F6FCO
-
Compteur de contenus
171 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par F6FCO
-
Merci de t'être intéressé à ce projet Guillaume, si tu veux intervenir sur l'autre topic ce sera avec plaisir. Bonne année et bons bricolages. JC
-
Bonjour tout le monde, Alimenter un sujet, poster des photos, les commenter, prend du temps. Vu le peu d'engouement que mon sujet suscite (le seul membre à suivre et réagir étant Guillaume), c'est beaucoup de travail pour rien et du temps que je pourrais consacrer à d'autres activités. J'ai donc pris la décision de ne plus alimenter ce sujet, je pourrais ainsi passer plus de temps sur d'autres projets. Je continue néanmoins de travailler sur ma Delta et continuerai à poster mes avancées ici: http://www.metabricoleur.com/t18406-j34n1n3 Je vous souhaite à tous de bonne fêtes et une bonne année 2024. JC/ F6FCO
-
Salut Guillaume, Un peu remis je reviens sur mon chantier. Toujours en mode plotteur j'essaie de la pousser dans ses retranchements. Comme j'étais fatigué j'ai pas mal surfé sur les sites concernant les Delta et j'ai relevé pas mal d'aberrations. La première sur le mode de réglage, mais j'y reviendrai plus tard quand je reprendrai ceux de la mienne. Deuxième aberration: on peut lire un peu partout sur les forums imp3D qu'une carte arduino Mega2560 est trop faible pour piloter une Delta et qu'il faut à tout prix une carte 32bits !!! Info reprise de loin en loin par la plupart des youtubeurs qui se contentent de recopier ce que les autres on dit ou fait sans tenter de réfléchir quelques secondes ou vérifier quoi que ce soit. Voici ce que peut faire J34NN1N3. A noter qu'elle met deux fois plus de temps à réaliser le dessin car