GM.5A
-
Compteur de contenus
7 -
Inscrit(e) le
-
Dernière visite
Récompenses de GM.5A
")




-
Paroi en dépouille
GM.5A en réponse au topic de GM.5A dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour l'idée, mais la pièce fait la bonne cote en bas et en haut (50mm) et on voit bien que la face du dessous monte penchée. Est-ce que ça pourrait-être un problème de rétractation (température) de la matière ? -
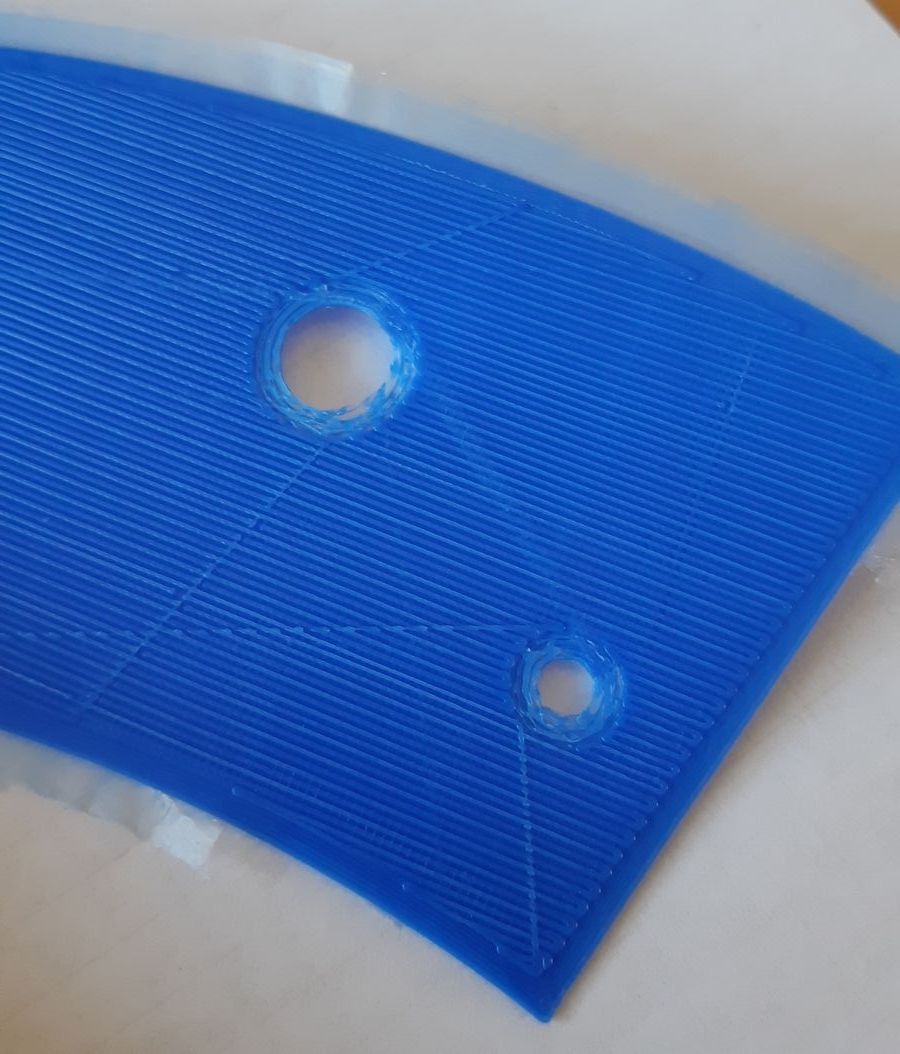
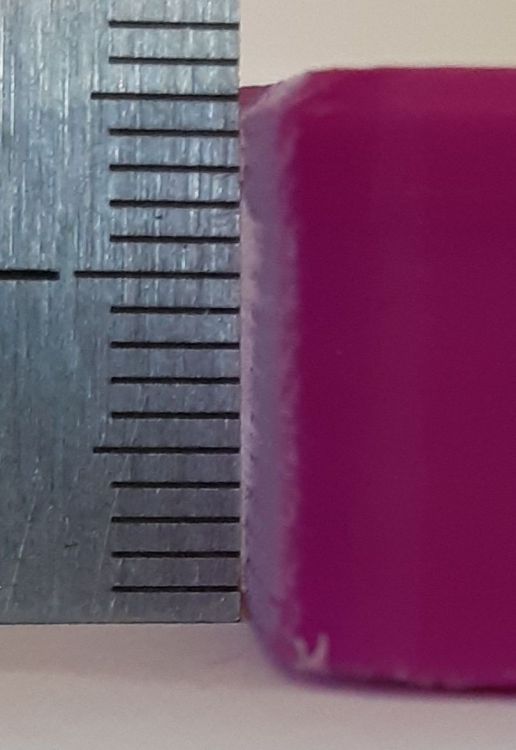
Bonjour, Sur une pièce de 200x50mm, sur les 11mm du bas, il n'y a qu'une paroi de 2.5mm, au dessus elle est pleine. Comme vous pouvez voir sur la photo ci-dessous, la paroi est en dépouille vers l'intérieur tout autour de la pièce sur 11mm. A partir de la couche pleine, tout rentre dans l'ordre. Largeur extérieure de la pièce : à Z=0 L=50, Z=11 L=49.6, Z=12 L=50. La paroi fait bien 2.5mm sur les 11mm, elle est montée parallèle mais pas verticalement. Le fil utilisé est du PLA+ Sunlu extrudé à 210°. Quelqu'un aurait-il une idée de la raison ?

