Alec6
-
Compteur de contenus
18 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Alec6
-

Série de gouttes au démarrage
Alec6 en réponse au topic de Alec6 dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour toutes ces précisions ces très intéressant de comprendre un peu plus le fonctionnement. Je vais testé en commentant la fin du g code. Je prenais le gcode de réglage de cura pour argent comptant ^^' -
Série de gouttes au démarrage
Alec6 en réponse au topic de Alec6 dans Entraide : Questions/Réponses sur l'impression 3D
D'accord le EXx c'est le débit ? Est ce qu'il faut que j'augmente le débit de la couche initiale ? Une vidéo si jamais. https://youtube.com/shorts/UY-_ptQuAcU?feature=share Le retard est normal mais pourquoi uniquement sur le début de la pièce et pas aux rétractation suivantes ? Du coup je vais resté sur la jupe pour assurer le coup -
Série de gouttes au démarrage
Alec6 en réponse au topic de Alec6 dans Entraide : Questions/Réponses sur l'impression 3D
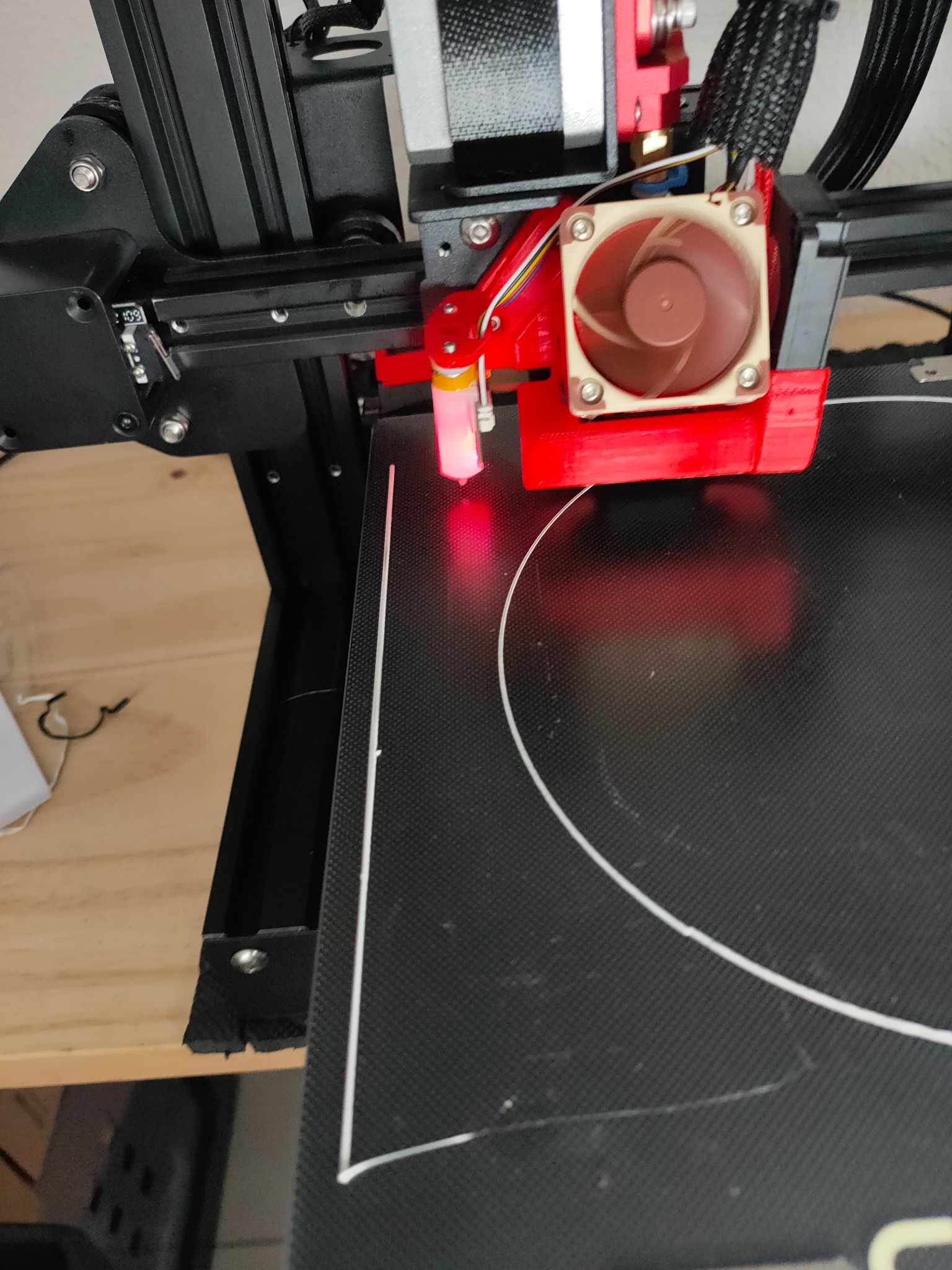
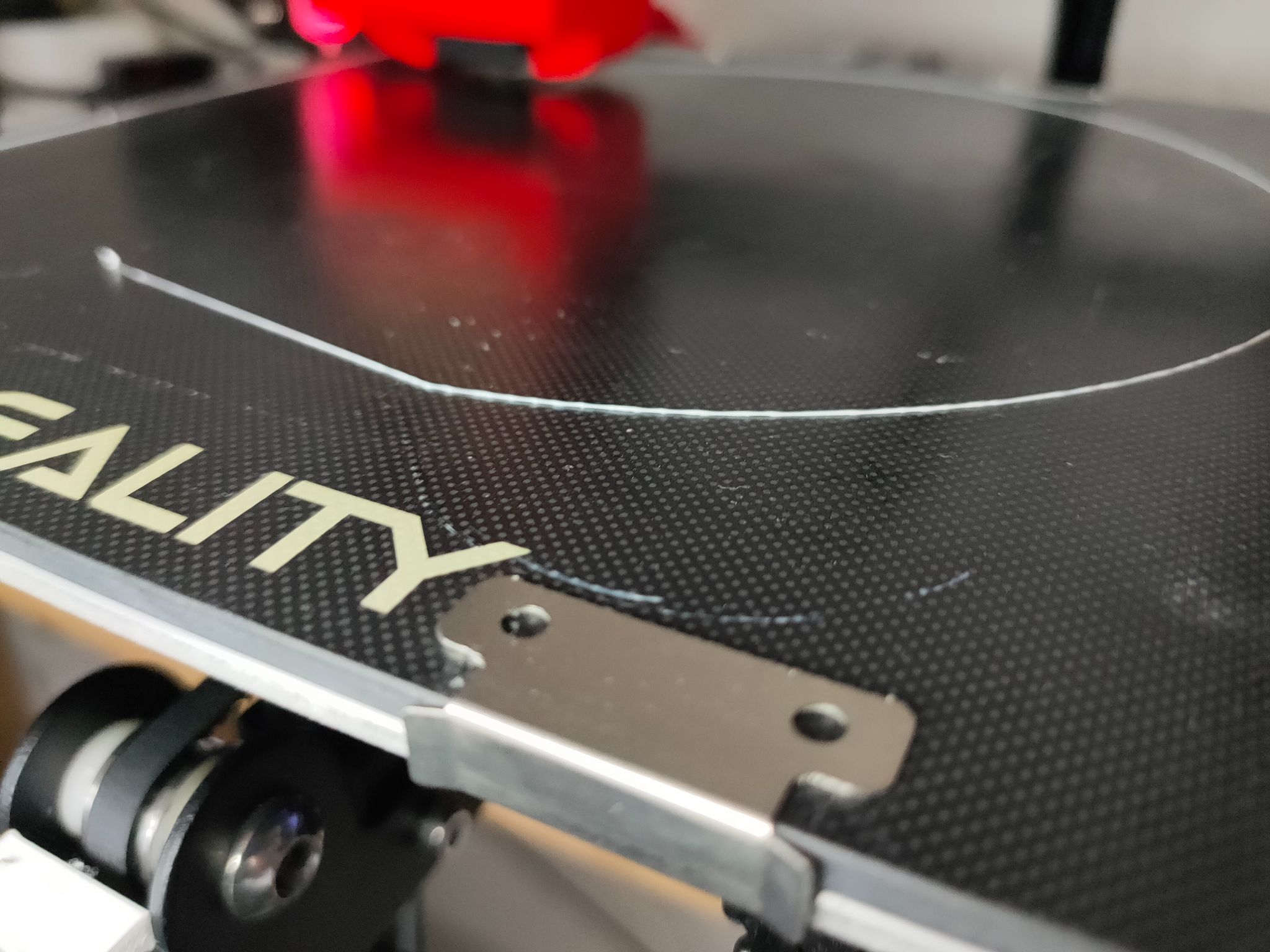
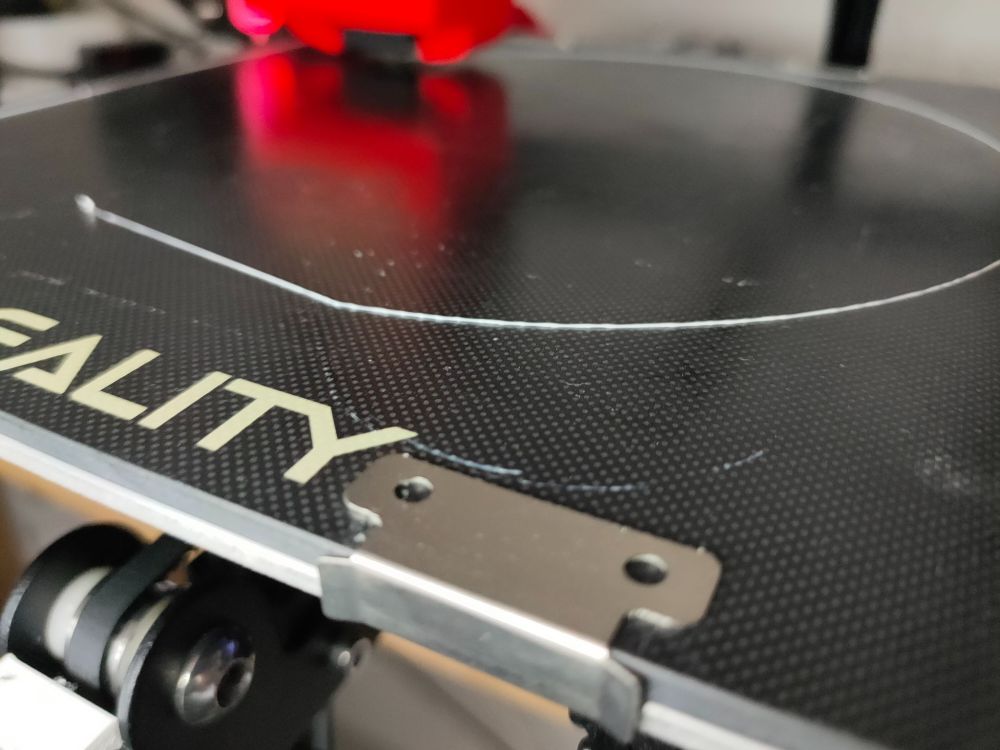
Bonjour voici des photos. Ce matin pas de goutelettes mais un retard entre le moment où la buse attaque et le moment où le filaments sort. Je sais pas si ça ressort sur les photos mais le fil n'est pas plein ça fait comme des petits ponts au début, alors que le trait de purge est nickel lui. .. Le trait de purge prend il en compte les paramètres de vitesse et de débit de la couche initiale ou est ce a part?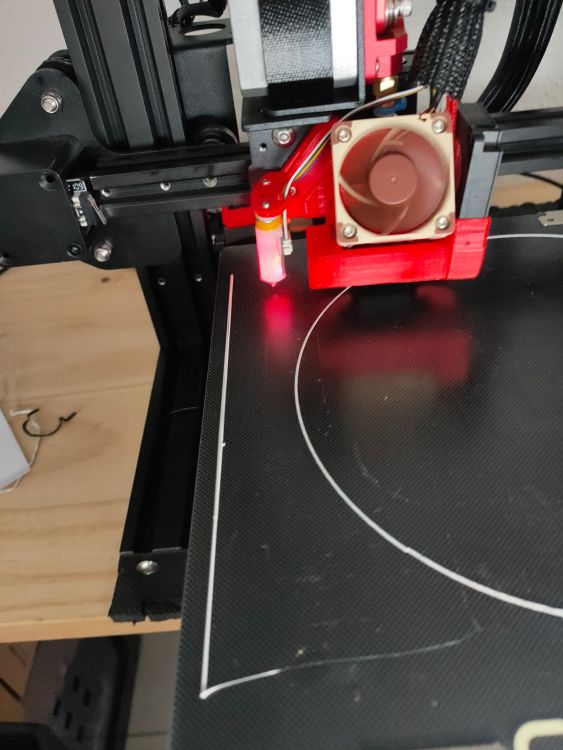