elle remonte très souvent à Z10 pour relever le stylo et Z0 pour le redescendre, perte de temps. Si elle travaillait par couches comme une imp3D elle mettrait deux fois moins de temps pour exécuter le dessin. Mega2560+ Ramps1.4, Marlin 1.1.9, que du matériel de base passé de mode aujourd'hui. Marlin configuré à 15000mm/s (Default_acceleration), Gcode configuré à 15000mm/mn (F15000).
-
Salut Guillaume, Pas grand chose, je suis malade en ce moment et pas trop le gout ni la force pour bricoler. Je suis passé de l'état d'hyperactif dans l'atelier à loque sur canapé. Joyeux Noel. JC
-
Bonsoir Guillaume, Ce sera surement moins impressionnant avec tout ce qui est chauffage, domaine que je ne connais pas encore. Tu feras pareil sur la tienne , un comparateur çà coute 10€ chez Aliex
-
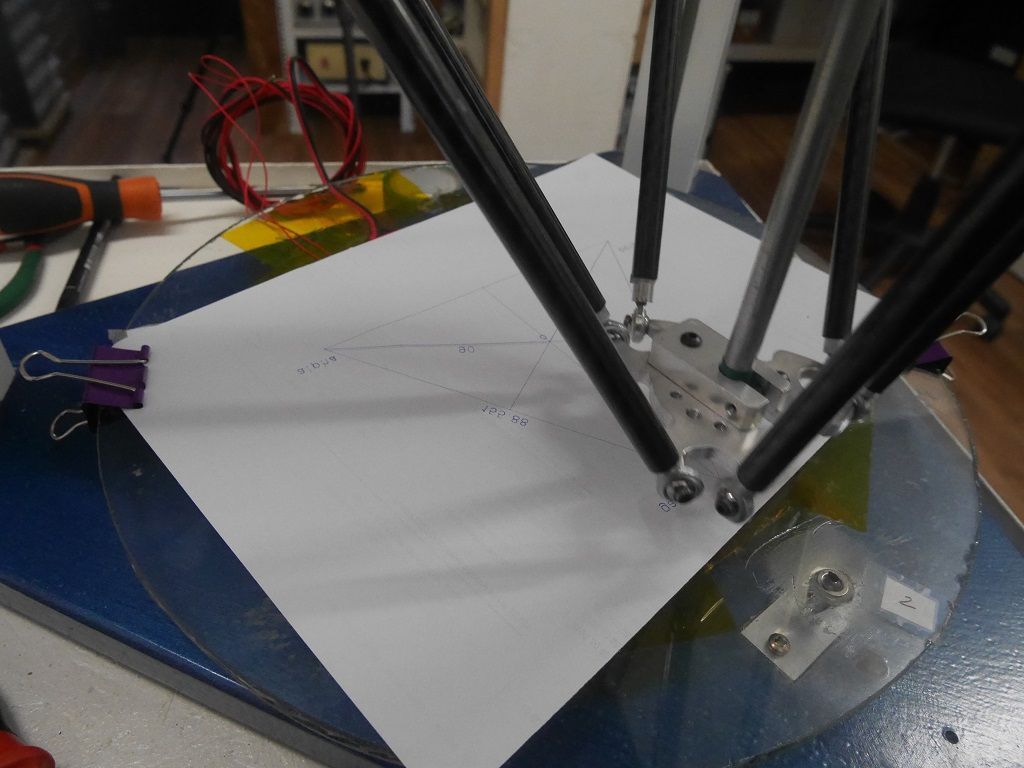
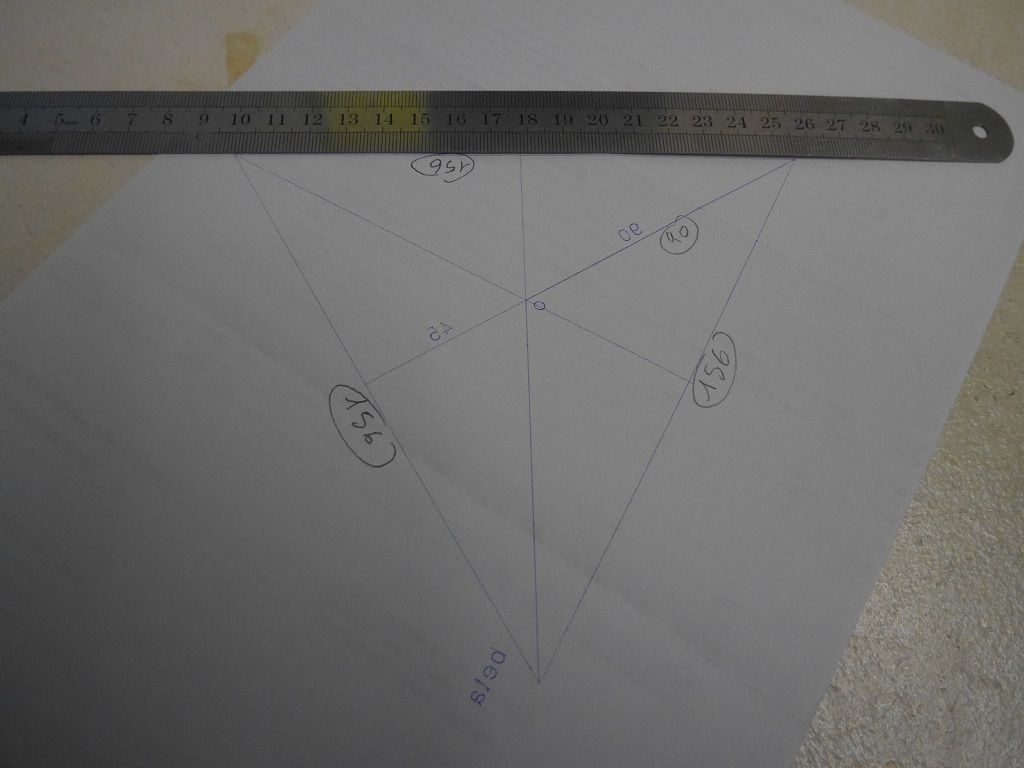
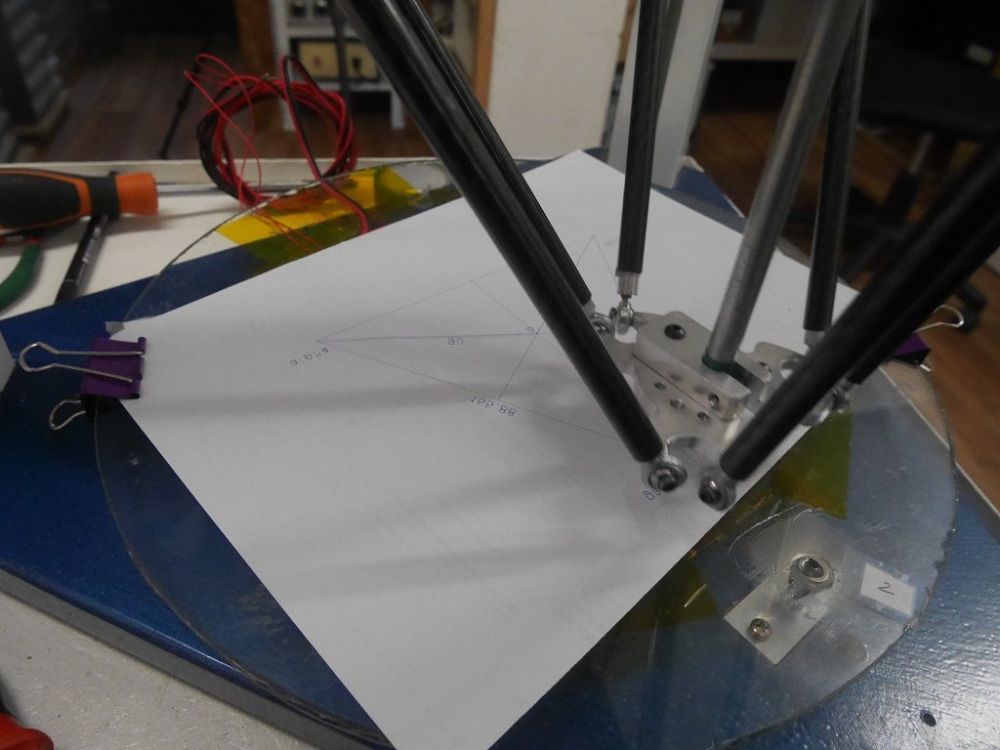
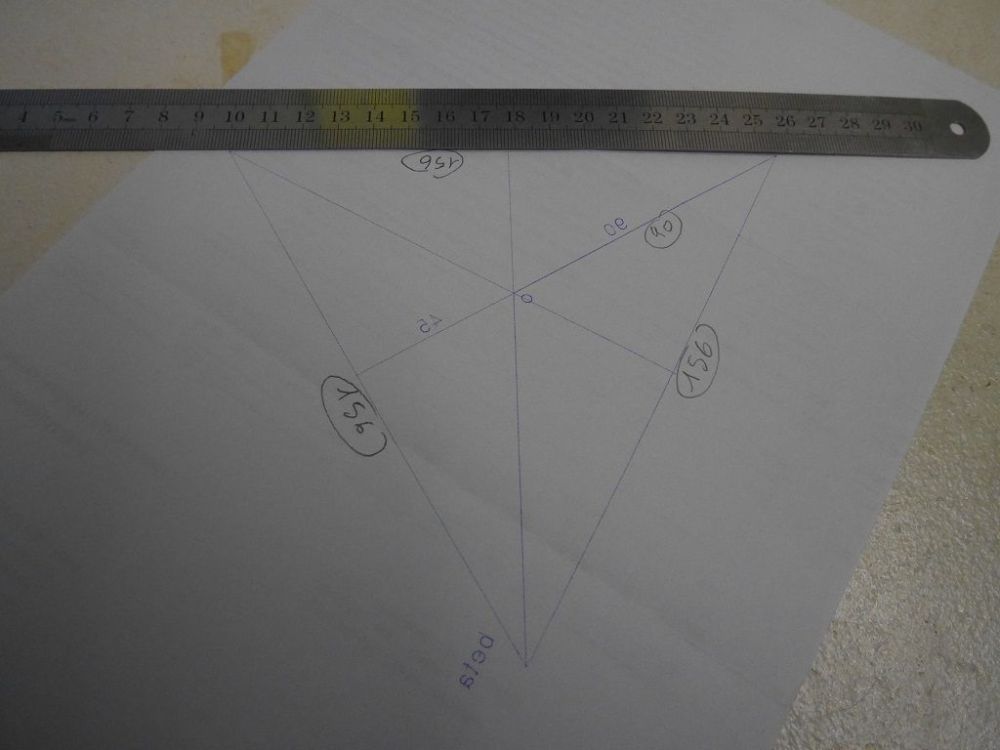
Bonjour tout le monde, J'ai affiné mes déplacements et le comparateur ne bouge désormais que de 2/100e de mm lors des trajectoires, je ne touche plus rien. Je me demande si je ne vais pas noyer mes trois plots au pistolet à colle mais je n'aime pas trop le boulot sagouiné. Je suis passé au contrôle de la géométrie des trois piliers, encore une fois j'utilise les techniques pour régler une CNC. En CNC on dessine un rectangle le plus grand possible sur la table et on mesure ensuite les diagonales, elles doivent être égales et on utilise Pythagore pour calculer leur dimension. Ici j'ai adapté ce principe, j'ai créé un gcode qui dessine les trois angles à 120° et que leurs diagonales. Ca nécessite de monter un crayon sur l'effecteur. Une fois