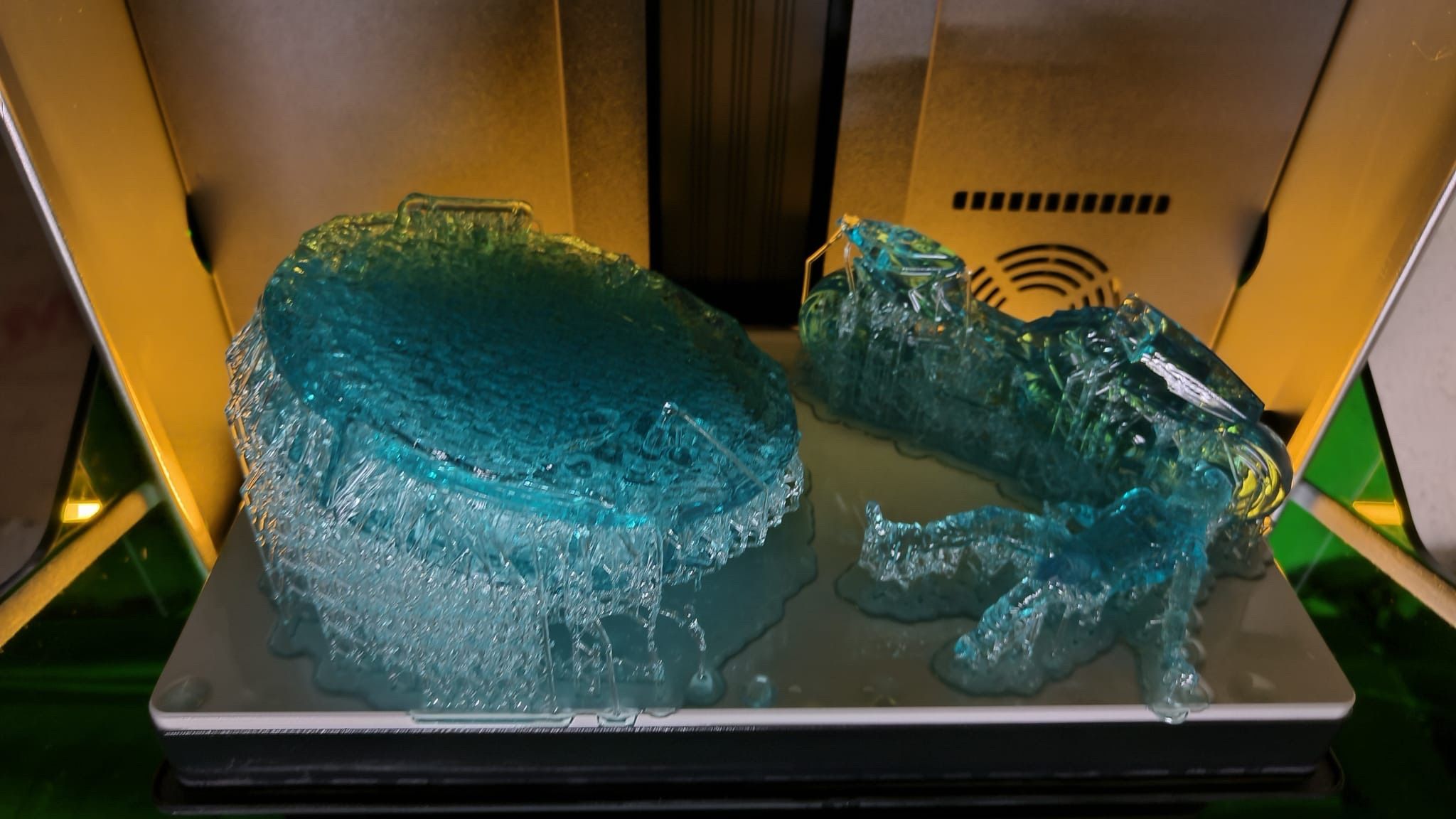
Bonjour, à quoi peut servir un grand plateau d'impression? Que faites vous avec votre imprimante? Je vous propose d'échanger des idées et réalisations ici pour donner envie Forme: 1 ou 2 images + le lien vers le fichier source (s'il existe) + une info concernant la résine utilisée ou ce qui peut être utile. Exemple: Statuette GLman, 28cm de haut, résine standard clear blue Uniformation S08 (2,5sec) Source: https://www.turbosquid.com/3d-models/3d-model-lattice-structured-man-figurine-2132586 Cyberpunk Diorama, 3 pièces imprimées en même temps, résine standard clear blue Uniformation S08 (2,5sec) Source: https://www.gambody.com/premium/cyberpunk-diorama-silverhand-kusanagi?srsltid=AfmBOoovh85ON6PysabHZRGVs7NcNbN3zeq5uneEdhYIReoLjkdLj1eX


-
Uniformation GK3 Ultra - maintenant chez nous et en action
giacomelli en réponse au topic de giacomelli dans UniFormation
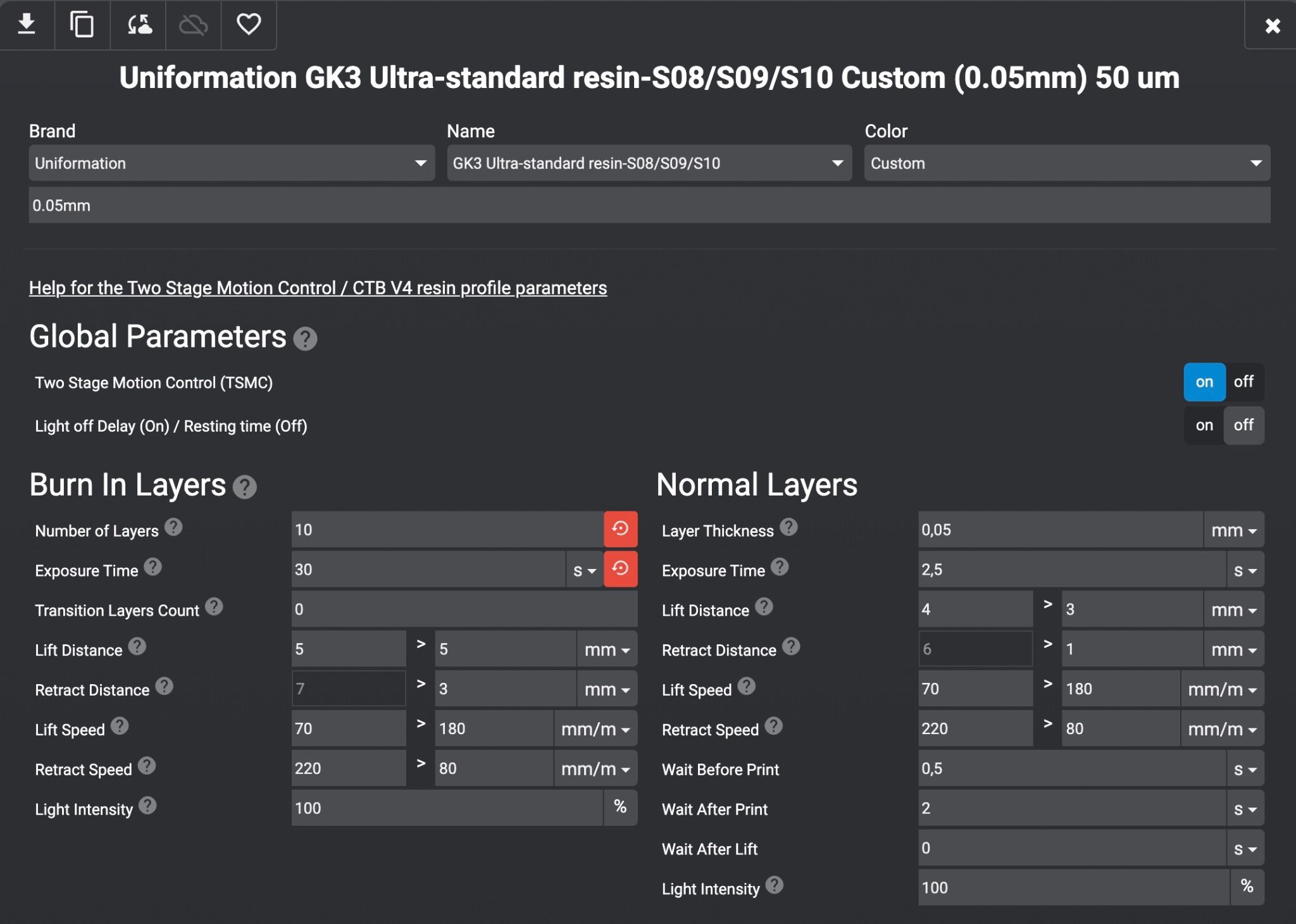
les tests ont été imprimés à 50um. Réponse d'Uniformation concernant le nettoyage du système d'autoremplissage de résine en cas de changement de résine: "1. When replacing the resin, it is usually sufficient to use the “pipe cleaning” function on the auto feeding screen. This function flushes the pipe with new resin for 45 seconds, so that the pipe is basically filled with new resin. If you need to replace the white or clear resin for printing, please pour 95% alcohol or IPA into the empty resin cartridge to flush the pipe, so as to clean the pipe of the automatic feeding better." Réponse d'Uniformation concernant les deux boutons de calibration du capteur mesurant la résine restante dans la bouteille insérée: "2. The “Calibration of Pressure sensor” function in the setting interface is for factory debugging, we don't need to use this function ourselves. Usually just use the “Calibration” function in the auto feed interface. If you click these two buttons by accident, please refer to this link for the steps to recalibrate: https://drive.google.com/drive/folders/14BJE-FgaLM8V4arfLef6utIxVNCJnh4O?usp=drive_link " Réponse d'Uniformation concernant le nouveau firmware contenant une fonction de test multiple de temps d'exposition varié: "3. Regarding the