edalin
-
Compteur de contenus
54 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par edalin
-

Changement de couleur en cours d'impression SmartCub3d
edalin en réponse au topic de dams83 dans SmartCub3D
Avec un peu de retard je viens de mettre à jour le dernier firmware, et de lancer ma première impression multicolor. Comme signalé plus haut j'ai inséré dans S3D les commandes (à la suite de celles déjà présentes) : {REPLACE "; layer 10" "M600\n; layer 10"} {REPLACE "; layer 19" "M600\n; layer 19"} Comme voulu, premier arrêt à la 10e couche, changement du filament. A la reprise la buse s'enfonce jusqu'au lokbuild au niveau de la lettre D du logo. Puis remonte et l'impression se poursuit correctement. La reprise du second arrêt à la 19e couche ne pose, par contre, aucun problème. La buse reprends sa place à la bonne hauteur. J'ai oublié quelque chose au niveau du code ? Sinon voici le résultat :
-
Salut, - test d'une autre carte arduino mega, simplement en connectant le shield sans toucher aux branchements, c'était encore pire, cette fois les saccades sur l'axe X étaient permanentes, la grosse déprime... - comme Biostrike m'a affirmé que cela ne pouvait pas venir du moteur, j'ai RE-vérifié encore une fois le câblage du moteur. Sur le connecteur, l’ergot en plastique qui permet de maintenir la partie métallique ne faisait plus son office, elle n'était donc pas en contact franc avec sa broche. Pourtant je pensais avoir bien vérifié ce point. Content d'avoir pu faire 2 prints sans problème.
-
Bon, j'ai reçu mon stepper et ça marche pas !!! Voici quelques réflexions : - Première impression avec Symplify3D , problème lors du déplacement en X pendant le probe. - S3D serait-il en cause ? Je repasse sur repetier : je suis arrivé à imprimer une petite pièce : L=8cm, l=1cm et h=4mm. Puis de nouveau freestyle. - Avant de changer la carte j'avais réussi à imprimer également deux petits cylindres (diamètre 1cm et h=2cm) sur S3D. - Par contre pour des pièces avec une surface d'impression plus importante, avec une amplitude de mouvement (sur l'axe X notamment) plus grande, ça foire tout le temps. Bon maintenant je me demande si c'est pas le moteur (Nema 14) qui à un problème ? Si vous avez d'autres idées ? Merci
-
Houston we have a problem : j'arrive plus à imprimer. J'ai utilisé une carte SD SANDISK extreme Pro et toujours pareil : freestyle. Je pense qu'on peut écarter le problème lié à la liaison USB. Je crois que j'ai vraiment un défaut sur l'axe X. Axe qui pose problème lors des retours à la position home : part de gauche à droite et avec un bruit de casserole. Est-il possible d'intervertir les cartes pilotes des moteurs pas à pas, par exemple axe x et y pour voir si le problème se reporte sur l'axe y ? Et donc valider un problème sur cette carte.
-
J'imprime principalement en USB, mon UC est positionné de manière à connecter l'imprimante avec le câble USB fourni (environ 30cm). Je viens de lancer le fichier cité plus haut, et encore le même symptôme : arrêt d'urgence et sur le retour à la position home, les axes Z et Y se comportent correctement, par contre l'axe X est en freestyle comme le dit si bien Furtys. J'ai donc tout débranché et vérifié les branchements de la carte (faisceaux moteurs déconnectés et rebranchés). Je viens de lancer une petite impression de 20 minutes, après 10 min tout va bien. Je vous tiens au courant...
