Chercher dans la communauté
Résultats des étiquettes.
-
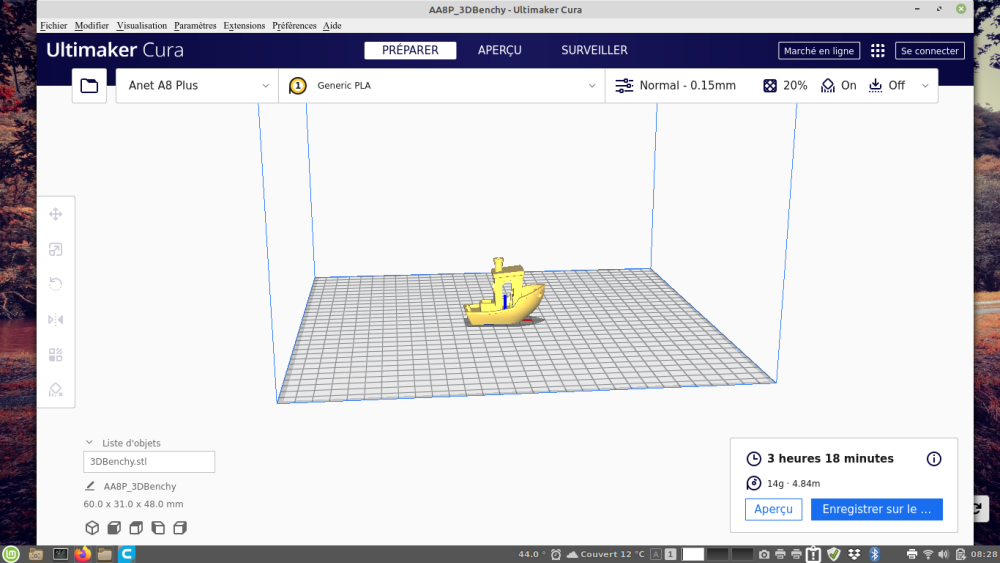
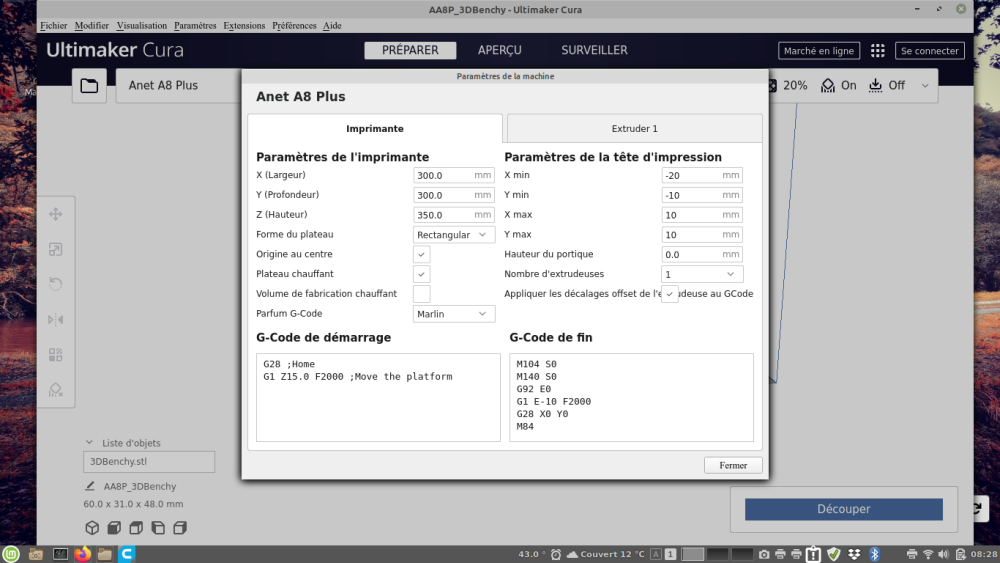
Bonjour, je viens tout juste d'acquérir une nouvelle imprimante 3D : la toute nouvelle Anycubic Kobra 2 Max. J'ai toujours ma fidèle Enders 3 V2! En dehors du fait que je n'arrive pas à imprimer correctement avec Ultimaker Cura 5.5.0 sur cette imprimante... J'arrive à lancer des impressions mais j'ai un soucis et cela ne vient pas de Anycubic Slicer 1.22 car même les modèles en mémoires présentent le même genre défaut! Lors des impressions il se produit un brusque décalage de la tête d'impression (extrudeur) soit vers l'avant soit vers l'arrière et parfois après plusieurs couche retour progressif à la "bonne position"... Ayant un peu de mal à expliquer la chose si ce n'est que cela vient de l'imprimante (98% sûr) les images sont plus parlantes que les mots... Si quelqu'un a déjà eu cela sur une imprimante 3D ou qu'il a une idée.. merci d'avance!

-
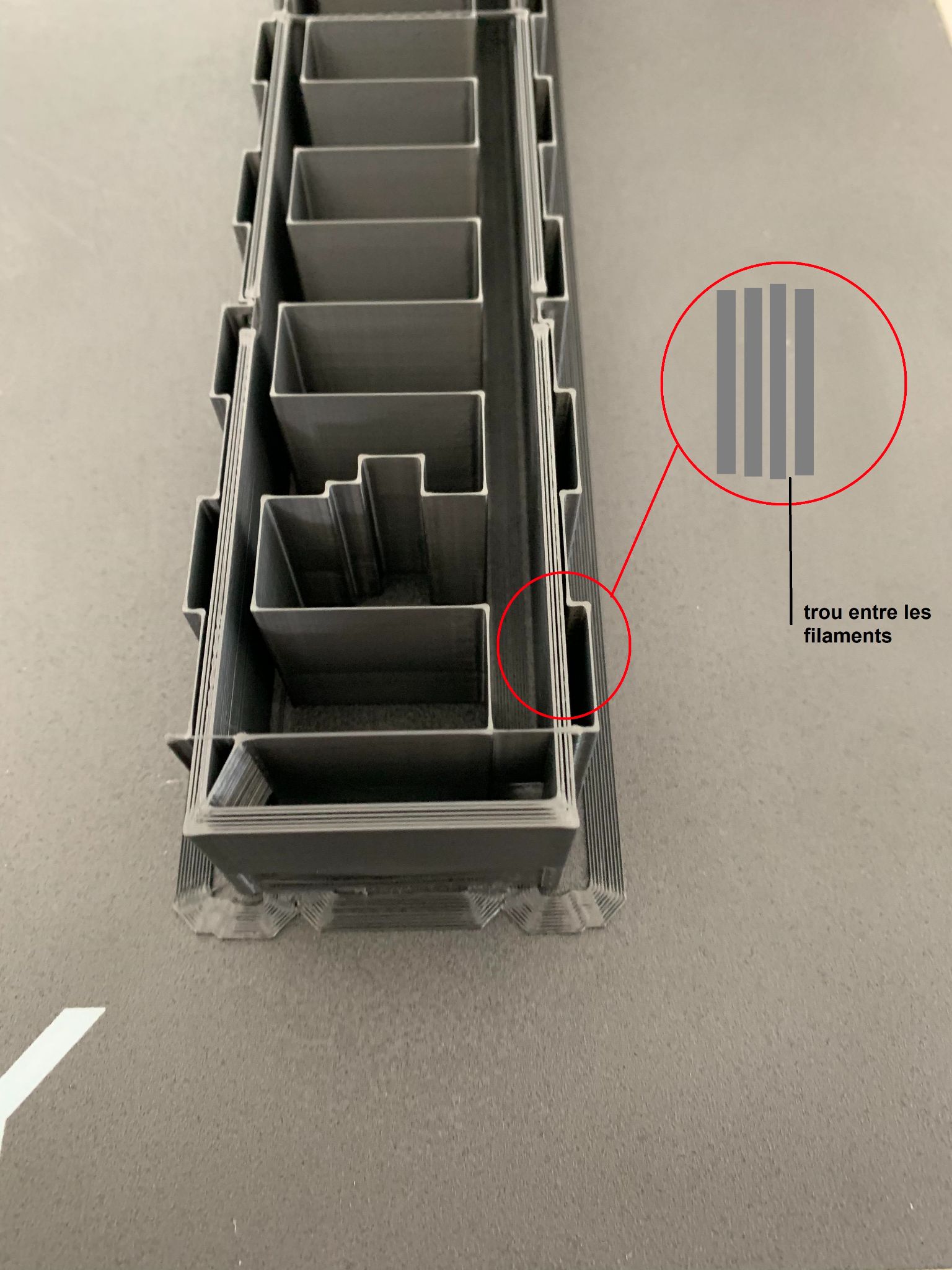
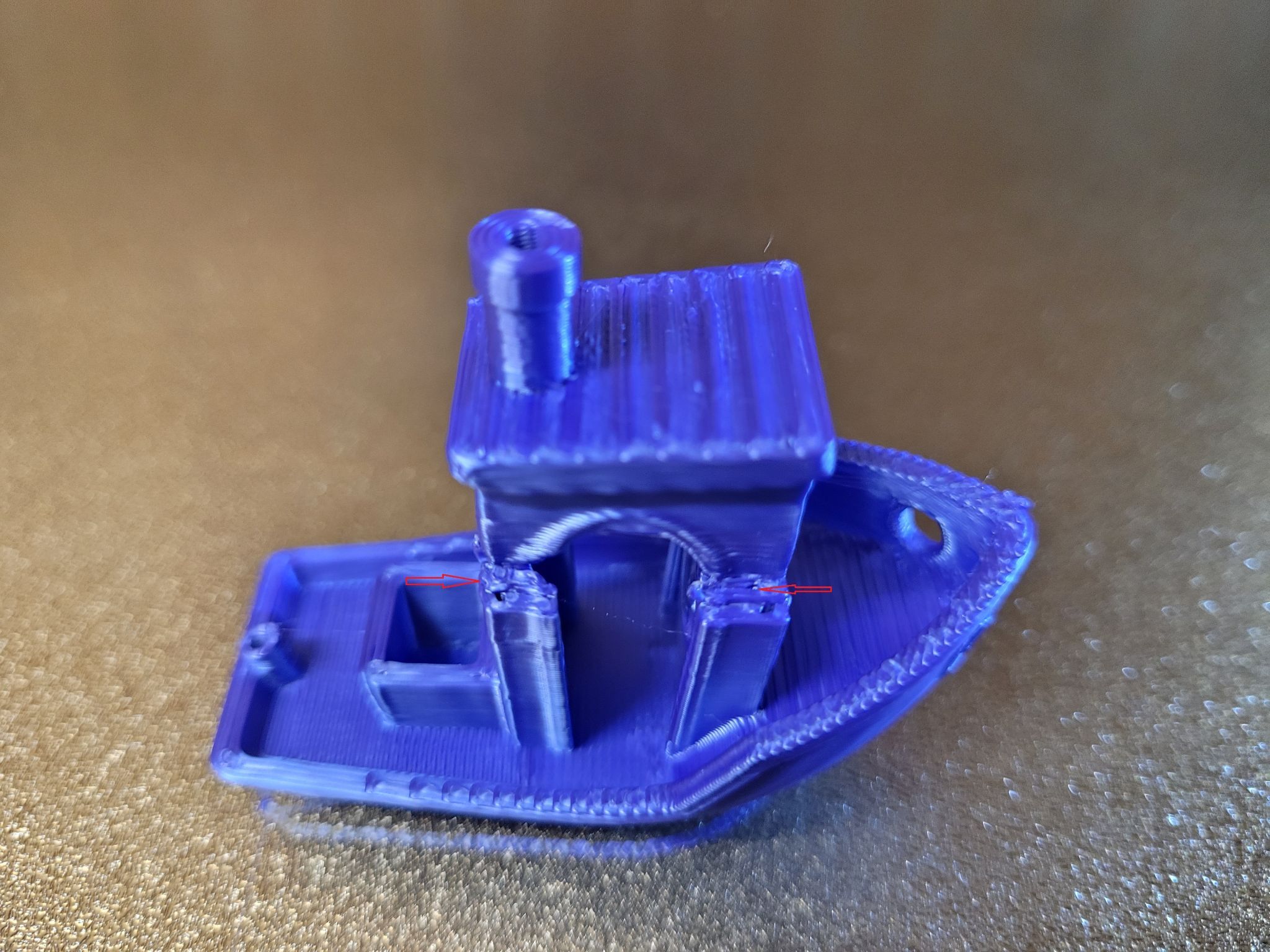
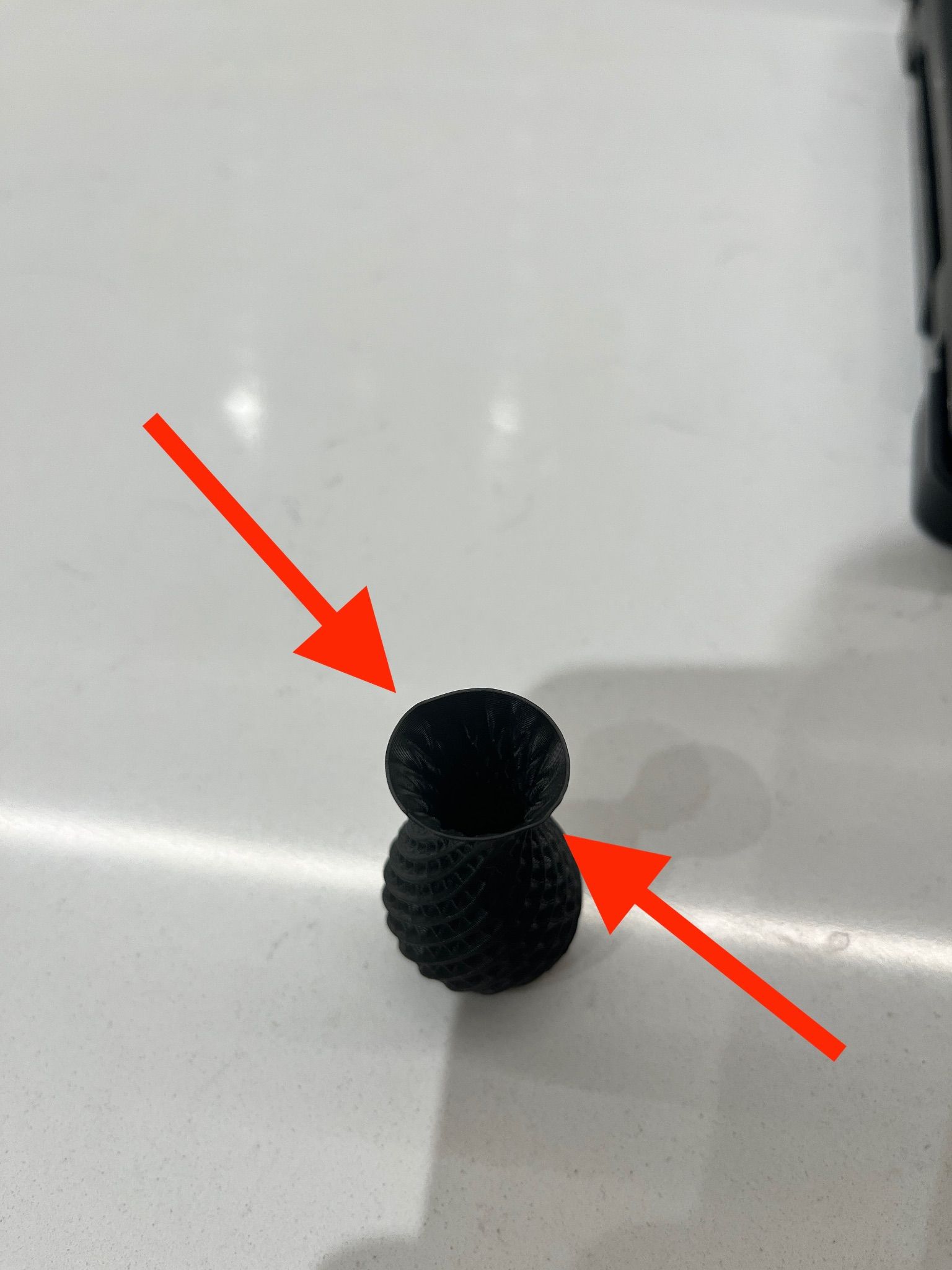
Bonjour, j'ai déjà posté ici pour un problème similaire mais j'ai toujours les mêmes soucis après les réglages nécessaires. J'ai utilisé Orca Slicer, j'ai mis les photos en PJ en plus du projet. J'ai utilisé le PLA Sunlu noir, 215° extru et 60° lit. J'ai également utilisé les réglages de Guilouz sur Orca et j'ai imprimé avec le profil de Guilouz .16 Dome_04-Resize.3mf Archive 3.zip
-
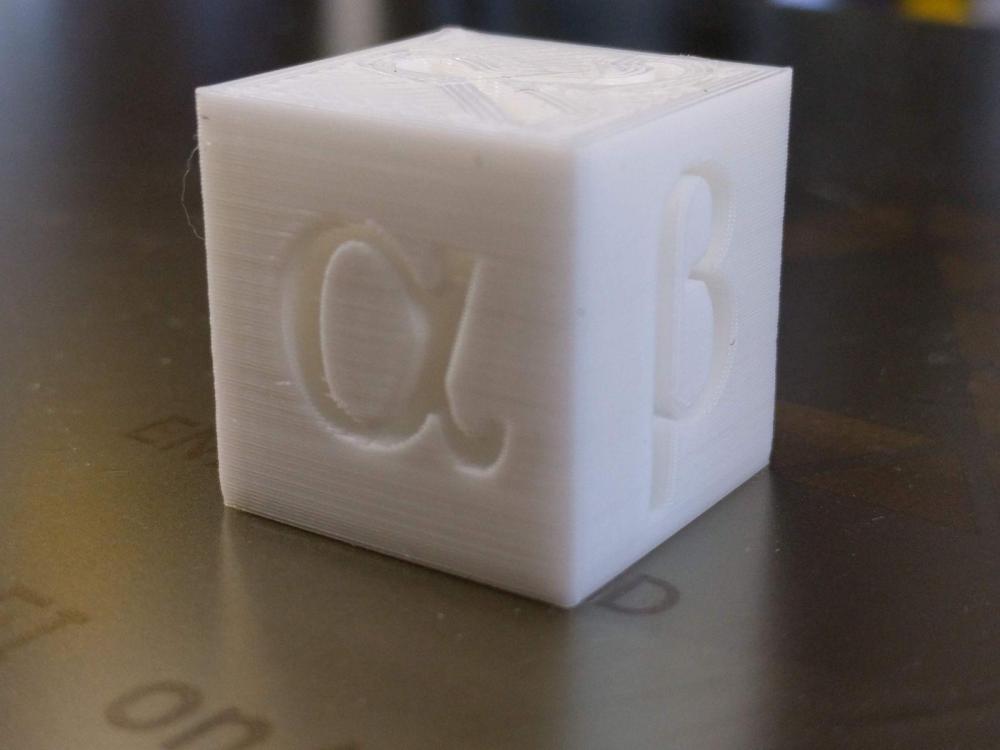
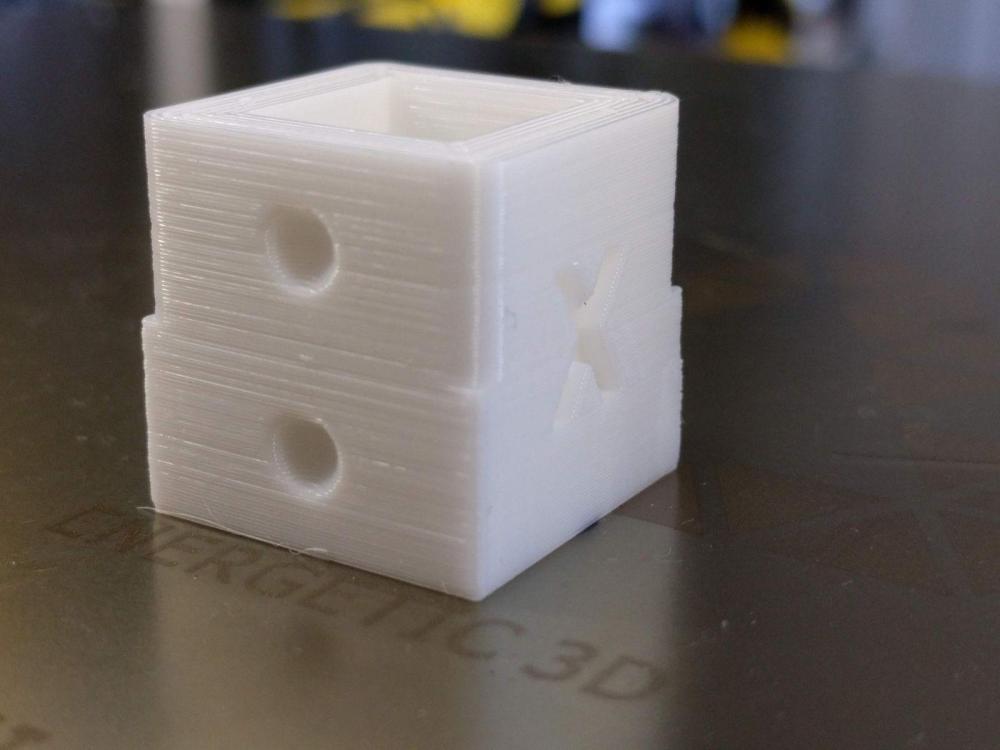
