Corret
-
Compteur de contenus
67 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Corret
-
Première impression avec du petg
Corret en réponse au topic de Corret dans Consommables (filaments, résines...)
J'ai enfin résolu mon problème, j'ai passé la hauteur de couche a 0.25 et maintenant c'est nickel. Pour la temperature je vais essayer en mettant plus bas mais quand j'ai testé cette config ca a bien marché. En quoi la temperature va abimer mon filament PETG? il va jusqu'à 250° -
Première impression avec du petg
Corret en réponse au topic de Corret dans Consommables (filaments, résines...)
Avec une température d'impression de 245, un bed à 80, vitesse à 40 mm/s et refroidissement à 10% j'ai beaucoup mieux mais pourquoi ai-je encore cette sous extrusion? Elle s'est faite sur la fin de l'impression et avant tout est nickel, quelques cheveux d'ange mais rien de grave.
-
Première impression avec du petg
Corret en réponse au topic de Corret dans Consommables (filaments, résines...)
Je trouve ce réglage ou? Je suis sur cura et je trouve pas. Nouvelle impression avec les nouveaux paramètres (bed à 80, extrusion à 225, hauteur de couche 0,16 en initiale puis 0.2,ventilateur à 10%, vitesse à 50mm/s) J'ai interrompu l'impression en voyant le résultat
-