-
Série de gouttes au démarrage
Alec6 en réponse au topic de Alec6 dans Entraide : Questions/Réponses sur l'impression 3D
Merci du conseil je vais opter pour la jupe le temps de trouver un correctif Je vais essayer de faire des photos demain -
Série de gouttes au démarrage
Alec6 en réponse au topic de Alec6 dans Entraide : Questions/Réponses sur l'impression 3D
D'accord je vais rectifier cette distance Pour le volume supplémentaires à l'amorçage il était a 0 et justement ça fonctionnait pas c'est pour ça que j'ai mis 1.5 en pensant que ça rajouterais de la matière au début de l'impression mais ce n'est pas hyper probant je ne sais pas si il y a un autre moyen ou si c'est la rétractation qui est trop importante ? -
Série de gouttes au démarrage
Alec6 en réponse au topic de Alec6 dans Entraide : Questions/Réponses sur l'impression 3D
Ah d'accord je ne sais pas d'où vient cette modification. Voici mes paramètres ( attention les yeux ^^' j'ai beaucoup trifouiller) Perso.html -
Série de gouttes au démarrage
Alec6 en réponse au topic de Alec6 dans Entraide : Questions/Réponses sur l'impression 3D
Justement j'ai le problème sur ce g code ^^' . J'avais d'entrée de jeux mis les paramètres de rétractation tel que cité au dessus -
Série de gouttes au démarrage