le gcode exécuté soit on utilise un rapporteur pour vérifier les angles, moyennement précis, soi on mesure les trois diagonales qui doivent être égales et mesurer 156mm (en vrai 155.88 mais l'oeil n'étant pas assez précis, on considère que 156 c'est dans les clous. En CNC on termine en usinant une pièce et mesurant les cotes au PAC). Si erreurs on intervient dans Marlin pour les corrections et on recommence un nouveau tracé pour vérifier, et ainsi de suite tant que ce n'est pas bon. Pour une raison que j'ignore encore tout est tracé à l'envers, il va falloir que je planche dessus. Si quelqu'un à une idée... Ici les trois diagonales sont égales ce qui implique trois angles égaux à 120°, les piliers sont bien positionnés. Je ne touche plus rien. Je joins ici le gcode pour Repetier du test des angles, si certains veulent l'essayer je serai intéressé par les retours. 120 degres _diam180.zip
-
Bonsoir, Réglage du bed bien approché, je vais encore travailler un peu sur le radius pour essayer de lisser les déplacements. 1 division du comparateur = 1/100e
-
Bonjour Guillaume, Bonne question , je le répète encore: je ne connais rien en imprimante3D et je découvre, c'est pour cela que je suis ici d'ailleurs . J'ai par contre de l'expérience en CNC pour en avoir construis plusieurs (dont une de 400kg) et je mène cette affaire et vais régler cette machine comme une CNC (ce qu'elle est d'ailleurs), au comparateur, pas avec une feuille de papier, en traçant des diagonales et des angles et en en tirant des conclusions pour faire les corrections, en prenant un axe comme réf et en jouant uniquement sur les deux autres. J'utilise parfois un système de nivellement sur ma petite CNC car