Première impression avec du petg
Corret en réponse au topic de Corret dans Consommables (filaments, résines...)
Je prends note, pour la densité d'extrusion c'est bien le remplissage de la pièce ? J'ai mis 40% car c'est un proto mais d'habitude je met 80% -
Première impression avec du petg
Corret en réponse au topic de Corret dans Consommables (filaments, résines...)
Oui 0,35 pour la couche. C'est quoi des bumps ? Merci pour ta réponse je reteste demain avec ces paramètres -
Bonjour, J'ai aujourd'hui testé l'impression avec du petg et je rencontre un problème : l'impression n'est pas bien effectuée partout. La bobine est neuve et je l'ai ouverte juste avant l'impression. En paramètres : impression à 235°, bed à 65°, épaisseur du fil à 0.35 (pour une buse de 0.4) et ventilateur à 50%. Voici une photo de l'impression Merci d'avance

-
Reglage définitif du leveling
Corret en réponse au topic de Corret dans Discussions sur les imprimantes 3D
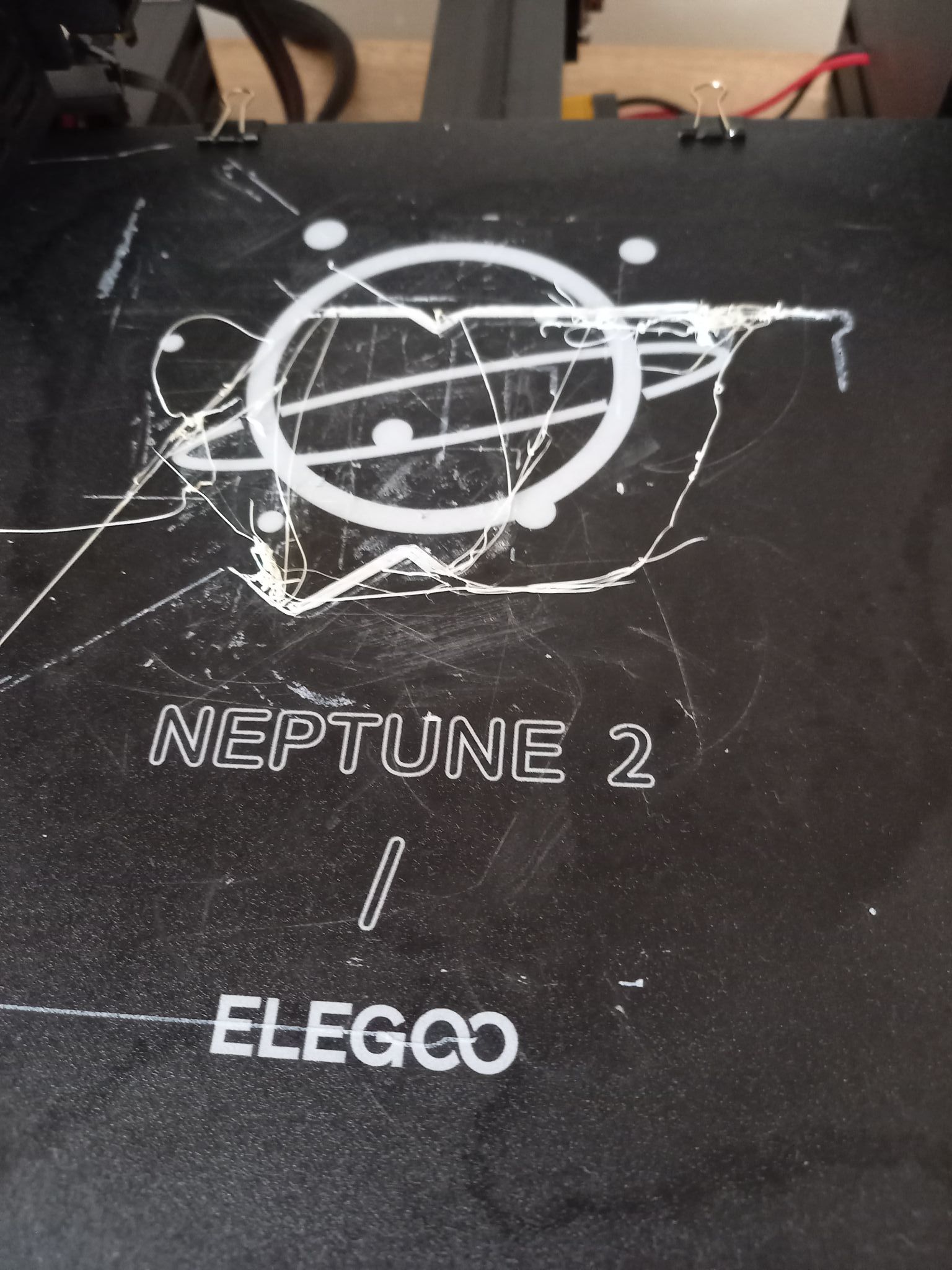
Ça s'améliore apparemment La j'ai le même problème qu'au départ c'est trop serré au milieu ce qui donne une couche trop fine. Par contre sur le côté droit la c'est un poil trop haut.

-
Reglage définitif du leveling
Corret en réponse au topic de Corret dans Discussions sur les imprimantes 3D