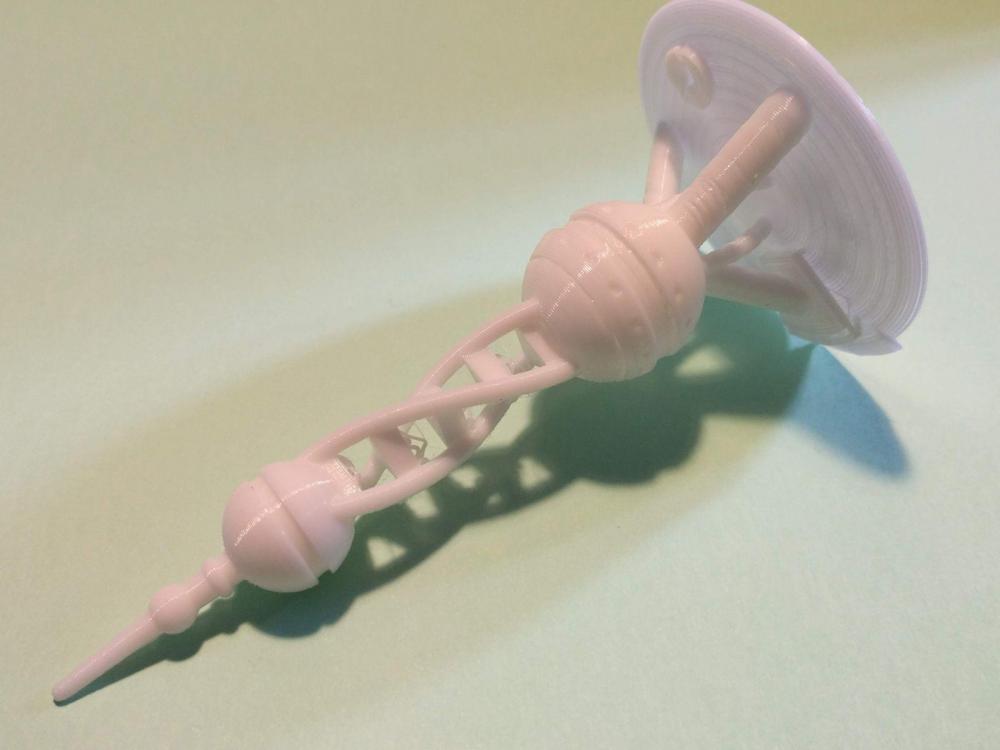
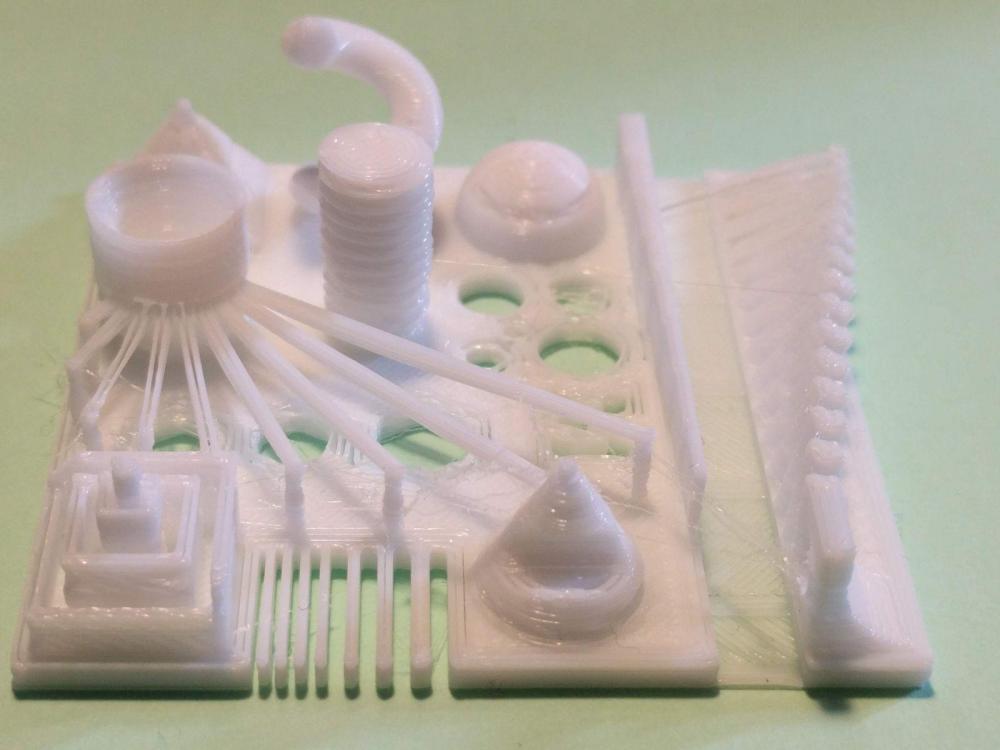
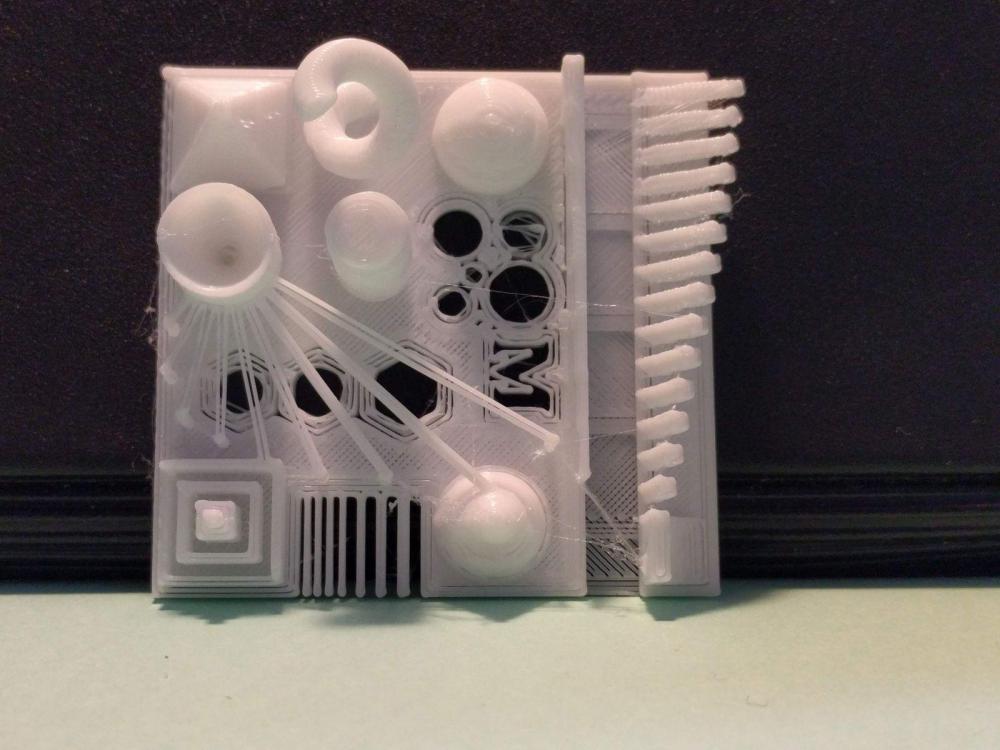
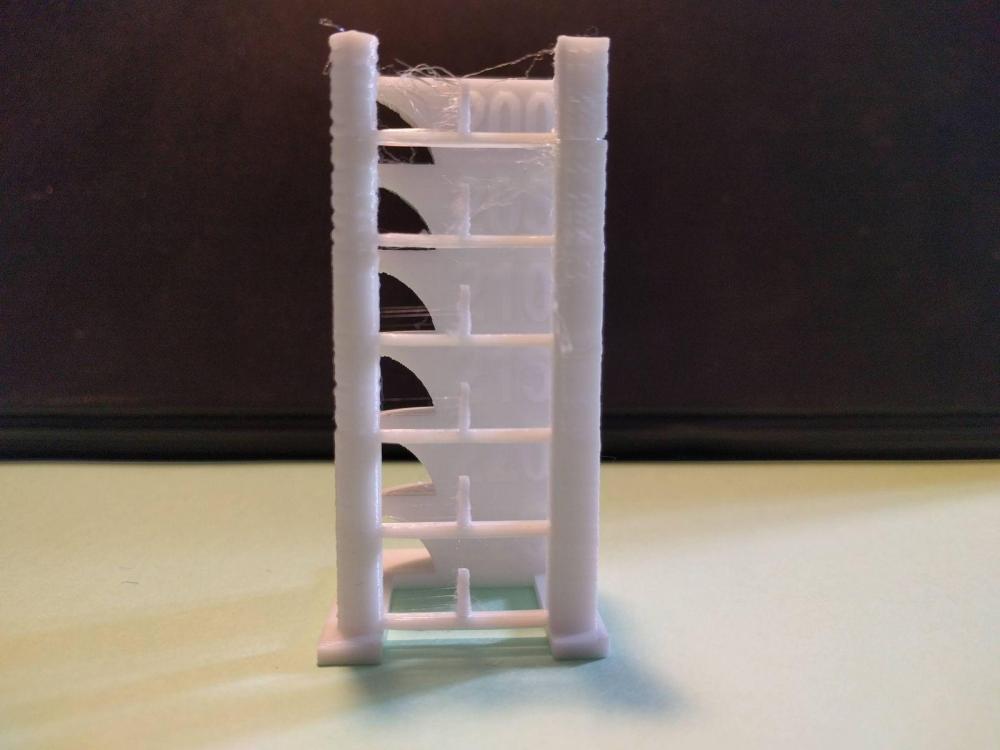
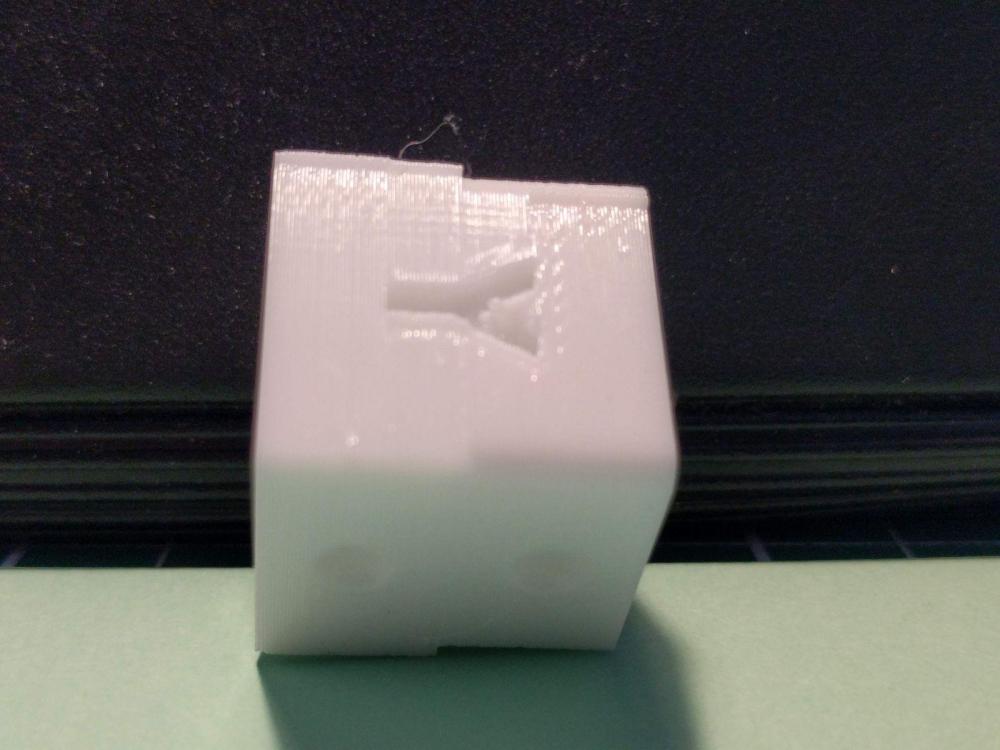
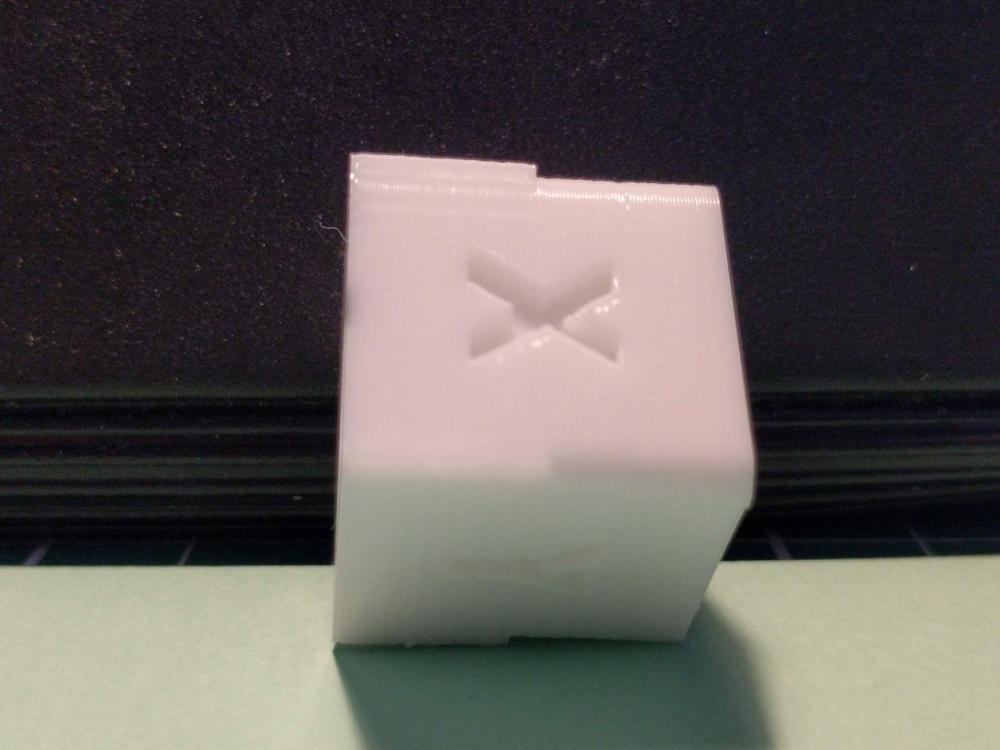
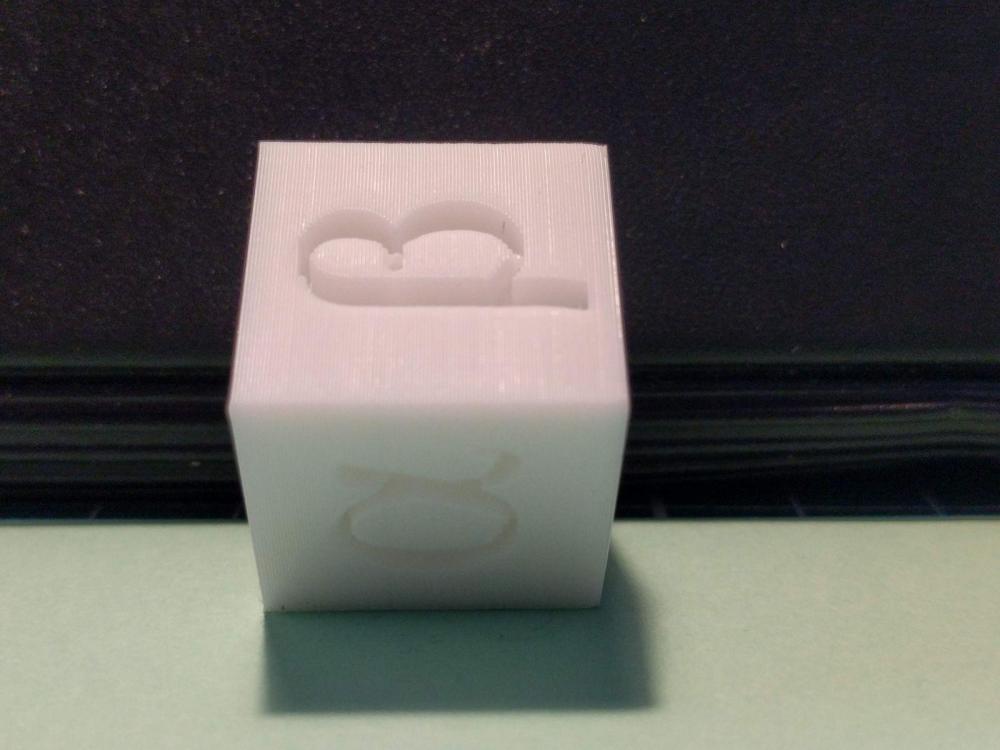
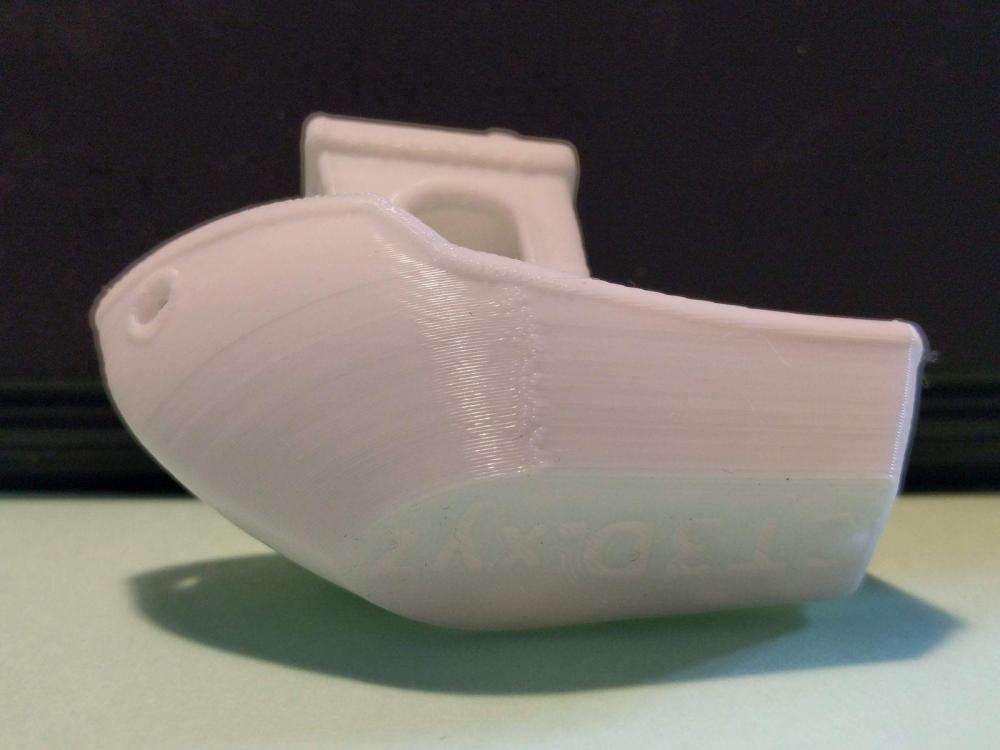
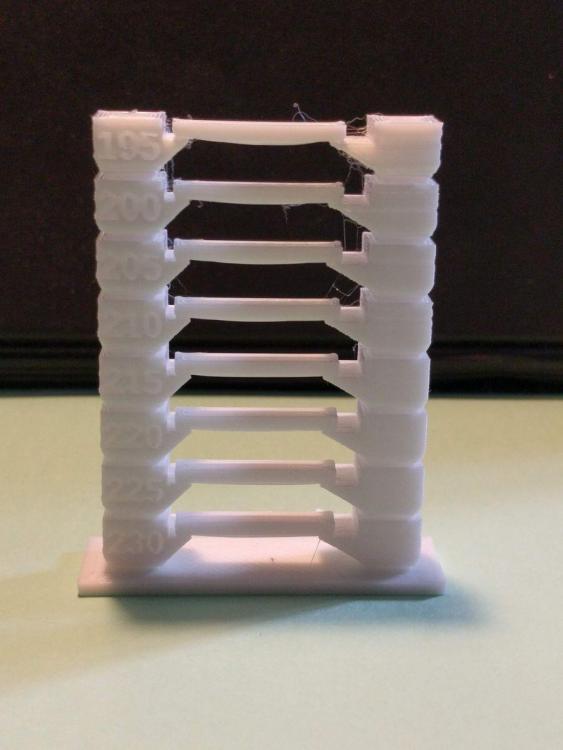
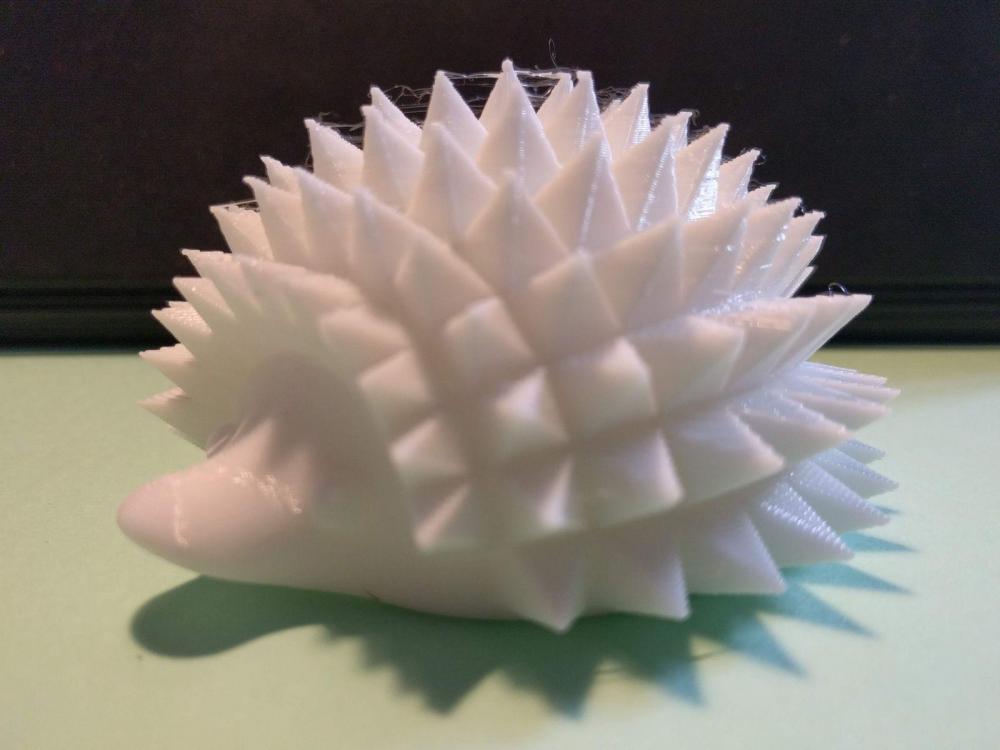
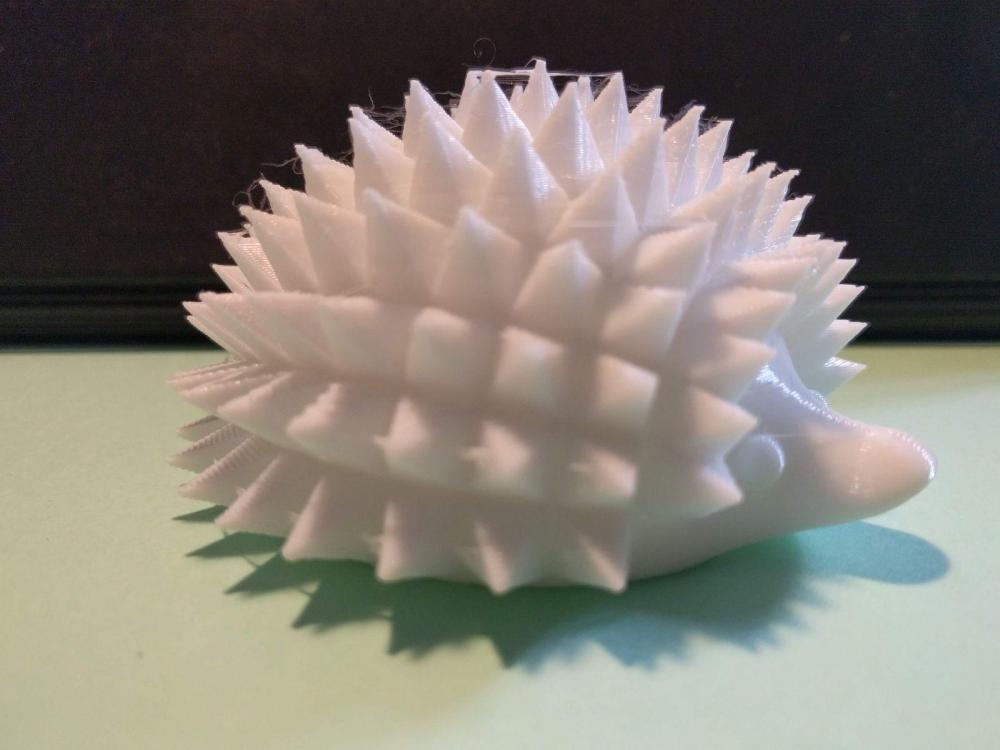
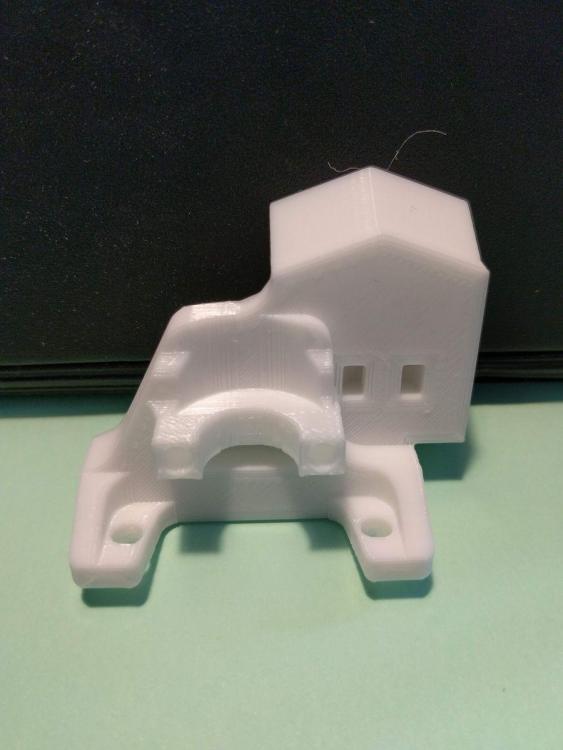
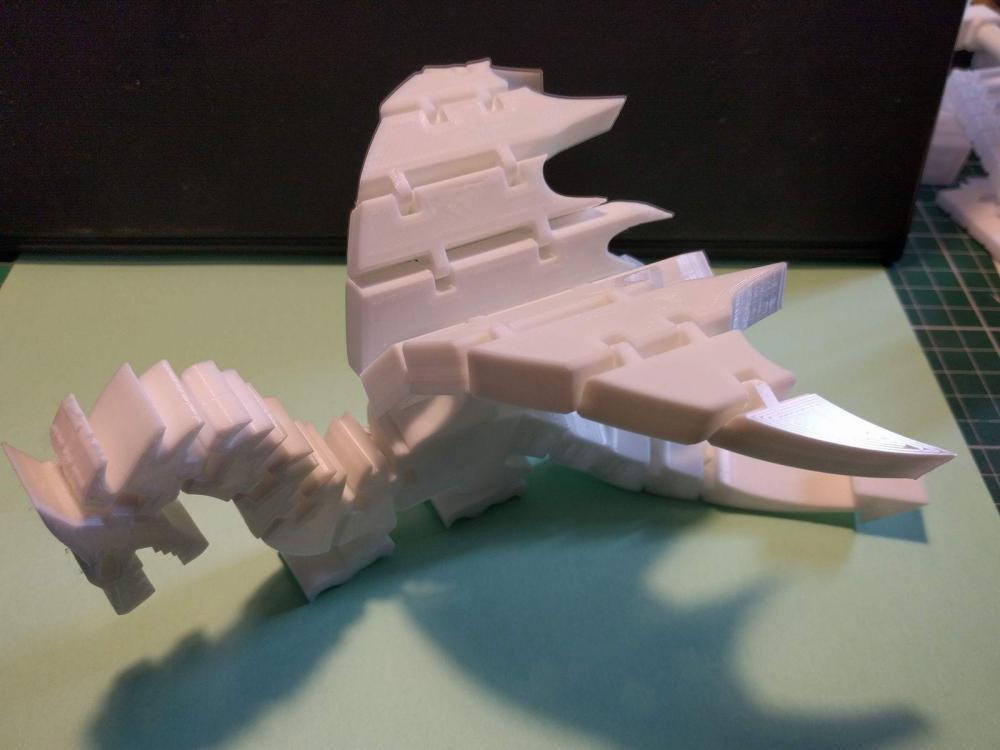
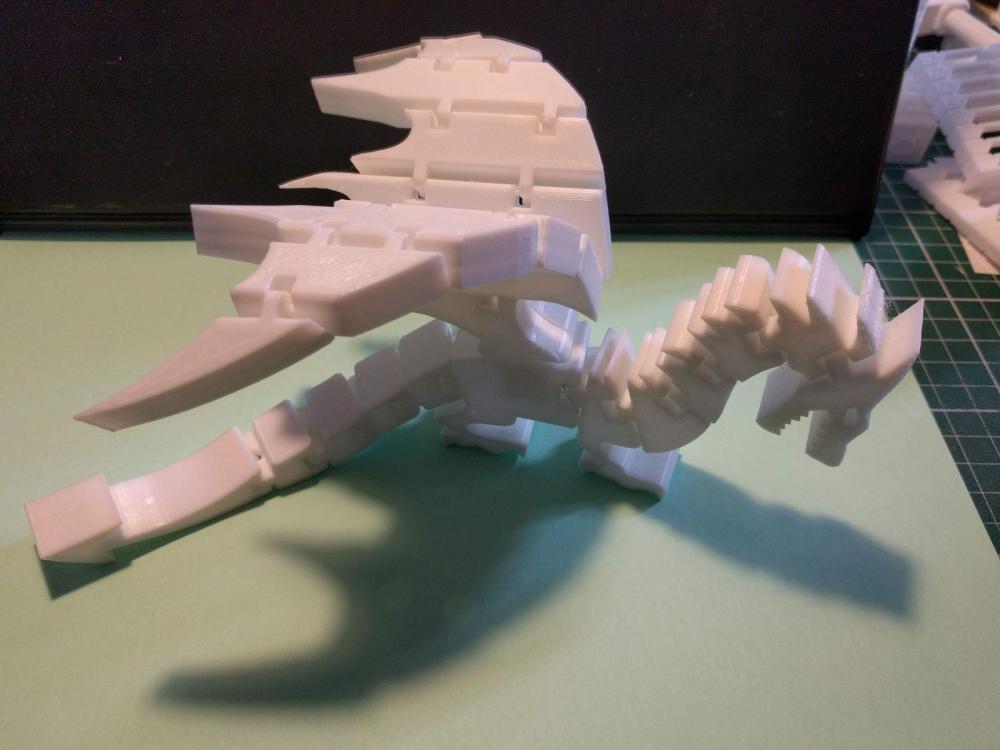
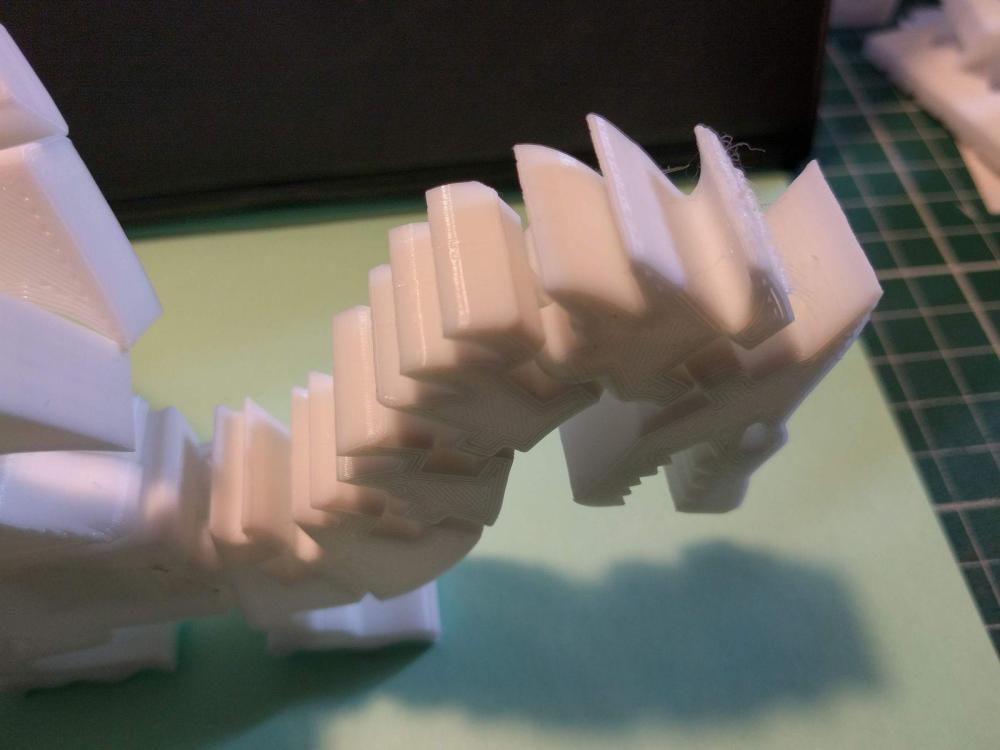
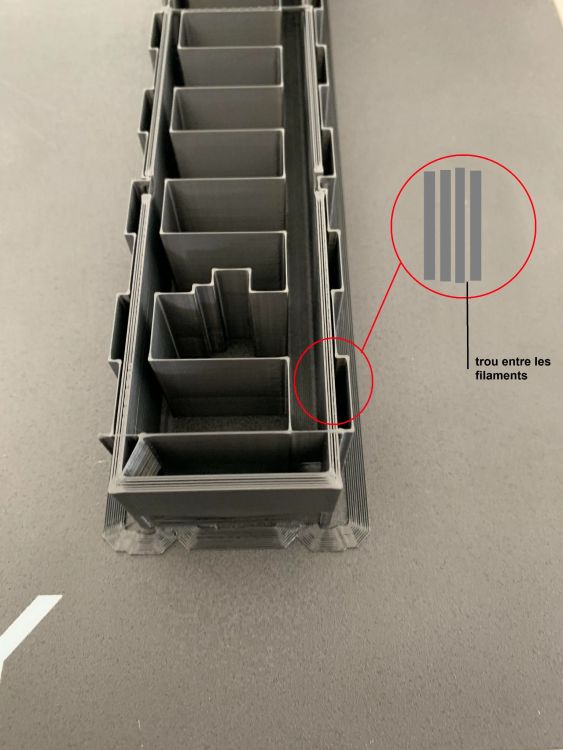
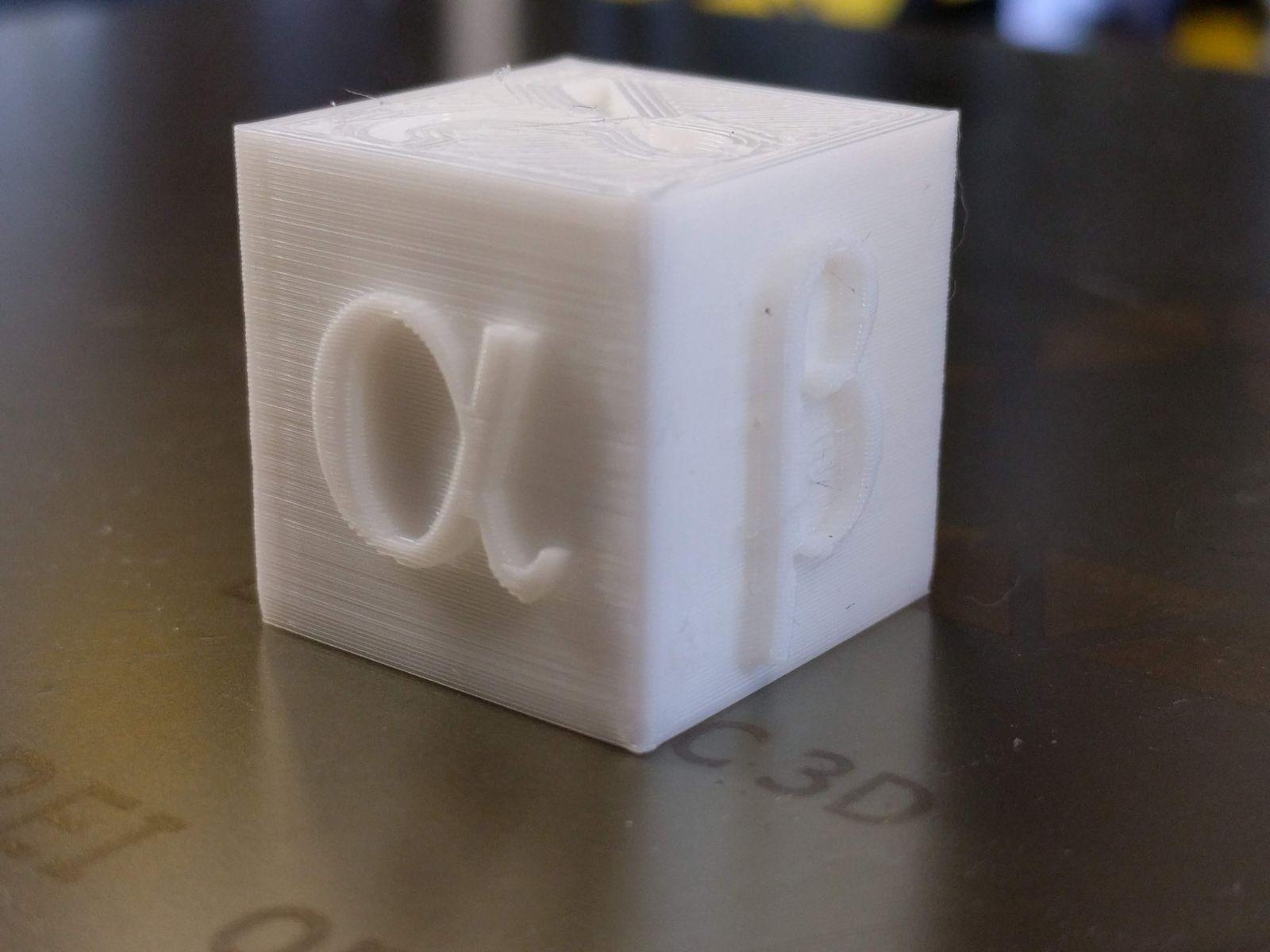
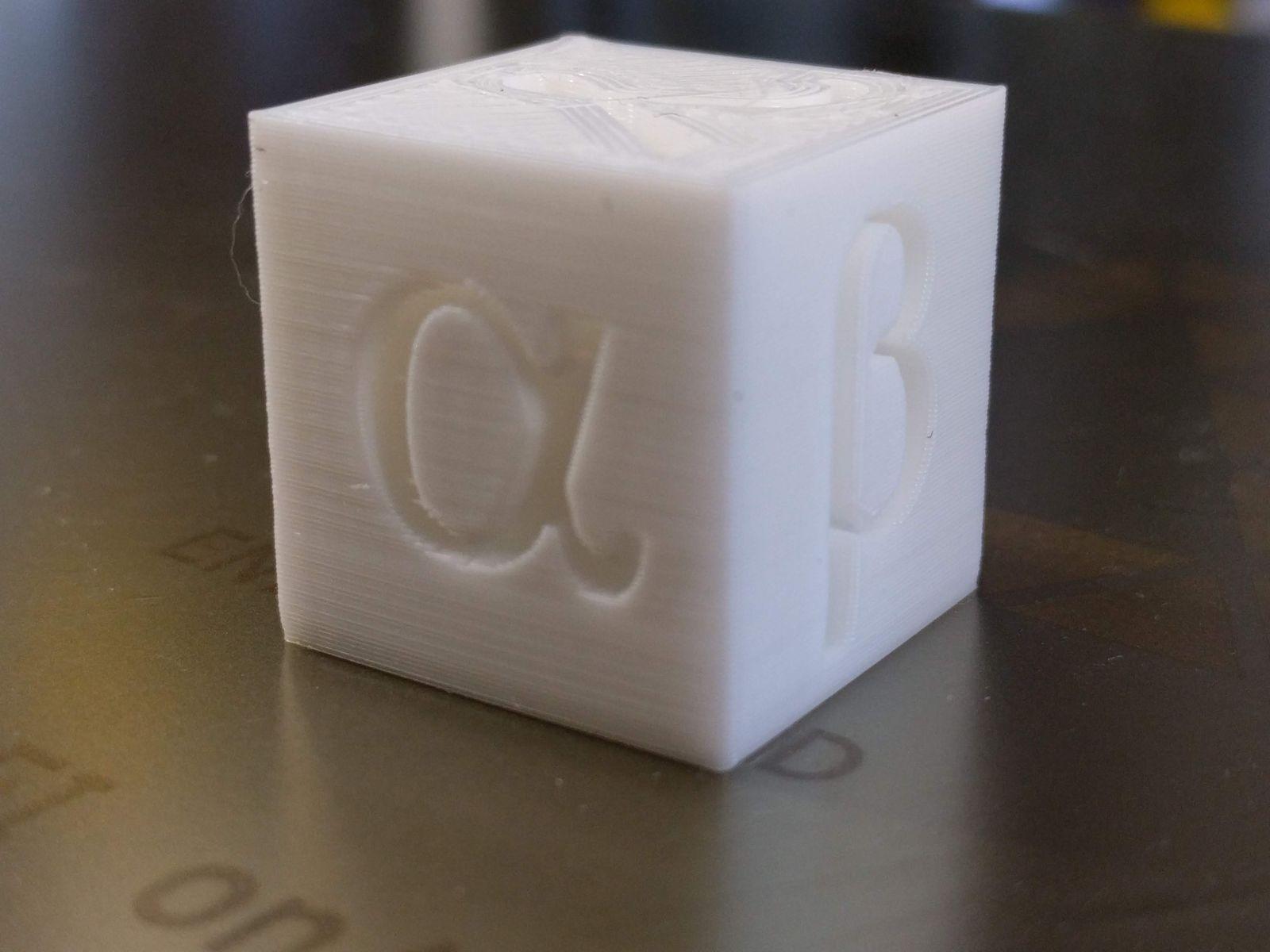
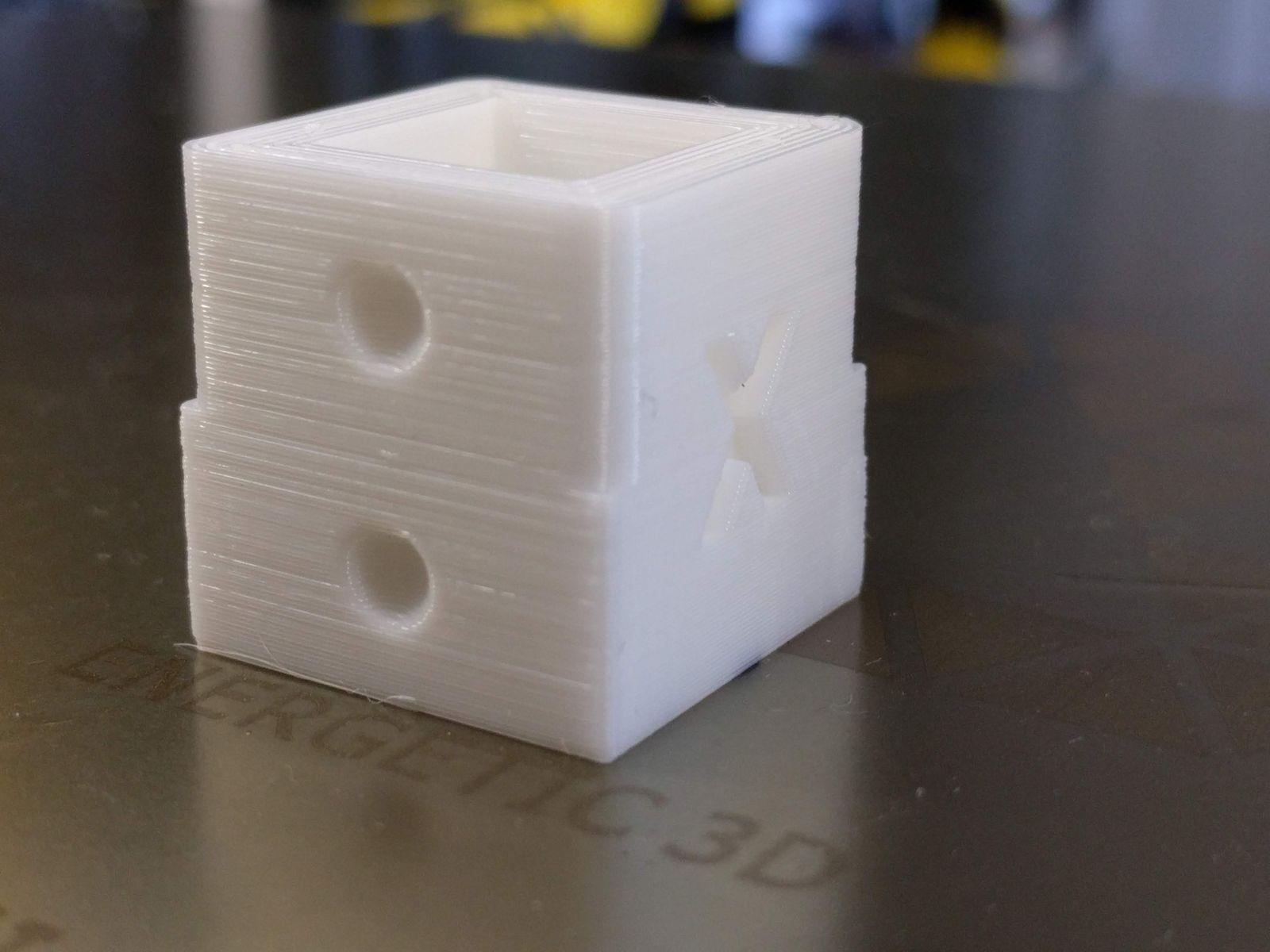
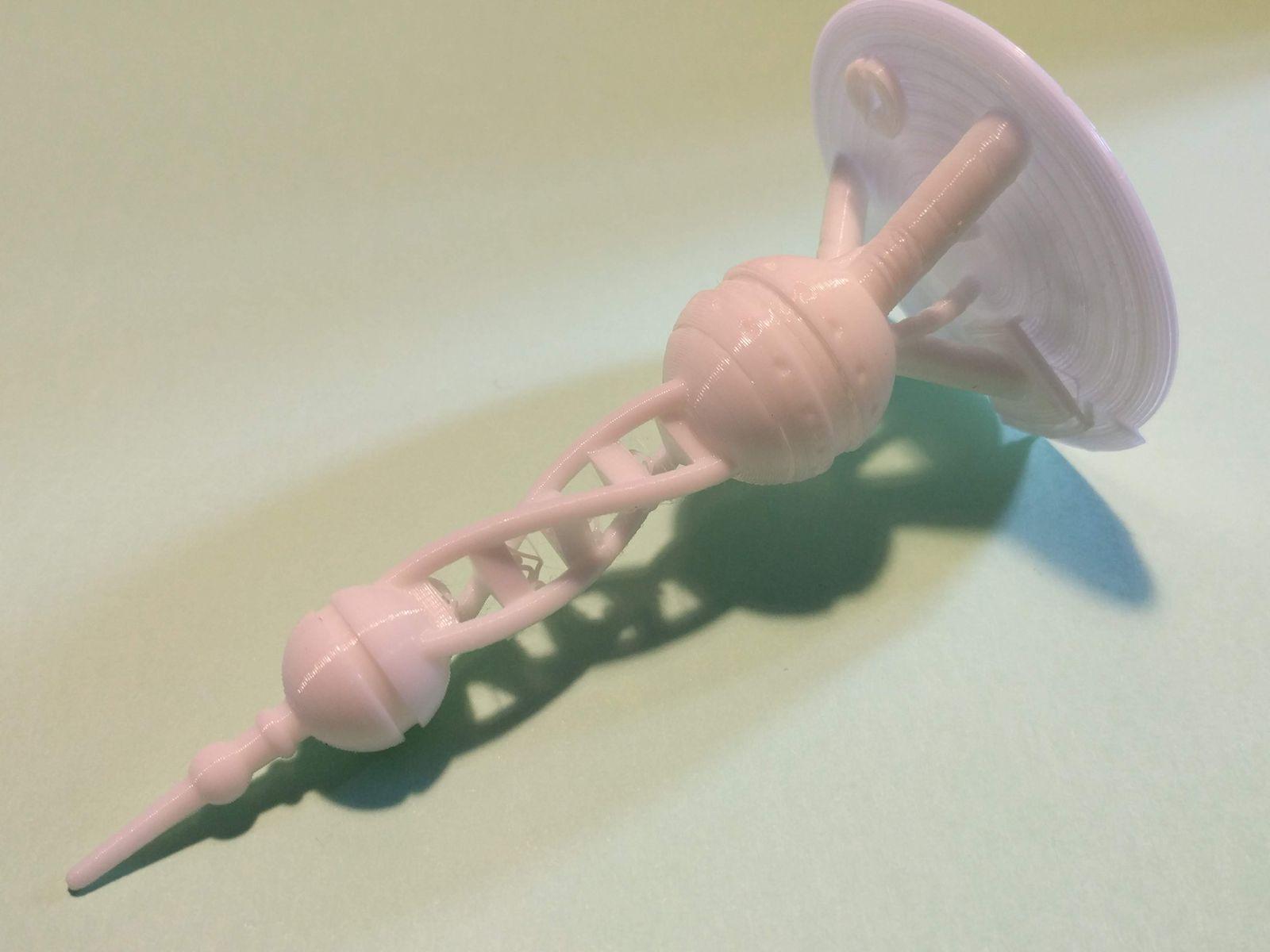
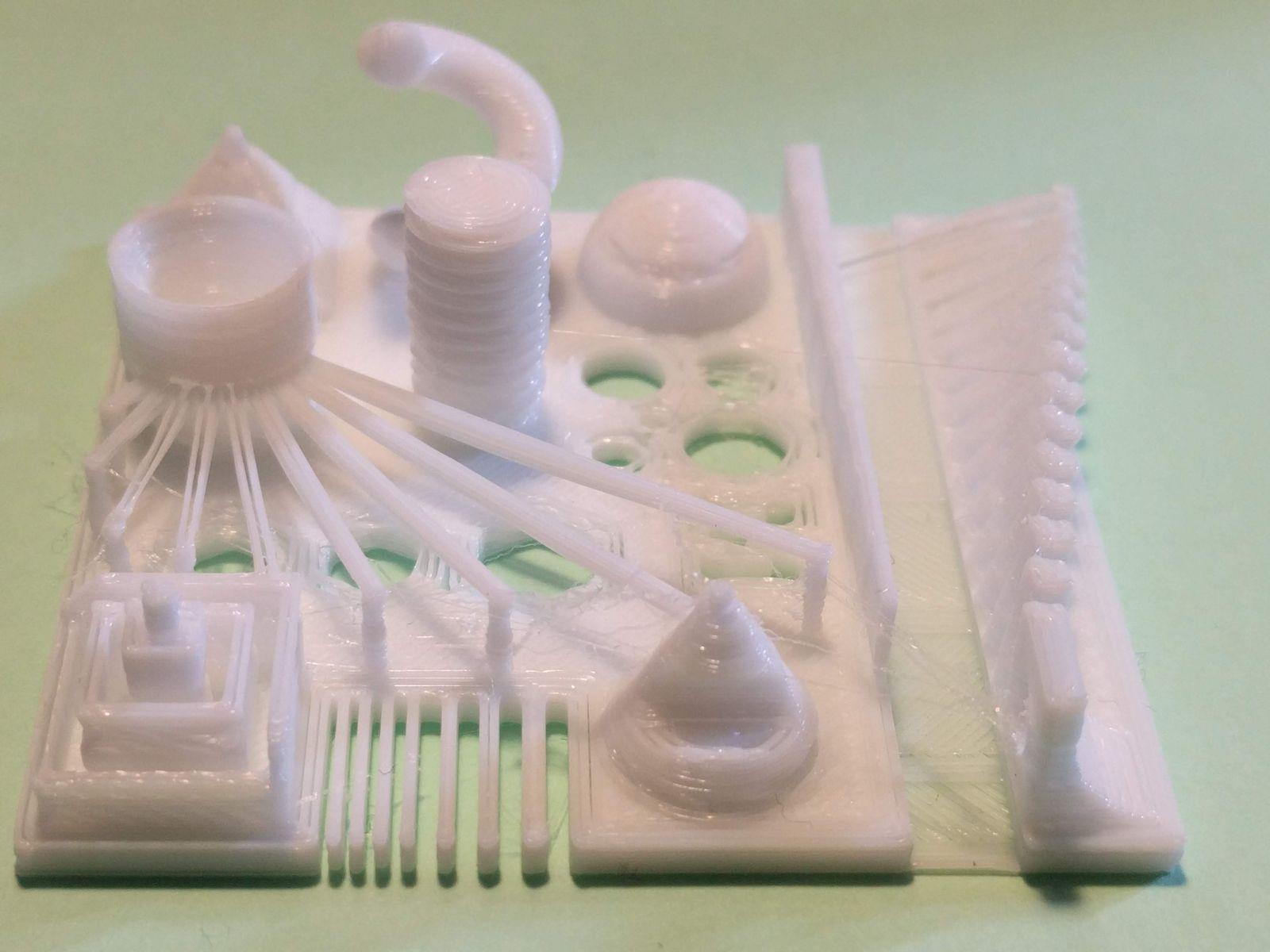
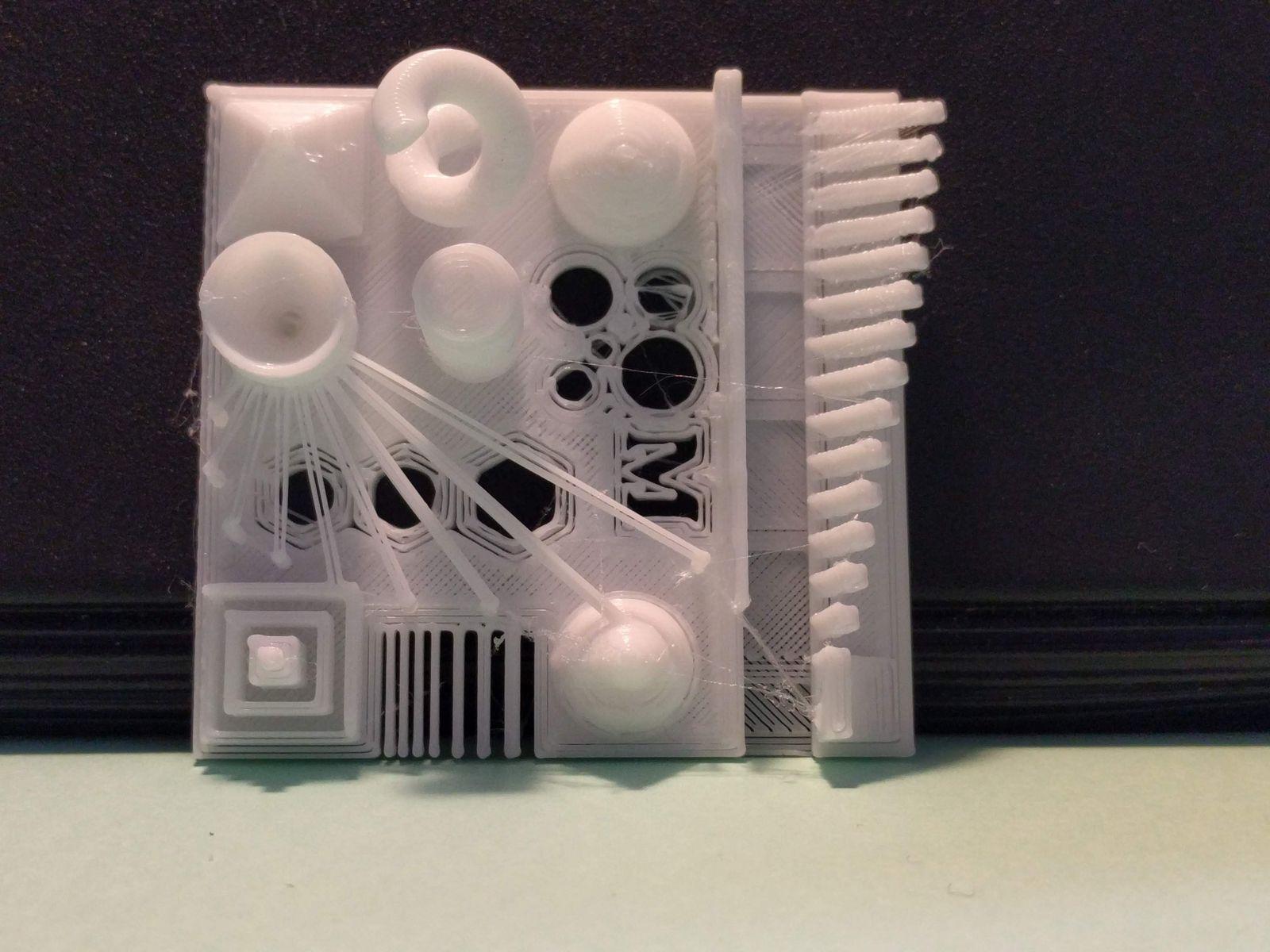
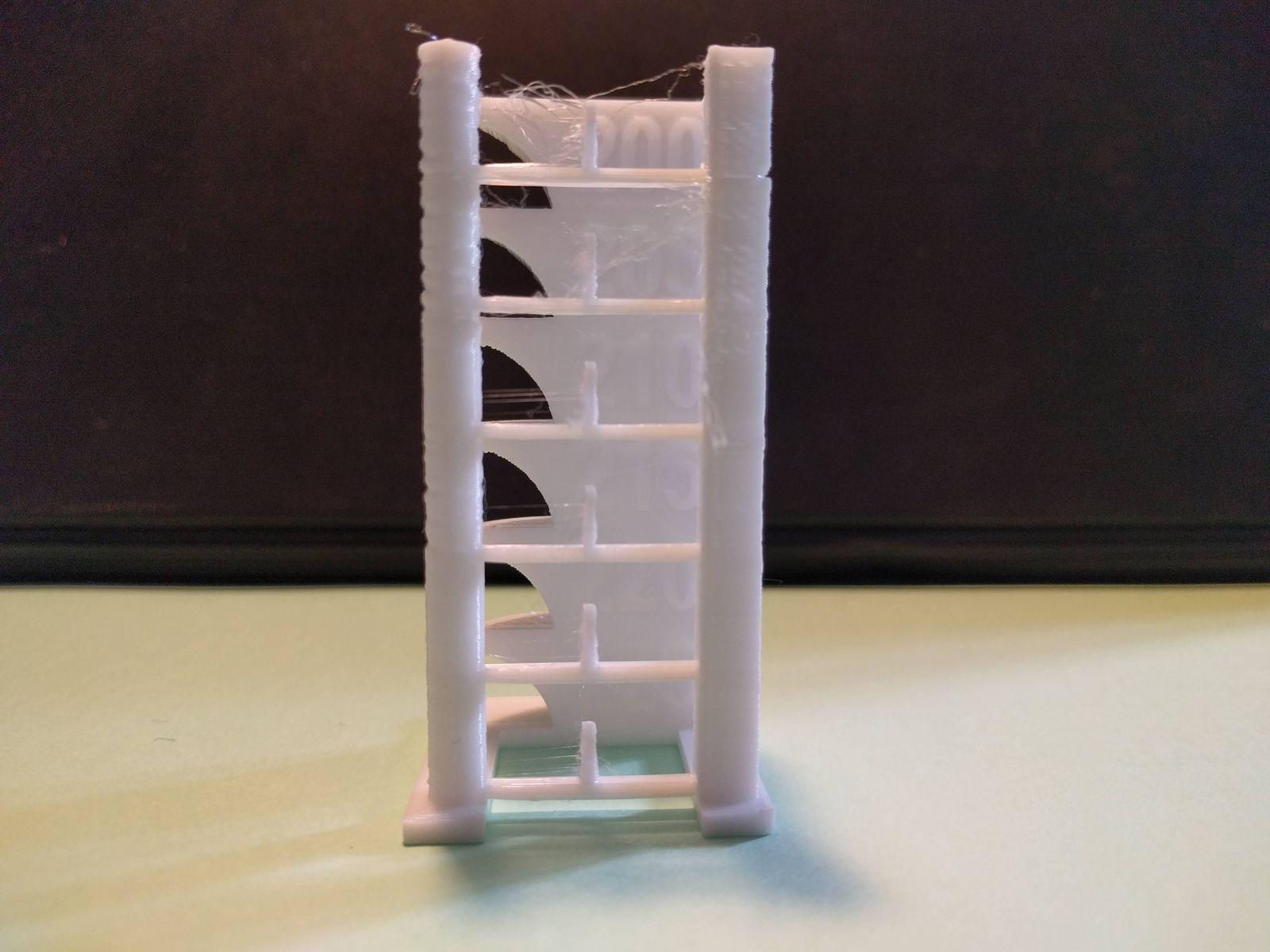
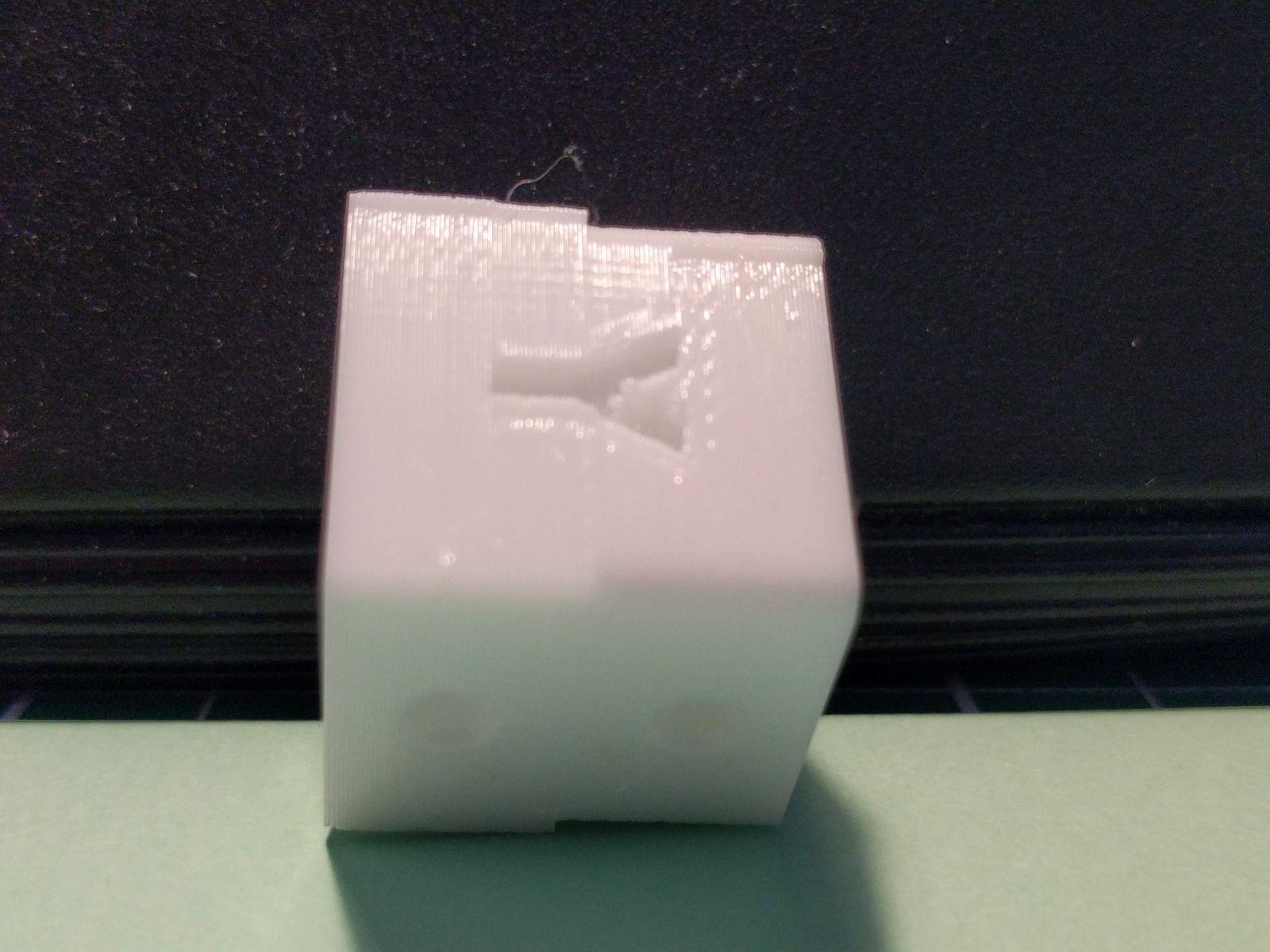
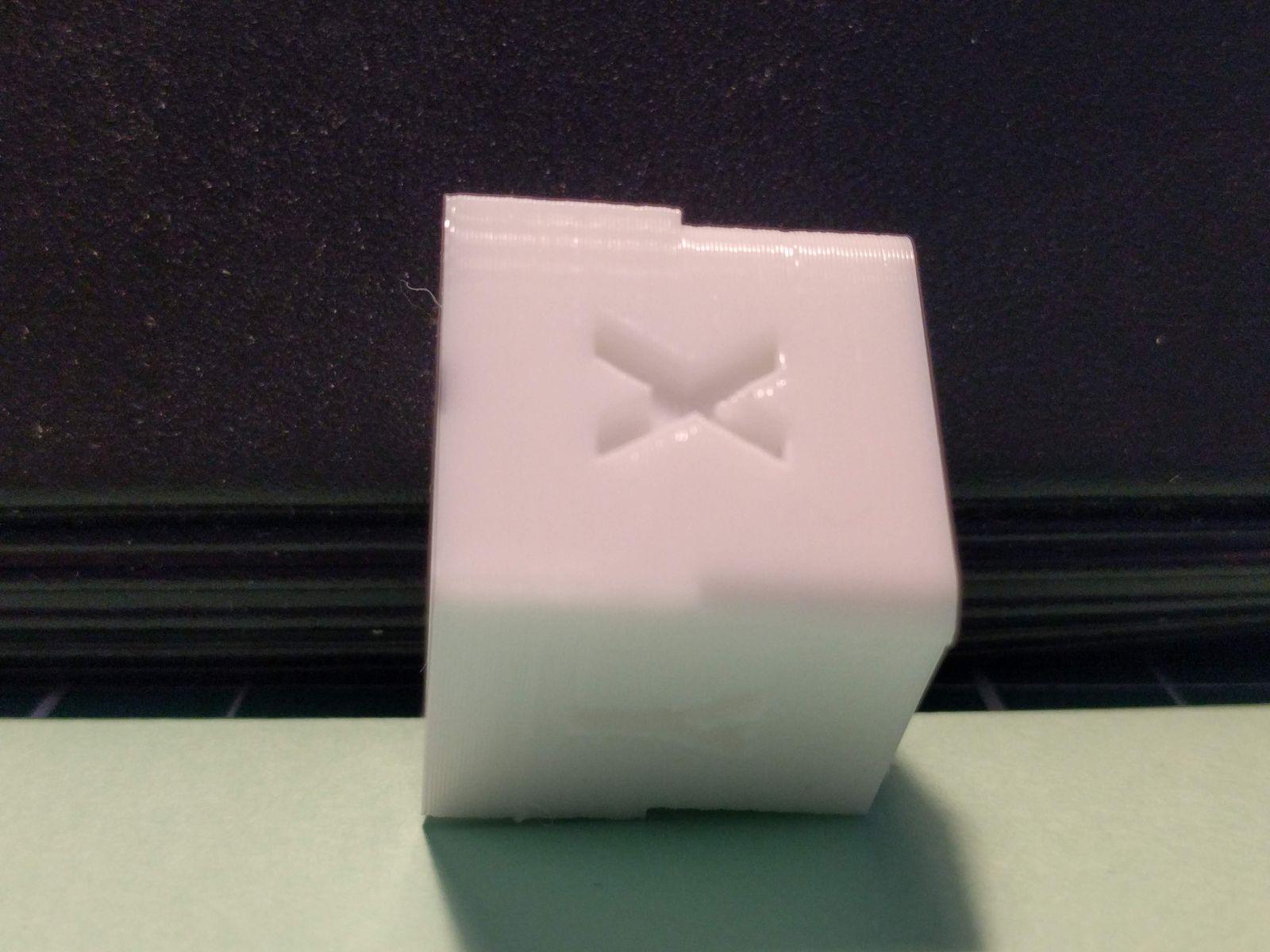
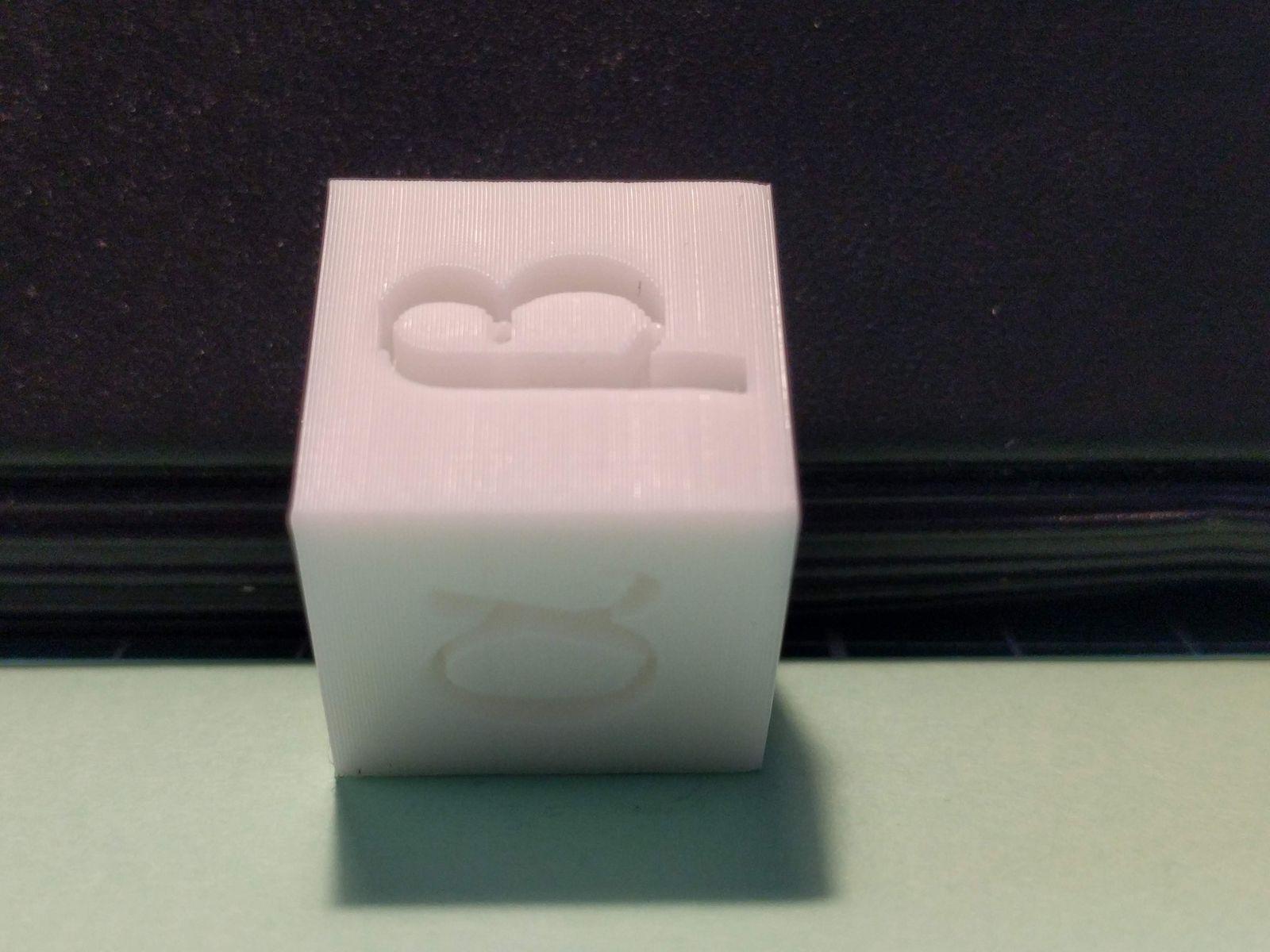
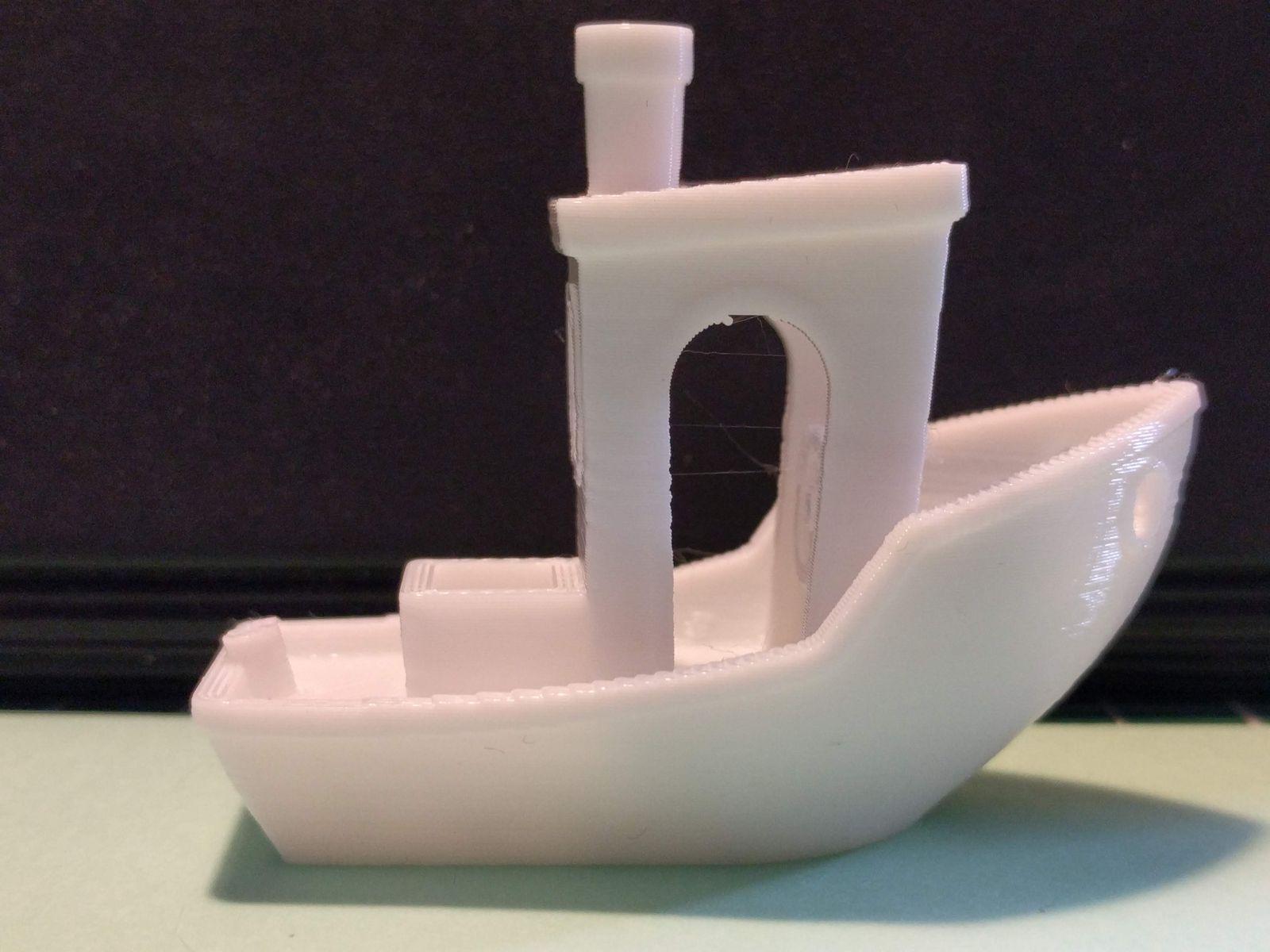
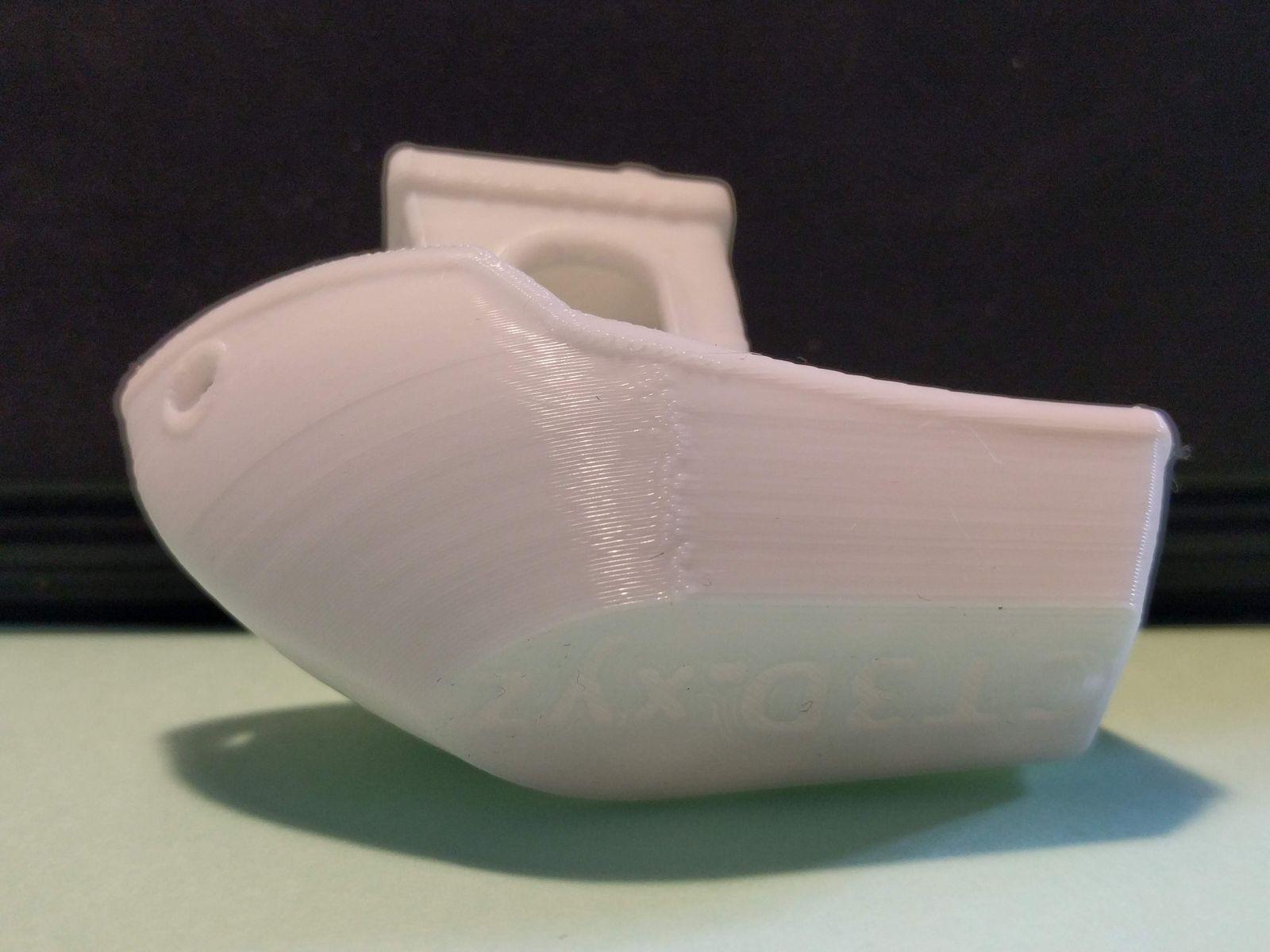
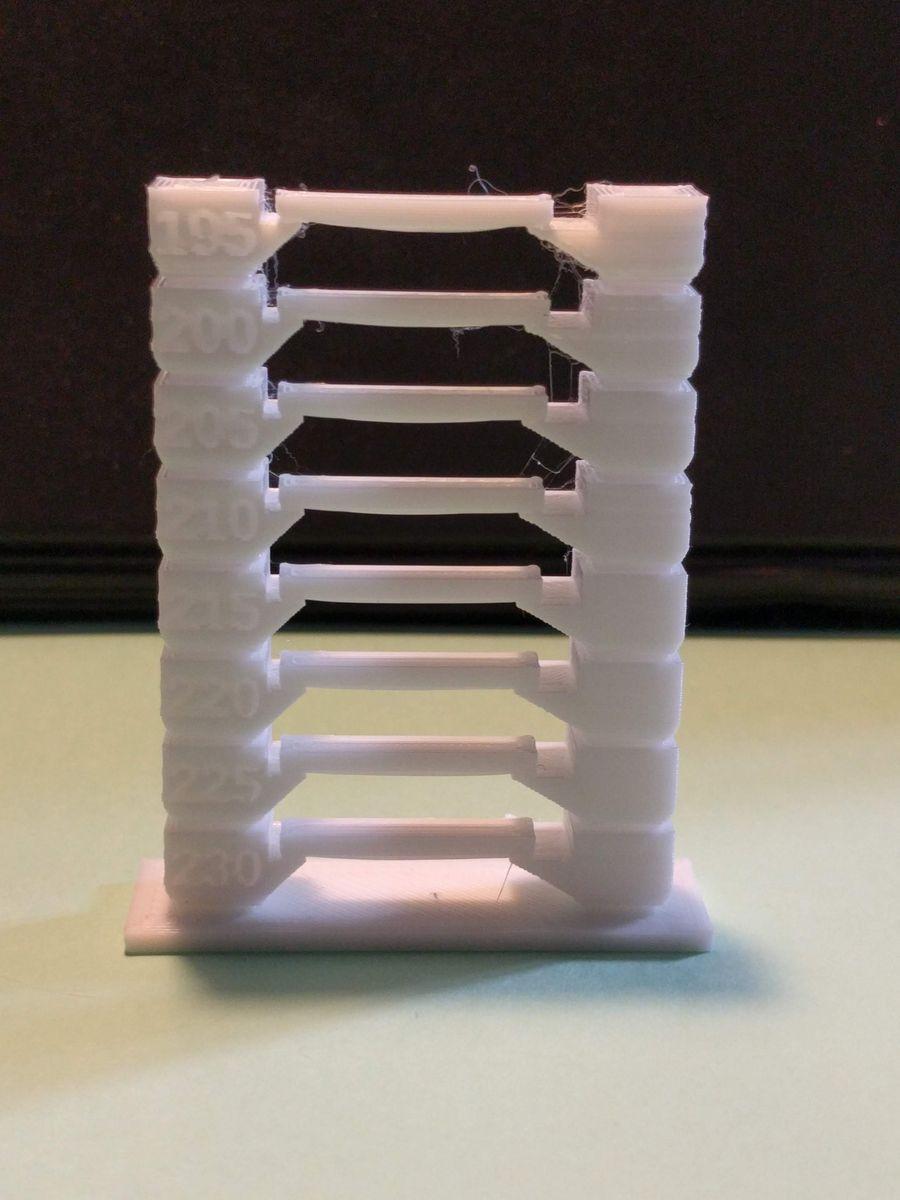
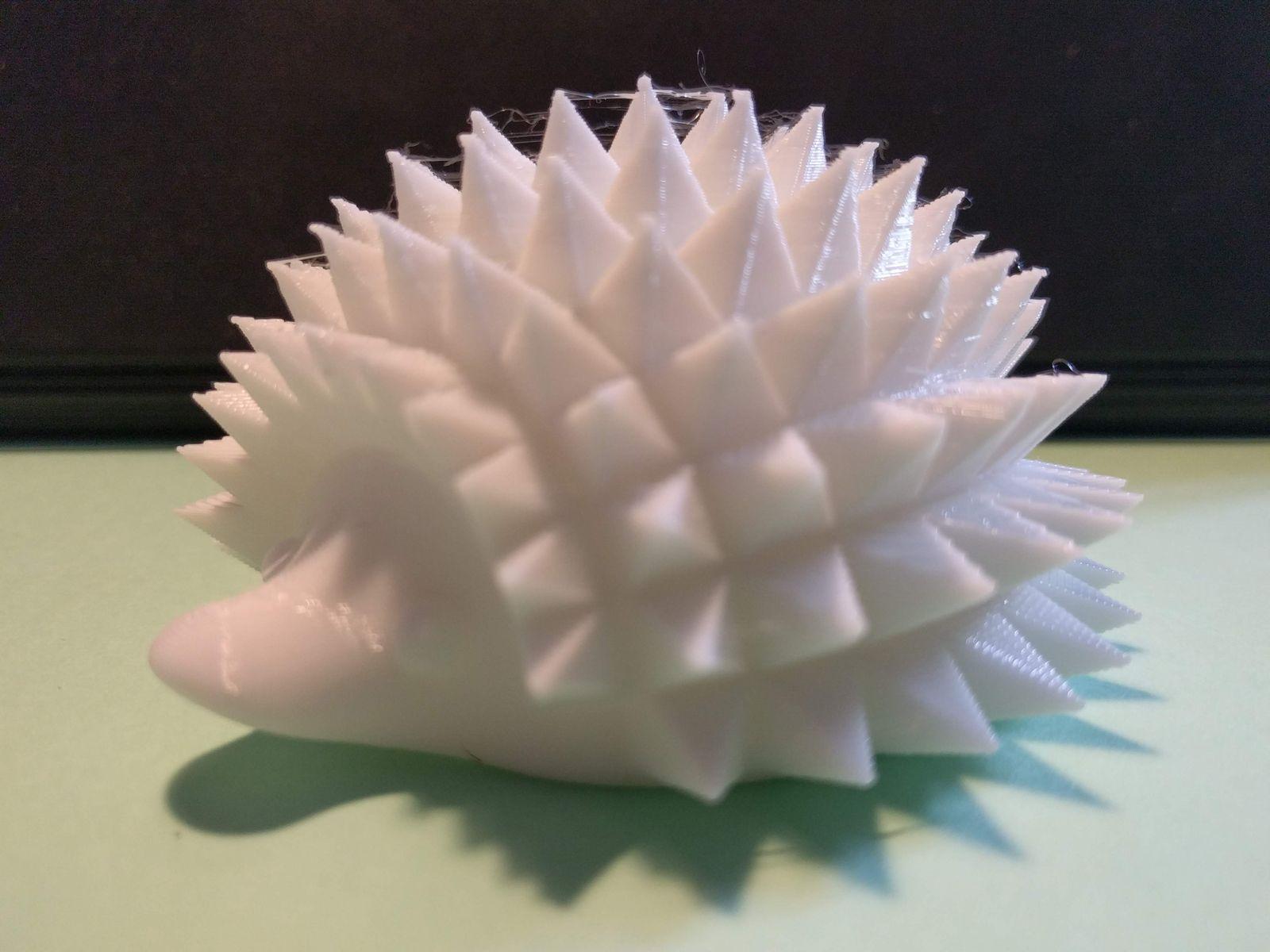
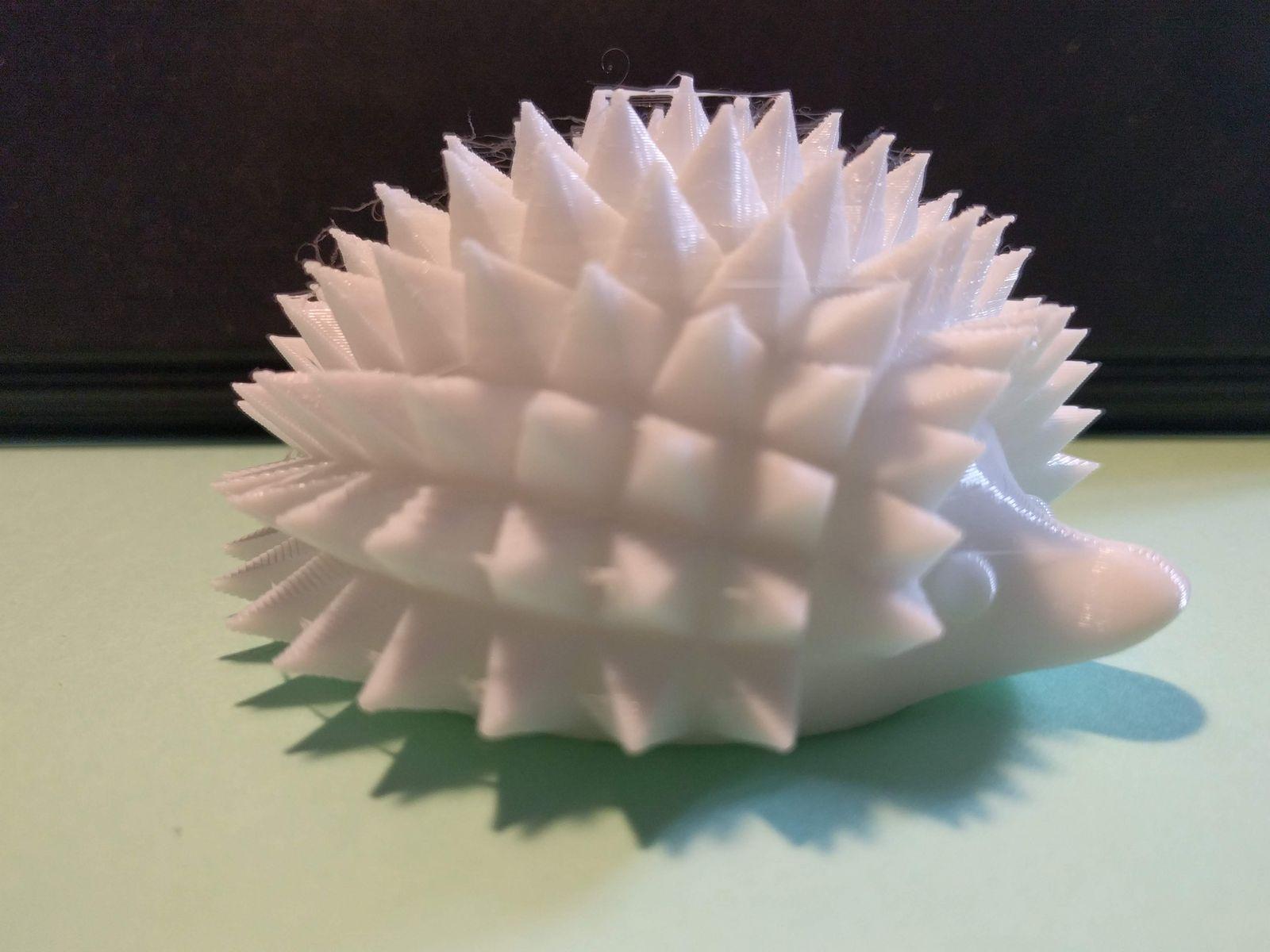
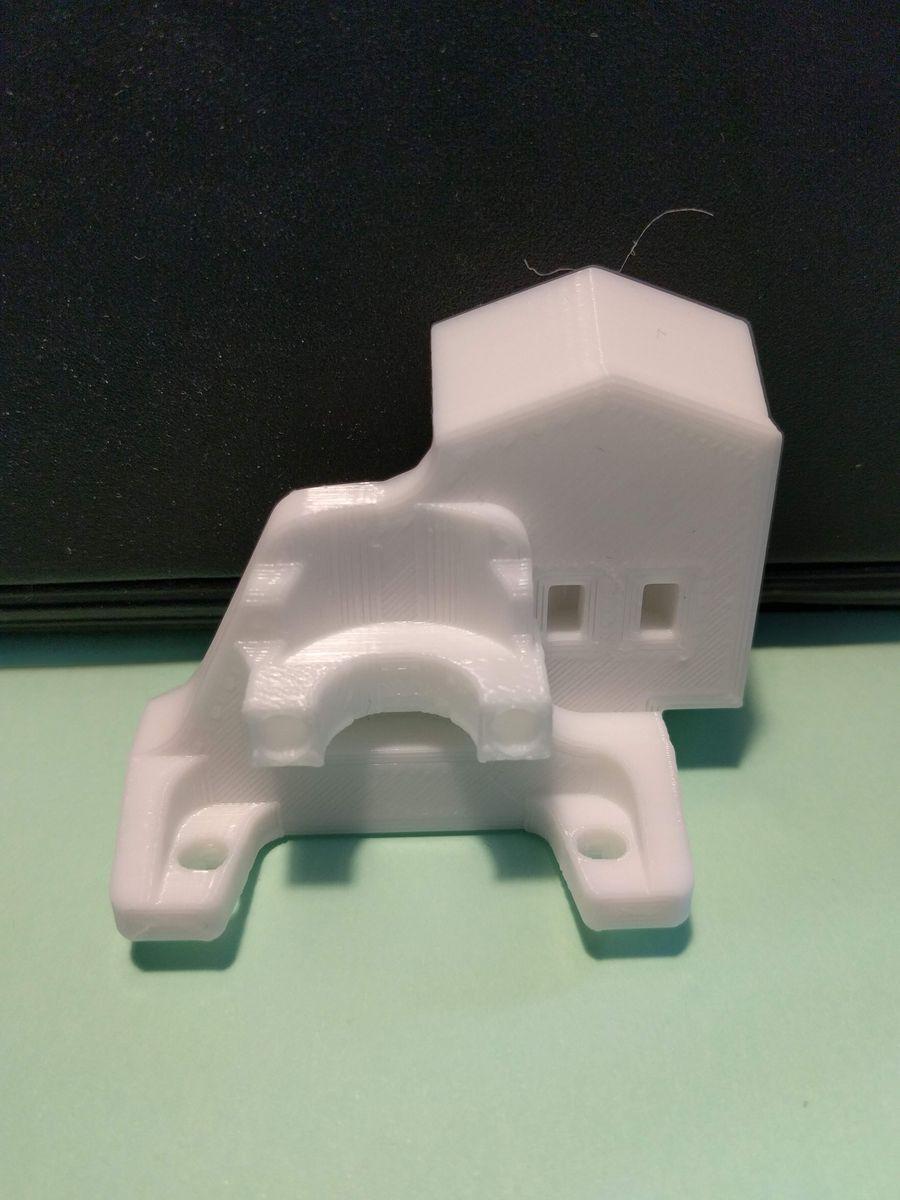
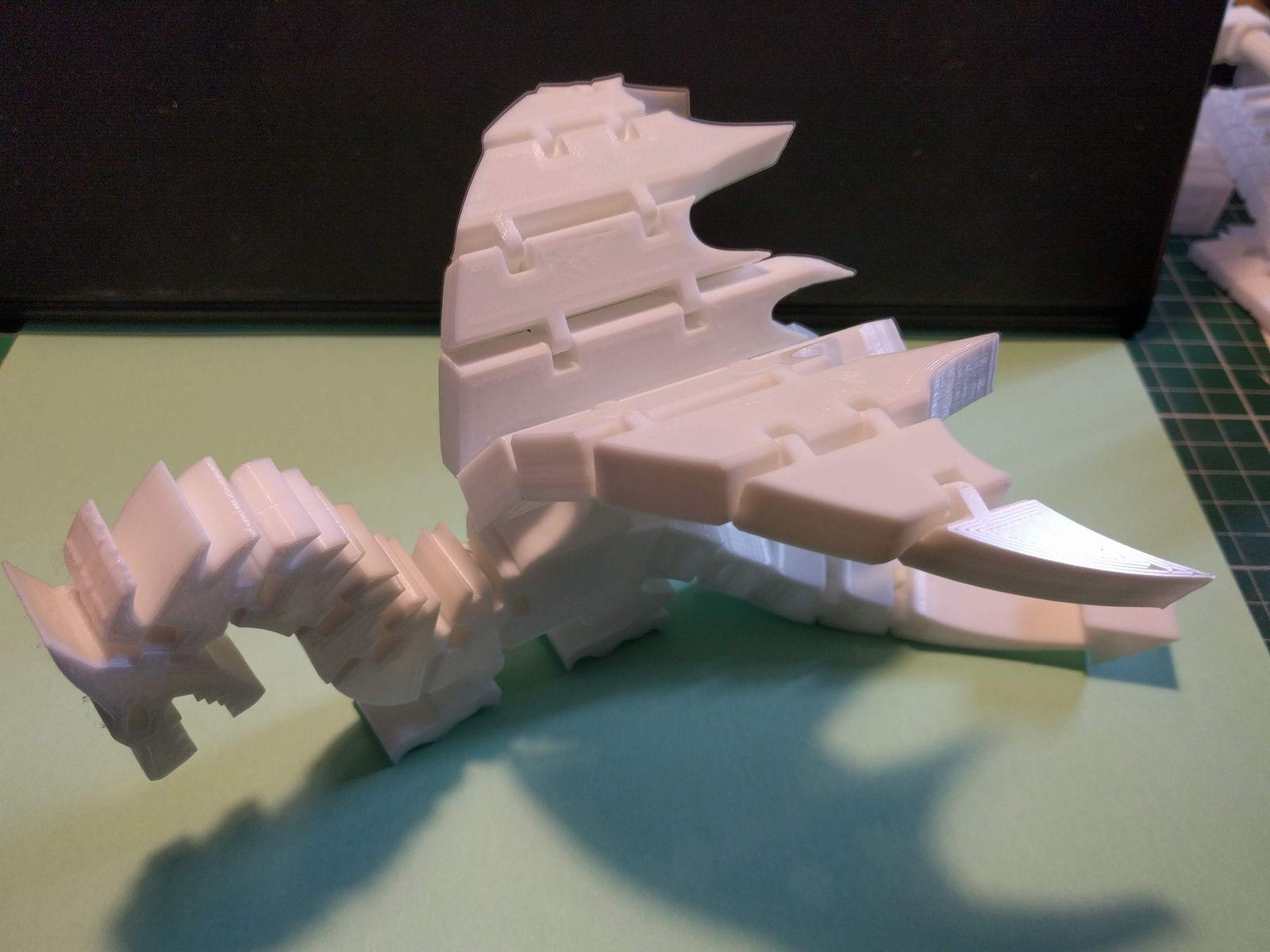
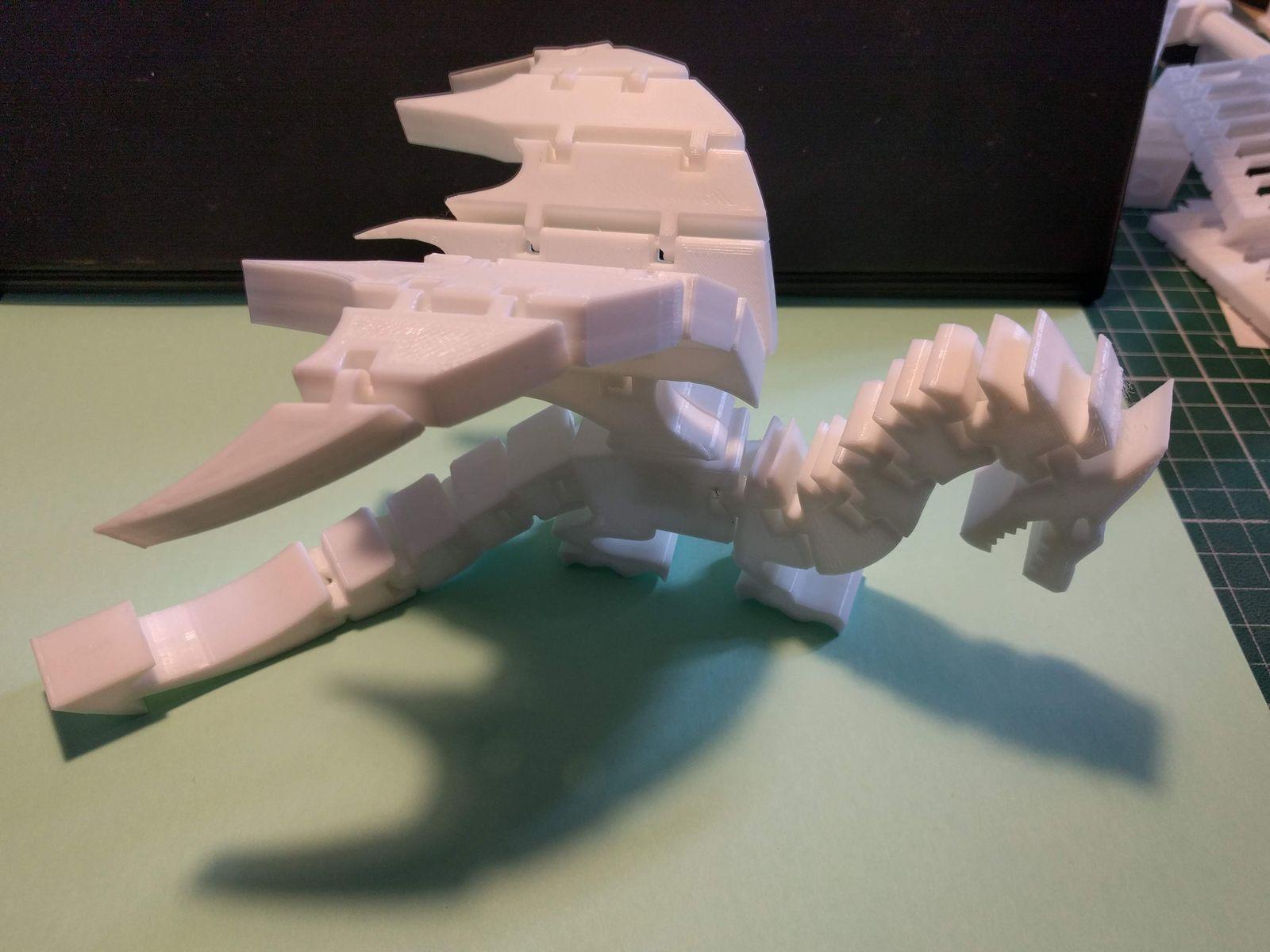