multi-exposure feature, our developers are working on it and it should be available soon." Réponse d'Uniformation concernant le décalage du plateau d'impression par rapport à la zone d'éclairage de l'écran: "Because more customers recently feedbacked that GK3U has the problem that the printing platform is not aligned with the LCD screen, please take out the resin vat, use the “Z0” button to make the printing platform close to the LCD screen, and then check the alignment between the printing platform and the LCD screen." Deux photos accompagnent ce message: Il parait que ma machine est bien concernée (la dernière photo)... Uniformation va m'envoyer un nouveau "build plate leveling block" et j'ai déjà reçu le lien vers la vidéo qui montre son remplacement: https://drive.google.com/file/d/1JR5VuouvY_vR5_4oCM8n4HJ29dsp5VGC/view?usp=drive_link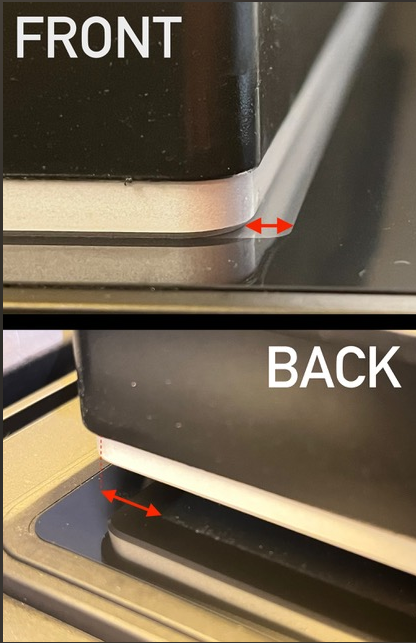

-
Uniformation GK3 Ultra - maintenant chez nous et en action
giacomelli en réponse au topic de giacomelli dans UniFormation
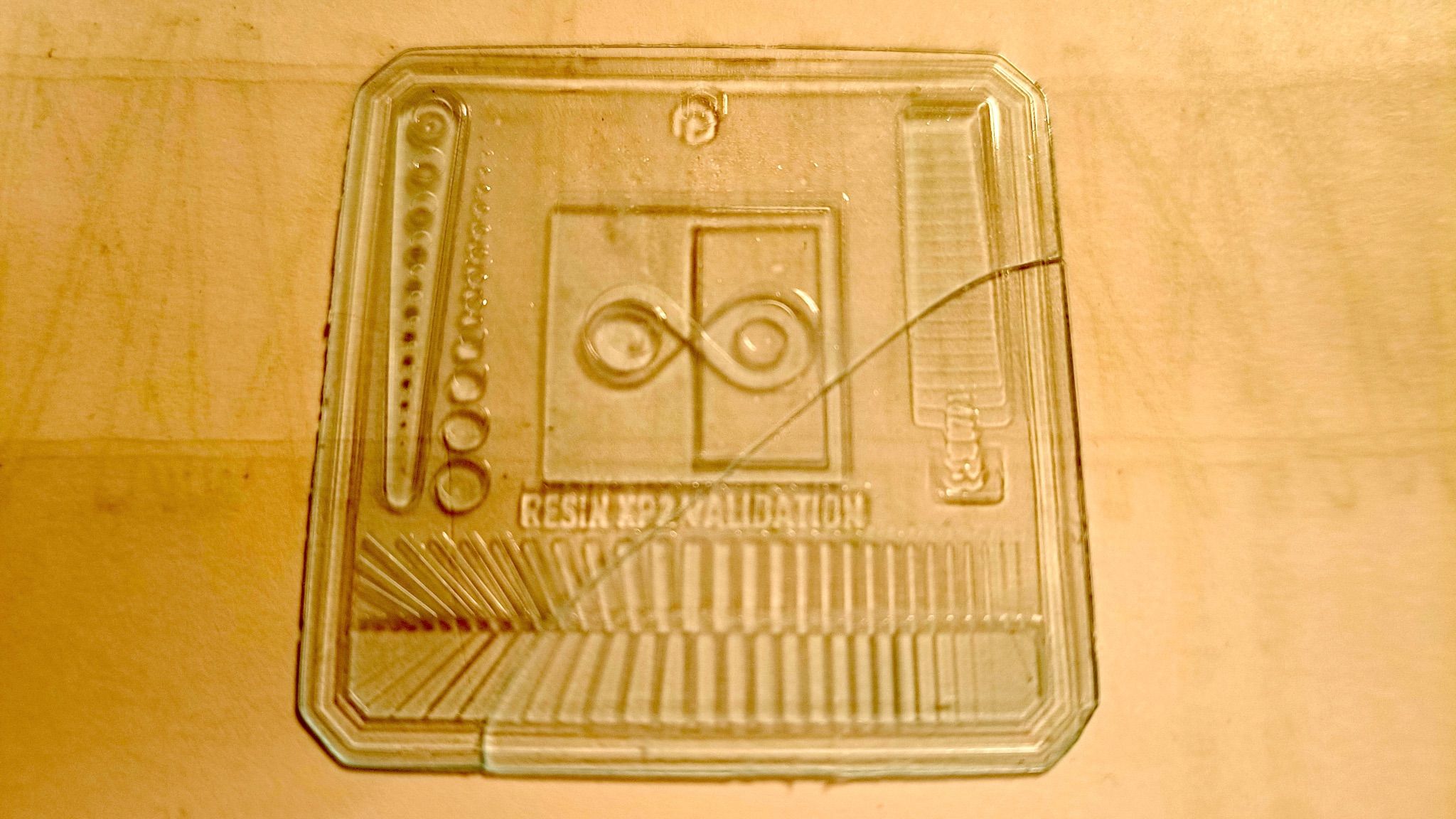
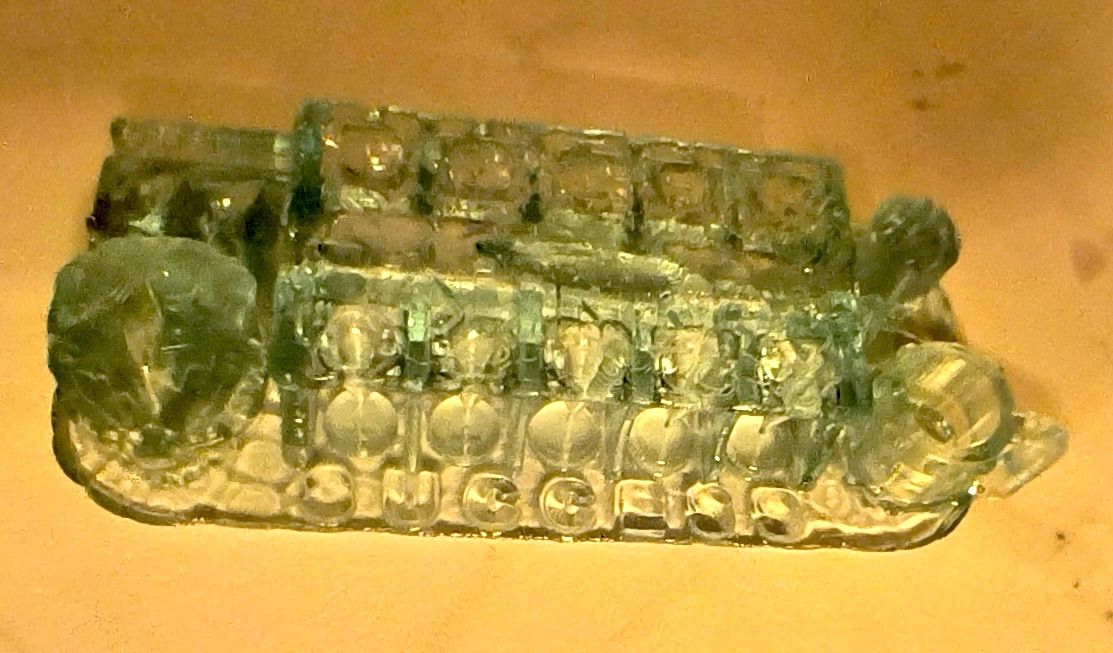
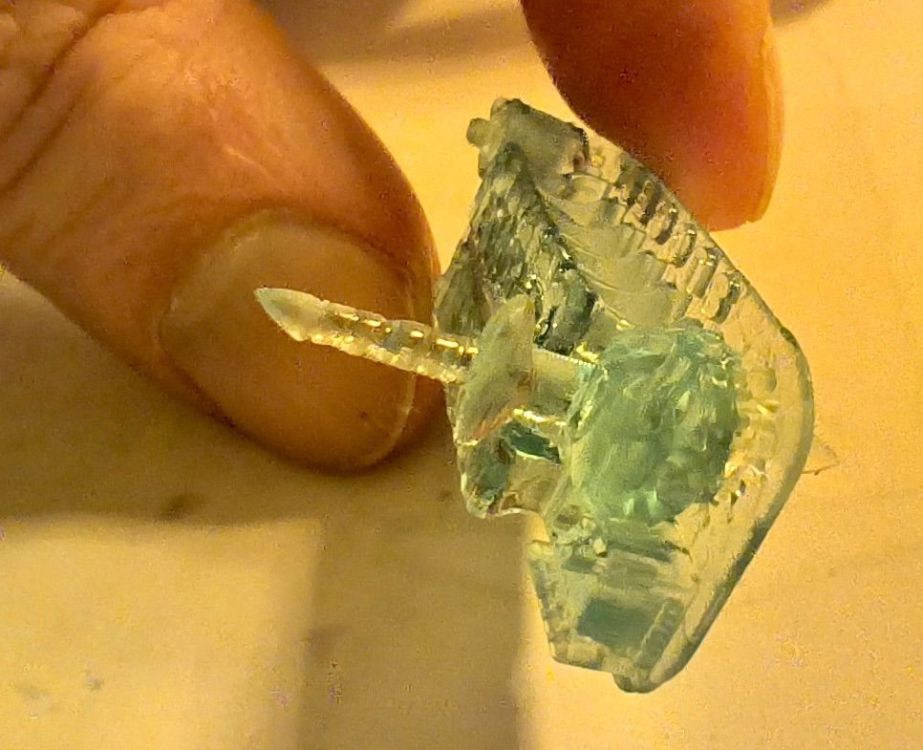
J'ai fait un test avec la résine standard bleu transparent (S08) temps d'exposition 25 sec les 6 premières couches, ensuite 2,5 sec. Les tests "XP2.2" et "V3 cones of calibration v3.32" donnent des résultats au top. Seul bémol: la résine est très cassante (des structures très fines se cassent facilement).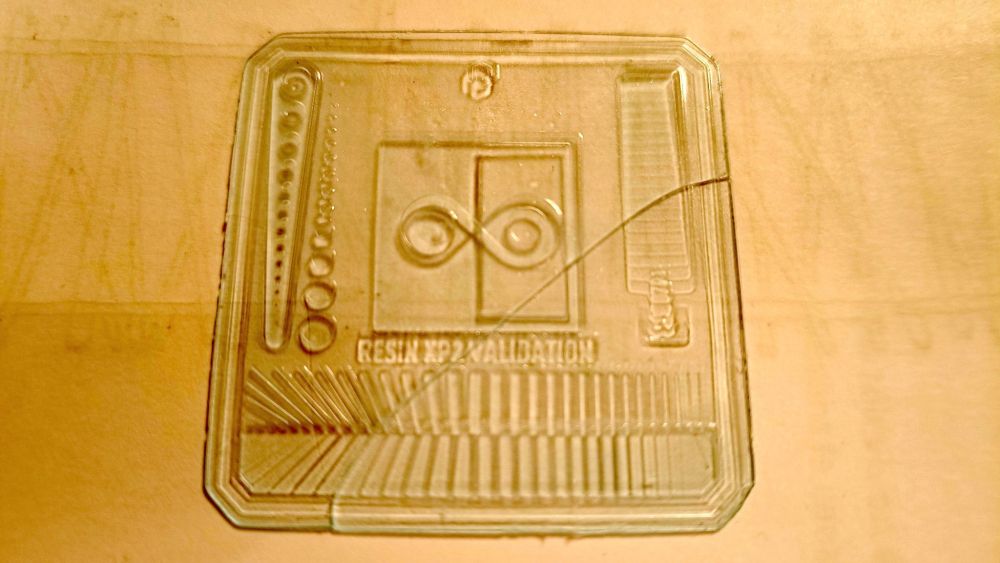



-
Uniformation GK3 Ultra - maintenant chez nous et en action
giacomelli en réponse au topic de giacomelli dans UniFormation
pour les cartouches: oui. c'est bien fait. En haut de la bouteille il y a un capuchon, sous lequel se trouve un opercule en aluminium. On descend la bouteille dans son emplacement jusqu'au bout, elle communique avec le système d'autoremplissage par deux canaux à sa base qui restent étanches quand on sort la bouteille (même si elle n'est pas vide). Pour remplir les cartouches avec sa propre résine, on se sert du capuchon et d'un entonnoir, en ouvrant l'opercule. pour le plateau: en attendant on peut se fabriquer des petites cales pour corriger la position du plateau (pour l'empêcher d'aller trop vers