Secondnightmar
-
Compteur de contenus
5 -
Inscrit(e) le
-
Dernière visite
Récompenses de Secondnightmar
")




-
Vitesses et températures non prises en compte dans l'impression
Secondnightmar en réponse au topic de Secondnightmar dans Creality
Cela fonctionne également je préfère garder ta version. ok je remet la valeur 150. Merci infiniment en tout cas tout fonctionne! -
Vitesses et températures non prises en compte dans l'impression
Secondnightmar en réponse au topic de Secondnightmar dans Creality
Pourtant j'ai effectuer ces changement et cela semble fonctionner: G90 ; use absolute coordinates M83 ; extruder relative mode M140 S{first_layer_bed_temperature[60]} ; set final bed temp M104 S215 ; set temporary nozzle temp to prevent oozing during homing and auto bed leveling M190 S{first_layer_bed_temperature[60]} ; wait for bed temp to stabilize G28 ; home all axis G1 Z50 F240 G1 X2 Y10 F3000 M104 S{first_layer_temperature[215]} ; set final nozzle temp M109 S{first_layer_temperature[215]} ; wait for nozzle temp to stabilize G1 Z0.28 F240 G92 E0 G1 Y140 E10 F1500 ; prime the nozzle G1 X2.3 F5000 G92 E0 G1 Y10 E10 F1200 ; prime the nozzle G92 E0 je vais essayer avec ta correction pour voir -