J'ai eu l'occasion de tester le filament PLA Eryone en blanc grâce à ce forum (merci @Motard Geek ) . Je vous fais part de mes tests . Je préfère d'entrée prévenir que les photos de pièces en blanc ne sont pas de la meilleure qualité, mon appareil photo c'est mon vieil ordinophone (un Nexus 5). Les lunettes de soleil seront peut-être nécessaires . Ma machine est une CR10 "customisée". Paramètres essentiels d'impression: buse de 0,4 hauteur de couche 0,2 vitesse d'impression 60 mm/s vitesse de déplacement 180 mm/s température plateau 60° température buse (voir plus loin) La bobine de filament arrive comme la plupart dans une boîte carton toute simple sans fioritures ni marquage externe. Elle est scellée sous film avec son sachet de dessicant à l'intérieur. Concernant le bobinage du fil sur la bobine, j'ai déjà vu mieux mais il semble n'y avoir aucun nœud. La bobine en elle-même comporte deux faces dont l'une d'entre elle est en partie évidée permettant de voir aisément la quantité restante (certaines mais pas la mienne ont une graduation en mètres / grammes). Le diamètre du trou de passage est de 58-59 mm ce qui pour mon système de déroulement ne pose aucun soucis. La couleur est un blanc que je qualifierai de "laiteux". Le fabricant donne une plage de température d'extrusion de 190 à 220°. Le diamètre indiqué est de 1,75mm avec une tolérance de 0,02mm. Après mesures au pied à coulisse, sur deux bons mètres, cela s'avère exact (en moyenne 1,75 mm). Comme pour tout nouveau filament (marque, couleur), je procède à plusieurs tests: 1) mon extrudeur étant calibré avec la méthode sans passage par la buse (en gros, je déconnecte le tube PTFE en sortie d'extrudeur; je mets toutefois la tête en chauffe (>= 170° C) sinon l'extrudeur ne