Alec6 en réponse au topic de Alec6 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour merci pour ces pistes, J'ai passé la rétractation à 0.8 mm et 30mm/s Je n'ai pas trouvé la ligne qui pourrait me générer cela au g code de démarrage a part le reset extrudeur. Un petit gcode pour vous montrer CE3_CarreVIdeTest.gcode -
Série de gouttes au démarrage
Alec6 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour voilà je viens de modifier ma Ender 3 pour la passer un direct Drive . J'ai refais les calibrages step moteur et extrudeur . Je testé des prints qui me paraissent propre mais j'ai un soucis. (Je slice avec Cura) Au démarrage l'imprimante fait son trait de purge sur le côté nickel. Après la tête se déplace et lorsquelle attaque la pièce le premier "trait" de l'impression ce n'est pas un trait mais une série de points espacés. Au bout de 5 sec le flux est de nouveau constant et le filaments s'écoule normalement ... Je ne sais pas sur quel paramètres je dois jouer , débit ? Rétractation ? Première couche ? Si vous avez des pistes je suis preneur . Merci d'avance bonne soirée . -
Bonjour, Voilà je me présente Alexis 33ans. J'ai commencé l'impression 3d il y a 1 ans et j'essai d'apprendre tout les jours à travers des vidéos et ce forum ;). J'ai une ender 3 modifié avec : - Plateau en verre texturé - Bl touch - direct Drive - ventilateurs silencieux - capteur de fin de filaments. Je suis sous marlin 2.1.1 bonne soirée les printers.
-