les plaque de cuivre que je grave sont des chutes d'usine et n'ont pas toutes la même épaisseur sur toute leur surface, donc obligé de corriger. Mais ici le bed est une plaque de verre de 5mm qui est censé être plat alors pour ta question je ne sais pas encore, il faut attendre les résultats des réglages, s'ils sont bien fait il n'y aura logiquement pas besoin de capteur de nivellement. Mais j'y ai pensé, étant anti-consommation si je dois en utiliser un ce sera du DIY, pas un truc du commerce.
-
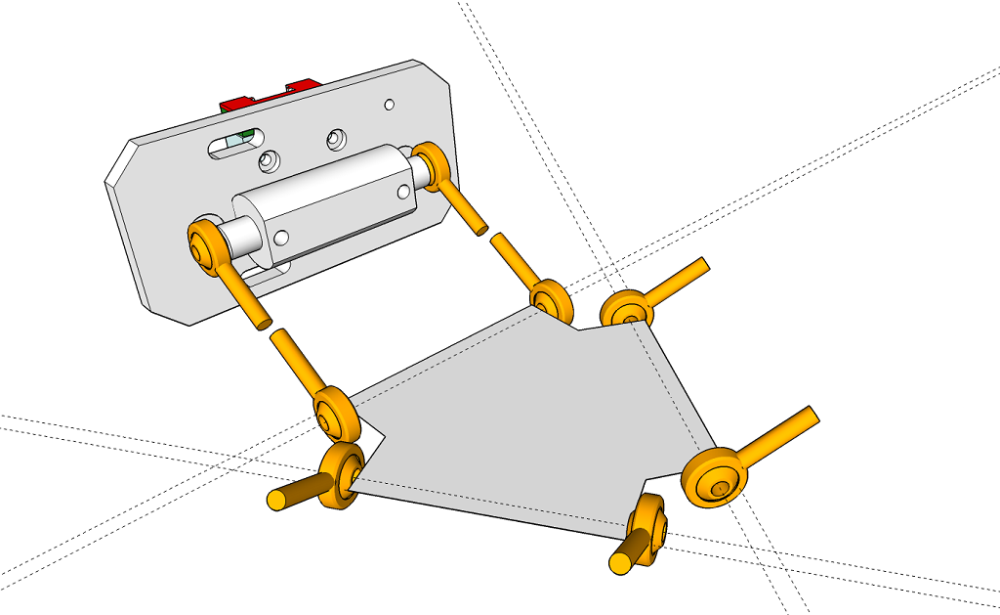
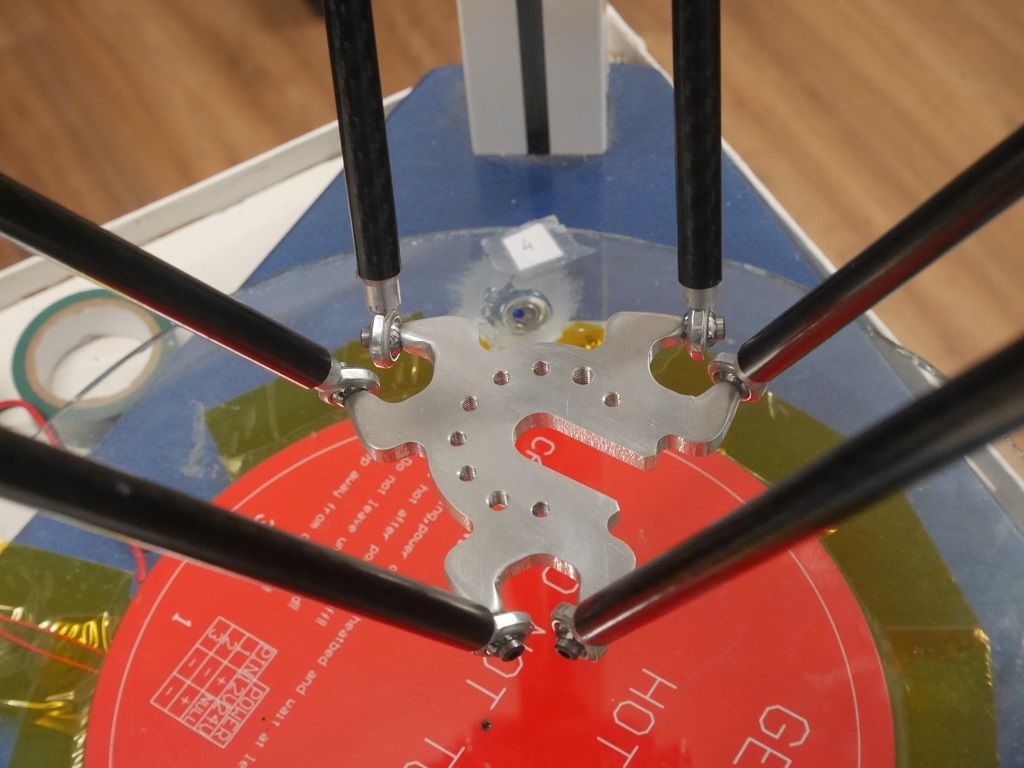
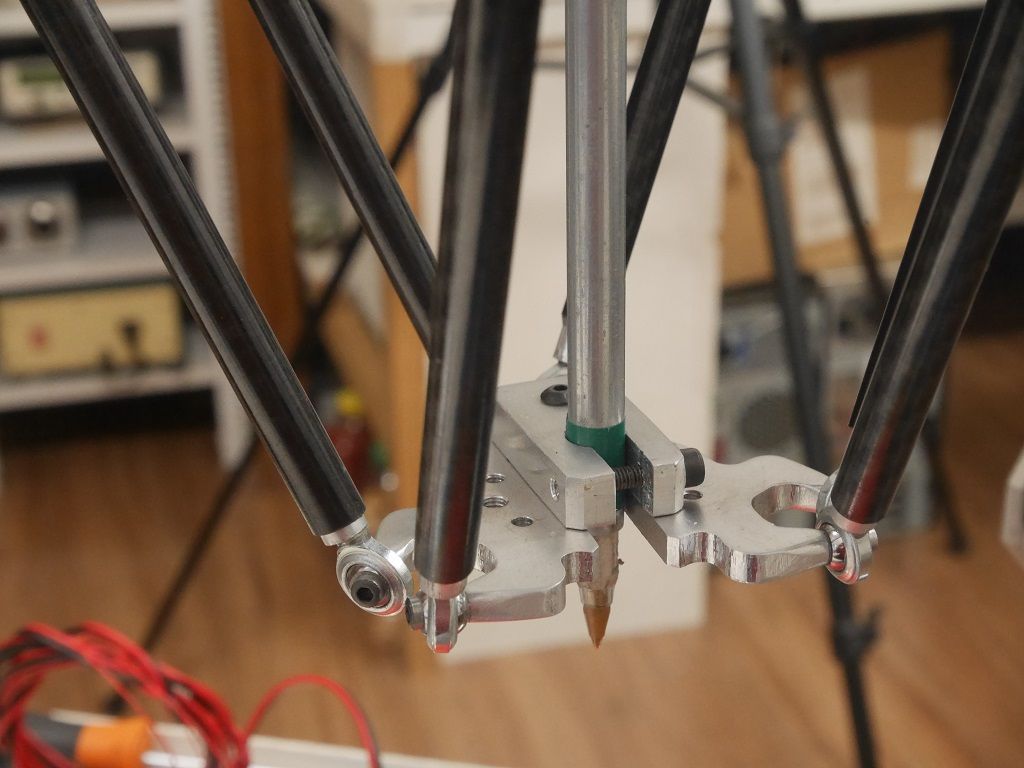
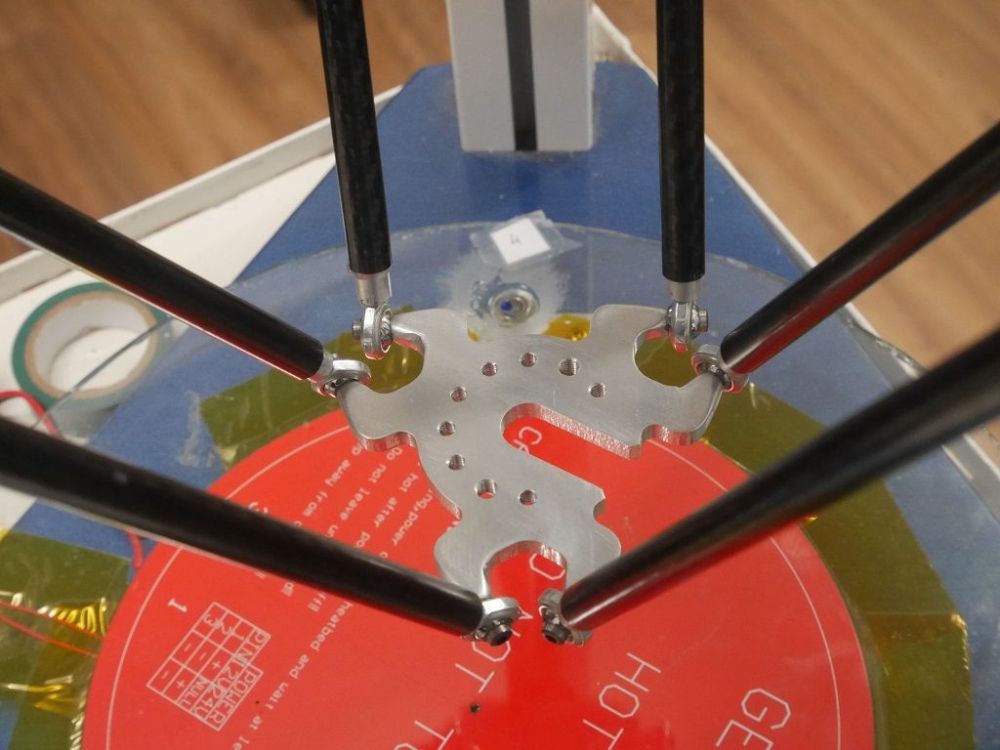
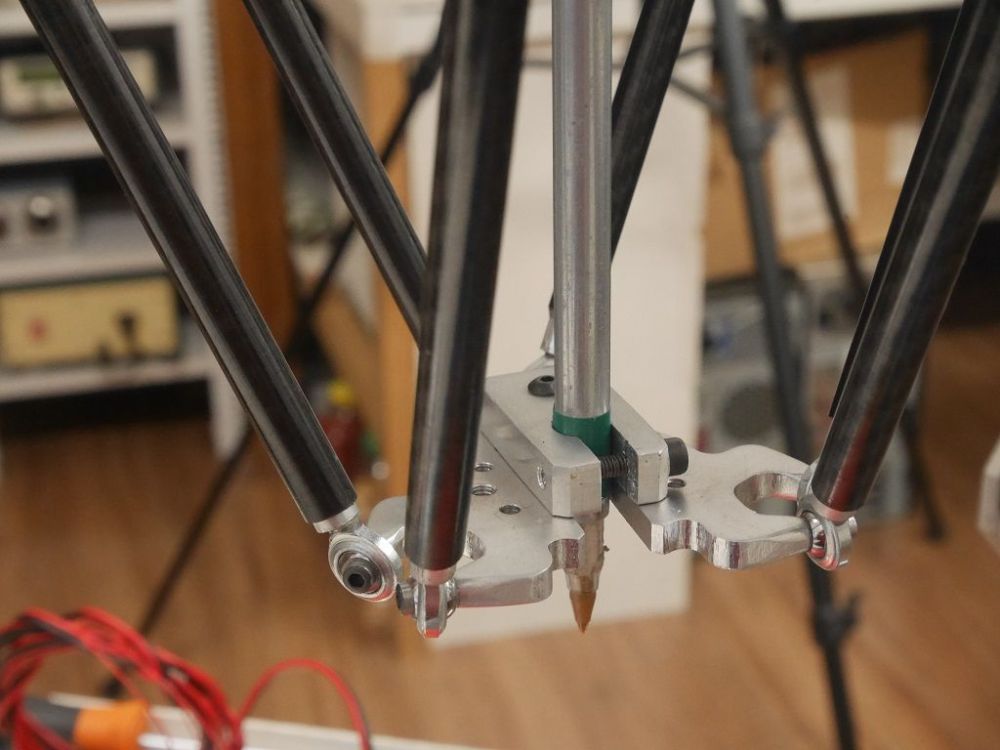
Ca fait déjà beaucoup de photos postées pour un sujet qui démarre, comme je les prends pour étoffer mon site web autant vous en faire profiter La modif sur les ascenseurs, une pièce rapportée qui supporte les rotules mécaniques, moins bien qu'un ascenseur usiné dans la masse mais c'est de l'adaptation : Le nouvel effecteur monté. Je suis bluffé, rien à voir avec l'ancien système avec les aimants chinois, quand les moteurs sont en prise l'effecteur est stable et rigide. Je vais pouvoir pousser la machine dans ses retranchements sans que tout se mette sur orbite. Il y a eu un peu d'ajustage à faire à la lime pour affiner le tour des filetages et essayer de gagner quelques degrés de liberté. Effecteur équipé du nouveau porte-stylo pour les premiers tests:

-