pourra pas être actionné. Je demande une extrusion lente (15-20 mm/s) de 100 mm. J'effectue la règle de trois classique pour apporter les modifications nécessaires jusqu'à ce que 100 mm demandés soient bien 100 mm "extrudés". J'effectue donc le test du cube à paroi mince (pas de remplissage, une seule paroi, pas de fond ni plafond). Ma buse est une 0,4mm, la hauteur de couche est réglée à 0,2mm. Une fois réalisé, mesure au pied à coulisse de plusieurs endroits par côté. Réalisation de la moyenne (0,4 mm) donc le débit du filament sera de 100% . 2) il me faut maintenant découvrir à quelles températures ce filament sera utilisé sur ma machine. Pour cela, j'utilise deux tours de température (une seule est suffisante mais étant un vieux de la vieille et préférant le principe "ceinture et bretelles" et puis je fais ce que je veux, c'est ma machine quoi ) d'après les modèles trouvés sur Thi...rse.com ( celle-ci et celle-là ). Les deux me permettent différents tests et l'une d'entre elles (la première me sert aussi à tester la solidité de la pièce en fonction de la température). Résultat: avec ma machine, la plage se situe entre 215-230°. En dessous la solidité n'est pas assurée. Sous les 195°, mon extrudeur (un Titan) n'apprécie pas et me le fait savoir par des grognements (plutôt des craquements ). 3) Épreuve du "cube de calibration" : j'aime bien celui-ci (ça change du XYZ ) : 4) Autre cube pour tester le "ripple / ghosting / vibrations" 5) Deux tests "All in one" : Polypearl tower et celui-ci 6) Évidemment le Benchy 7) Une ch'tite connerie (clin d’œil à @Jean-Claude