Le nettoyage est en cours mais pas évident sans risque d'abîmer la plaque. Ok pour le serrage -
Reglage définitif du leveling
Corret en réponse au topic de Corret dans Discussions sur les imprimantes 3D
Je sais bien. -
Reglage définitif du leveling
Corret en réponse au topic de Corret dans Discussions sur les imprimantes 3D
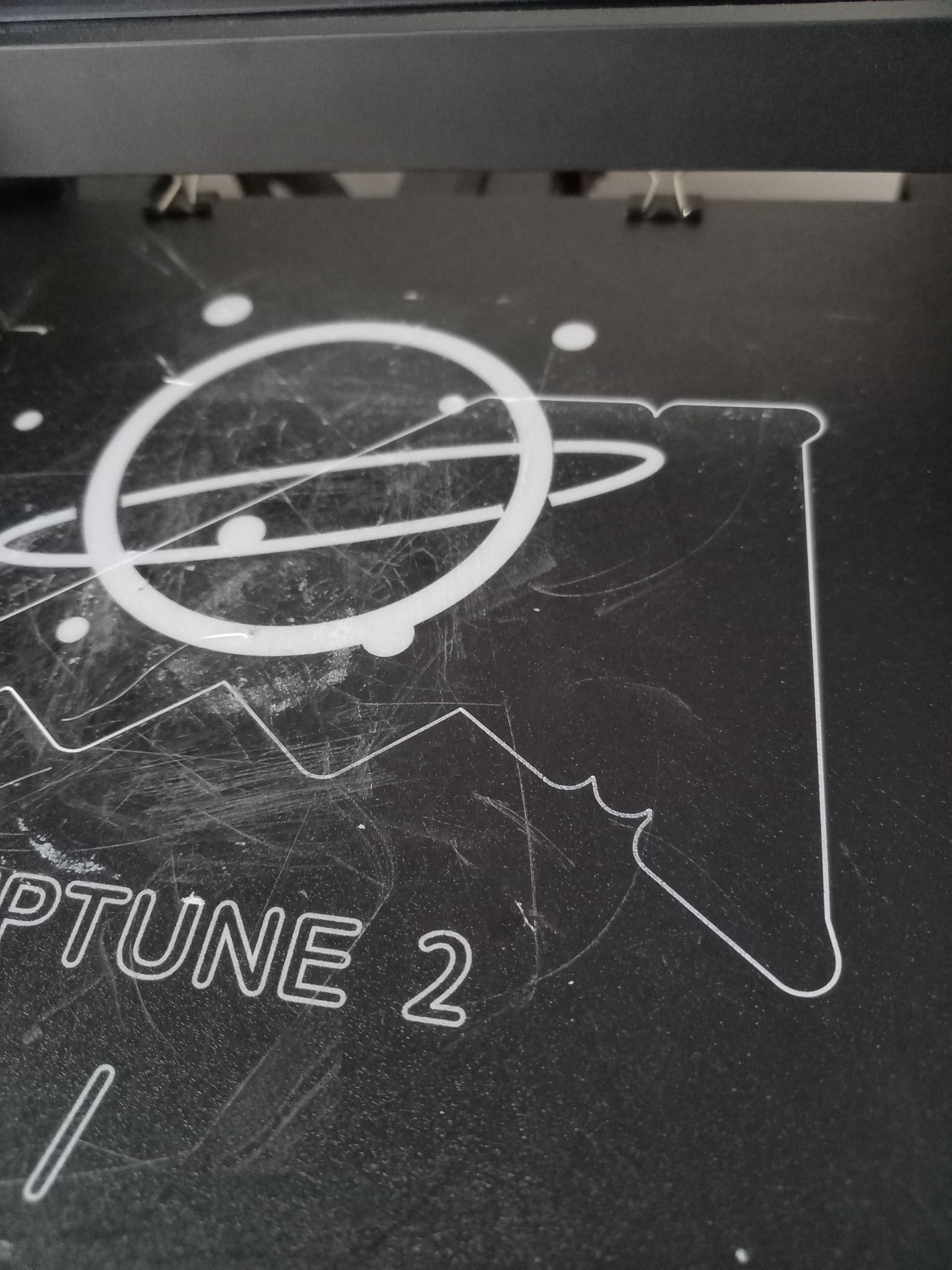
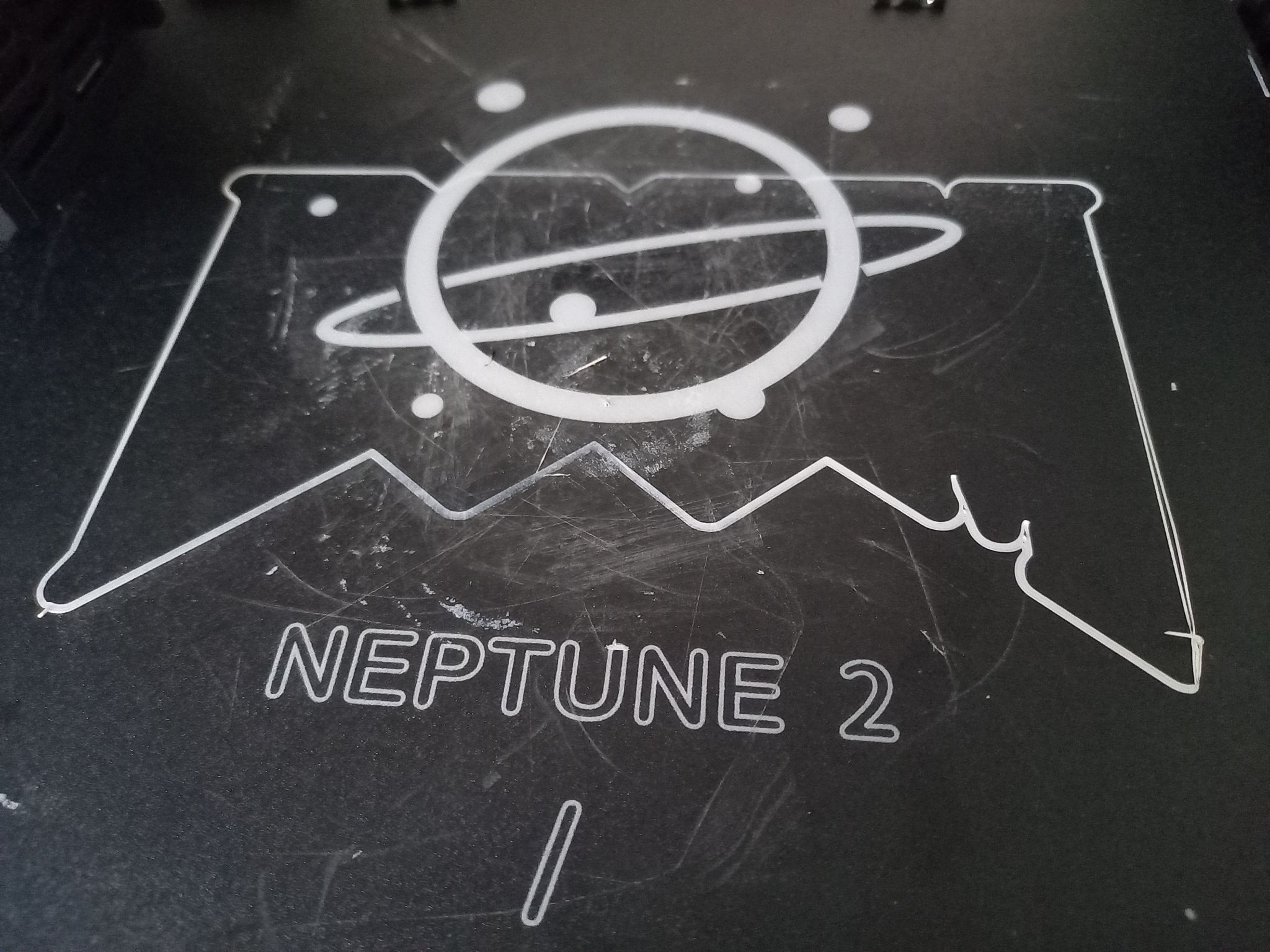
Voilà DOOM_LAMP.stl -
Reglage définitif du leveling
Corret en réponse au topic de Corret dans Discussions sur les imprimantes 3D
Alors voilà le début d'une impression avec le leveling actuel. Il s'agit normalement du logo du jeu DOOM. Comme vous pouvez le constater c'est pas bon.
-
Reglage définitif du leveling
Corret en réponse au topic de Corret dans Discussions sur les imprimantes 3D
Je les ferai demain. En fait je n'arrive pas a mettre la buse à la bonne hauteur sur tout le plateau. Du coup à certains endroits l'impression est impeccable et à d'autre le fil n'adhère pas au plateau -
Reglage définitif du leveling
Corret en réponse au topic de Corret dans Discussions sur les imprimantes 3D
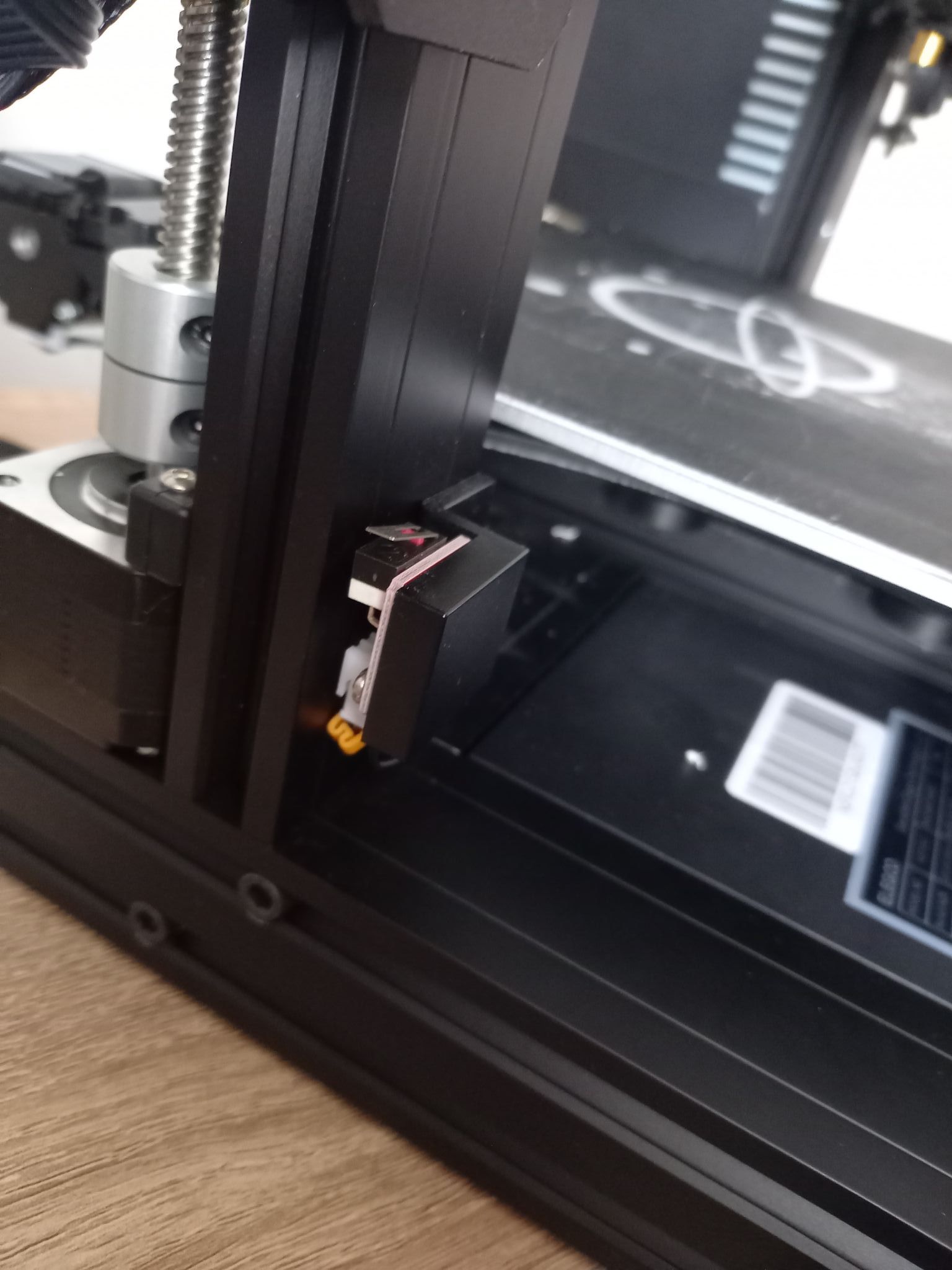
Parce que je passe mon temps à visser dévisser le endstop z puis régler avec la feuille a4 et que ça marche pas. Même quand les 5 points sont bons l'impression fait de la merde -
