dach
-
Compteur de contenus
27 -
Inscrit(e) le
-
Dernière visite
Récompenses de dach
")





-
Merci pour vos avis. Pour le PA je le sèche déjà. Le soucis est pour le PLA et PETG, je l'utilise en 4kg. pas de sécheurs pour ce format ... Le PLA ne me pose pas de problèmes pour des pièces de modélisation destinées à être jetées après validation. Par contre, j'ai peur d'un manque de solidité sur pièces finies en PETG ?? .
-
Bonjour à tous, Je lis partout qu'il faut déshydrater tous les filaments. Sur le forum je m’aperçois que ce n'est pas obligatoire pour toutes les matières. J'ai besoin de vos retours pratique d'utilisateurs. Quels filaments doivent être déshydrater ? PLA PETG ABS PA / PA+CF TPU Merci à vous.
-
Vendu, merci.
-
En effet, origine lointaine D9 mk2
-
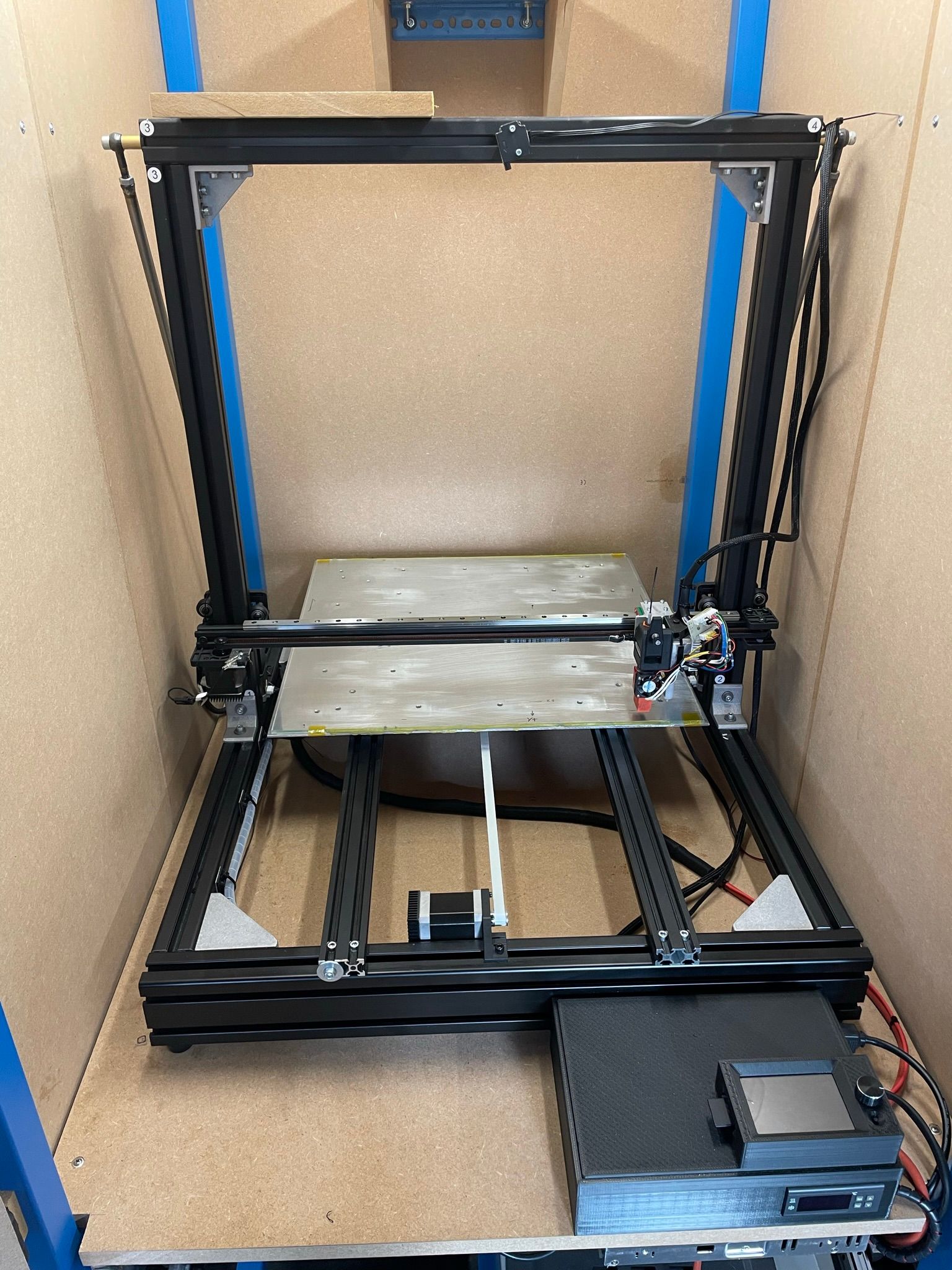
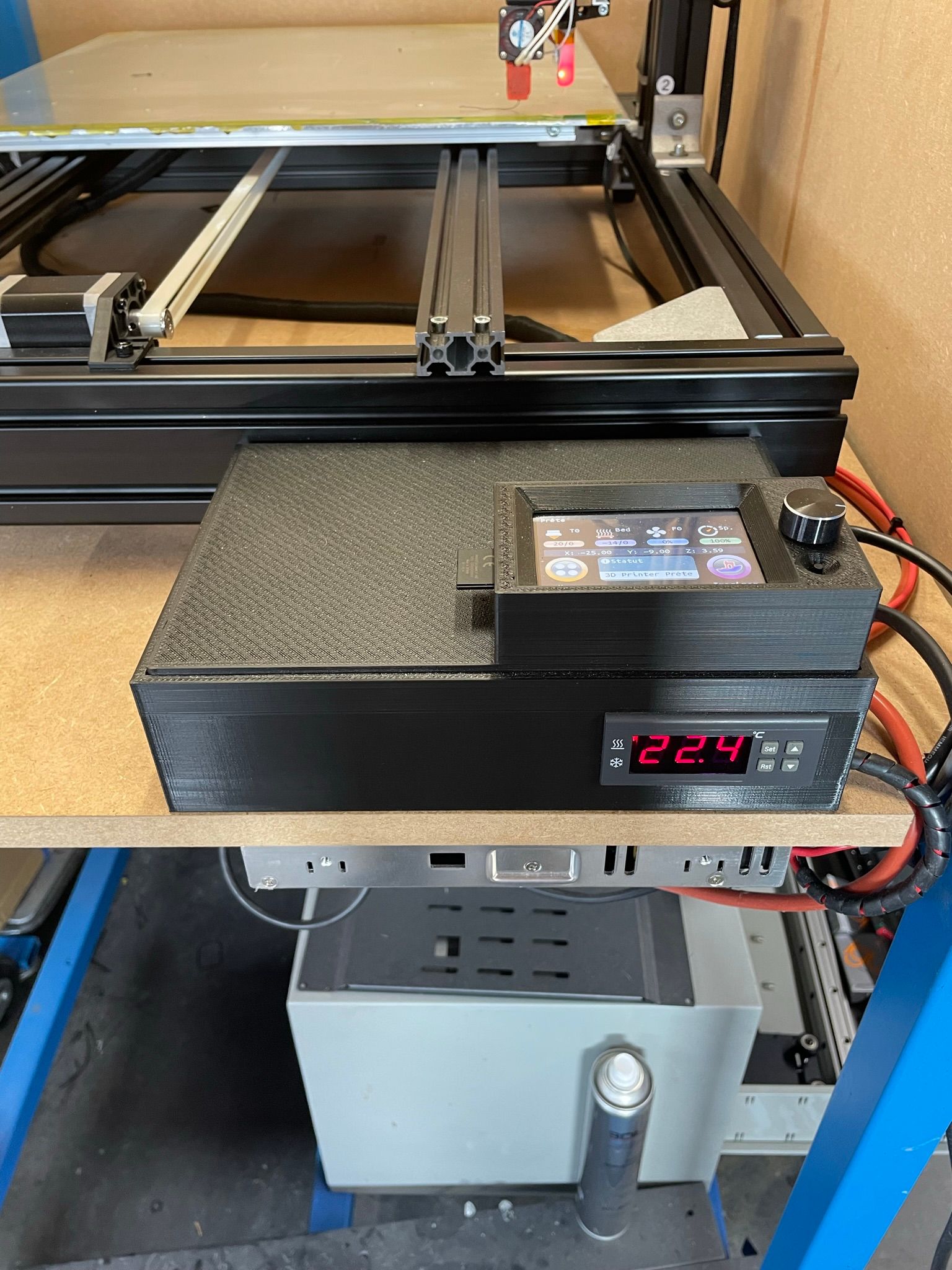
Imprimante 3D 500 x 500 x 500 Carte Bigtreetech skr v1.4 turbo Ecran Bigtreetech Guidage HIWIN Bed en 220V Bed verre 2 build tack neuf 3 têtes E3D Hot end 2 V6 + 2 Volcano Buse en V6 et Volcano trempées pour fil carbone Beaucoup de pièces neuves en plus: resistances, sonde t°, courroies, galets, entraineur de fil ... Imprimante en Belgique 500€ négociable. Merci. .









-
Utilisateurs confirmés, j'ai besoin de vous.
dach en réponse au topic de dach dans Bien choisir son imprimante 3D
Bonjour, Vos avis entre ces deux machines ? https://www.3djake.be/fr-BE/qidi-tech/i-fast https://www.3djake.be/fr-BE/flashforge/creator-3-pro D'autres suggestions ? Merci à vous. . -