Garnier 8 ) GoT est terminé (bien pour certains protagonistes et mal pour d'autres (pour en savoir plus cliquer ci-dessous)), il me fallait un dragon de la mort qui tue (désolé, je n'ai pas trouvé de Daenerys a lui mettre dans la gueule ) 9) Et pour terminer, une pièce technique pour ma CR10: Conclusion: Ce filament Eryone est un bon filament. Le blanc est "laiteux" mais pas désagréable. Malgré une température d'extrusion de 215° (pour ma machine), il produit peu de "cheveux d'anges". Son coût est très variable sur Amazon (~20 € la bobine de 1 kg, en le prenant par pack de deux, il revient à 15€ la bobine mais seulement pour du noir et/ou du blanc ). Il a une légère odeur (toutefois moindre que le 3D850 / 870 que j'utilise habituellement). La gamme de couleurs proposées est variées mais classique. Je pense qu 'il remplacera le ICE que j'utilisais régulièrement pour les pièces "tout venant". J'ai depuis ce test commandé une autre bobine: Arc-en-ciel (que je testerai ultérieurement).






-

Impressions sphériques avec décalages
LeoM21 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, je possède une ender 3 Neo. Mes réglages ont été répétés plusieurs fois, mes axes x,y et z sont calibrés, mais je n'arrive pas à obtenir de belles impressions sur les pieces arrondies. Toutes mes impressions sont très bien (cubes, véhicules, animaux,...) mais des que j'imprime un rond, une sphere, ou un objet sphérique, je me retrouve avec deux renflement sur un diamètre. Cela arrive toujours sur la meme diagonale. Je ne peux pas imprimer deux demi spheres et les