-
J'ai reçu mon lockbuild ce WE, et bien comme les autres, je trouve que c'est vraiment bien. J'ai pointé au feutre les différentes palpations buse/plateau et ensuite perforé les quatre angles avec une perforeuse à papier. Le lockbuild fait 0.6 d'épaisseur que j'ai rajouté à l'offset avec une calibration par dessus et ça roule. Produit trouvé ici : http://3dprint.al3dconcept.com/produits-et-outillage-feuille-adhsive-lokbuild.html Fini le nettoyage du plateau et en plus, vu ma consommation de colle, je vais faire des économies
-
Le problème a eu lieu à des moments différents. Le G-code : ButtonA_Scaled.rar Merci
-
Bonjour, petit problème d'impression, tout démarre correctement et pendant un court moment, l'impression dérape et part dans tous les sens. Pour revenir à quelque chose de plus fluide mais décalé !!! Deux essais avec les mêmes symptômes sur ce fichier stl de thingiverse : https://www.thingiverse.com/thing:2078468 J'ai essayé ensuite une petite impression de 10 minutes qui a très bien fonctionné avec un autre fichier. Cela viendrait-il du fichier slt ? j'utilise S3D, y a t-il un problème avec le trancheur pour ce fichier ? Une petite vidéo pour visualiser le dysfonctionnement :
-
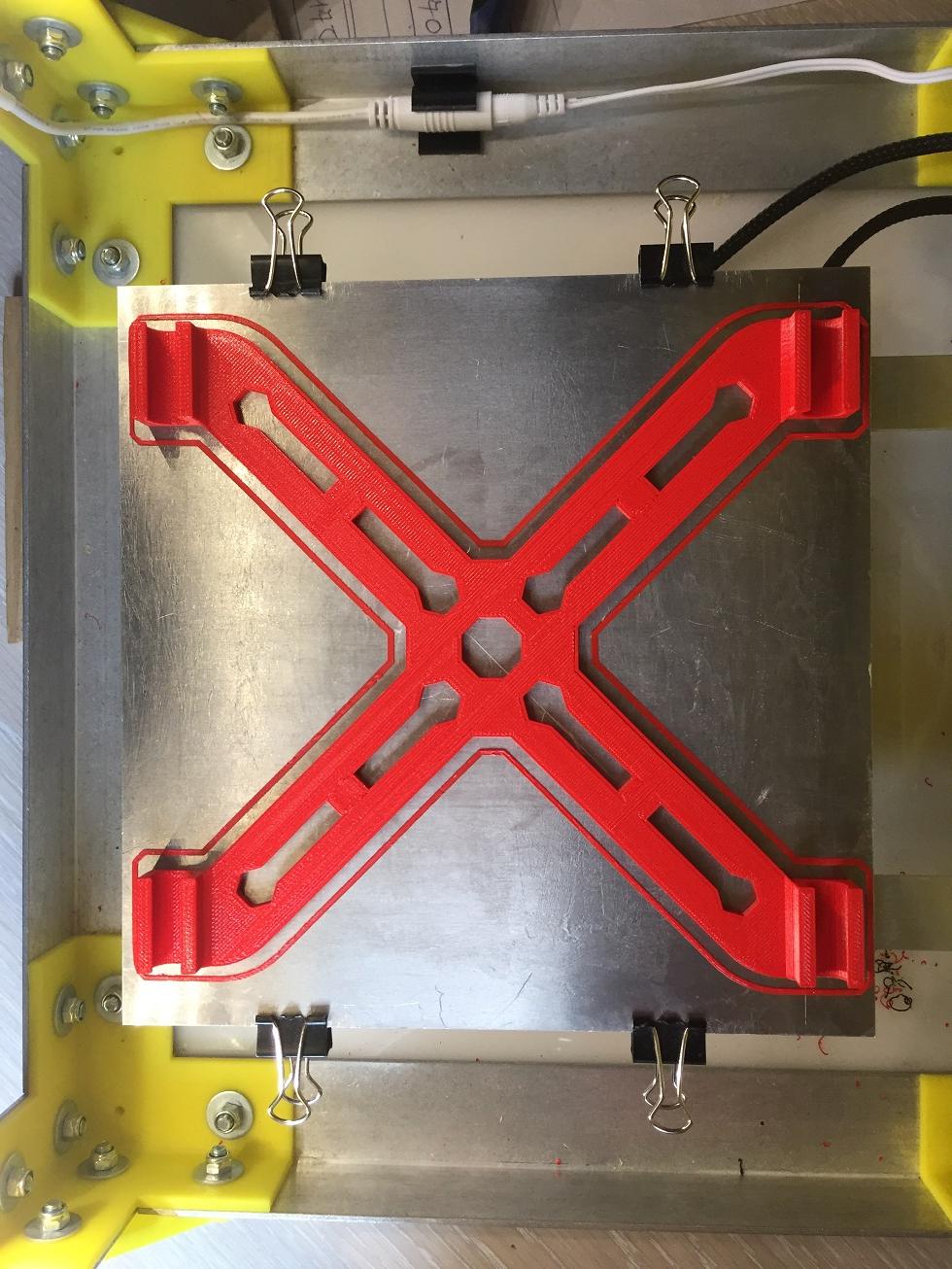
Re, impeccable, les barres linéaires rentrent en force dans la nouvelle pièce, plus de problème de côte. Le fichier pourra peut être vous servir un jour ...