Bon au final le changement de sonde lui a fait beaucoup de bien. Celles que j'ai acheté sont plus rigides donc plus facile à maintenir en place. J'ai mis du frein filet sur la fils de maintient pour qu'elle tienne sans avoir a trop serrer. Et je suis partis sur un système de ventilation HeroMe retravailler pour la ventilation. Y a plus qu'à test le print maudit ^^' . Merci de vos retour en tout cas
-
Oui désolé pour les termes je ne suis pas au point sur ces notions ^^' la consigne est de 210° . J'ai déjà essayer avec le conduit d'origine mais j'avais des soucis d'accroche avec le filament . Je vais changer la sonde demain, on est d'accord que la visse ne sert qu'à maintenir les fil en position ? car j'ai peur de trop serrer une nouvelle fois T.T Je suis en train de print un HeroMe pour la ventilation je vais tenter mais ce qui est étrange c'est que pour print ce genre de pièce je n'ai pas de soucis de variation de température Ci joint la pièce qui me pose soucis à print Rugged_Organizer_Top_V2.STL
-
Bonjour, Dsl pour l'échelle le delta était entre 203° au plus bas jusqu'à 213 au plus haut donc ±10°
-
Merci des infos. J'ai déjà remis la chaussette en silicone. Pour la sonde de température le soucis c'est que j'ai peur de trop serrer car la dernière fois cela m'a généré une erreur de température. Je l'ai serré mais pas comme un bourin. Je précise aussi que cela ne me le fait principalement sur un print spécifique est ce que la forme de la pièce peut jouer sur la température et la ventilation ? Si oui est il opportun de baisser la vitesse des ventilateurs ?