l'arrière de la machine). Ou on attend de recevoir un plateau de remplacement. Le problème ne peut en devenir un que si on utilise vraiment la totalité de la surface du plateau. pour la GK3 et GK3 Pro: la resolution augmente, le volume d'impression baisse... Vu les premiers tests, la GK3 a l'air plus pertinente que la GK3 Pro. Et les deux sont tellement proches qu'on a du mal à comprendre pourquoi les deux versions sont commercialisées... Source des images: sorties d'une vidéo de VogMan

-
Uniformation GK3 Ultra - maintenant chez nous et en action
giacomelli en réponse au topic de giacomelli dans UniFormation
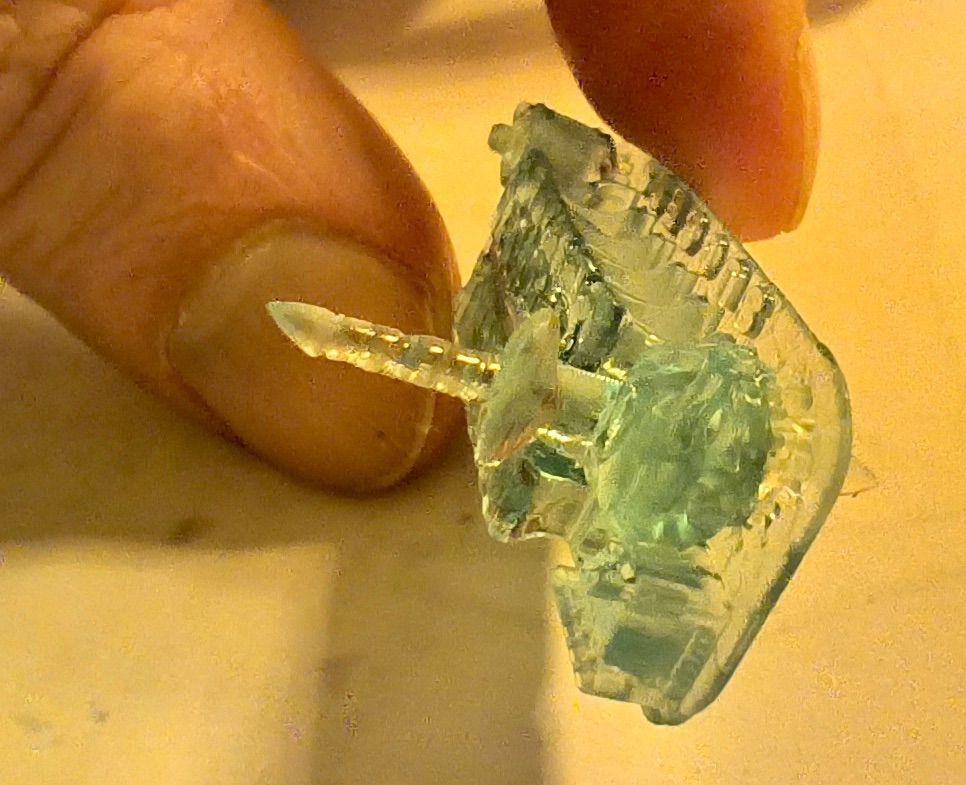
Le décalage concerne l'axe Y (antéro-postérieure, non Z). Les objets s'impriment 5mm trop vers l'avant. On voit sur la photo que les bases des supports se sont imprimées entièrement bien qu'elle dépassaient le plateau d'impression - en principe impossible - sauf si le plateau se place 5mm trop en arrière par rapport à la surface éclairée par la machine. -
Uniformation GK3 Ultra - maintenant chez nous et en action
giacomelli en réponse au topic de giacomelli dans UniFormation
pour l'instant je n'ai fait qu'une impression avec la standard bleue transparente et c'est nickel - j'ai pas encore plus d'expérience avec leurs résines. Le bac est bien pour le vider par exemple, mais sa taille le rend un peu plus délicat à manipuler. Ca ne me gêne pas. En général je nettoie peu le bac, je le couvre. Nettoyage plus ou moins grossier seulement si je change la résine et la nouvelle est transparente ou plus claire que la précédente. Le mecanisme d'autoremplissage du bac durant l'impression marche bien. Mais il est lent (18ml par minute). AU début d'une impression on a donc tout intérêt de remplir le bac jusqu'au minimum (trait du capteur = 600ml) en versant la résine directement soi même (sinon on attend 20 minutes + le temps de chauffage). 