Utilisateurs confirmés, j'ai besoin de vous.
dach en réponse au topic de dach dans Bien choisir son imprimante 3D
@methylene67 je te citais simplement en exemple pour les difficultés de config des firmware et autres, ce que je ne veux pas ... Pour la XL il y a le problème du délai, mais en commun avec la X1C c'est cet habituel engouement et tous ces tests qui rapportent les mêmes louanges. On a toujours un doute sur la neutralité des testeurs même si ils annoncent le contraire ?? J'ai eu une expérience "malheureuse" en son temps avec Wanhao D9 500 mk2. Deux roues de guidages qui tournent excentrique, mauvais montage de l'ensemble hotend qui met la buse hors équerre avec le bed, firmware qui va et va plus et reva ... J'ai refaite toute la partie mécanique avec E3D V6 et Volcano pour le nylon, guidages Hiwin, rattrapage de jeu sur axe z, courroies, bed en 220V ... Carte SKR V1.4 /V1.4Turbo firmware réalisé par quelqu'un d'autre sur un forum... Ça marche mais je manque de compétence pour améliorer le firmware et surtout je n'ai plus de temps à consacrer à ça. Les frères Poulain et d'autres avaient des avis positifs. Moi étant novice à l'époque... Cette fois je serais plus critique dans mon choix! J'aimerais d'abord épuiser toutes les autres possibilités en 350 avant de réduire ce critère. Il existe tellement de modèle sur le marché qu'il est difficile de les trouver et s'y retrouver. C'est bien pour ça que j'ai besoin de votre aide et vos retours d'expérience. Merci à tous ! . -
Utilisateurs confirmés, j'ai besoin de vous.