Vitesses et températures non prises en compte dans l'impression
Secondnightmar en réponse au topic de Secondnightmar dans Creality
Je crois que j'ai compris, voici mon gcode de debut: G90 ; use absolute coordinates M83 ; extruder relative mode M140 S{first_layer_bed_temperature[0]} ; set final bed temp M104 S150 ; set temporary nozzle temp to prevent oozing during homing and auto bed leveling M190 S{first_layer_bed_temperature[0]} ; wait for bed temp to stabilize G28 ; home all axis G29 ; auto bed levelling G1 Z50 F240 G1 X2 Y10 F3000 M104 S{first_layer_temperature[0]} ; set final nozzle temp M109 S{first_layer_temperature[0]} ; wait for nozzle temp to stabilize G1 Z0.28 F240 G92 E0 G1 Y140 E10 F1500 ; prime the nozzle G1 X2.3 F5000 G92 E0 G1 Y10 E10 F1200 ; prime the nozzle G92 E0 j'ai juste a remplacer: M140 S{first_layer_bed_temperature[0]}, par M140 S{first_layer_bed_temperature[60]} M190 S{first_layer_bed_temperature[0], par M190 S{first_layer_bed_temperature[60] M104 S{first_layer_temperature[0]}, par M104 S{first_layer_temperature[215]} M109 S{first_layer_temperature[0]}, par M109 S{first_layer_temperature[215]} -
Vitesses et températures non prises en compte dans l'impression
Secondnightmar en réponse au topic de Secondnightmar dans Creality