Effectivement, tu m'en aurais parlé avant d'avoir fait mon nouvel effecteur je serai peut-être parti sur celles-ci. juste une impression comme çà mais six de ces rotules sur l'effecteur çà ferait peut-être lourd non ? Tu as le lien ? Pour les tests j'avais pratiquement réglé toute la machine pour me faire la main, tout en sachant qu'il faudra tout refaire avec le nouvel effecteur car ses cotes et celles des bras ont changées. Je suis passé de 55mm à 64mm d'écartement des bras pour une longueur de 375mm. L'effecteur est usiné, il est encore brut. Ca caillait trop dans mon atelier, demain il me restera les finitions à faire et également usiner un porte-stylo.

-
Je suis obligé d'avancer vite car je souffre de multilièvrite, il ne faut pas qu'un projet dure trop longtemps , si je traîne trop je pars dans autre chose et c'est foutu (le cas de l'horloge dont je t'ai donné le lien par exemple). Par exemple je n'ai pas encore terminé la delta que je pense déjà à en fabriquer une inversée et coder un soft pour la commander, c'est terrible la multilièvrite. A ce propos j'ai dis une bêtise plus haut, pour les calculs il faut utiliser la trigo mais bien aussi les calculs de racine carrée, étant donné que bras/pilier/bed forment un triangle rectangle. La trigo pour la position horizontale de la buse sur la surface du bed et les SQR() pour la hauteur des chariots sur les axes (Pythagore).
-
Ca ne devrait pas changer les calculs tant que tu gardes tes bras // et la même longueur, c'est juste des fixations différentes et une amplitude un peu plus restreinte avec les rotules mécaniques, j'en dirai plus quand j'aurai tout remonté, si je garde mes 300mm de diamètre c'est tout bon. J'ai terminé les modifs sur les ascenseurs, ils sont remontés. J'ai fais les gcodes de l'effecteur pour la CNC, peut-être usinage demain. Là tout de suite je vais aller faire un montage pour coller les rotules sur les tubes carbone.