-
Bon, j'ai trouvé le fichier, sur le site de reprap france, en format STEP, j'ai réussi à l'ouvrir avec solidworks et j'ai rajouté de la matière ou il en manque. Je réimprime la pièce et je reviens vous faire part du résultat.
-
Merci pour ta réponse. Comment changer seulement le diamètre des trous pour les barres linéaires sur le fichiers stl ? Quel logiciel as-tu utilisé ? Si je change l'échelle de la pièce, les emplacements des écrous de vis trapézoïdale et le tendeur de courroie ne seront plus bon.
-
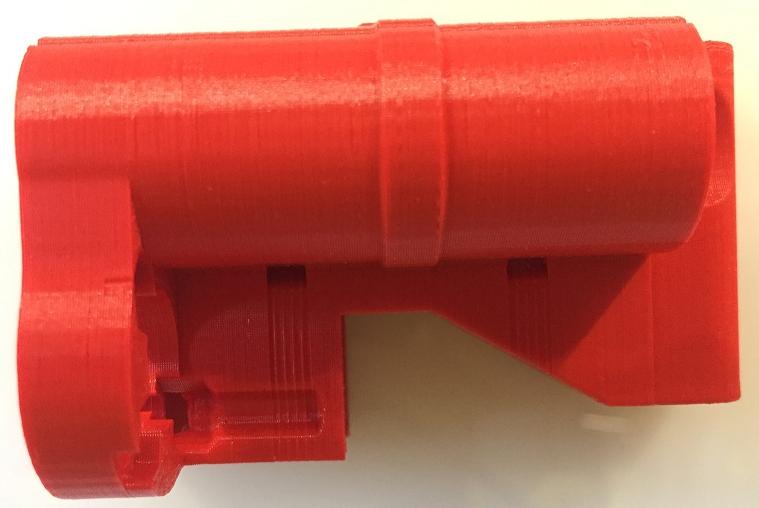
Bonjour, j'ai imprimé toute les pièces pour une imprimante prusa i3 rework 1.5, et la pièce nommée "X end idler" ne me semble pas adaptée aux barres linéaires. Le diamètre prévu pour les barres étant trop grand et la pièce bouge. J'ai imprimé plusieurs fichiers stl et les trous sont toujours trop grands. La pièce (X end motor) se trouvant à l'autre extrémité de l'axe X est parfaite, les barres ont été inséré avec une certaine contrainte et ne bouge plus. Avez-vous rencontré ce problème ? Vous avez peut être le stl qui convient ? Merci
-
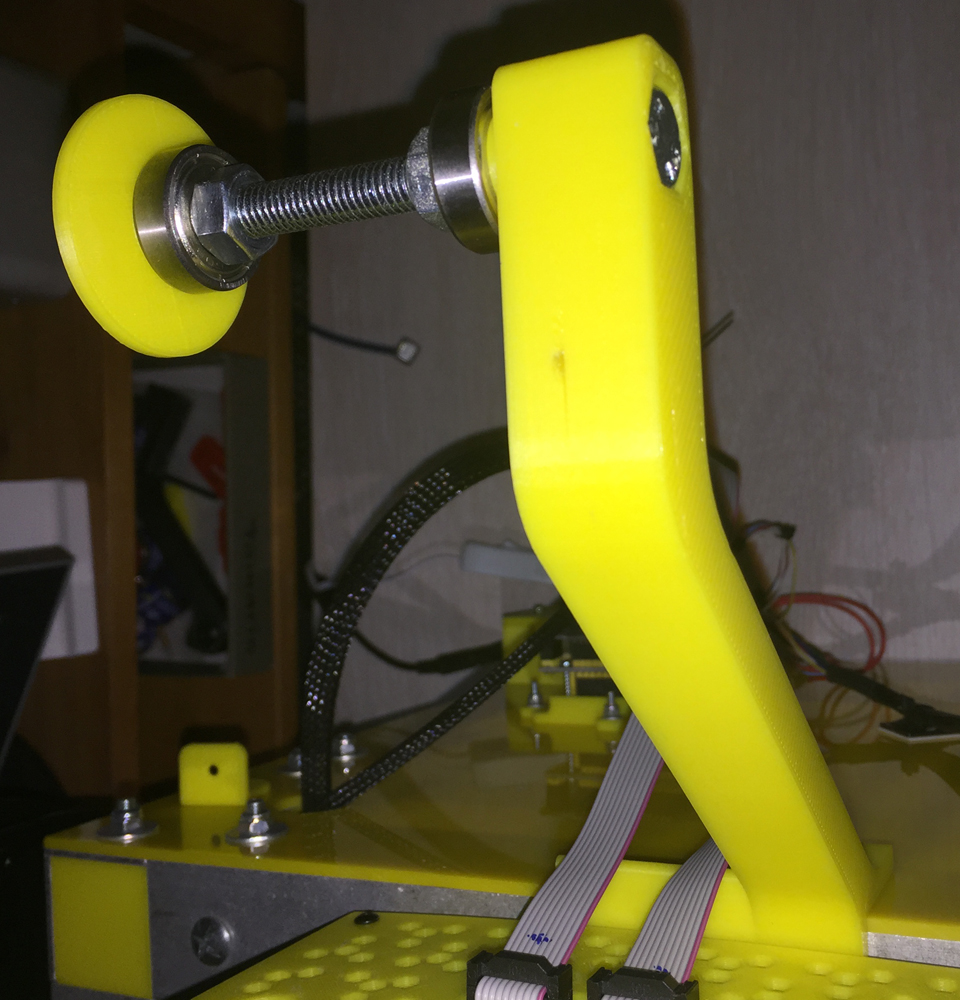
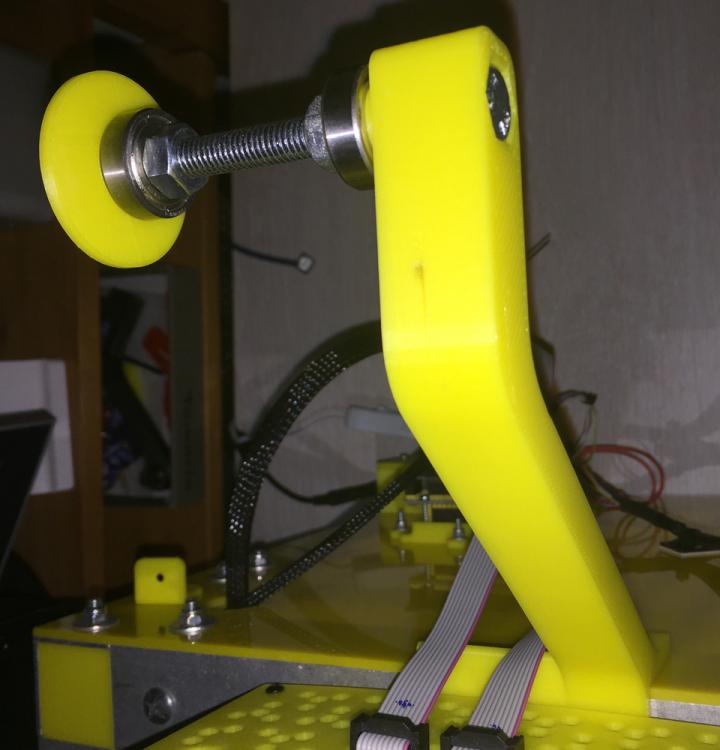