assembler car les renflements sont en diagonales opposés (et je me retrouve avec 4 renflements). Cela engendre souvent des pièces immobiles sur les objets mécanique car les axes de rotation sont "ovales" au lieu de rond. Je n'ai absolument aucune idée de ce qui peut bien clocher et j'aurais besoin d'aide.



-
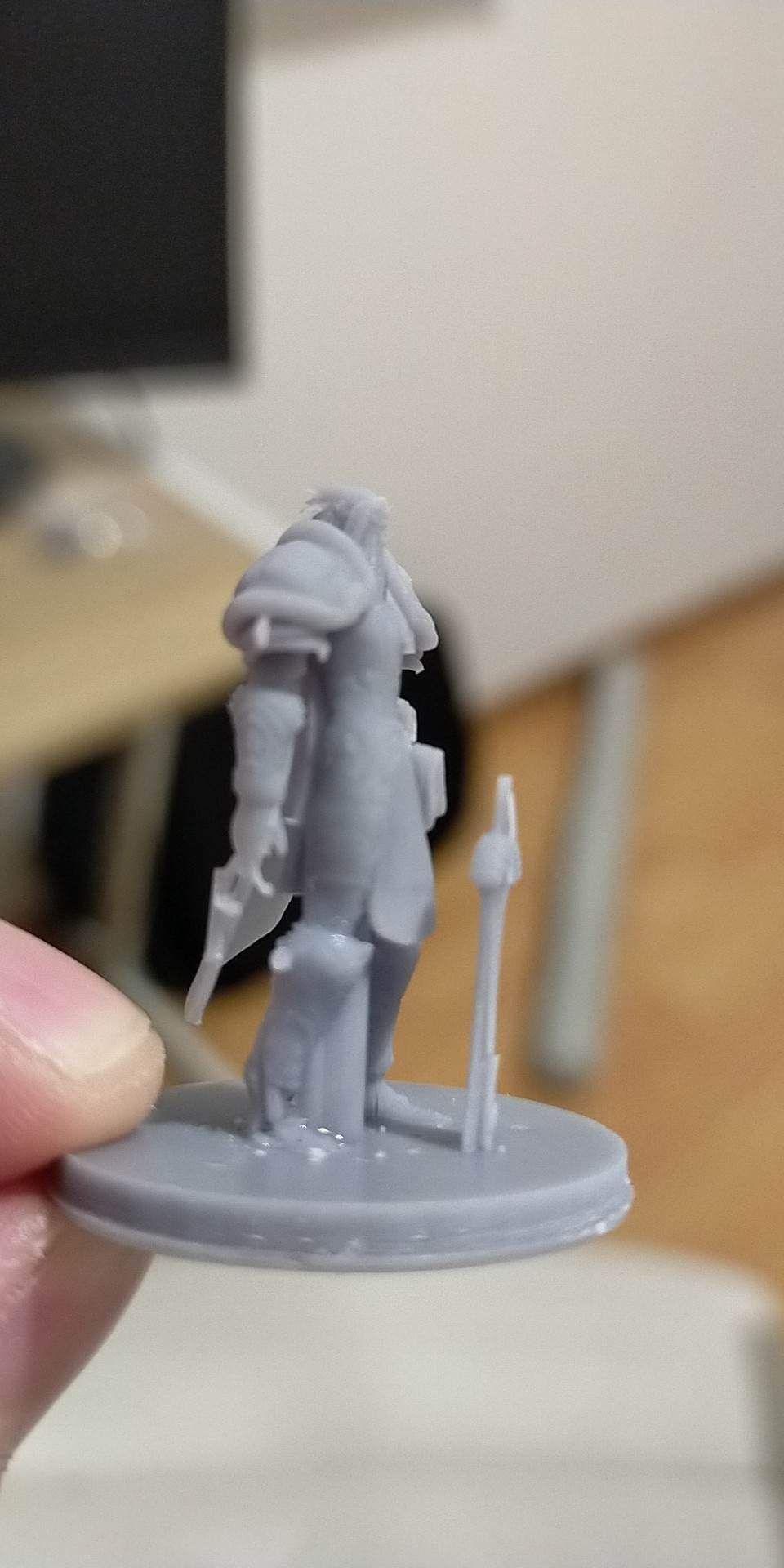
Bonjour à tous, je viens d'acheter une Anycubic photon mono 4k. Après plusieurs tentatives d'impression de model personnel j'ai remarqué des défauts récurrents. Sur cette image, il semblerait qu'un pilier ait été imprimé au milieu du personnage, allant de son pied jusqu'à la tête (chose qui n'est pas présent dans le fichier de base). Sur d'autres figurines, ce "pilier" est souvent présent au niveau du bas visage ce qui cache complètement le cou jusqu'au menton. Auriez vous une idée d'où cela pourrait provenir ? Merci Je tiens à préciser que je suis complètement novice dans le milieu et la figurine en question fait 35mm


-
Bonjour, A noël j'ai reçus mas première imprimante 3d un magnifique flsun super racer, je connaissais plutôt bien l'univers des makers et avait quand même quelques connaissance sur ce sujet, je réve d'en avoir une depuis mes 5ans (oui je suis plutôt jeune) mais j'ai plusieurs problème avec, J'ai un remplissage a bizzard avec certaine portion carrément vides et elle fait plutôt pas mal de bruit(comme c'est ma première imprimante 3d je ne suis pas sûre sur ce dernier point...)et depuis quelques temps j'ai pas mal de défauts sur mes impressions que je n'avait pas avant. Merci pour vos réponses.