2 points restent pas clairs pour moi: - Le mode d'emploi n'explique pas bien la fonction de "calibration du capteur du poids de résine" - "cliquer sur le bouton de droit puis sur celui de gauche" - ça doit être une sorte de mise à zero (bouteille enlevée) si le poids de résine restante affiché diffère de façon sensible du vrai poids pas encore utilisé. - comment réaliser le nettoyage du système d'autoremplissage de résine lors d'un changement de résine? On purge jusqu'à interruption du flux et que l'air siffle? On met 20cc d'isopropanol? ce n'est pas clairement décrit non plus. Sinon, je pense être concerné par le défaut du plateau d'impression qui se met en place avec un décalage de 5mm environ (entre le placement des objets en Lychee et leur placement réel observé sur le plateau). Vais contacter Uniformation pour cela. Apparemment ils proposent un échange du plateau pour les machines concernées. Et: aujourd'hui est arrivée la station GK3 Cure Ultra! Je vais pouvoir la tester demain avec ma figurine de motard. @pjtlivjy: pour toi, les nouvelles GK3 et GK3 Pro peuvent être intéressantes peut être? On reste dans l'alignement de la GK two. -
Uniformation GK3 Ultra - maintenant chez nous et en action
giacomelli en réponse au topic de giacomelli dans UniFormation
une statue de chez Gambody (moto cyberpunk) source (modèle payant): https://www.gambody.com/premium/cyberpunk-diorama-silverhand-kusanagi?srsltid=AfmBOoqvD0ad5XeOjmElHj23_WffW3HZJTWyxCN2uAVGeahByI1nU2EN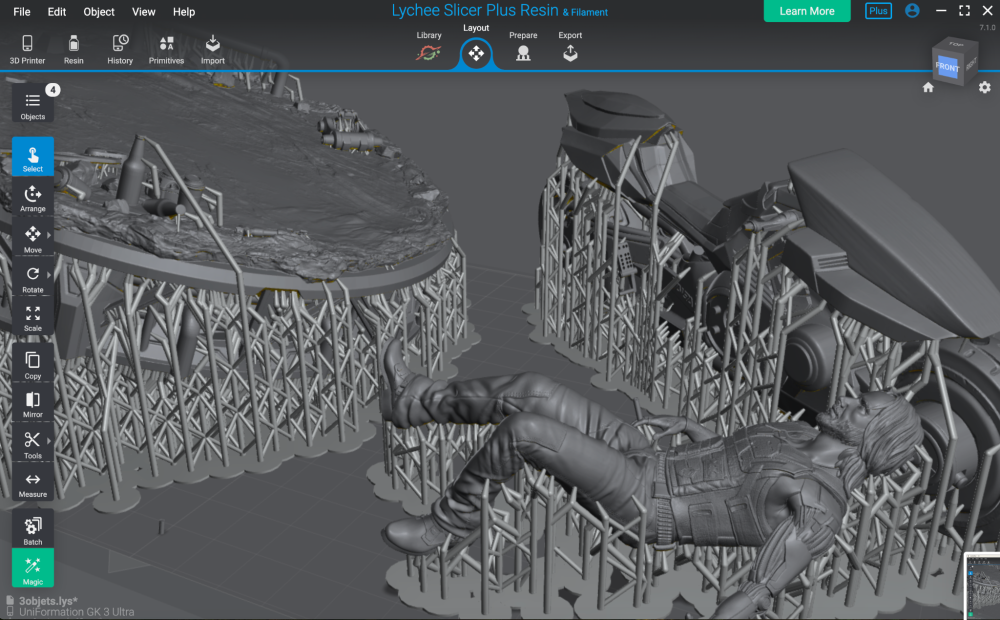
-
Uniformation GK3 Ultra - maintenant chez nous et en action
giacomelli en réponse au topic de giacomelli dans UniFormation
2e impression réussie avec la résine standard S08 clear blue (Uniformation) base 30 sec, couche 2,5 sec ensuite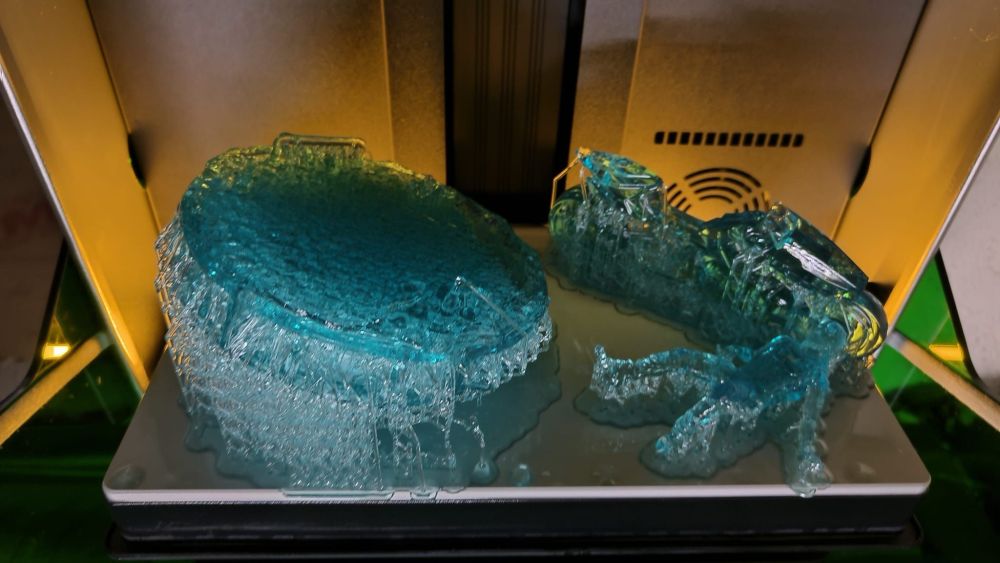
-
elegoo mars2 alimentation electrique
giacomelli en réponse au topic de jld dans Les imprimantes 3D SLA
Bonjour jld j'ai une Elegoo Mars 3 Pro qui s'arrête de façon aléatoire, tout au début de l'impression, ou en plein milieu. J'ai changé des éléments pour trouver la cause: le remplacement de la clé USB et de l'alimentation ne remédiait pas au problème. J'ai vu une video de quelqu'un avait un problème similaire avec une Saturn, il l'expliquait par le fait que le chassis de l'imprimante n'était pas connecté à la terre. Les mouvements du plateau dans la résine créait des charges électriques qui étaient à l'origine des dysfonctionnements. Video: J'ai connecté un cable autour d'une des vis qui fixent le bac de résine est ce cable et