Salut, comme beaucoup de Smartcusien(es) j'ai effectué quelques ajouts, la classique rampe de led : Avec le petit clip pour éviter que les fils se baladent trop : Et puis comme je change souvent de bobines j'ai refait des supports : Au final cela donne ça :




-
Vos plus belles impressions sur SmartCub3D !
edalin en réponse au topic de biostrike dans SmartCub3D
Pour le socle de départ j'ai laissé la vitesse à 100% et ensuite je suis passé à 80%. Mais je n'ai pas modifié le débit. Je n'ai pas les problèmes que tu évoques avec les PLA de chez G3D. -
Vos plus belles impressions sur SmartCub3D !
edalin en réponse au topic de biostrike dans SmartCub3D
Effectivement, il y a toujours l'angoisse du fil qui se coince dû à un mauvais bobinage du PLA et donc d'abimer la machine. J'ai acheté 4 PLA de couleur différente chez Grossiste 3D avec deux bobines qui commencent à être bien entamées et je n'ai pas eu de problème. -

-
Vos plus belles impressions sur SmartCub3D !
edalin en réponse au topic de biostrike dans SmartCub3D
Une commande de geek : - PLA : Grossiste 3D - Couche : 100µ - Vitesse : 80% - Températures : 195°C/50°C - Durée : 11h Pas de retouche, il y a quelques irrégularités, des bavures, mais dans l'ensemble c'est correct.