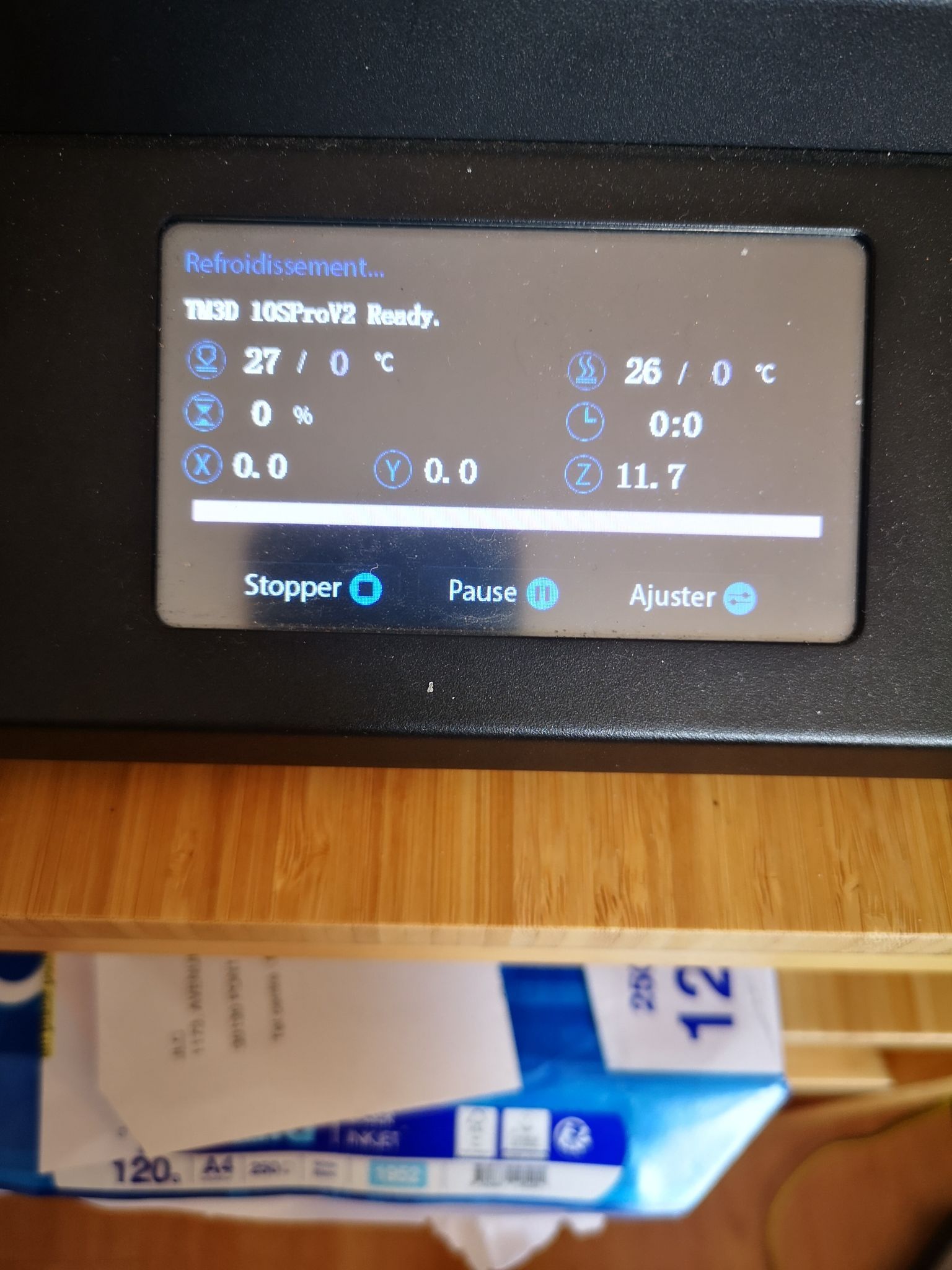
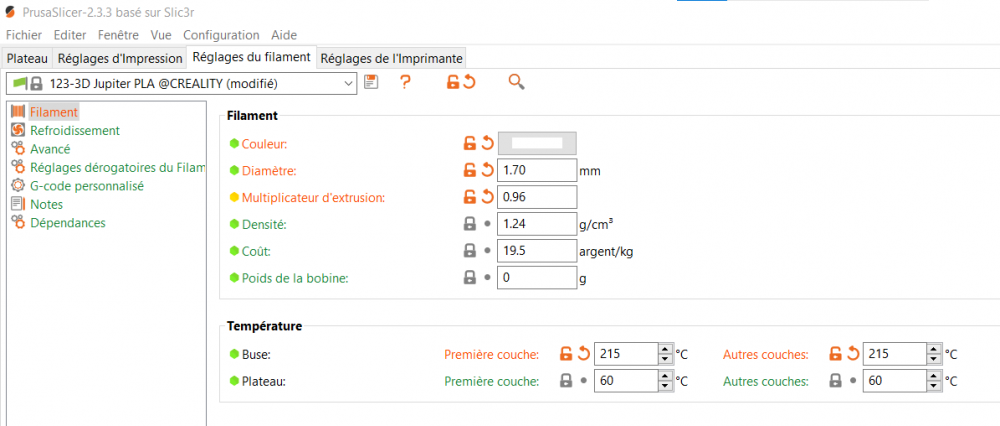
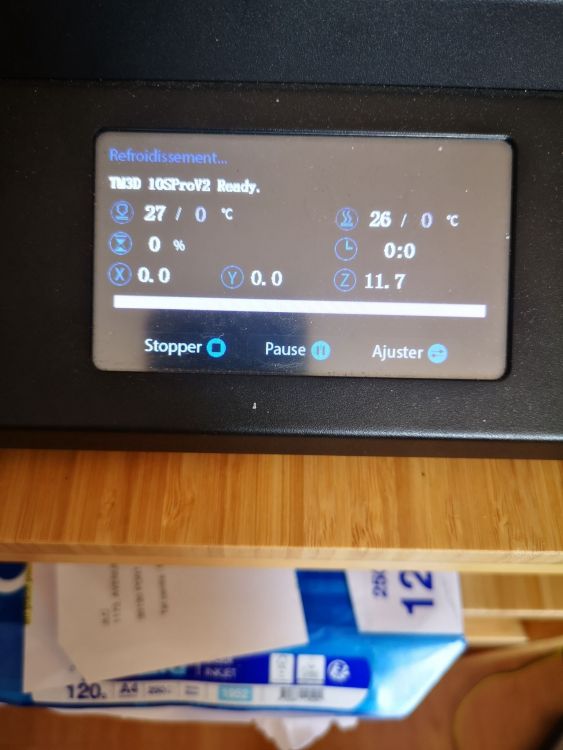
Salut, Oui j'ai fait plusieurs impression (réussite) mais je doit rentrer mes valeur manuellement au démarrage de l'impression via l'imprimante. Je peut modifier les températures directement sur l'imprimante mais si je rentre une valeur dans mon slicer elles ne sont pas prisent en compte. Je ne pense pas avoir de problème de sonde car les températures a froid sont cohérente et mon PLA s'extrude bien lorsque je met ma valeurs manuellement (idem pour le plateau) voila les captures et photos en pj. J'ai un nouveau phénomène qui viens d'apparaitre. La température de ma buse et de mon plateau sont a 0°c et je peut uniquement rentrer manuellement les valeurs que j'ai inscrit sur mon slicer, je ne peut plus mettre une autre valeur que celle que j'ai entré dans mon slicer. De plus le nom de mon gcode se modifient. Avant il y avais que le nom de ma piece "cube test.gcode", maintenant c'est le nom de ma piece + d'autre elements "cube test_5m_0.25mm_215C_PLA_CR10SPROV2.gcode". Salut, A l'époque ou j'utilisais cura il me mettais un truc avant le nom de mon gcode, j'ai mis un moment avant de comprendre qu'il fallait