-
Les deux vont ensembles, aller faire des copeaux dans mon petit atelier est tout aussi passionnant que la partie création/3D, c'est un tout. J'ai un vieux tour Crouzet-Valence des années 50 que j'ai rénové, j'y passerai mes journées dessus J'ai été confronté à ce souci avec mes tubes, j'ai inséré des manchons perçés à 4 dans un rond d'alu Ø10. Si tu as accès à un tour c'est une affaire de 10mn. Si tu es perfectionniste tu peux même percer à 3 et tarauder M4. [Hors-sujet] En regardant ta signature j'ai vu qu'on avait des centres d'intérêts communs, les machines à dessiner et les horloges. Sur l'horloge si tu veux des infos j'en ai calculé et commencé une, elle est présentement en stand-bye pour cause de création d'imprimante3D , je m'y remettrai après. Comme tu aimes la conception plutôt que de copier ce qu'on fait les autres tu as ici toutes les infos pour la concevoir et tout calculer toi-même avec un échappement Graham, j'ai même fait une feuille de calcul pour faciliter le travail. Si tu as le courage de lire les 36 pages: http://www.metabricoleur.com/t23421-concevoir-une-horloge-squelette-en-bois Pour les machines à dessiner j'en ai fait plusieurs aussi, toutes fonctionnelles même si mon site n'est plus à jour: https://www.qsl.net/f6fco/M4RC3L.htm https://www.qsl.net/f6fco/Tripteron.htm Lui par-contre dessine tout tordu, il y a encore du boulot sur les calculs de trajectoires, sur ce genre d'architecture la cinématique inverse n'est pas simple à calculer et l'arduino avouait ses limites, je vais repartir de zéro avec un PIC: https://www.qsl.net/f6fco/G4ST0N.htm
-
Qu'on a plus d'envergure avec les boules magnétiques qu'avec les rotules mécaniques.
-
Ce n'est pas plus mal finalement, je défriche, attends de voir ce que çà fait sur la mienne pour te faire une idée. Après tout ce que je t'ai dis c'est mon expérience perso avec mes rotules magnétiques bricolées. J'y fais attention aussi, je ne dispose pas d'une bourse extensible et j'ai beaucoup de projets en cours dans d'autres domaines. Ca à l'air bien çà, tu peux toucher aux machines-outils ? J'ai réfléchi au truc avec mon expérience toute neuve dans le domaine, ce qui m'a posé pbm avec mes rotules magnétiques c'est toujours les connections du haut des bras sur les ascenseurs, jamais sur l'effecteur. Ca s'explique aisément, chaque couple de bras, (seulement 2 billes) supporte 1/3 du poids de l'effecteur et de son équipement, alors que l'effecteur lui est maintenu par six billes. Peut-être qu'une bonne solution pour limiter les frais serait rotules mécaniques en haut pour supporter le poids et magnétiques en bas pour la facilité de démontage de l'effecteur.
-
J'y ai pensé et je l'ai fait sur les adaptations des ascenseurs, au tour c'est facile. J'ai même retouché les têtes des vis pour les réduire. Pour l'effecteur il va falloir faire les cônes à la lime, çà risque de ne pas être très beau. Premiers essais d'envergure à plat sur l'établi je perds pas mal de liberté de mouvements par rapport aux billes mais je devrais respecter les 300mm de diamètre du bed.
-
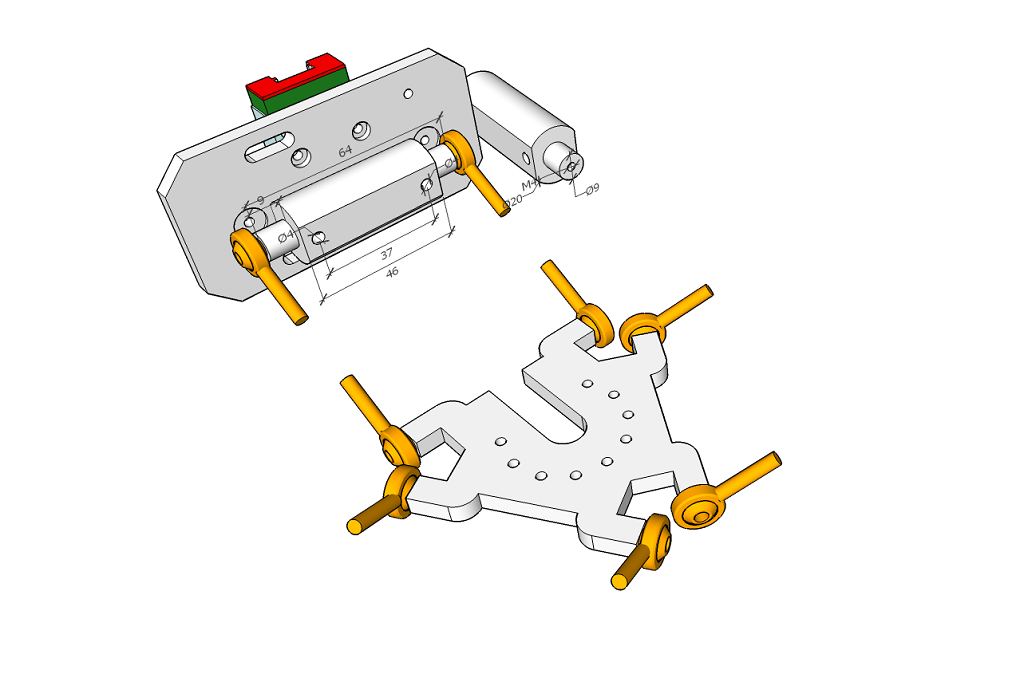
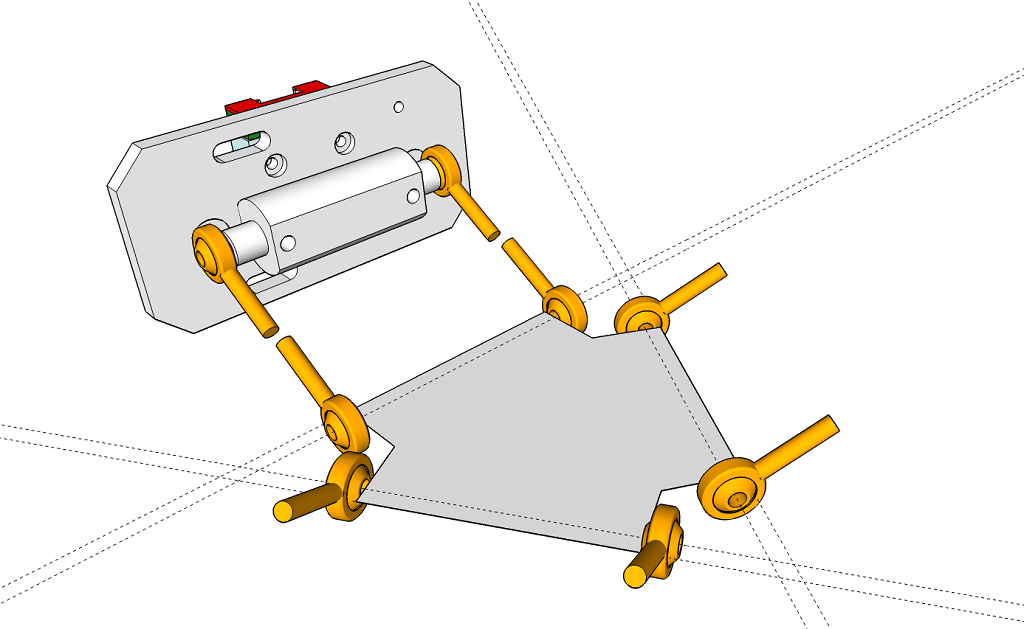
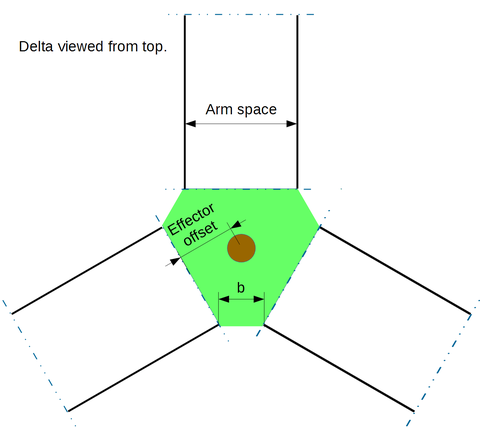