-
Bonjour, Je me permets de déterrer ce topic car j'ai exactement le même soucis. J'ai installer un vent ring sur la partie ventilation est ce que cela peut être à l'origine du problème ? Si oui vaut il mieux laisser l'enbout du ventilateur latéral d'origine ou installer un système différent genre bullseye ? J'ai également fait le PID mais pas encore changer ma sonde de température. Merci d'avance
-
J'ai effectué les réglages : - Calibrer le diamètre du filament - Nivelage du lit manuellement Pour le test j'ai utilisé un gcode fournit sur la carte SD pour une figurine de chien, un cube est-il préférable ? Je n'ai pas fait : - Calibrer le multiplicateur d’extrusion Et pour : - Calibrer le pas des axes XYZ - Affiner le PID de la tête de chauffe Je ne sais pas ce qu'est le M503 ? Je ne connais pas non plus le tour de température si tu peux éclairer ma lanterne

-
Merci pour les infos . Je vais investir dans un bidon d'alcool Isopropylique. Je vais monter la température du bed sur la prochaine impression. D'accord oui effectivement il a du continuer dans le vide quand la pièce c'est déplacée . Merci pour les infos !
-
Bonjour, Le support CREALITY est neuf et je ne l'ai pas nettoyer particulièrement avant de lancer l'impression. Je suis sur du PLA avec 200° de buse et 50 ° de bed. La première couche semble avoir prise partout sauf sur une pièce. Après pour le réglage du plateau je l'ai fait avec une feuille pour qu'elle accroche a la buse sans pour autant être bloquée. Y a t'il d'autres informations qui pourraient être utiles au diagnostic ?
-
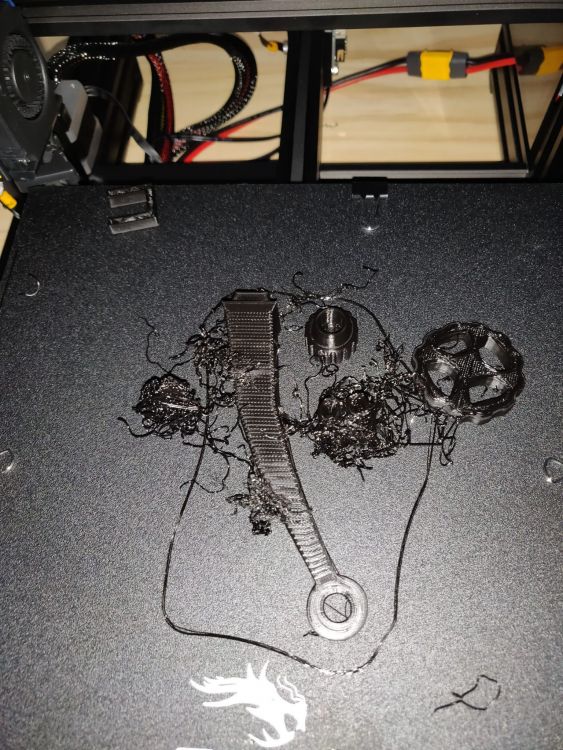
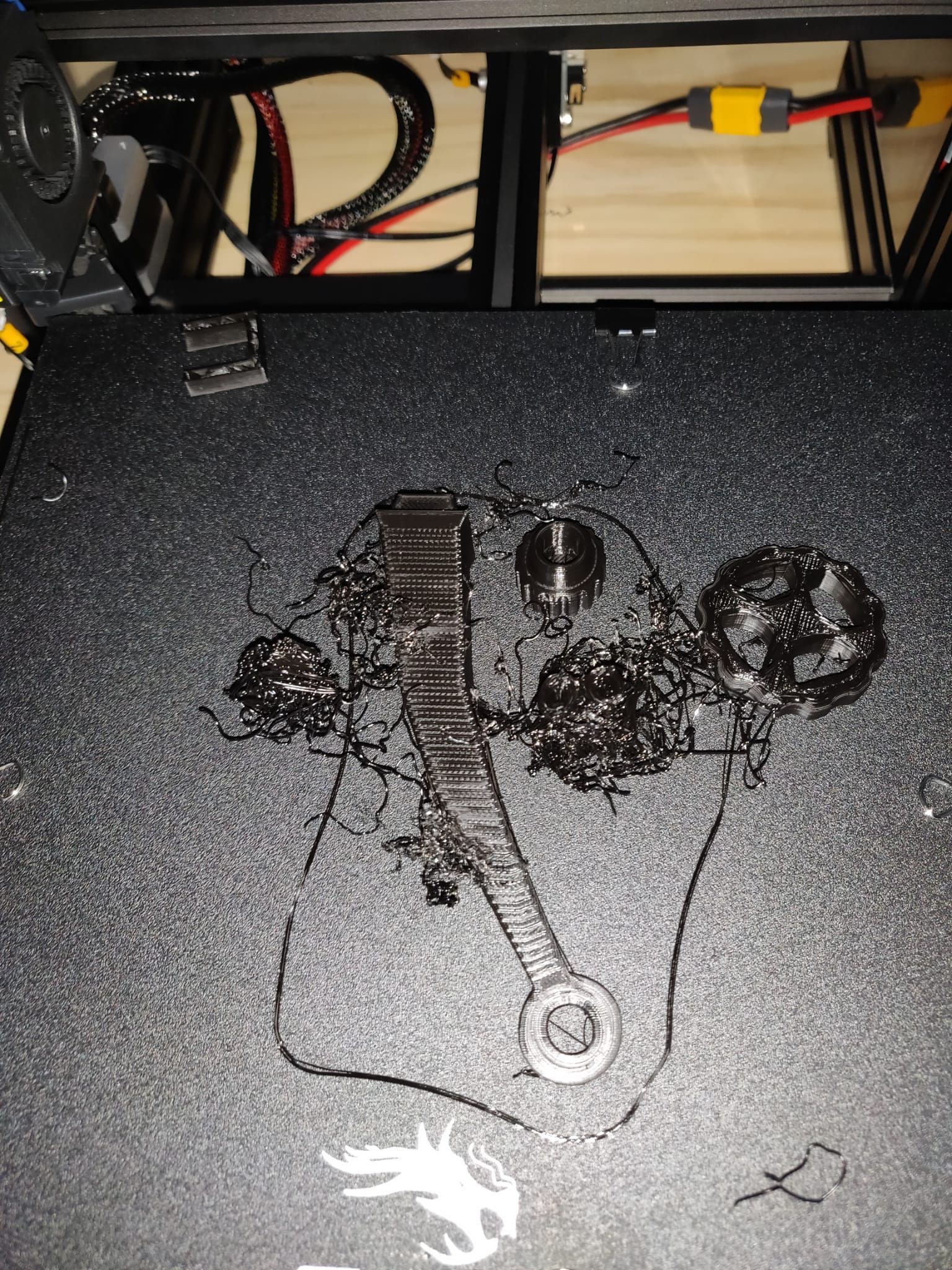
Bonjour, Je n'ai pas réussi à trouver de post correspondant donc je me permets de créer un nouveau fil si j'ai mal cherché dsl d'avance ^^'. Je viens de me faire offrir une Ender 3 et je débute l'impression 3d. J'ai réussi à faire le petit chien de test . Aujourd'hui j'ai voulu imprimer plusieurs pièces pour l'imprimante mais j'ai eu un loupé. Une pièce c'est 'décollée' et retrouvée en bout de plateau et j'ai pleins de filaments partout. D'où vient ce genre de problème ? Réglage de plateau / température ? Préparation via Cura ? Merci d'avance bonne journée.