-
Pb parois des trous
GM.5A en réponse au topic de GM.5A dans Entraide : Questions/Réponses sur l'impression 3D
Quelqu'un aurait-il d'autres idées ? -
Pb parois des trous
GM.5A en réponse au topic de GM.5A dans Entraide : Questions/Réponses sur l'impression 3D
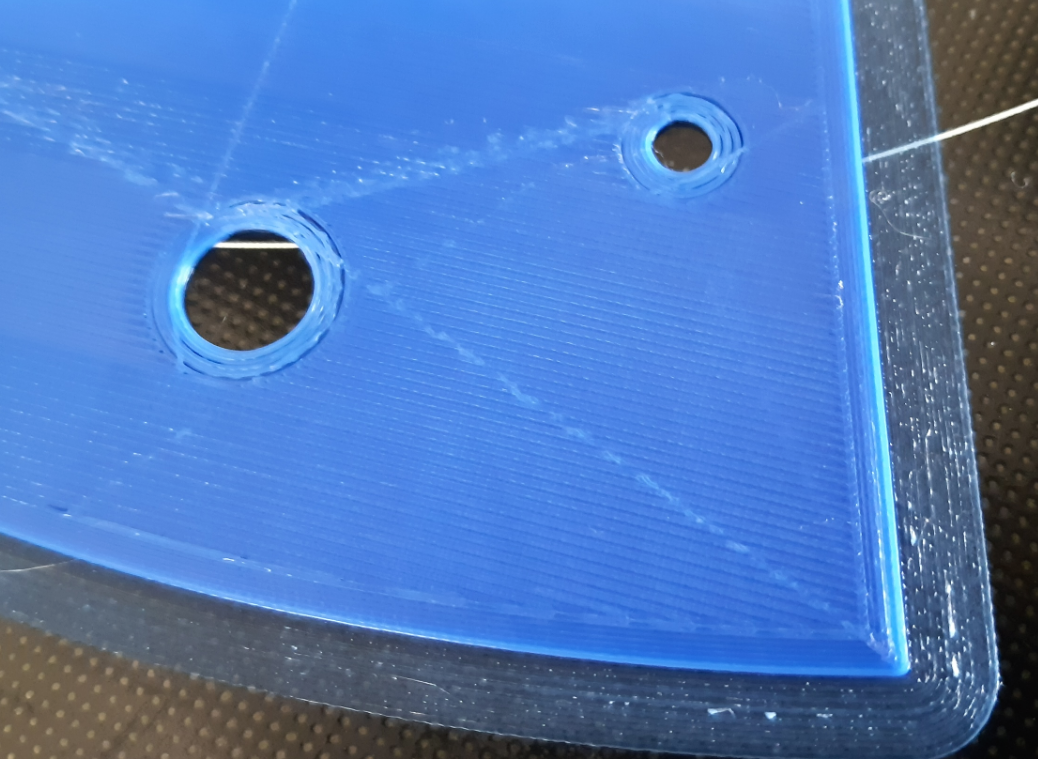
La photo ci-dessous, je n'ai modifié que la largeur de 0.35 à 0.45, toujours sans rétractation et vitesse à 40. La dépose est plus nette mais n'est toujours pas jointive. Il apparaît maintenant des trous sur les bords extérieur. Rien d'anormal sur l'extrudeur Bowden, vis du pignon bien serrées, pas de jeu dans le tuyau. J'ai le même problème sur la deuxième imprimante (identique) avec du PLA+ blanc de chez Sunlu aussi. Les trous Ø3.5 sont pourri alors que le reste est bien.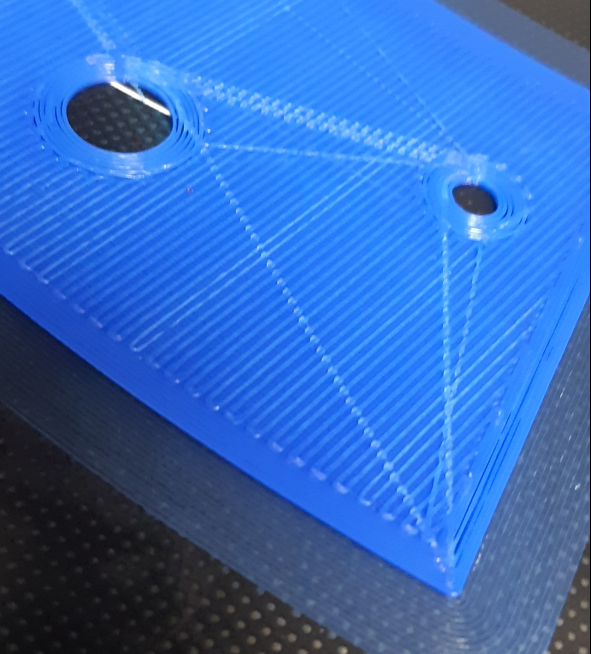
-
Pb parois des trous
GM.5A en réponse au topic de GM.5A dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour vos retours. J'ai essayé d'imprimer à 40mm/s, c'est mieux mais les cercles ne sont toujours pas liés au reste. Je ne pense pas que la buse soit partiellement bouchée, l'impression sur le reste est propre. Pour