Reglage définitif du leveling
Corret en réponse au topic de Corret dans Discussions sur les imprimantes 3D
Nan mais c'est impossible de faire bouger un truc de 0.05mm. C'est pas réglable. -
Reglage définitif du leveling
Corret en réponse au topic de Corret dans Discussions sur les imprimantes 3D
Oui enfin la ça fait 3 aprèm dessus et toujours pas réussi a la régler -
Reglage définitif du leveling
Corret en réponse au topic de Corret dans Discussions sur les imprimantes 3D
Je crois que je vais péter un cable avec cette imprimante -
Reglage définitif du leveling
Corret en réponse au topic de Corret dans Discussions sur les imprimantes 3D
Alors je l'ai descendu tout en bas et la buse appuie sur le plateau pendant qu'elle se positionne pour le leveling. A part serrer a fond les ressorts je vois pas ce que je peux faire. D'autant que je comprend pas comment utiliser le offset z -
Reglage définitif du leveling
Corret en réponse au topic de Corret dans Discussions sur les imprimantes 3D
Je comprends pas. Je suis novice dans l'impression 3d donc certain termes sont exotiques -
Reglage définitif du leveling
Corret en réponse au topic de Corret dans Discussions sur les imprimantes 3D


-
Reglage définitif du leveling
Corret en réponse au topic de Corret dans Discussions sur les imprimantes 3D
Bon déjà je ressere les bonnes vis c'est un bon point merci -
Reglage définitif du leveling
Corret en réponse au topic de Corret dans Discussions sur les imprimantes 3D
Un excentrique? Je ressere les vis du dessous du plateau mais c'est long -
Reglage définitif du leveling
Corret en réponse au topic de Corret dans Discussions sur les imprimantes 3D
Si j'y touche légèrement il "tangue" comme un bateau. Et ça fausse les réglages des molettes -
Reglage définitif du leveling
Corret en réponse au topic de Corret dans Discussions sur les imprimantes 3D
Nouveau problème : le plateau est bancale -
Reglage définitif du leveling
Corret en réponse au topic de Corret dans Discussions sur les imprimantes 3D
C'était pas marqué qu'il fallait mettre ces bagues là je risquais pas de les mettres

-
Reglage définitif du leveling
Corret en réponse au topic de Corret dans Discussions sur les imprimantes 3D
Je dois être débile c'est pas possible ça marche pas. Quand je compresse les ressorts l'écart entre la buse et le plateau augmente. Je viens de mettre le offset à 0 Selon vous est-ce que je fait une remise à niveau complète ou pas? Quelles bagues?