-
Vos plus belles impressions sur SmartCub3D !
edalin en réponse au topic de biostrike dans SmartCub3D
Une commande d'un pikachu : - PLA : REAL Filament Satin SUN - Couche : 120µ - Vitesse : 80% - Températures : 195°C/50°C - Durée : 1h40 Avec l'installation du firmware 2.4, j'ai tout repris : réglage plateau, vérification serrage de toute l'imprimante, PID, tension des courroies (comme un boulet j'ai trop serré la vis j'ai cassé la pièce, pour l'instant ça tient). Bravo pour le lion, superbe, c'est effectivement super propre. Edit : un autre pikachu - PLA : Grossiste 3D - Couche : 100µ - Vitesse : 80% - Températures : 195°C/50°C - Durée : 2h J'ai moins de petit défauts sur cette impression. Sur le forum j'ai lu, mais je ne retrouve pas le fil de discussion, que certains utilisent le PLA grossiste 3D ou autre pour du prototypage et utilisent ensuite du filament de meilleur qualité. De quel filament de qualité parlez vous ? Merci

-
[TEST] Buildtak et autres systèmes - SmartCub3D
edalin en réponse au topic de biostrike dans SmartCub3D
Salut, un petit retour sur la colle Scotch 3M, aucun problème de warping, ça adhère vraiment bien. Plusieurs petites impressions sans aucun problème. J'ai fait une impression full plateau, j'avais des doutes sur l'adhérence de la première couche, car le temps d'aller d'une extrémité à l'autre du plateau la colle avait séché, et bien la encore impeccable. J'ai essayé le blue Tape 3M 2090, trois impressions ratées, pas d'adhérence. Mais c'était avant le smart offset, il faut que je recommence. Avant je nettoyais complètement le plateau à l'alcool entre chaque impression. Maintenant un petit coup de chiffon alcoolisé pour étaler la colle, un aller retour de colle fraiche et ça roule. Ma première couche reste bonne.
-

-

-
Vos plus belles impressions sur SmartCub3D !
edalin en réponse au topic de biostrike dans SmartCub3D
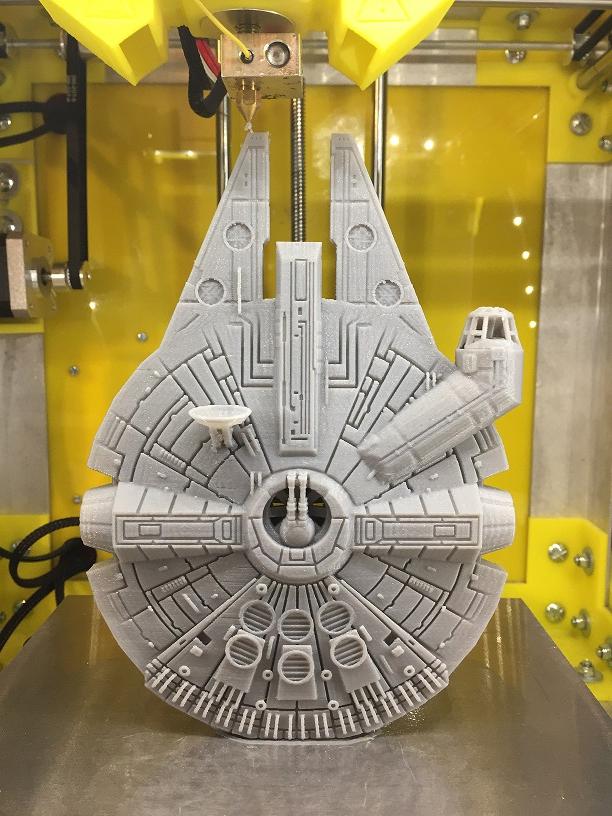
Coque smartphone pour ma fille : Source : http://www.thingiverse.com/thing:628873 Filament PLA : Rouge real filament Couche : 0.24 mm Vitesse : 100% Débit : 100% Température : 190°C/50°C Faucon Millénium pour mon fils : Source :http://www.thingiverse.com/thing:919475 Filament PLA : Gris Grossiste 3D Couche : 0.24 mm Vitesse : 90% Débit : 100% Température : 200°C/50°C 8h d'impression, hauteur de pièce 173 mm, il ne reste que 2, 3 millimètres sur la fin.

-
Vos plus belles impressions sur SmartCub3D !
edalin en réponse au topic de biostrike dans SmartCub3D
Quand j'arriverai à tant d'imperfection je serais content Qu'elles Quels étaient les paramètres d'impression ? Edit : désolé pour cette faute énorme. -
Vos plus belles impressions sur SmartCub3D !
edalin en réponse au topic de biostrike dans SmartCub3D
@dusters J'ai retiré les bridges, une première également, surpris par le fait qu'ils se retirent facilement et ne laissent pas de traces.