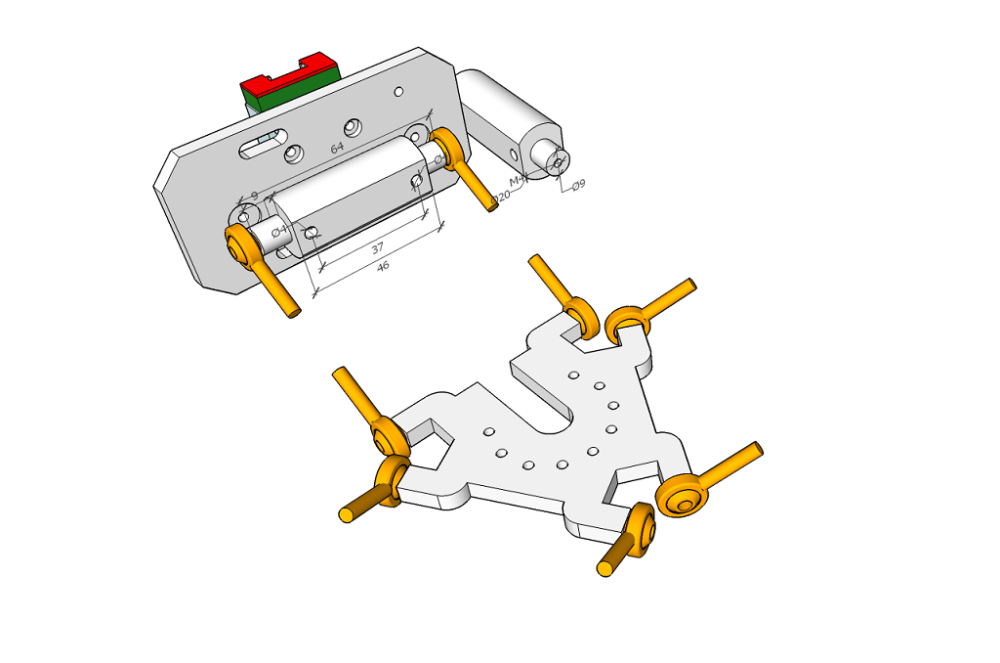
Hello, J'ai refais tous mes plans en tenant compte de ce que tu disais, j'ai réduis B en augmentant Arm space. Voici le nouvel effecteur, il ressemble un peu à un totem Maya parce que j'ai essayé d'enlever le maximum de matière inutile pour perdre de la masse en mouvement et privilégier la vitesse. Entraxe des bras de 64mm.
-
Je souhaite que çà marche mais 2kg je ne trouve pas çà très gaillard, de mémoire mes coupelles étaient données pour 3.5kg (mais 3.5kg Chinois ). Tu les as reçues ? tu as fais quelques essais avec ? Tu accroches ta rotule magnétique à un point haut et au bout d'une ficelle tu lui pends un poids représentant le bras et une partie de l'ensemble effecteur/hotend/ventilo, et tu balances tout çà dans tous les sens, çà te donnera une idée. Si çà tient bien c'est bon.
-
Obligé d'utiliser la trigo pour les calculs de pentes, de trajectoires, de courbes, des calculs simples ne suffisent pas. Pas forcément du haut niveau mathématique, sur mon 4L1C3 je n'utilise que la fonction tangente. Tu as raison, pour l'instant toute la puissance de calcul de la 2560 est dirigée sur les mouvements, je suppose qu'avec Marlin tous les tests sont faits sous interruptions, une interruption du programme principal, on teste, si rien ne change rien ne se passe. On verra aux essais quand j'aurai tout remonté, les plans sont fait il ne reste qu'à usiner.
-
Elle n'a pas eu le temps, on a changé de résidence et elle n'a pas supporté le transport dans la remorque, elle a fini dans la cheminée et çà m'a un peu cassé l'entrain, ce qui explique aussi pourquoi je m'y remet aussi tardivement. Mais celle-ci va tourner. Pour limiter les frais j'utilise dans un premier temps ce que je possède, j'ai plusieurs 2560 qui datent du temps ou je programmais sur arduino, depuis j'ai migré sur PIC et elles dorment dans un tiroir, autant les utiliser. C'est sur que les 32bits seront plus performantes pour les calculs qui emploient en masse la trigo (je m'étais penché sur le sujet sur la prog des mouvements d'un bras robot). D'ailleurs les cartésiennes utilisent elles aussi la trigo pour les calculs, j'avais conçu un programme de pilotage CNC (l'équivalent de Marlin en somme): https://www.qsl.net/f6fco/4L1C3.htm et il utilise la trigo pour tous les calculs de trajectoires. J'ai lu un peu partout aussi que les cartes 2560 ne sont pas à la hauteur pour une delta mais je suis un peu dubitatif au vu de mes premiers essais. Comme tout ce qui est chauffage n'est pas encore monté ni paramétré j'ai utilisé J34NN1NE en plotteur, j'ai été limité non pas par la carte Mega2560 mais par les coupelles aimantée qui ne suivaient plus, j'ai même eu peur quelques fois pour mon bed en verre. Je trouve que c'est déjà pas mal rapide et je suis persuadé qu'elle peut aller encore plus vite, j'essaierai de pousser plus quand j'aurai monté les rotules. La question que je me pose: qu'est-ce qui limitera en premier: la 2560 ou la hot-end pour fondre le plastique ? Après si la buse suit pourquoi ne pas migrer plus tard vers une 32bits et pondre un truc qui décoiffe, c'est les essais qui le diront, là je suis encore dans l'inconnu.