-
 Bonjour, J'ai lancé une impression du fichier https://www.thingiverse.com/thing:2872640, à mi-chemin l'impression s'est arrêtée. Je joins la photo de la pièce désirée et de la pièce obtenue, à priori, vous ne pouvez pas vous tromper . Que dois-je vérifier ou contrôler ?
Bonjour, J'ai lancé une impression du fichier https://www.thingiverse.com/thing:2872640, à mi-chemin l'impression s'est arrêtée. Je joins la photo de la pièce désirée et de la pièce obtenue, à priori, vous ne pouvez pas vous tromper . Que dois-je vérifier ou contrôler ?
-
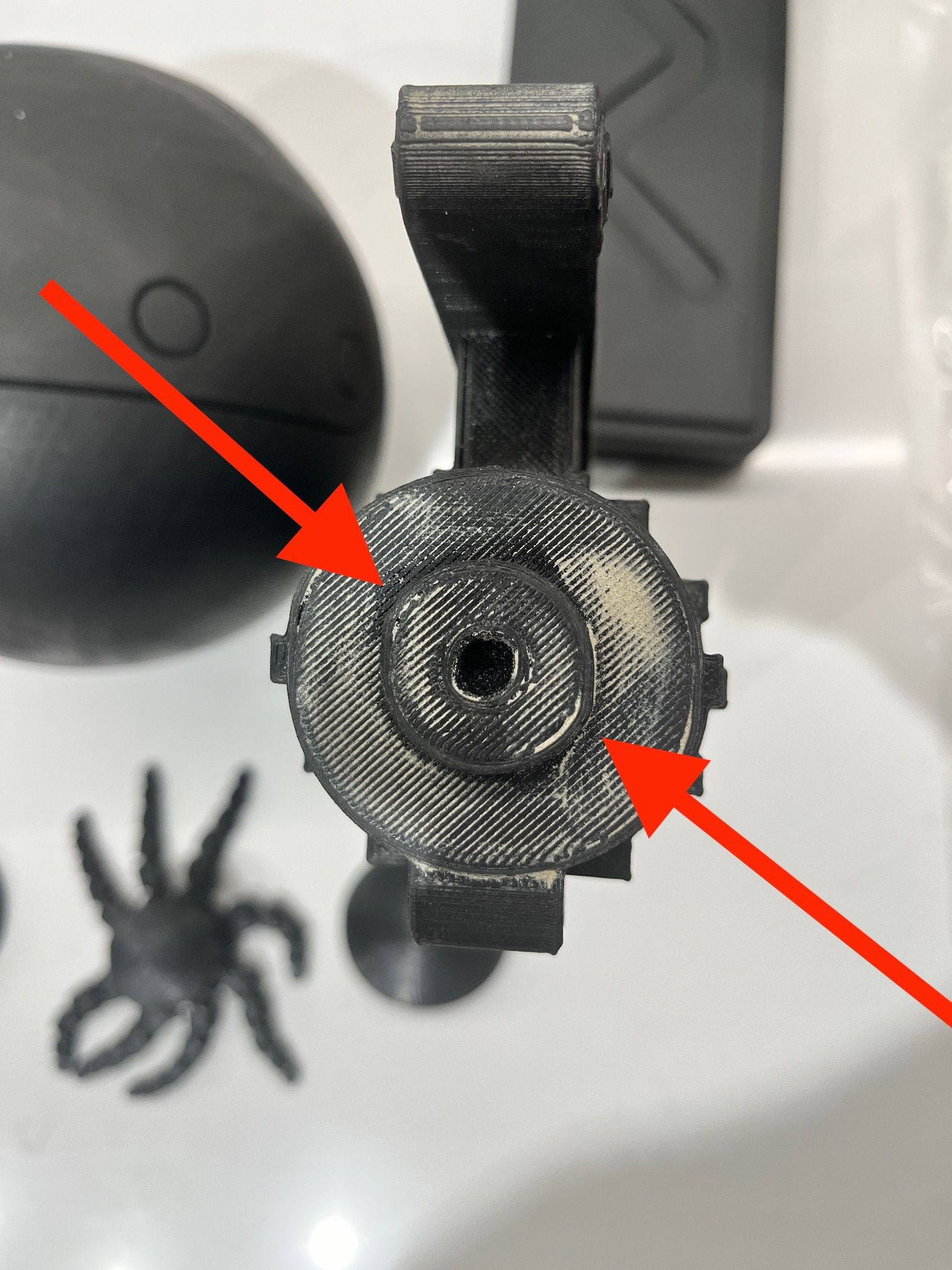
 Supports pour détecteurs alarme
Supports pour détecteurs alarme -
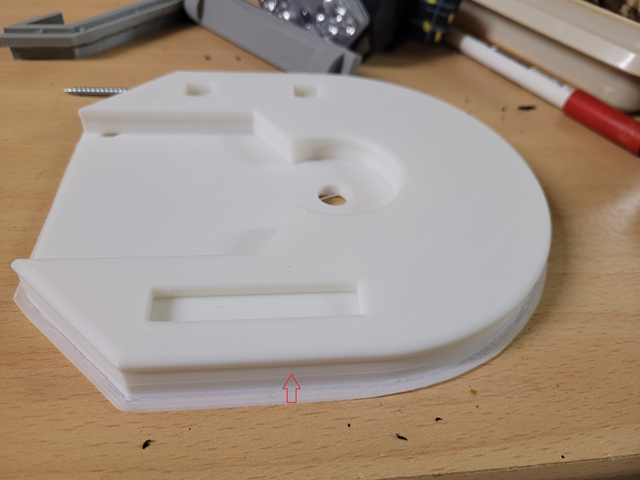
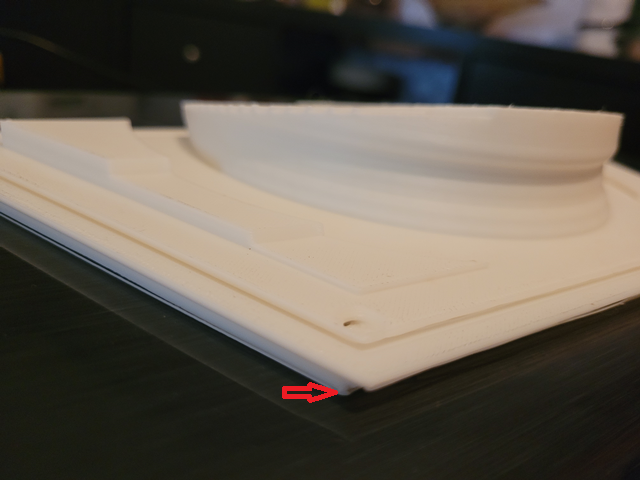
 Poignée pour plaque
Poignée pour plaque -

-

-
-

-

-

-
 Bonjour, j'ai un gros problème avec mon imprimante ender 3 pro , le problème est que quand je fais une impression la 4e couche commence à se décoller et haut bout de la 6e couche ça se décolle complètements. Ce problème ne vient pas des réglages de mon fichiers G-code, car j'ai essayé d'imprime d'autre modèle déjà enregistré d'il y a longtemps qui marchait, maintenant, il ne marche plus, ça me fait le même problème. Je soupçonne que ça vient du plateau. Pouvez-vous m'en dire plus ?
Bonjour, j'ai un gros problème avec mon imprimante ender 3 pro , le problème est que quand je fais une impression la 4e couche commence à se décoller et haut bout de la 6e couche ça se décolle complètements. Ce problème ne vient pas des réglages de mon fichiers G-code, car j'ai essayé d'imprime d'autre modèle déjà enregistré d'il y a longtemps qui marchait, maintenant, il ne marche plus, ça me fait le même problème. Je soupçonne que ça vient du plateau. Pouvez-vous m'en dire plus ? -
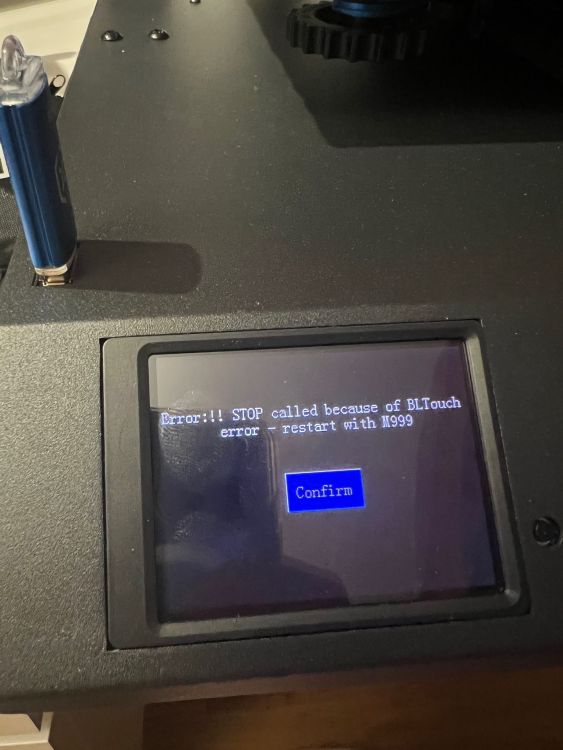
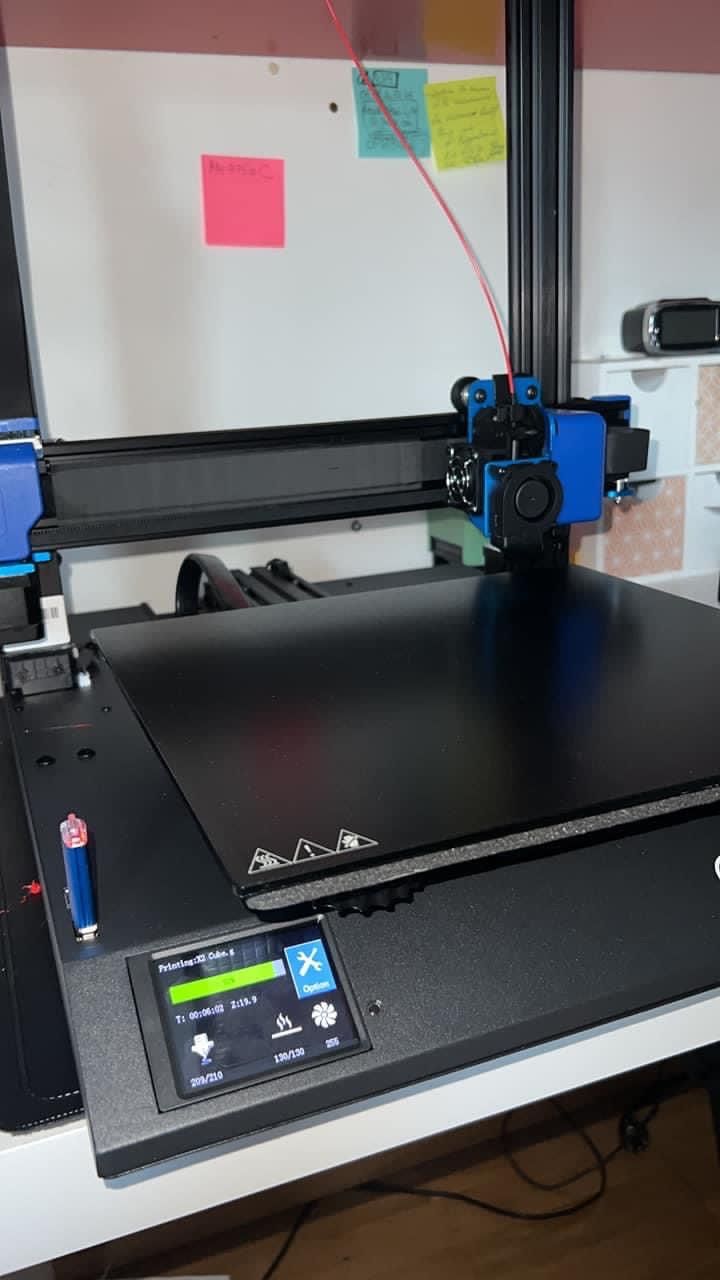
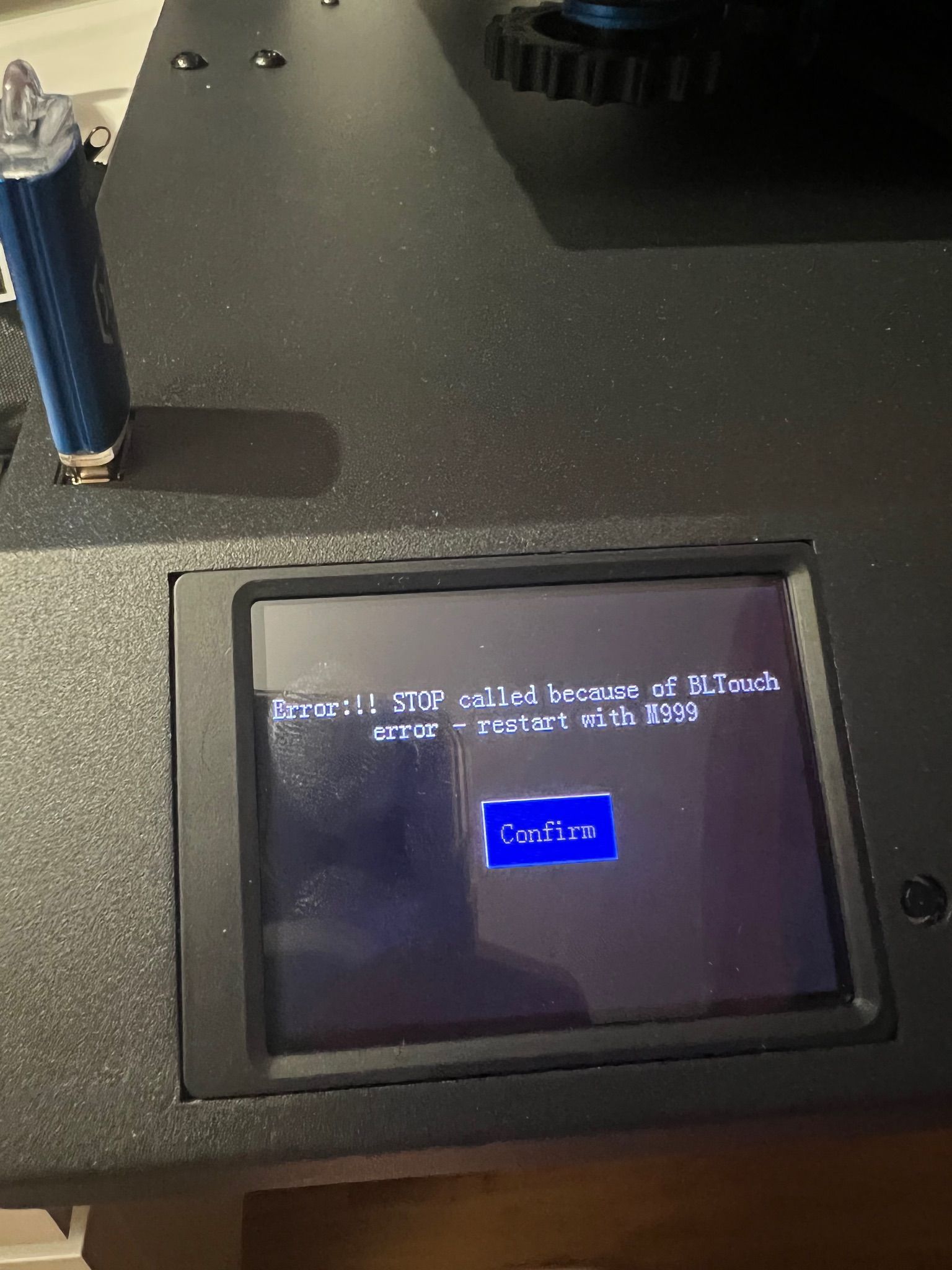
 Bonjour Tout le monde, je vous écris car j’ai reçu mon imprimante hier je suis débutant je préfère le préciser j’ai un problème pour mon auto nivellement et mon démarrage d’impression.Je m’explique. c’est une artillery sidewinder x2, lorsque je vais pour lancer mon impression je fais chauffer plateau buse, ensuite je clique sur mon fichier elle démarre un auto nivellement dès fois il arrive que tout fonctionne et des fois non j’ai un problème avec l’erreur "Error:!! STOP called because of BLTouch error - restart with M999" Donc je relance tout, et si il marche de temps en temps arrivé à la fin de l’auto nivellement avant impression tout monte de 1-2 cm et la barre de progression d’impression avance comme si elle imprimait mais rien ne se passe je mets une petit photo. Ce que je ne comprend pas et qui me frustre car c’est ma première imprimante et que je l’ai reçu hier, c’est que des fois ça fonctionne et des fois pas du tout. PS: je met le lien de la vidéo de mon imprimante ou rien ne se passe car trop volumineux pour le forum Merci j’attend vos retours
Bonjour Tout le monde, je vous écris car j’ai reçu mon imprimante hier je suis débutant je préfère le préciser j’ai un problème pour mon auto nivellement et mon démarrage d’impression.Je m’explique. c’est une artillery sidewinder x2, lorsque je vais pour lancer mon impression je fais chauffer plateau buse, ensuite je clique sur mon fichier elle démarre un auto nivellement dès fois il arrive que tout fonctionne et des fois non j’ai un problème avec l’erreur "Error:!! STOP called because of BLTouch error - restart with M999" Donc je relance tout, et si il marche de temps en temps arrivé à la fin de l’auto nivellement avant impression tout monte de 1-2 cm et la barre de progression d’impression avance comme si elle imprimait mais rien ne se passe je mets une petit photo. Ce que je ne comprend pas et qui me frustre car c’est ma première imprimante et que je l’ai reçu hier, c’est que des fois ça fonctionne et des fois pas du tout. PS: je met le lien de la vidéo de mon imprimante ou rien ne se passe car trop volumineux pour le forum Merci j’attend vos retours
-
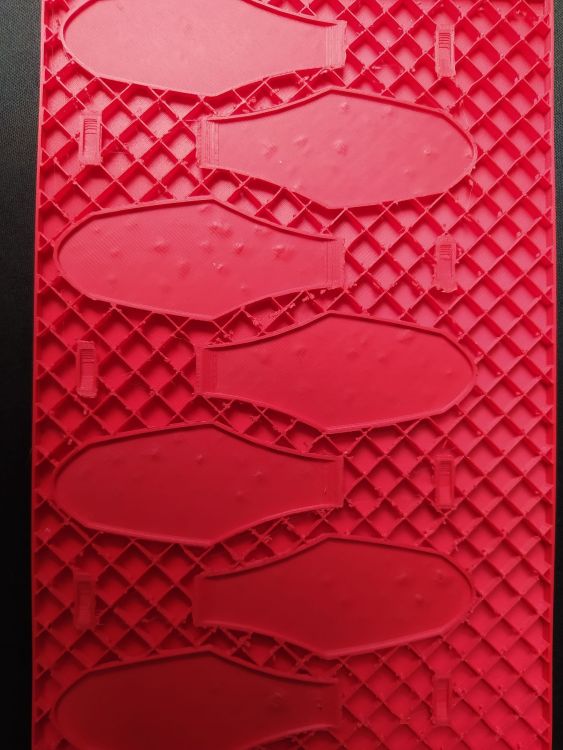
Bonjour à tous, je rencontre actuellement un problème sur mes impressions, des cloques comme sur la photo ci-joint se forment. J'ai d'abord pensé à l'humidité dans le filament mais même avec un filament neuf ça n'a rien changé. Pourtant je n'avais pas ce problème avant pour la même pièce. Si quelqu'un à une solution à ce problème je suis preneur. Cordialement, n.clv
-
Bonjour , j'ai une creality ender 3 avec une plaque impression en verre , chauffée a 65 degré et le plan a 210 mais mon fil se décolle de la plaque , ce qui est fort dérangeant , quelqu'un peut m'aider ?