suprimé ce "prefixe" pour que ca imprime. J'ai cherché dans les options mais je n'ai rien trouvé a ce sujet. En tout cas merci de prendre du temps pour moi les gars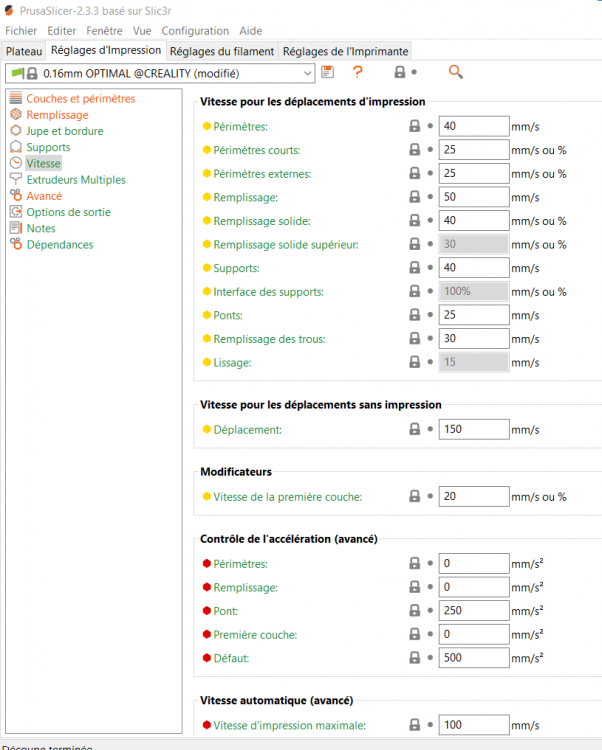


-
Vitesses et températures non prises en compte dans l'impression
Secondnightmar a posté un sujet dans Creality
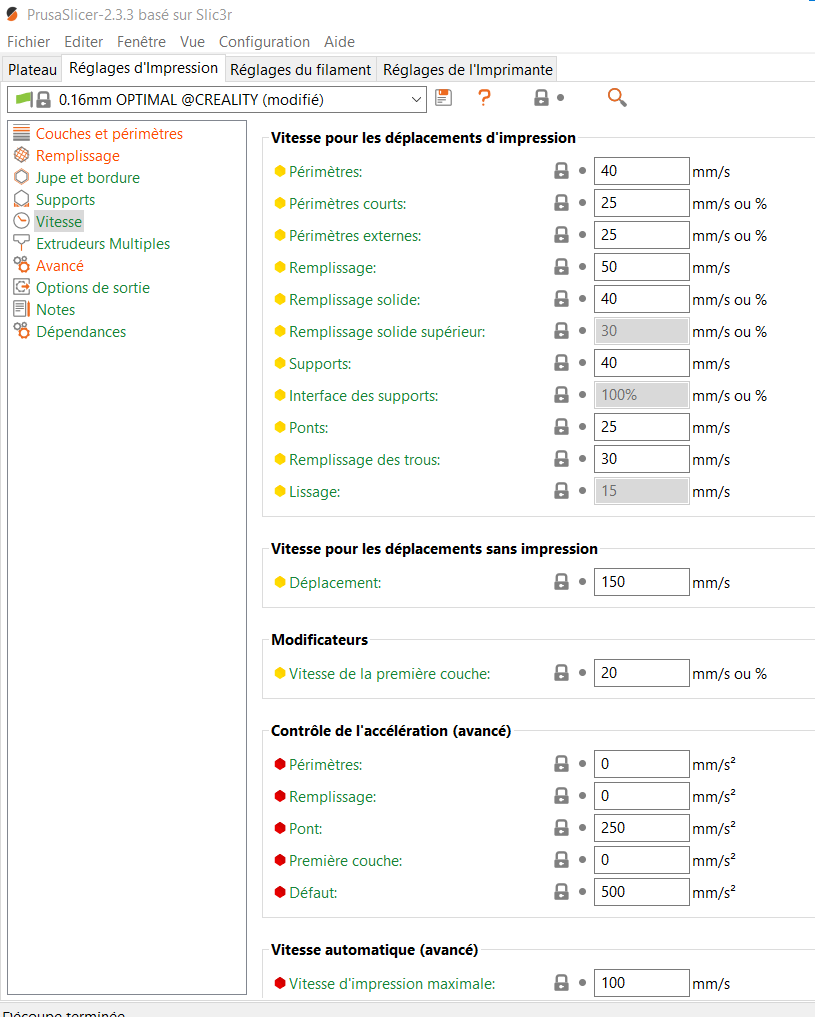
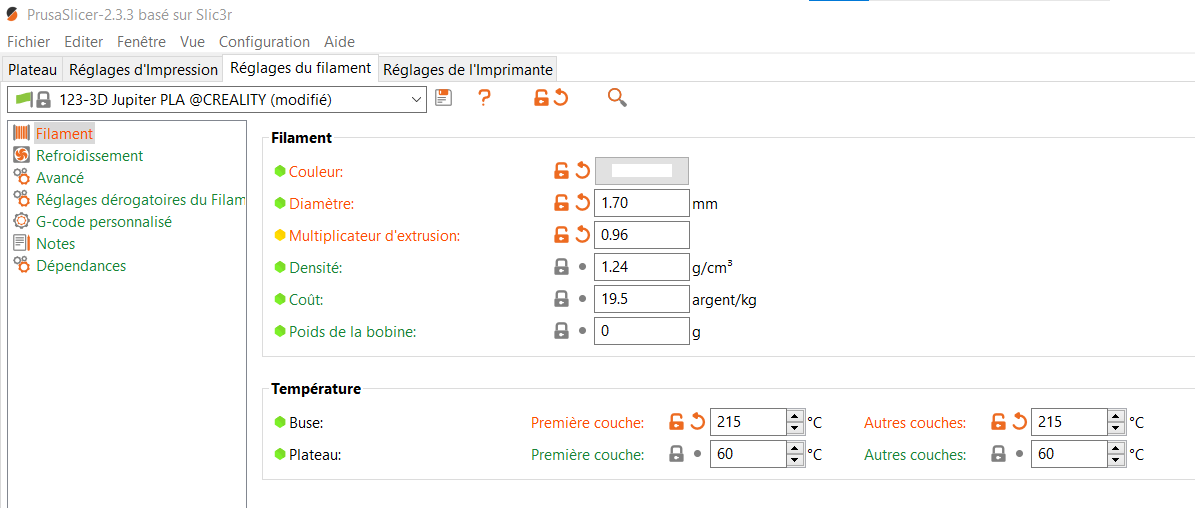
Bonjour à tous, J'ai fait l'acquisition d'une Creality cr10 s pro v2 il y a peu de temps pour me lancer dans l'impression 3D. Mais j'ai un problème depuis le début : mon imprimante ne varie ni la température ni les vitesses d'impression selon les paramètres que je rentre dans mon slicer. Au départ, j'utilisais cura et je pensais que cela venait du logiciel, je me suis donc penché vers PrusaSlicer, mais rien n'a changer, mon imprimante chauffe tout le temps ma buse a 150°c (alors que je rentre 215°c dans PrusaSlicer) et la vitesse d'impression et toujours de 100mm/s (alors que je voudrais du 40mm/s pour les périmètres, 25mm/s pour les périmètres court, etc.). J'ai donc changer le firmware pour la dernière version de Marlin, mais rien n'a changer. Je ne comprends pas d'où le problème pourrais venir. Merci d'avance pour vos réponses.