-
C'est le tarif pour un couple boule/socle ? çà revient cher l'imprimante si on en achète 12. Les socles en laiton jouent surtout sur l'usure, normalement le mix idéal est acier/bronze mais le couple acier/laiton est un bon compromis que j'utilise souvent dans mes montages. J'ai reçu mes rotules, je vais continuer dans cette idée. Quand j'ai dit que les miennes se désaccouplaient sur les mouvements forts, c'est uniquement au niveau des ascenseurs et quand j'avais le comparateur qui est assez lourd monté sur l'effecteur, peut-être que çà aurait passé avec la hot-end plus légère mais je préfère assurer.
-
Ah oui d'accord, tu as le lien de tes rotules ? Moi je suis parti sur des billes en acier doux sur des coupelles aimantées, et la force d'attraction n'est pas terrible, suffisante pour les déplacements doux mais dés que je fais un home un peu trop viril çà bouge. Des MGN12 c'est déjà bien pour une imp3D, de mon coté j'ai des MGN15 parce que c'est du stock que j'avais pour une possible future CNC graveuse mais c'est surdimensionné.
-
Ben non, personnellement je suis partisan du contraire et là je n'ai pas suivi ma théorie. Je suis débutant en imp3D mais plus expérimenté dans la construction des CNC, j'en ai construit plusieurs dont les deux qu'on peut voir sur les photos plus haut et la bonne méthode c'est d'abord de définir les axes suivant le cahier des charges et de penser le bâti seulement après pour tenir tout ce beau monde. Ce n'est pas le bâti qui doit commander mais le cahier des charges. Et ici j'ai fais exactement le contraire , ce que je ne trouve pas bien. Mais bon c'est fait. Mince, je ne me rappelais plus de çà, et j'ai passé la journée à tout redessiner pour ne nouveau système à rotules. Il ne me reste plus qu'à tout revoir et optimiser dans ce sens. Et moi qui comptais faire les premiers copeaux demain... Parce que je ne me rappelais plus de çà non plus, je ne sais pas quel est l'angle sur J34NN1N3, comme je refais tout en ce moment je vais aussi en tenir compte. Je ne crois pas non, je n'ai encore jamais imprimé, tu sembles avoir plus de théorie que moi . J'ai de bonnes connaissances en CNC et usinage mais tout à découvrir dans le monde de l'imp3D.
-
Salut Guillaume, Juste une question en rapport avec ma propre étude, je vois que tu utilises des fixations magnétiques pour les bras et que tu comptes utiliser une carte 32bits (donc tu espère de la vitesse). Tu n'as pas peur de tout envoyer voltiger lors des déplacements rapides ? Sur la mienne en construction j'ai déjà eu quelques déboires avec des retours un peu trop rapides aux endstops, tout se désaccouplait, j'utilise pourtant des néodymes assez puissants. Du coup je laisse tomber le magnétique pour passer aux rotules. Je préfère faire la modif avant d'avoir tout paramétré aux petits-oignons.
-
Bonjour tout le monde, Je continue ma présentation. J'ai dit plus haut que je n'étais pas satisfait des rotules magnétiques que je ne trouve pas assez puissantes, je pense que l'imprimante ne pourra pas utiliser des vitesses significatives sans que tout se désolidarise, j'ai déjà eu quelques déboires sur l'ancienne delta, pour pallier à cela j'ai commandé ces rotules et je vais revoir tout le système ascenseur/bras/effecteur: https://fr.aliexpress.com/item/1005002629309024.html?spm=a2g0o.order_list.order_list_main.11.6ea35e5brC7YBI&gatewayAdapt=glo2fra Comme le vendeur donne les cotes de ces rotules je peux déjà commencer à étudier le nouveau système, j'ai du cylindre d'alu diam 20mm pour la modif des ascenseurs et du plat d'alu 2017 en 8mm pour le nouvel effecteur. La seule inconnue c'est la méthode de fixation de la hot-end, j'ai deux hot-end d'Aliex qui ne sont pas du tout similaires et une de fabrication maison qui utilise encore une autre méthode de fixation. A réfléchir. Voici le premier jet 3D: Oups ! excuse-moi Guillaume3D, je n'avais pas vu ton post. Pour tout calculer j'ai dans un premier temps tout modélisé en 3D en me basant sur les matériaux que je possédais pour la construction. Dans un deuxième temps j'ai optimisé en faisant des simulations de positionnements extrêmes de façon à ce que tout passe en favorisant la largeur des print par rapport à la hauteur, je ne pense pas faire de pièces très hautes. Pour résumer je suis parti de la longueur des étirés d'alu 45x45, ce qui m'a donné la hauteur de la machine. Ensuite j'ai pu calculer les dimensions et la forme des plaques inf et sup pour avoir la structure générale, et après avec les simulations 3D j'en ai tiré la longueur idéale des bras pour obtenir un cercle d'impression de 300mm sans toucher les piliers et sans avoir des bras trop verticaux en position extrême. Tout est raconté là: http://www.metabricoleur.com/t18406-j34n1n3 Ca c'était en tenant compte des dimensions de l'effecteur de S1M0N3 mais comme je redessine le nouvel effecteur en l'optimisant toutes ces belles simulations partent un peu en fumée mais c'est les aléas du prototypage. J'ai lu quelque part que plus les bras étaient écartés mieux c'était, puisque j'en ai l'occasion j'ai passé l'écartement de 55mm à 60mm. En gros j'ai étudié un truc super optimisé et je suis en train de tout chambouler La seule chose qui m'inquiète dans cette histoire c'est d'arriver à remplacer les billes collées à l'araldite par les nouvelles rotules sans abimer mes bras carbone. Je vais essayer en chauffant doucement.