-
.thumb.jpg.0f81806f1124516924f6c6b83eb2eb3c.jpg)
Recherche de conseils pour impression multimatériaux
mich0111 a posté un sujet dans Discussions sur les imprimantes 3D
Bonjour, Malgré toutes mes tentatives, je n'y arrive pas. J'ai une imprimante Tenlog TL-D3 à 2 extrudeuses et j'essaie désespérément d'imprimer avec 2 matériaux différents, (PLA/PVA - PLA/PETG). Le but étant, bien sûr de pouvoir décoller les supports sans laisser de traces. Pour le PVA,.je l'ai fait sécher 8h avant de lancer l'impression. Impression dans une enceinte à la même température que le PLA. Résultat, un joli tas de filaments côté PVA, impression normale côté PLA. Pour le PETG en support, comme il n'y a pas de fusion entre PETG et PLA, le PLA glisse sur le PETG sans accrocher, donc impossible d'imprimer. Chacun des matériaux ayant sa propre température, 200 pour le PLA, 235 pour le PETG. Si je n'imprime qu'avec du PLA, mis à part que je dois limer les ébavurages des supports,ce qui n'est jamais parfaitement propre, je n'ai pas de problème. Aussi, pourriez-vous me prodiguer vos conseils afin de réussir une impression multilatéraux ? Par avance, merci. Amitiés Michel -

problème Problème lors de l'impression
flo.060908 a posté un sujet dans Discussions sur les imprimantes 3D
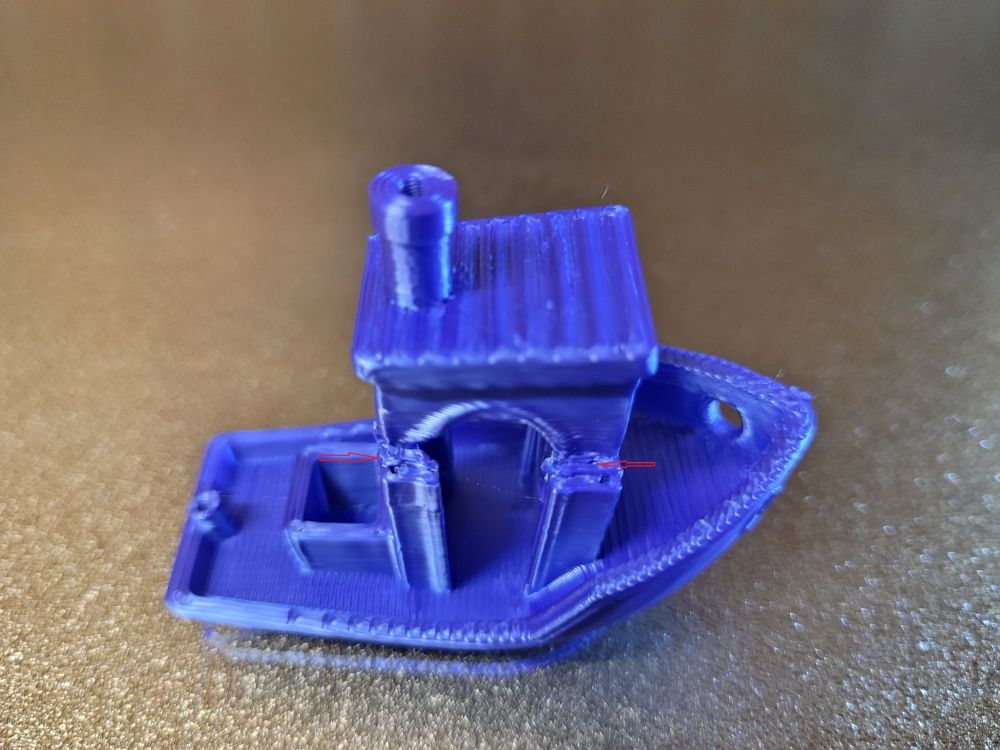
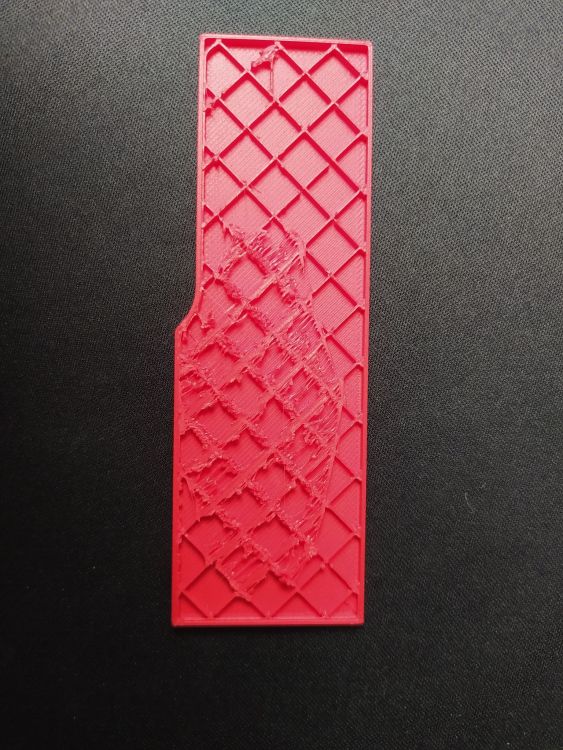
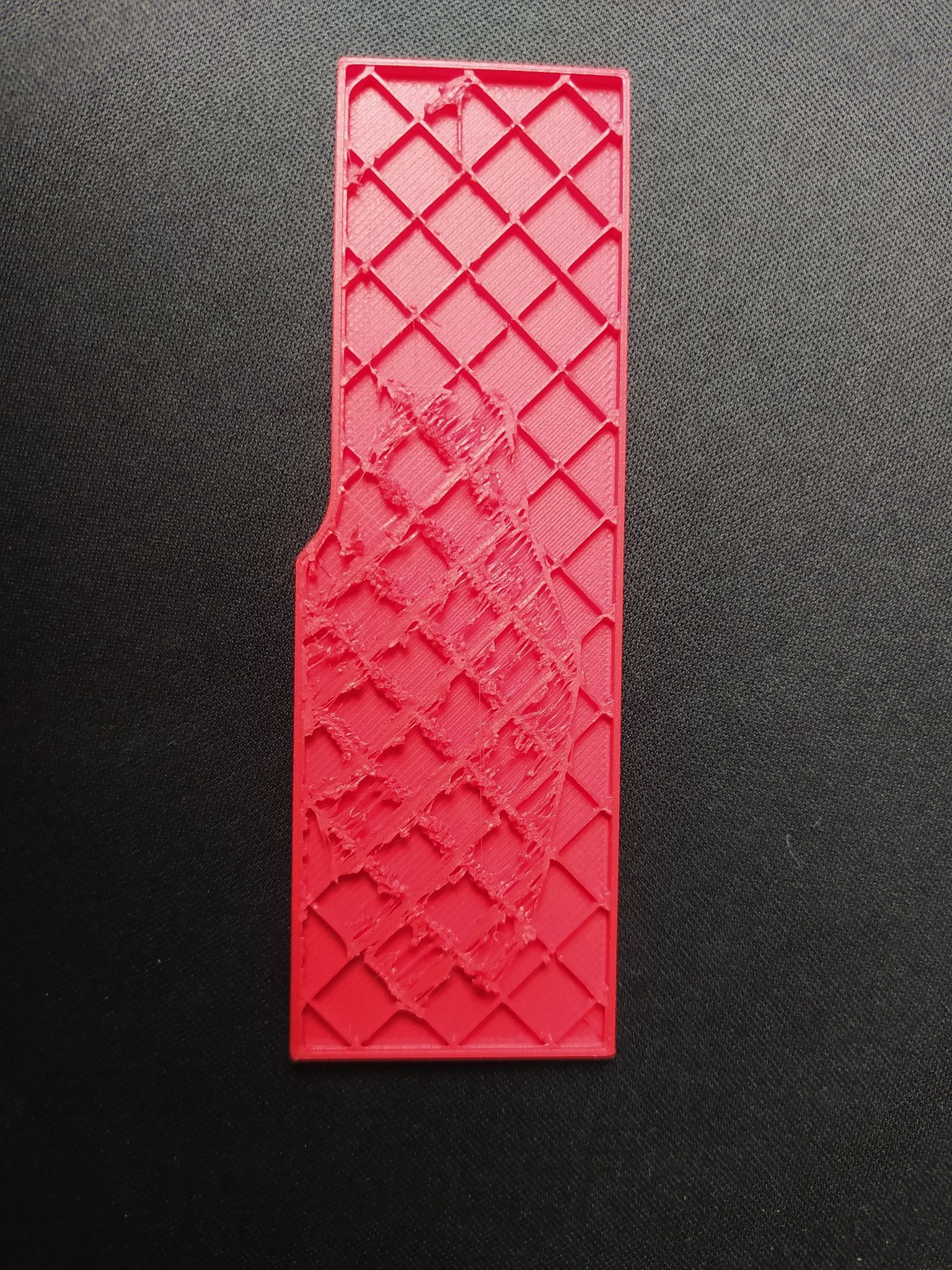
Lors de mes impressions et après plusieurs test , remis mon plateau à niveau, je n'arrête pas d'avoir ce soucis , en espérant qu'on puisse m'aider...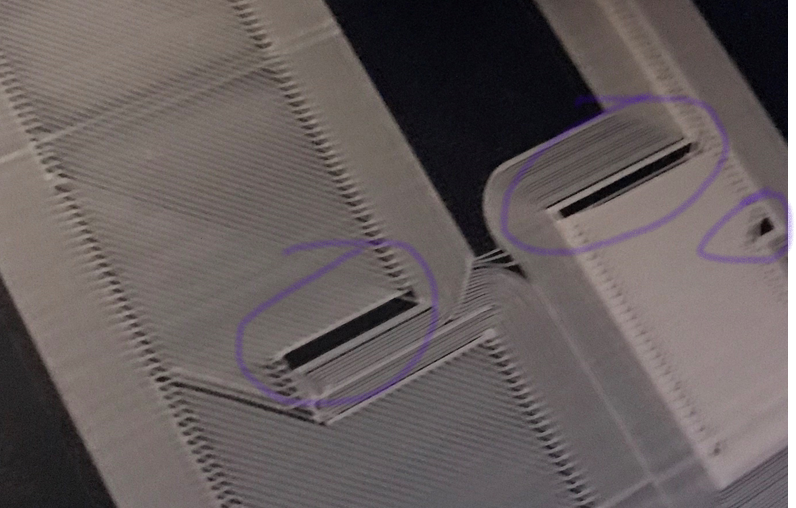
-
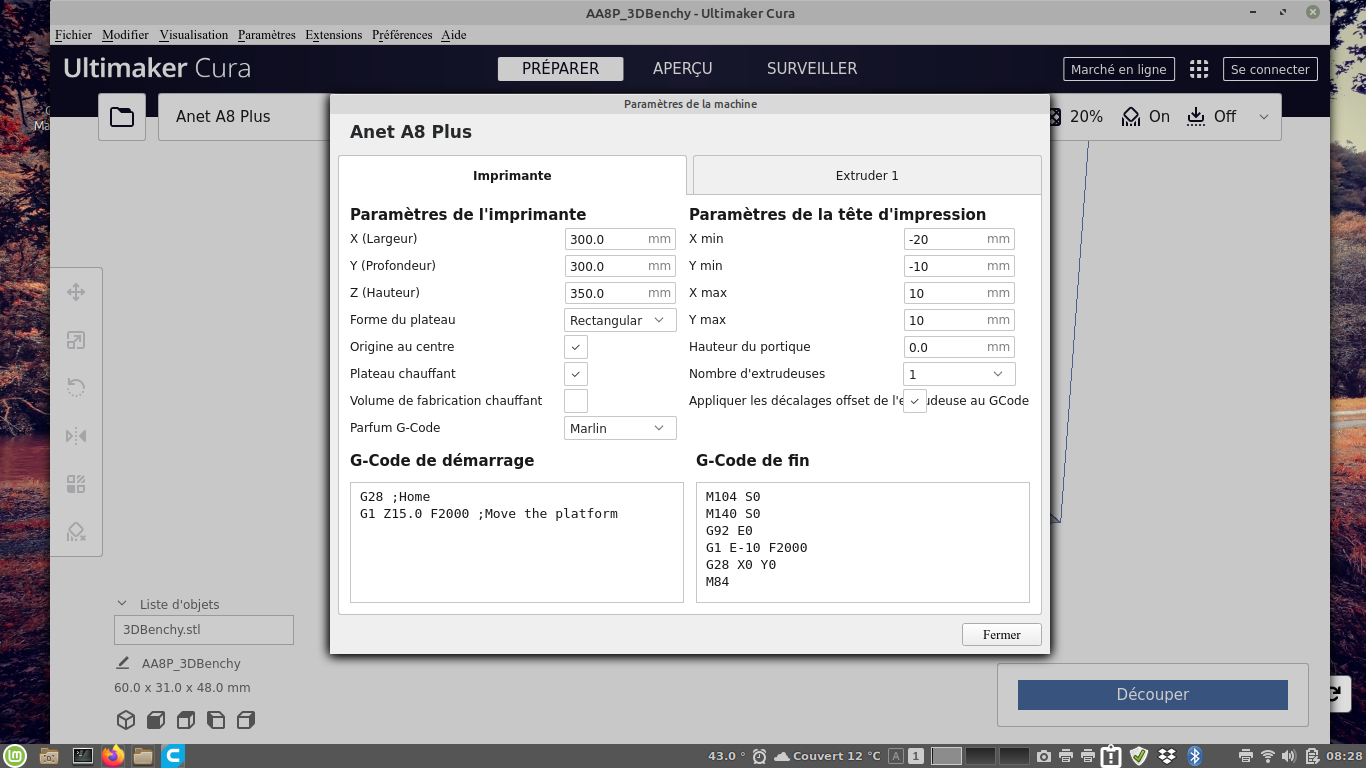
bonjour, je reviens vers vous, car je rencontre un petit soucis. en début d'impression je me retrouve sur le bord du Bed , voir à coté !! pourtant sur Cura le fichier est bien au centre . désolé je suis novice
-
 Bonjour à tous, après ma petite presentation voici ma première question j'ai depuis peu installé un bl touch ( 3D Touch ) sur Wanhao D12 celui vendu sur le site de Wanhao j'ai bien sur suivi la vidéo d'installation de Le Ludo LAB qui est certainement la bonne a suivre comparer a celle de Wanhao, j'ai aussi installer la mise a jour donner sur le site Wanhao ( celle avec les TCM 2209 sur tous moteur car j'avais déja installé ces driver avant que cette mise a jour soit présente ) Voici mon problème enfin ce n'est qu'un ressenti, j'ai la sensation bizarre que la vitesse en impression (et sur le general ) est supérieur à avant la mise a jour je veut dire par ça que lorsque j'imprime un model les déplacements en impression et sans impression sont plus vif qu'avant, ce qui me provoque des tremblements de la structure que je n'avais pas avant je rappelle que je n'ai pas toucher au slicer (Cura 4.10 pour ma part) je n'ai pas toucher au vitesse d'impression .... la seule chose que j'ai faite a été de rajoute le G-Code G29 dans les paramètre de l'imprimante dans G-Code de démarrage et enregistrer le modele crée sur la carte SD ( carte SD changer ce n'est pas celle d'origine qui est mauvaise ) ma question est la suivant est ce que dans la config de la carte mere de l'imprimante la vitesse général de l'imprimante peut-être modifier et que le calcul ( je ne sais pas comment appeler ça ) soit different d'une mise a jour a l'autre et comment remédier a ceci je vais continuer mes recherches mais si quelqu'un a deja eu cette sensation et a résolu ceci qu'il m'en dise plus Merci a tous pour vos réponses bonne journée a tous
Bonjour à tous, après ma petite presentation voici ma première question j'ai depuis peu installé un bl touch ( 3D Touch ) sur Wanhao D12 celui vendu sur le site de Wanhao j'ai bien sur suivi la vidéo d'installation de Le Ludo LAB qui est certainement la bonne a suivre comparer a celle de Wanhao, j'ai aussi installer la mise a jour donner sur le site Wanhao ( celle avec les TCM 2209 sur tous moteur car j'avais déja installé ces driver avant que cette mise a jour soit présente ) Voici mon problème enfin ce n'est qu'un ressenti, j'ai la sensation bizarre que la vitesse en impression (et sur le general ) est supérieur à avant la mise a jour je veut dire par ça que lorsque j'imprime un model les déplacements en impression et sans impression sont plus vif qu'avant, ce qui me provoque des tremblements de la structure que je n'avais pas avant je rappelle que je n'ai pas toucher au slicer (Cura 4.10 pour ma part) je n'ai pas toucher au vitesse d'impression .... la seule chose que j'ai faite a été de rajoute le G-Code G29 dans les paramètre de l'imprimante dans G-Code de démarrage et enregistrer le modele crée sur la carte SD ( carte SD changer ce n'est pas celle d'origine qui est mauvaise ) ma question est la suivant est ce que dans la config de la carte mere de l'imprimante la vitesse général de l'imprimante peut-être modifier et que le calcul ( je ne sais pas comment appeler ça ) soit different d'une mise a jour a l'autre et comment remédier a ceci je vais continuer mes recherches mais si quelqu'un a deja eu cette sensation et a résolu ceci qu'il m'en dise plus Merci a tous pour vos réponses bonne journée a tous -
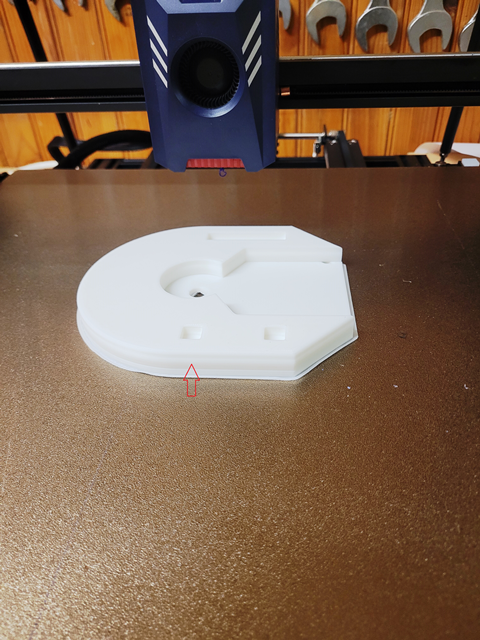
Bonjour, Depuis quelque jour j'ai petit soucis avec quelque impression je ne sais pas du tout a quoi c'est dû je pense qu'il y a un problème au niveau de l'Axe Z peut être est il mal serré ou un problème avec le fichier d'impression car sa ne fait pas sa sur toutes les impression voici une photo pour mieux comprendre :
-
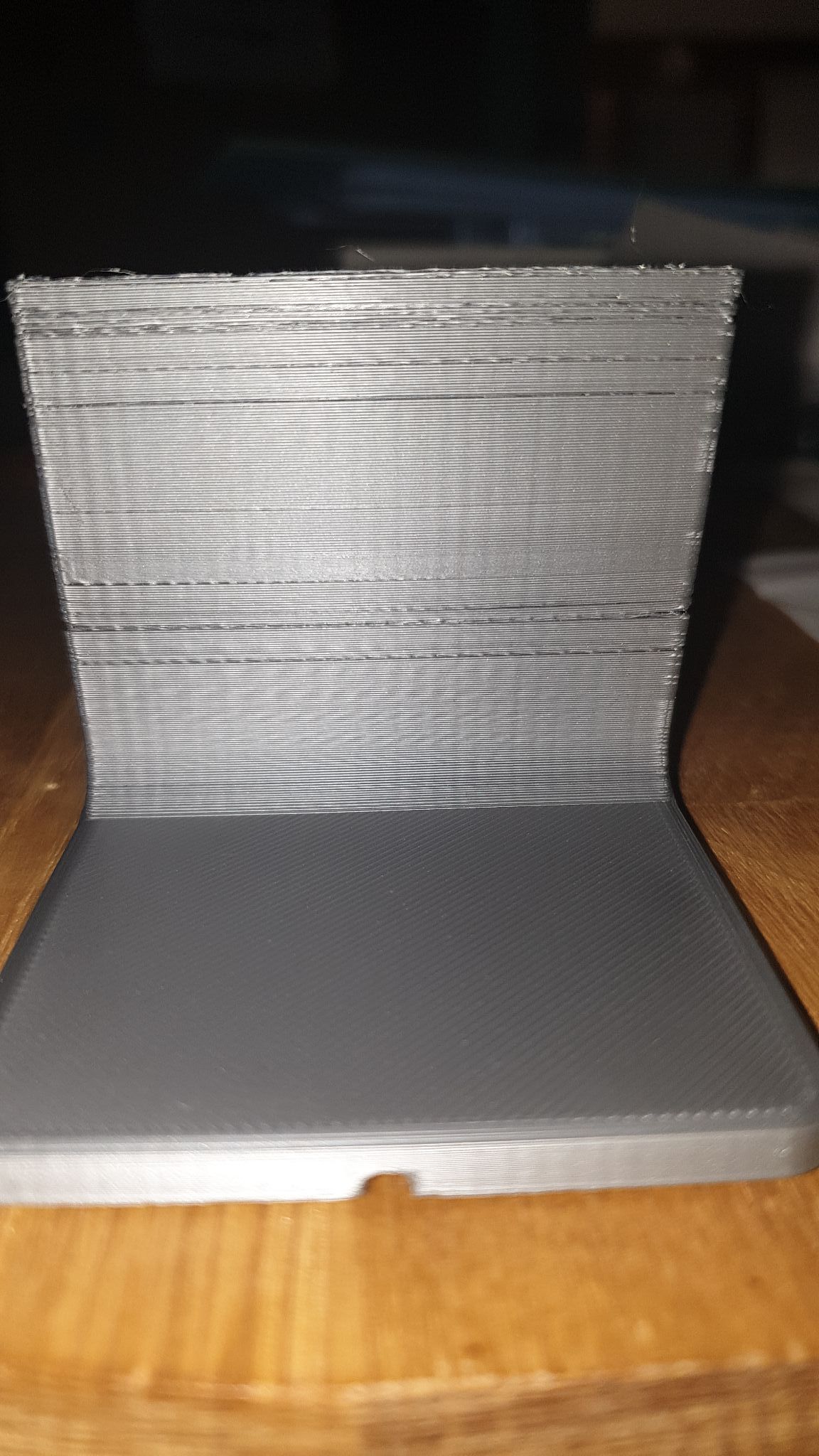
Bonjour à tous, Je viens vers vous suite à un soucis d'impression avec ma CR10 MAX. Lors d'un premier test 3D Benchy avec le filament de base aucun problème. Je suis passé à du filament ArianePlast Eco et les filaments de mes couches d'impressions semblent ne pas se coller ne forment donc pas un morceau rigide. Avez vous des solutions pour cela ? Merci d'avance à tous Mauprou !






















.thumb.jpg.db8f2d9fda9077d52f614d5b4acabf3d.jpg)