relié à la terre d'une multiprise. Si cela ne corrige pas le problème, je vais enlever le filtre à air de sa prise USB. Peut être c'est lui qui est à l'origine d'une surconsommation électrique. Bon j'espère que votre nouvelle alimentation réglera le problème pour vous. J'en ai pris une qui se laisse régler de façon universelle: https://www.amazon.fr/gp/product/B0CNX67CBR/ref=ppx_yo_dt_b_search_asin_title?ie=UTF8&psc=1 sinon vous avez maintenant des autres pistes à suivre bye rainer -
Uniformation GK3 Ultra - maintenant chez nous et en action
giacomelli en réponse au topic de giacomelli dans UniFormation
Bonsoir, j'ai modifié le fichier test afin qu'il soit mieux adapté à la GK3. La nouvelle version remplace celle initialement attachée au premier message de ce fil. (merci à pascal_lb de l'avoir remplacé) Voici le fichier de test d'exposition multiple: 6 plaques avec des temps d'exposition entre 1,8 et 2,8 secondes gk3test_18_28sec.ctb.zip -
Uniformation GK3 Ultra - maintenant chez nous et en action
giacomelli a posté un sujet dans UniFormation
Bonjour, j'ouvre ce fil pour favoriser les échanges entre les utilisateurs de la GK3 Ultra. Je l'ai reçu il y a une semaine, elle s'associe à ma Elegoo Mars 3 Pro et permet d'imprimer des objets d'une taille plus importante. Ma première impression qui utilise tout le plateau vient de se terminer: une boite pour des mouchoirs et un dragon range-stylos, tout a bien fonctionné. Je vous joins deux photos. Rumeur: fin novembre ou début décembre sortira un nouveau firmware qui inclurait une fonction de "test d'exposition multiple" pour trouver le bon temps d'exposition pour chaque résine que l'on utilise. Connectivité: pas de soucis pour connecter l'imprimante par WiFi ou par LAN, mais pour l'instant on ne peut qu'envoyer des fichiers (.ctb), ou les supprimer, rien de plus (pas de contrôle sur l'imprimante). Ca viendra peut être plus tard. Login par défault: admin. Mot de passe par default: 123456 - vous pouvez modifier ces éléments dans le menue "imprimante" - "File sharing". Pour les utilisateurs Windows le manuel (pdf) décrit comment se connecter grace à l'adresse IP de l'imprimante et l'explorateur des fichiers. Pour les utilisateurs Mac OSX aucune