dach en réponse au topic de dach dans Bien choisir son imprimante 3D
@MrMagounet Sur le site du fabriquant c'est le même prix et semblerait disponible. https://www.formbot3d.com/products/troodon-20-pre-assembled-fully-enclosed-corexy-3d-printer N'est ce pas un nouveau modèle cette Troodon V2 ? Mécaniquement cela semble bien mais quid du firmware ? Je veux un truc fiable, qui ne plante pas, un truc qui imprime en somme ! La double tête n'est pas indispensable mais pour support soluble c'est pas mal, à moins d'avoir un slicer qui crée des supports facilement amovible ... Pour Prusa XL, pas de date et encore une fois c'est neuf et pas encore testé, éprouvé ... Je serais prêts à sacrifier la taille 350x350 vers plus petit si la qualité de la machine en vaut vraiment la peine ... @divers merci pour ce modèle un peu petit mais au cas ou ... @methylene67 c'est exactement ce que je ne veux pas! Un peu de montage mécanique ok, mais le firmware dot être ready to start ! @Savate je suis prêt à revoir mes attentes mais les 256 font vraiment petit ... -
Utilisateurs confirmés, j'ai besoin de vous.
dach en réponse au topic de dach dans Bien choisir son imprimante 3D
Merci pour vos retour. En effet la bambulab x1 semble la machine parfaite, la terre entière vente ses qualités, mais le bed est un peu petit. La vitesse n'est pas un critère déterminant. Si la machine est fiable et ne plante jamais, elle peut tourner nuit et jour. Troodon V2.0 semble sympa comme machine https://www.3dprintersbay.com/vivedino-formbot-troodon-2 VOus avez des retours sur cette machine ? D'autres avis ? Merci à tous. . -