l'extrudeur, je vais regarder effectivement le tube et si il n'y a pas du jeu dans la roue. J'ai utilisé le profil de cette imprimante qui est intégré dans Cura à partir de la 4.8 je crois. Je refais un essai avec une largeur de 0.4 pour voir et vous redis. J'essai de ne changer qu'un paramètre à la fois pour isoler le problème.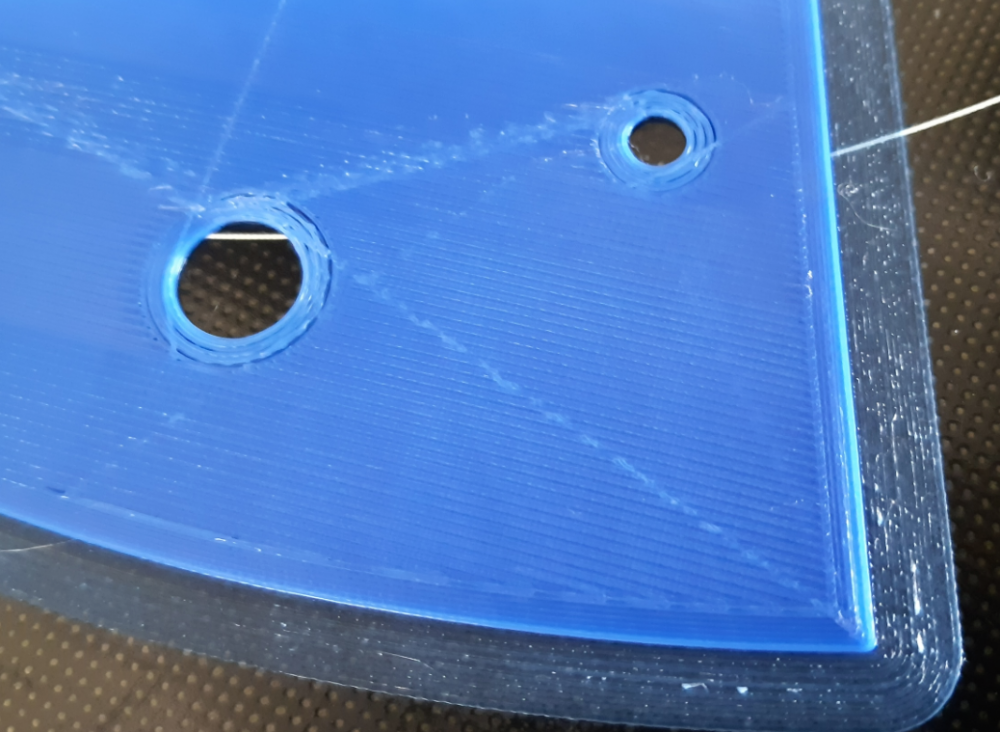
-
Pb parois des trous
GM.5A en réponse au topic de GM.5A dans Entraide : Questions/Réponses sur l'impression 3D
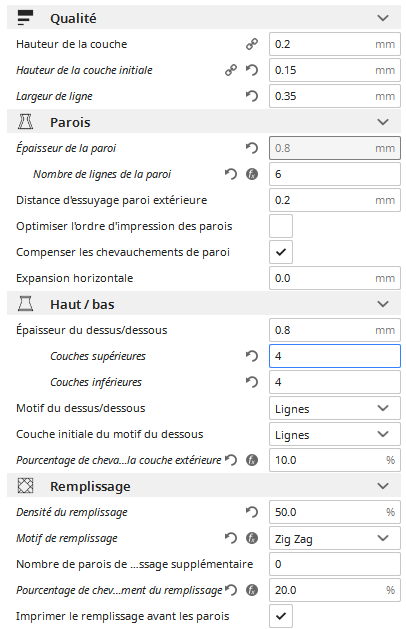
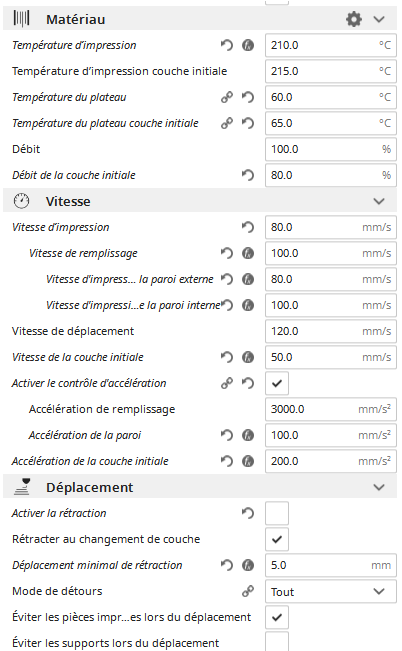
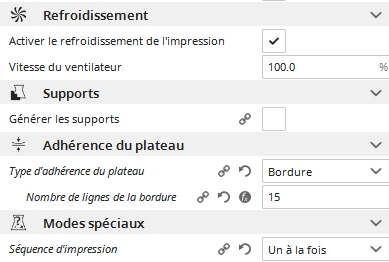
Pour la vitesse, elle est effectivement un peu élevée, ça ne pose pas de problème sur le reste de la pièce. Pour l'accélération, c'est celle de base à 3000, j'ai baissé pour les parois et la couche initiale, mais je n'ai vu aucune différence, je ne sais même pas si ce paramètre est utilisé. C'est de quel ordre normalement ? Pour la hauteur de couche initiale, si je ne l'écrase pas, ça ne colle pas au plateau en Ultrabase. J'ai réduit le débit en conséquence. Pour la largeur de ligne, c'est la valeur de base. Il faudrait mettre combien pour une buse de 0.4 et une hauteur de couche de 0.2 ? -
Bonjour, j'utilise 2 Predator avec Cura 4.9.0 depuis plusieurs mois avec de bons résultat (ABS, PLA, TPU). Mais j'ai régulièrement un problème avec sur les parois des trous notamment, il n'y a pas assez de matière déposée et elle ne sont pas liées au remplissage. Lorsque la tête commence son cercle, rien ne sort et le temps que ça commence à sortir, la tête à déjà fait 1/4 de tour. La photo ci-dessous est la 5ème couche. Le fil est du Sunlu PLA+. La buse une 0.4mm. J'ai le même problème sur les 2 imprimantes, j'ai donc exclu le problème matériel. J'ai essayé de jouer sur plusieurs paramètres, mais sans effet : - le pourcentage de chevauchement en passant de 10% à 80% - volume supplémentaire à l’amorçage 1mm3 - suppression de la rétractation - réduction des accélérations J'ai l'impression qu'il y a une delta de temps important entre le démarrage de l'extrudeur et la sortie du fil. Pourtant l'extrudeur n'est qu'à 5cm de la tête, j'ai raccourci le tube entre les deux et monter un tube avec un diamètre réduit pour que le TPU reste droit. Quelqu'un pourrait-il me donner des pistes ?