information n'a été donnée. J'ai réussi de me connecter à la machine avec Cyberduck en mode SMB. Le dossier sur l'imprimante contenant les fichiers .ctb s'appelle "emmc". Finder => Aller => Se connecter au serveur... Une fois la connexion établie l'IP de l'imprimante s'affiche dans la fenêtre du finder (explorateur des fichiers puis dans la barre latérale gauche) dans la section "emplacements" et "réseau". Test de temps d'exposition multiples: en attendant le nouveau firmware vous pouvez utiliser UV Tools (téléchargeable ici: https://github.com/sn4k3/UVTools) Fonctionnement: aussi longtemps que l'imprimante n'applique pas des temps d'expositions différents pour différentes parties de l'écran en même temps (donc à chaque couche), il faut trouver une astuce: écrire un fichier qui imprime plusieurs plaques de test avec des temps d'exposition différents, une à coté de l'autre, sans remonter le Z avant que la dernière plaque de la série soit imprimée. Approche du logiciel: vous ouvrez un fichier .ctb test qui vous a été donné sur la clé USB du fabricant (File => Open...). Celui qui vient avec la GK3 est une figurine de Fauxhammer initialement préparée pour la GK2... soupir... N'importe. On pense que l'objet test a été traité de façon optimale lors du passage au slicer. UV Tools extrait du fichier .ctb les paramètres cruciaux comme hauteur de couche, temps d'exposition des couches de base, temps d'exposition des couches normales, vitesses lift/down, temps de pause etc. Ensuite on utilise Calibration => Exposure time finder. Très peu de choses à faire ici: Profiles: donner un nom à ce "profile test". Common properties: indiquer la largeur et la profondeur du plateau en mm (300,160). Object configuration: j'ai coché les "Pins" également. Multiple exposures: cocher "Enable", augmenter "maximum generations" de 4 à 5 (ce qui fait 1 + 5 = 6 plaques de test en total) Manual exposure entry: Layer height: cliquer dans la case vide et sélectionner ce qui est proposé (ici 0,03mm) ensuite cliquer sur "Generate exposure table" (bouton gris à droit deux lignes plus haut) enfin cliquer tout en bas sur "ok exposure time finder" et "yes" le fichier test se produit avec l'ascenseur à droit on peut monter