Utilisateurs confirmés, j'ai besoin de vous.
dach a posté un sujet dans Bien choisir son imprimante 3D
Bonjour à tous, J'ai besoin de votre avis utilisateur confirmés. Possesseur d'une Wanhaoo D9 500 au fil du temps totalement modifié pour palier sa piètre qualité. Je n'ai plus le temps de jouer avec ça et je cherche donc une imprimante ready to Print. Budget moins de 2000€ Bed 350 x 350 Impression PA6 PA12 carbon PETG Deux têtes seraient bien pour supports solubles Besoin de qualité et vitesse Un bon slicer qui ne demande pas de configurations complexes Une imprimante avec une bonne carte mère et un programme qui ne plante jamais Je résume donc: Je n'ai pas de temps pour les réglages sans fin, test à répétitions ... Je charge mon fichier, configure vitesse, hauteur de couches, épaisseurs, supports, parois et je lance le print. Je suis confiants de la fiabilité de la machine et je peux donc la laisser imprimer sans crainte ... Merci pour votre aide. . -
Filament CARBONE qui imprime ça ?
dach en réponse au topic de dach dans Consommables (filaments, résines...)
Test effectué aujourd'hui à 230° > toujours le même résultat Demain je fais l'autre extrême 275° Test du jour à 275° > toujours le même résultat Il y a quand même une amélioration, la pièce est plus "lisse" à cette température, les fibres carbones ressortent moins. Je vais finir par jeter mes 5 bobines filament carbone -