couche par couche (1 mm plaque de base puis dessus il y a 1 mm de motifs de test) ensuite File => Convert to... => Chitubox .ctb Autre présentation ici: https://www.usinages.com/threads/impression-resine-uvtools-la-boite-a-outils.162401/ ou sur Youtube: par exemple Utile: UV Tools permet de visualiser n'importe quel fichier .ctb pour une analyse après l'action du slicer - Chitubox le fait, Lychee non. J'ai préparé mon fichier "test expo multiple" mais je ne l'ai pas encore imprimé car j'attends l'arrivée de la resine que je souhaite tester. Je vous l'attache plus bas dans ce sujet (fichier gk3test_18_28sec.ctb.zip - il devrait imprimer 6 plaques avec des temps d'exposition entre 1.8 et 2.8 sec) Voilà, j'espère que ces infos partagées seront utiles à l'un ou à l'autre bye rainer Nest Wicker Tissue Box: https://www.printables.com/model/762150-nest-wicker-tissue-box Dragon Pen Holder: https://www.printables.com/model/425498-chubby-t-rex-dino-pencil-holder-pot-no-supports/comments

-
[JGmaker Artist-D] La petite nouvelle Idex
giacomelli en réponse au topic de Bosco2509 dans JGAURORA 3D / JGMaker
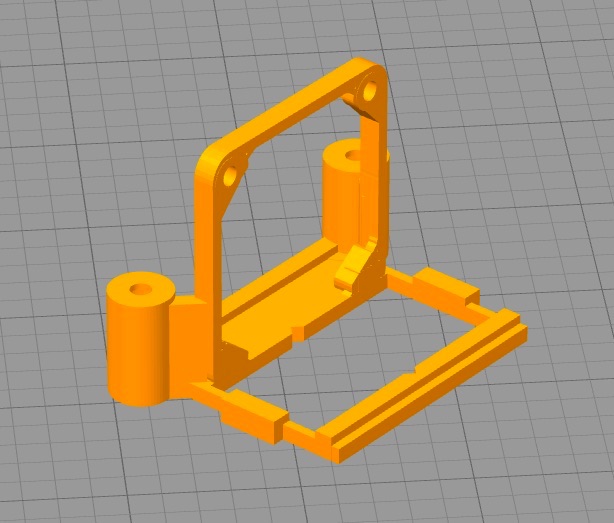
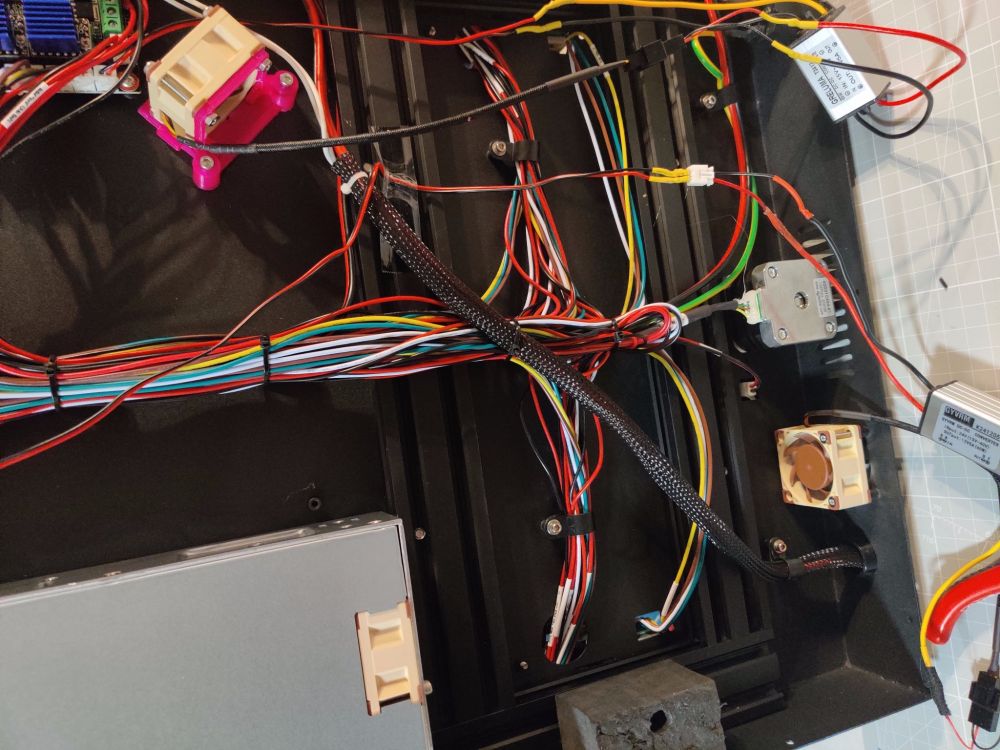
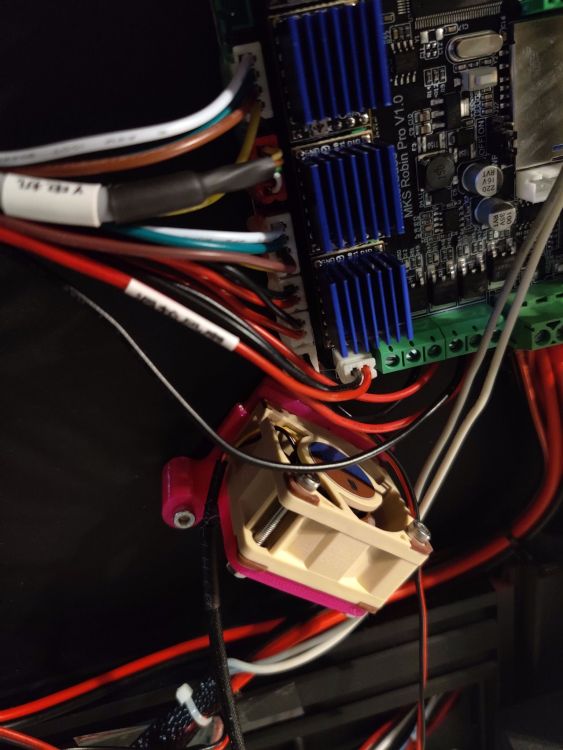
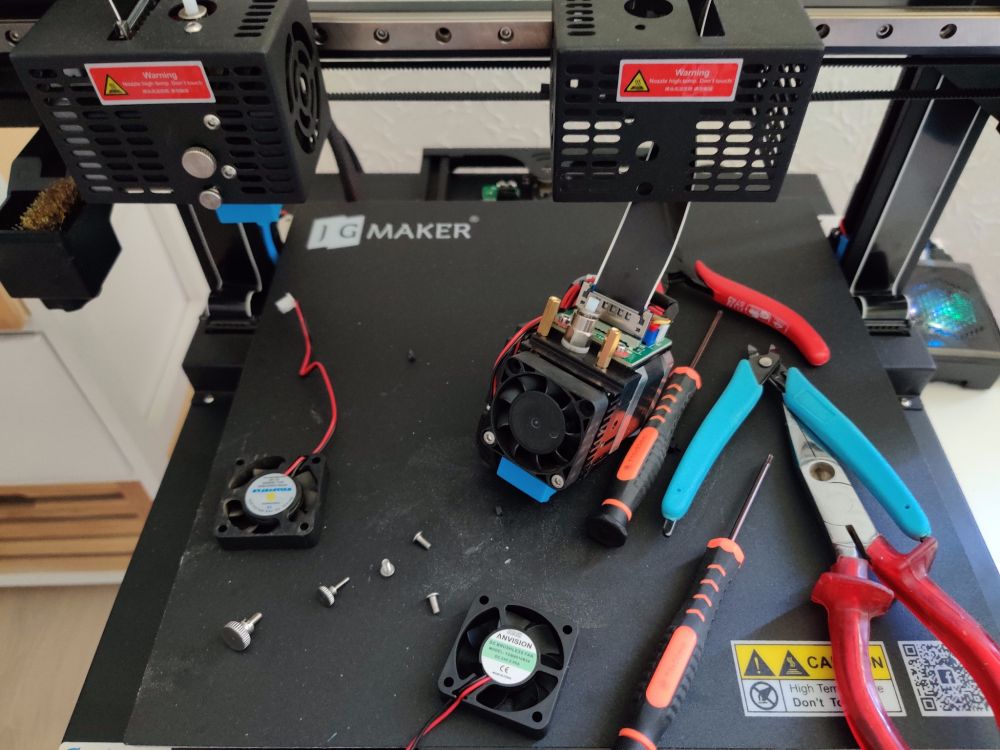
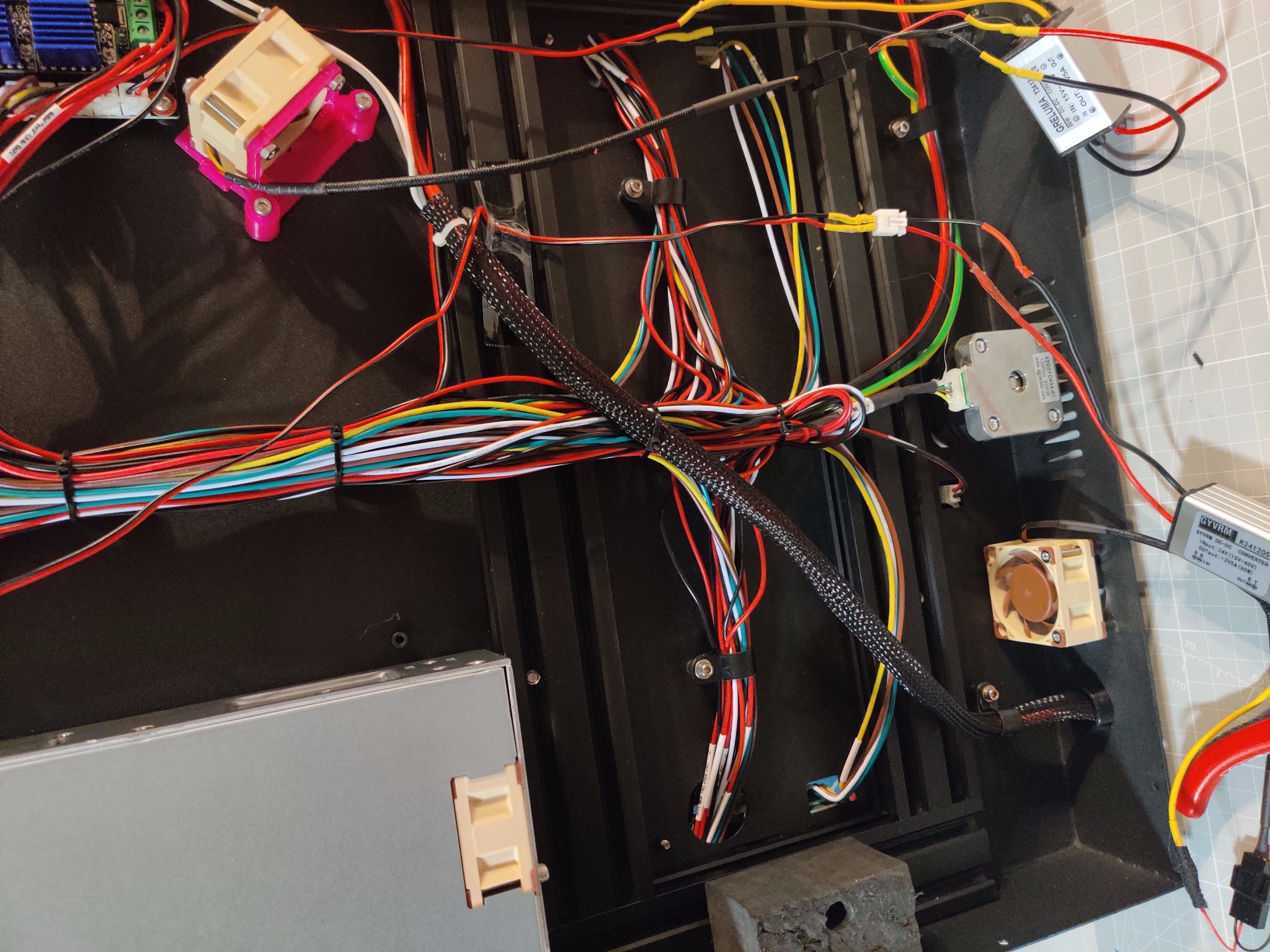
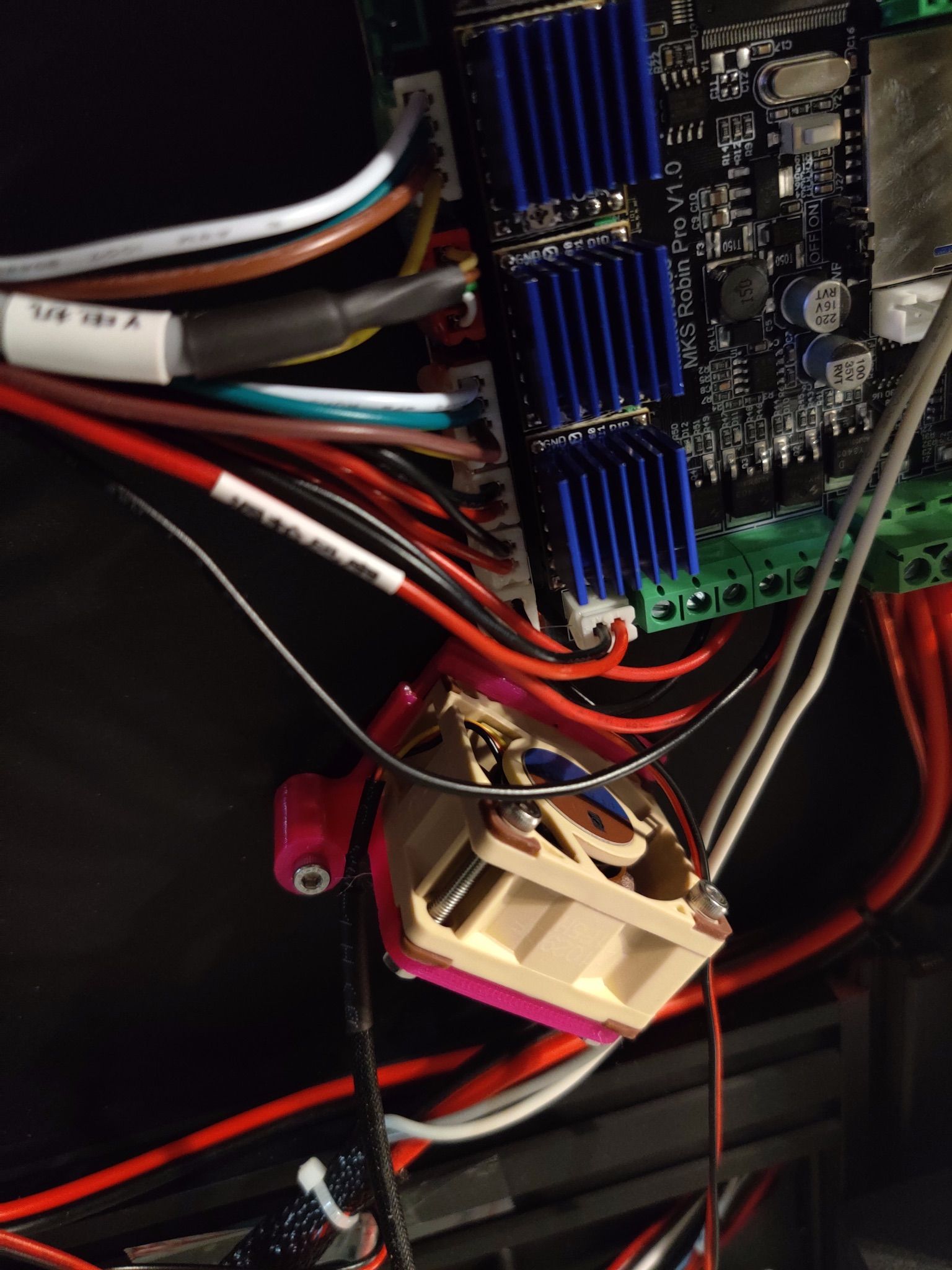
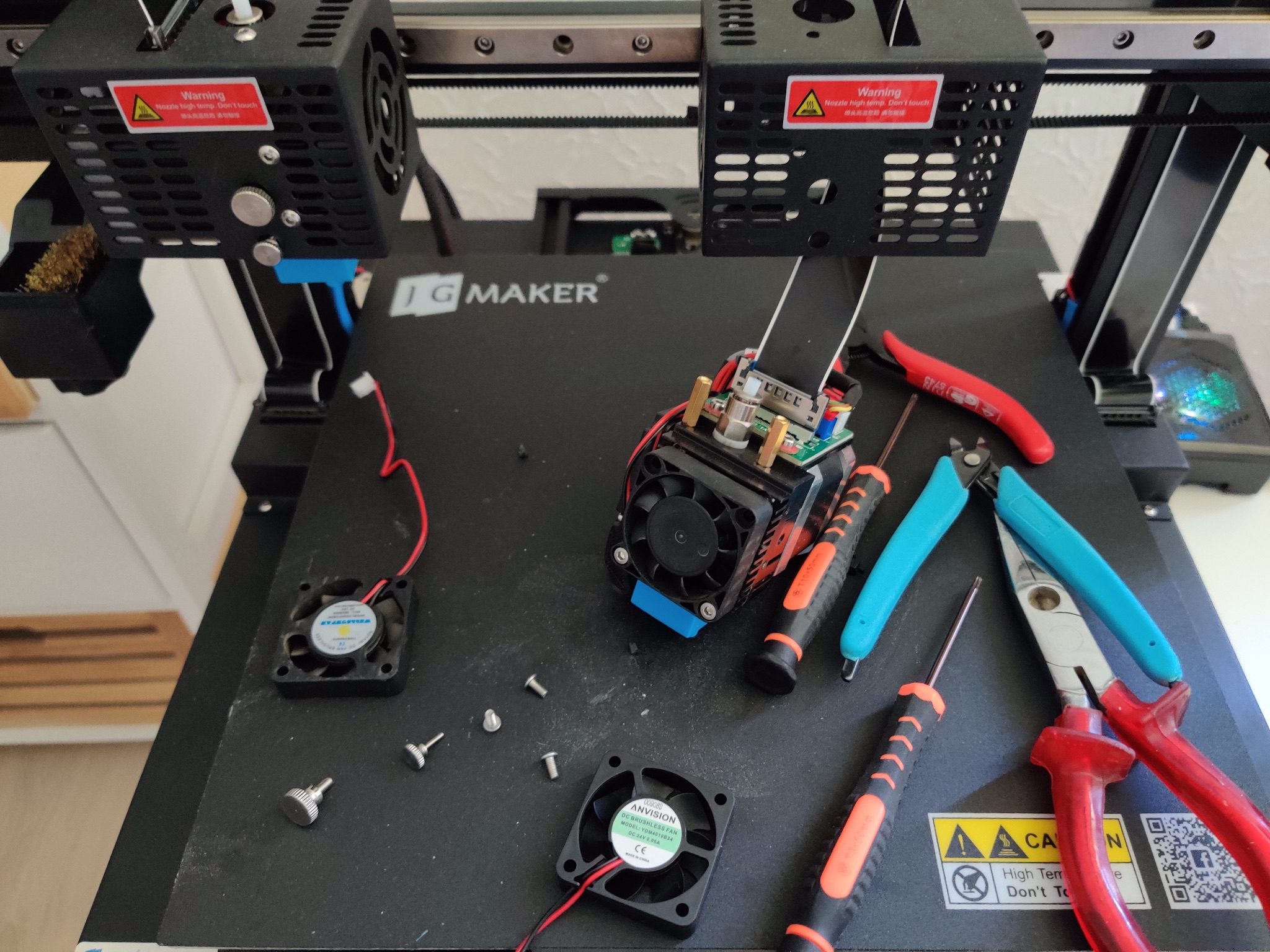
bonjour, merci pour les infos partagées! Bruit des ventilateurs: j'ai changé 5 des 7 ventilateurs sur ma Artist-D Pro. Allumée, l'imprimante avait un niveau sonore de 64dB, et de 78dB en imprimant (1 tête et ses 2 ventilateurs en action). On se croyait à l'aéroport. Le remplacement des 3 ventilateurs dans la base donnait un niveau sonore après allumage de 56dB (-8dB). Le remplacement des ventilateurs des extrudeurs (je n'ai pas remplacé les ventilateurs qui soufflent sur le filament sorti) baisse le niveau sonore à 46dB après allumage (encore 10dB de gagné). En imprimant, la valeur baisse d'initialement 78dB à 56dB (-22dB). Mesuré avec l'application Sonomètre sur téléphone Android, tenu verticalement, 20cm au dessus de l'écran de l'imprimante. Remarque 1: changer les 2 ventilateurs des extrudeurs a le plus grand effet (Anvision 4010 24V). Remarque 2: le ventilateur dans l'alimentation est de 12V, tous les autres de 24V. Pour utiliser des Noctua 4020 12V comme moi pour les 3 ventilateurs de la base, il vous faut 2 step down adaptateurs (24V vers 12V). Remarque 3: il me semble que le ventilateur de l'alimentation de la version Artist-D est un 60mm, et de la version pro un 4020. Remarque 4: j'ai remplacé le souffleur horizontal (4020) qui refroidit la carte mère par un Noctua 4020 monté verticalement dans un cadre qui se fixe sur les colonnes des vis du souffleur (prenez deux M3 15mm pour cela). Infos, photos, spécifications des ventilateurs, tout se trouve ici: https://www.facebook.com/groups/artistd/permalink/5459211777485716/ je vous attache le fichier STL pour le cadre que j'ai conçu. Pour son impression: 2 ou 3 couches de paroi, pas de support, remplissage 20 à 40%. qqs photos suivent également (le cadre est pink pour mieux le voir) rainer PS: suis preneur de tout pour installer un BL-Touch car j'aimerais y mettre une plaque de verre ULTRABASE et jongler avec la vis du z-stop va être galère... - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - Vendues: Ender 3, CR-10S Pro V1 BL-Touch Actuelles: Artillery Sidewinder X1 V4 BL-Touch, JGMaker Artist-D Pro, les 2 via OctoPi - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - Fichier STL à télécharger: 40fanbracket.stl - - - - - - - - - - - - - - Deux choses que j'ai trouvé récemment: Résoudre le problème de sous-extrusion si elle est liée à trop de frottement dans les capteurs de présence de filament, regarde ici la manipulation à faire sur les capteurs: https://imgur.com/a/kKqG1t2?fbclid=IwAR2DEDMWeAF5_EgUHlbUdKHKxGx69TwKnvFI7LuD5GYsoQ8aGrw9c57t1Lc Le remplacement du ventilateur de l'alimentation de la version Artist-D (non Pro) pose apparemment problème car on trouve certes un ventilateur 60mm en 12V mais pas de même épaisseur si je me souviens bien. Sur thingiverse est proposé un nouveau couvercle pour l'alimentation permettant le montage d'un Noctua 6025 (12V). L'auteur a également agrandi les ouvertures dans le plancher du boitier en regard de l'ouverture d'aération de l'alimentation... Lien: https://www.thingiverse.com/thing:4843383