Filament CARBONE qui imprime ça ?
dach en réponse au topic de dach dans Consommables (filaments, résines...)
Résultat du test d'aujourd'hui: Bobine passée 5h dans eSun même pièce avec même slicing Tous est identique Même résultat d'accumulation sur la buse, il y en a même plus qu'hier Conclusion, pas de problème d'humidité dans le filament. Toujours pas trouvé la cause de cette accumulation -
Filament CARBONE qui imprime ça ?
dach en réponse au topic de dach dans Consommables (filaments, résines...)
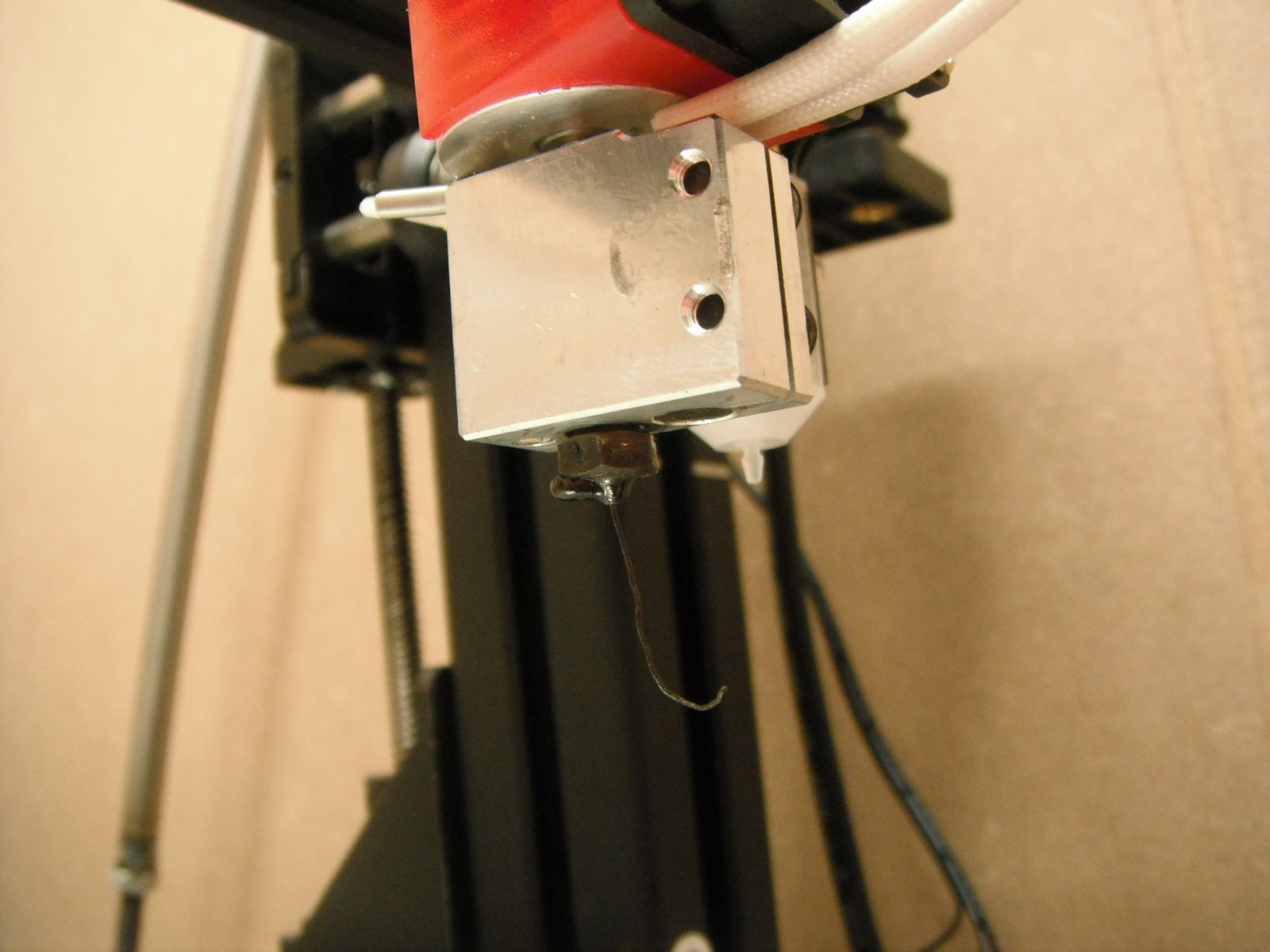
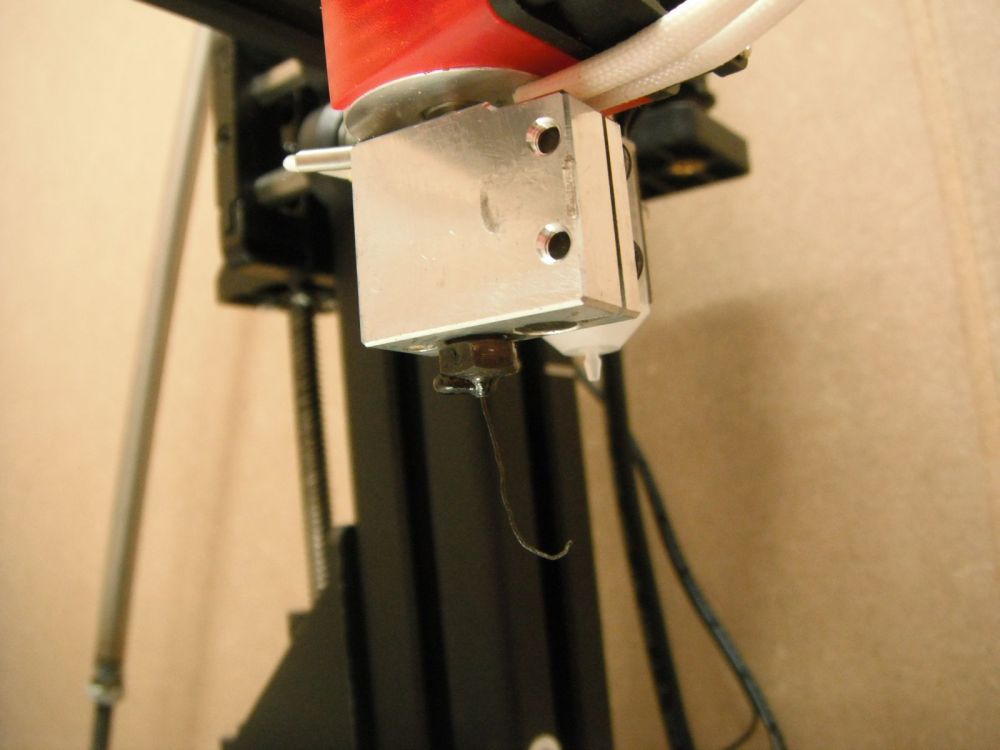
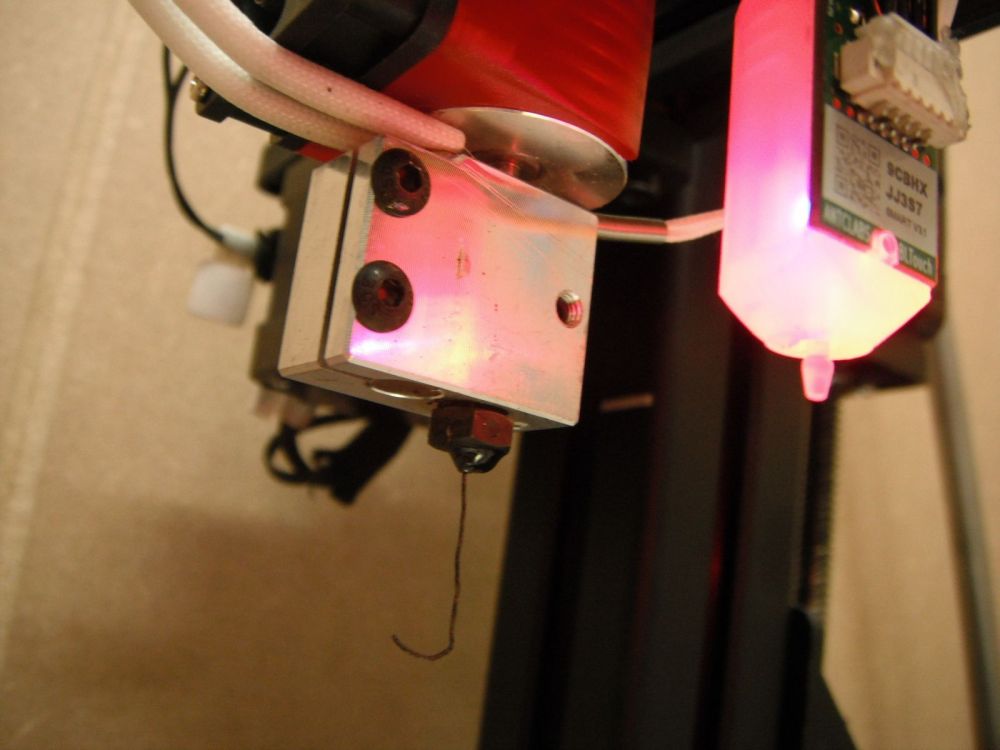
Je ne vois pas de changement avec les t°. Je ne suis pas allé au delà de 265° maximum recommandé, car dans mon esprit ça coule déjà trop facilement, peu être à tord? Je ne suis pas descendu en dessous de 240° car j'ai peur d'un manque de cohésion entre les couches. Les prints sont de très bonne qualité mécanique, ça ne casse pas, plie un peu, ne se désolidarise pas et juste en dimensions avec la largeur d'extrusion à 0.73. Bobine dans eSun 5h t°2 avant début d'impression, silicone enlevé pour la photo Voilà le résultat du test de cette après midi avec: durée d'impression 1h20 hauteur de couche 0.1 vitesse 0.3 t° 250° rétraction 1mm à vitesse 60 Demain je refait le même test avec encore 5h d'eSun, des fois que ...?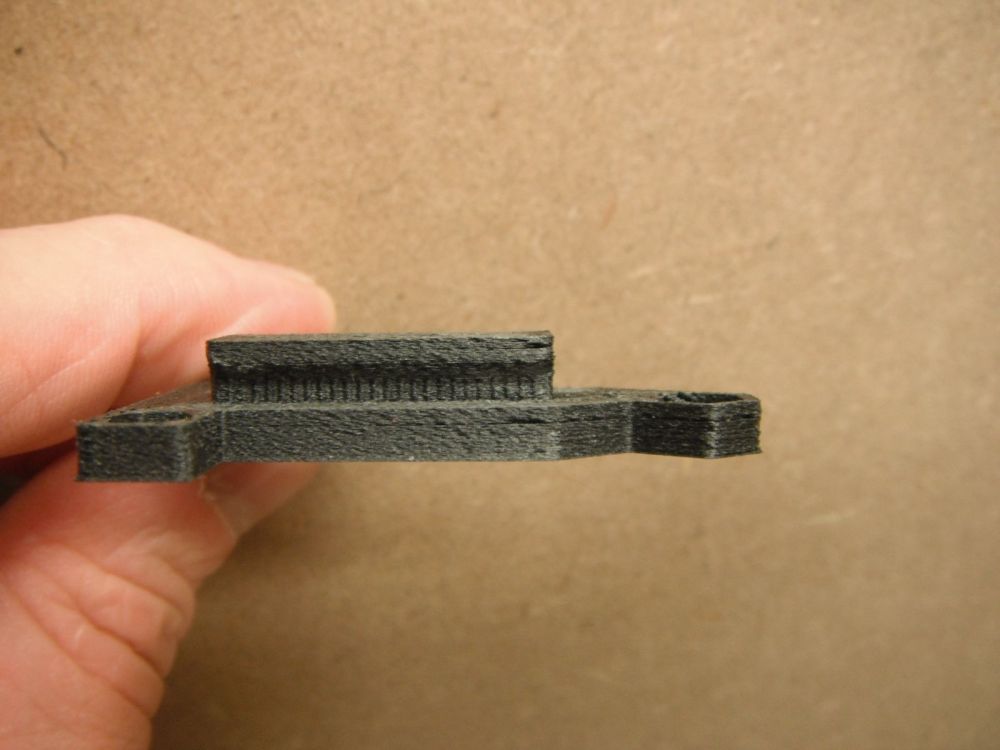

-
Filament CARBONE qui imprime ça ?
dach en réponse au topic de dach dans Consommables (filaments, résines...)
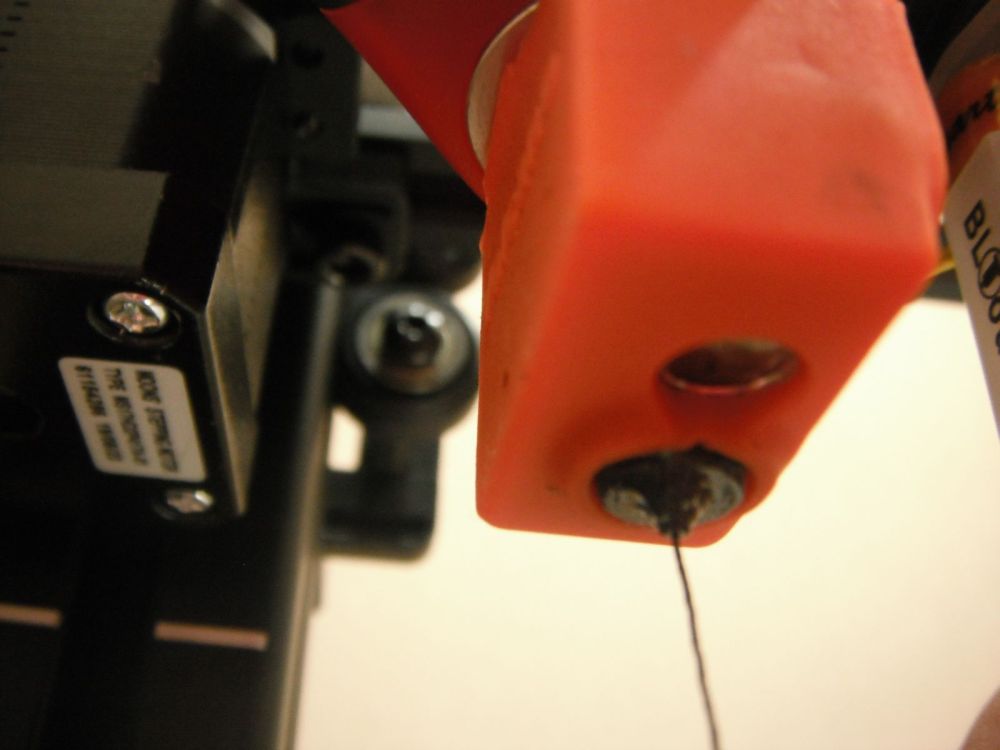
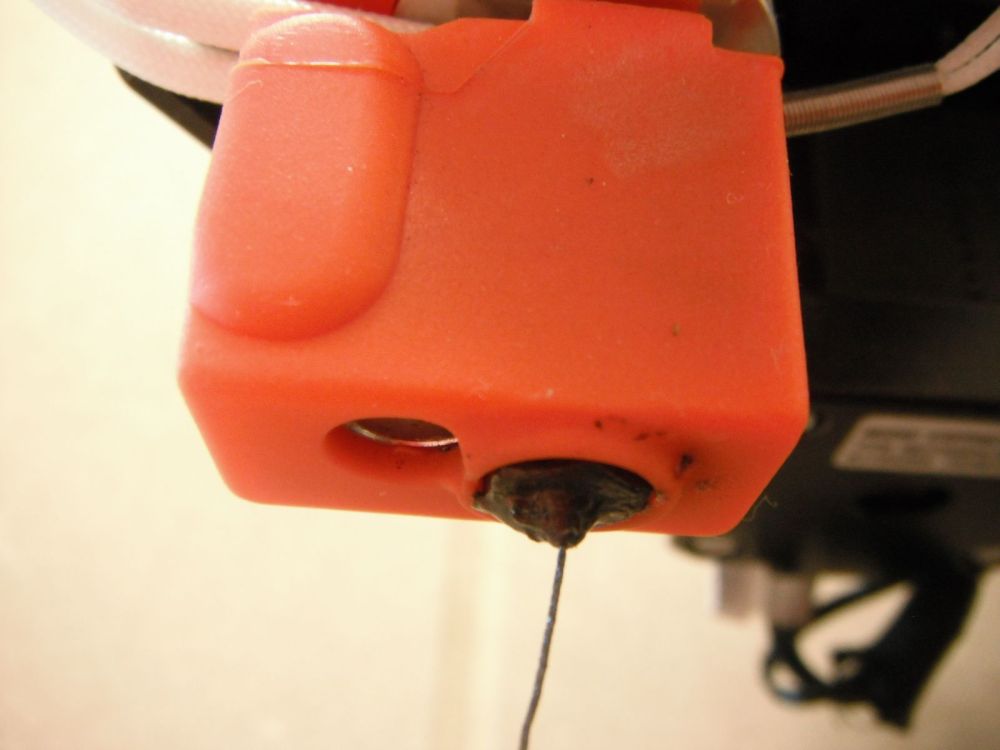
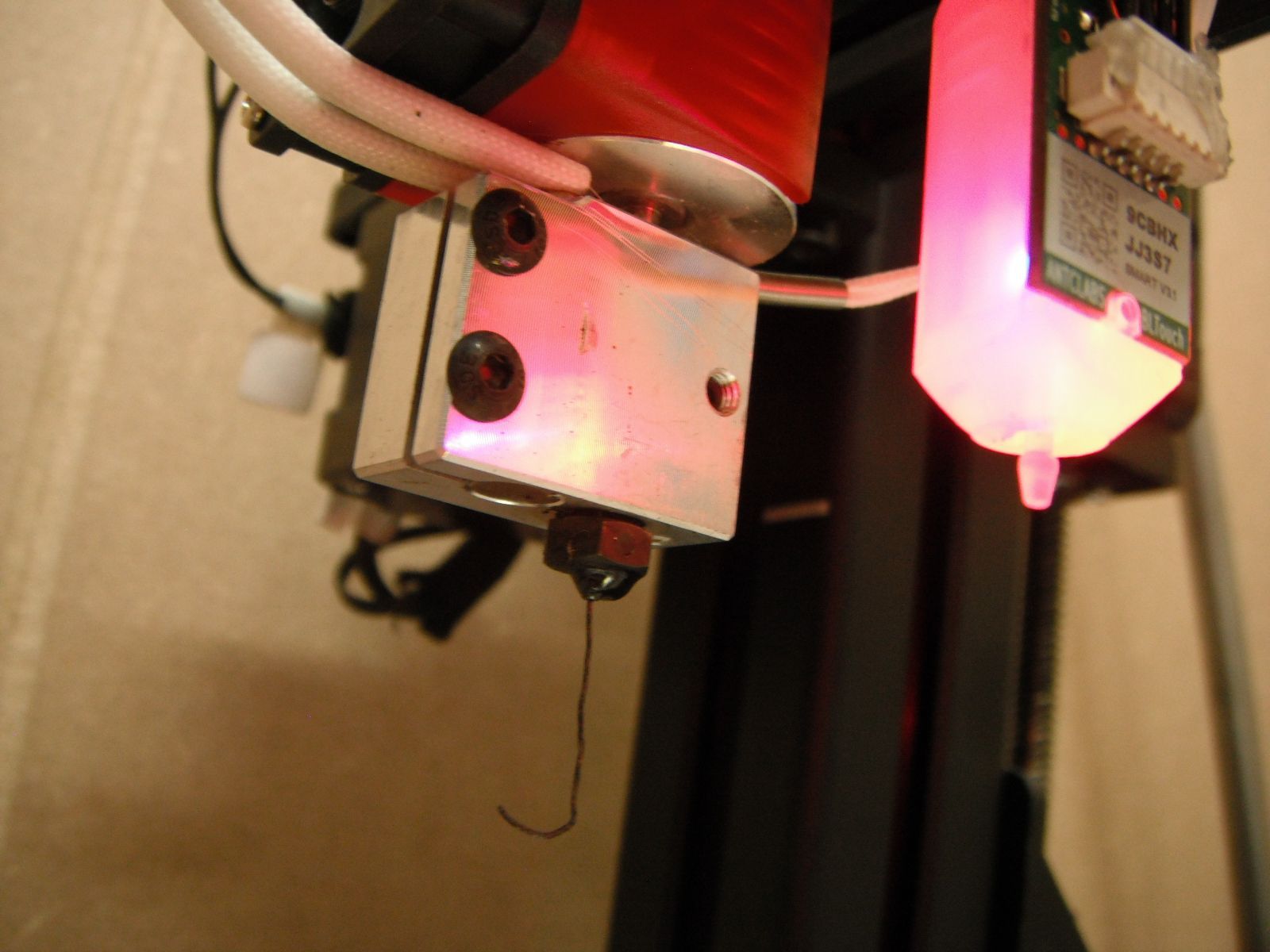
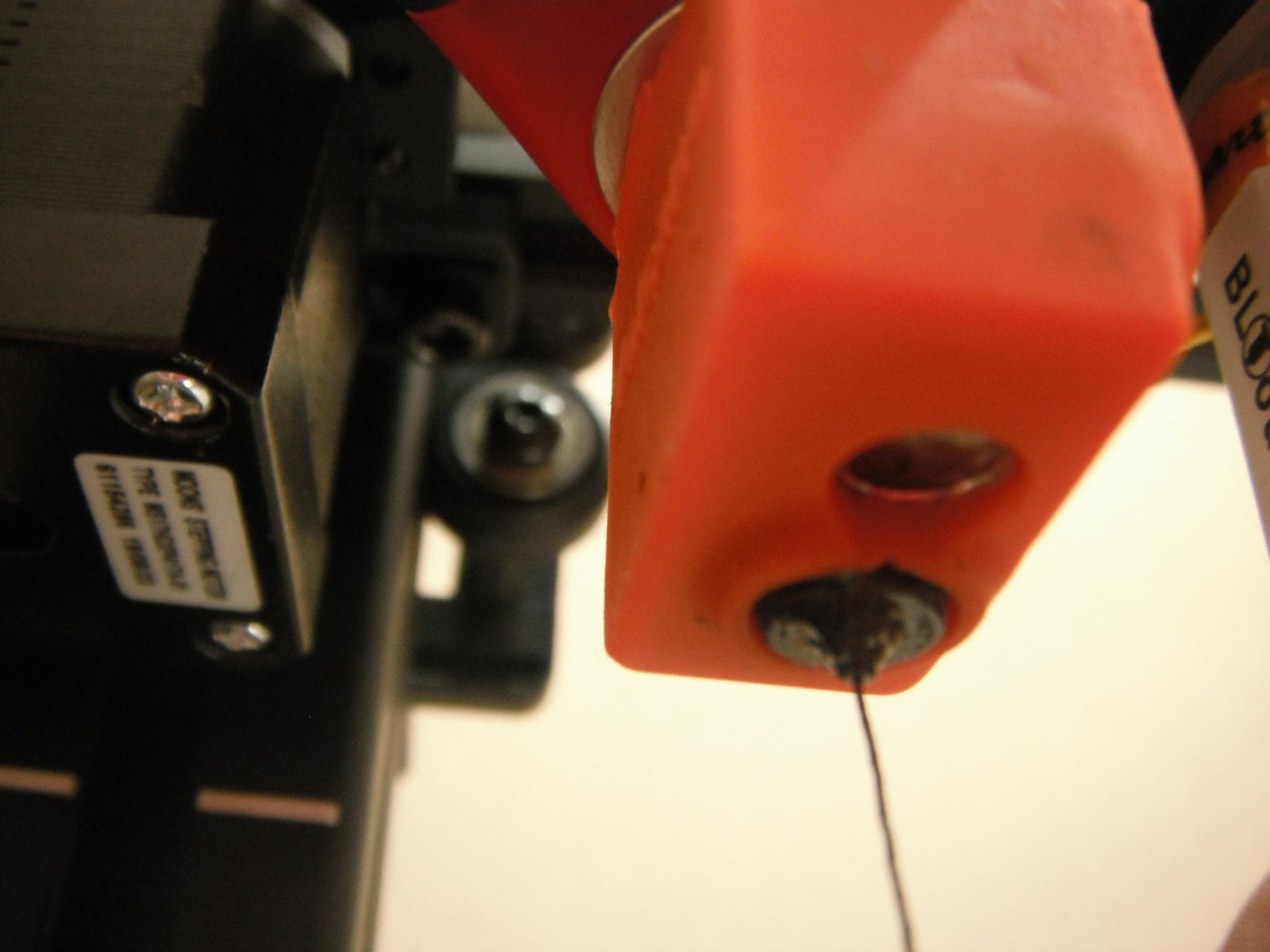
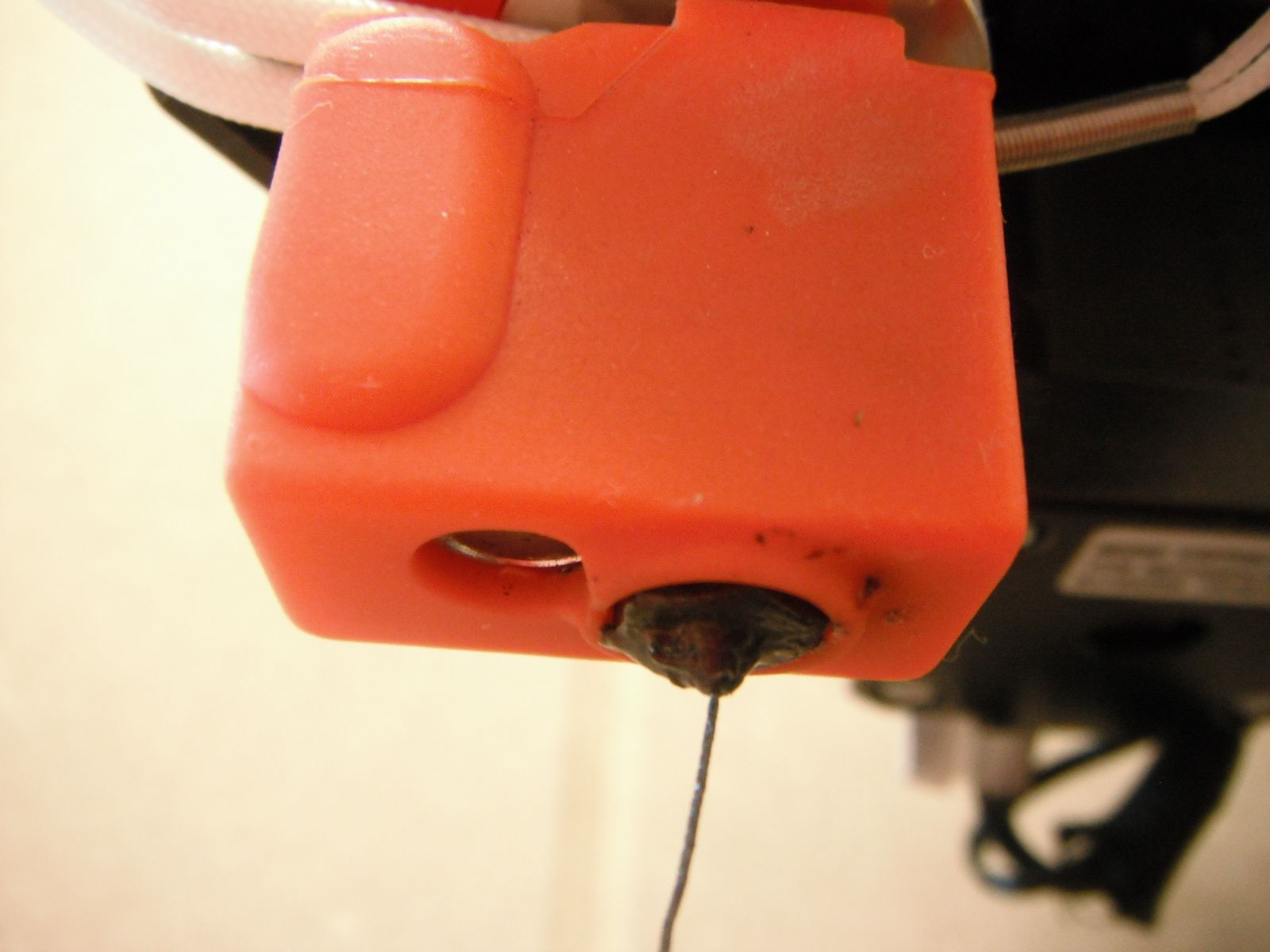
Ça remonte sur la buse, au-dessus, c'est bien étanche. C'est très difficile de voir d'où vient le problème. Le filament semble couler plus facilement de la buse que du PLA. Donc, j'ai beaucoup travaillé sur les paramètres de rétractions: vitesse, longueur, quand et où. Rien de significatif. Maintenant je me demande si ce n'est pas un problème d'humidité du filament. A la rétraction une toute petite pointe de matière reste. Lors du passage suivant à cet endroit la buse touche et refond la pointe qui vient en accumulation autour de la buse. C'est très difficile de voir, ce n'est qu'une supposition. C'est pourquoi je vais faire un dernièr essai avec la bobine déshydratée. -
Filament CARBONE qui imprime ça ?
dach en réponse au topic de dach dans Consommables (filaments, résines...)
Pour le calibrage de l'extruder, c'est fait. Je demande 100mm d'extrusion et j'ai bien ça. Par contre, la largeur du trait extrudé > l'impression du cube en une paroi sans remplissage et mesure de l'épaisseur paroi. Ce n’était pas bon, je passe de 1 à 0.73 ce qui est semble-t-il normal pour ce type de filament, je l'ai lu quelque part. Pour les t°: Je suis en caisson chaussette silicone j'ai essayé toutes les températures dans la gamme recommandées sur la bobine 240°>265° les photos, c'est après un cube 20x20x20 en simple paroi. En impression plus longue, il y a une accumulation tout autour de la buse, on ne distingue plus le cône et puis ça finit par tomber dans le print...