Legrosnonos
-
Compteur de contenus
10 -
Inscrit(e) le
-
Dernière visite
Récompenses de Legrosnonos
")




-
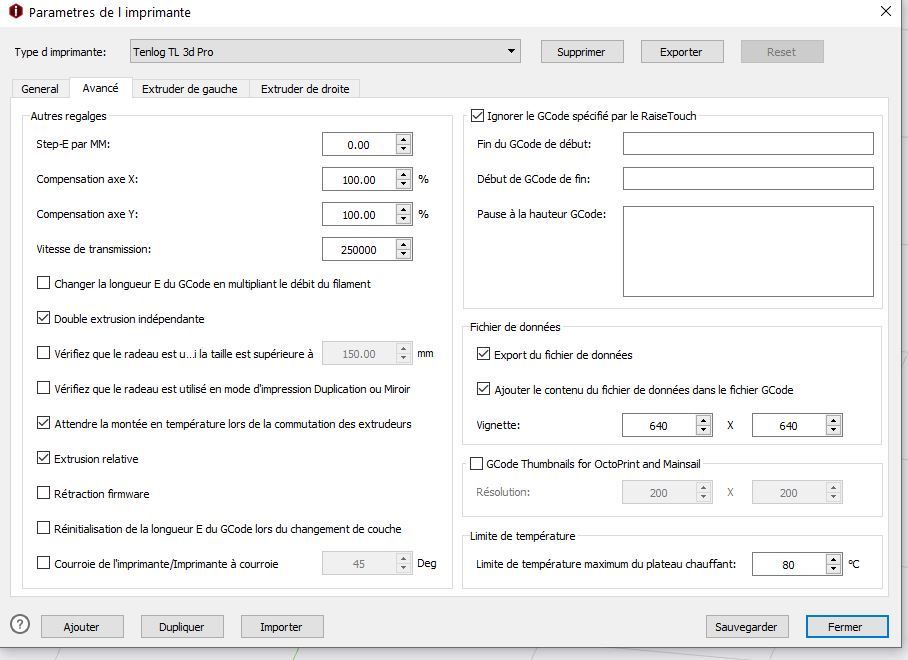
Bonjour Messieurs, Je reviens à la charge avec le post "boulette au démarrage " afin qu'il remonte en tête de liste. Après plusieurs essais, je n'arrive pas à trouver ce paramètre. A quel endroit IDEA écrit ce Gcode ?? Avec l'extrudeur T0 la première couche est parfaite. Dès l'arrivée de l'extrudeur T1, boulette. La boulette est aléatoire. Si je met un bouclier de purge ou radeau, la boulette intervient sur l'extrudeur T0. Voici en PJ le STL "test", les paramètres machine, et la vidéo. Sur la vidéo l'extrudeur T1 imprime la première couche du radeau. Merci d'avance boulette-060122_6g9hKmyA.mp4 PLA + MPVA 01.01.22 bis-export.bin Test Table.STL
-
Débit excessif sur les tours de purge et bouclier
Legrosnonos en réponse au topic de Legrosnonos dans Tenlog
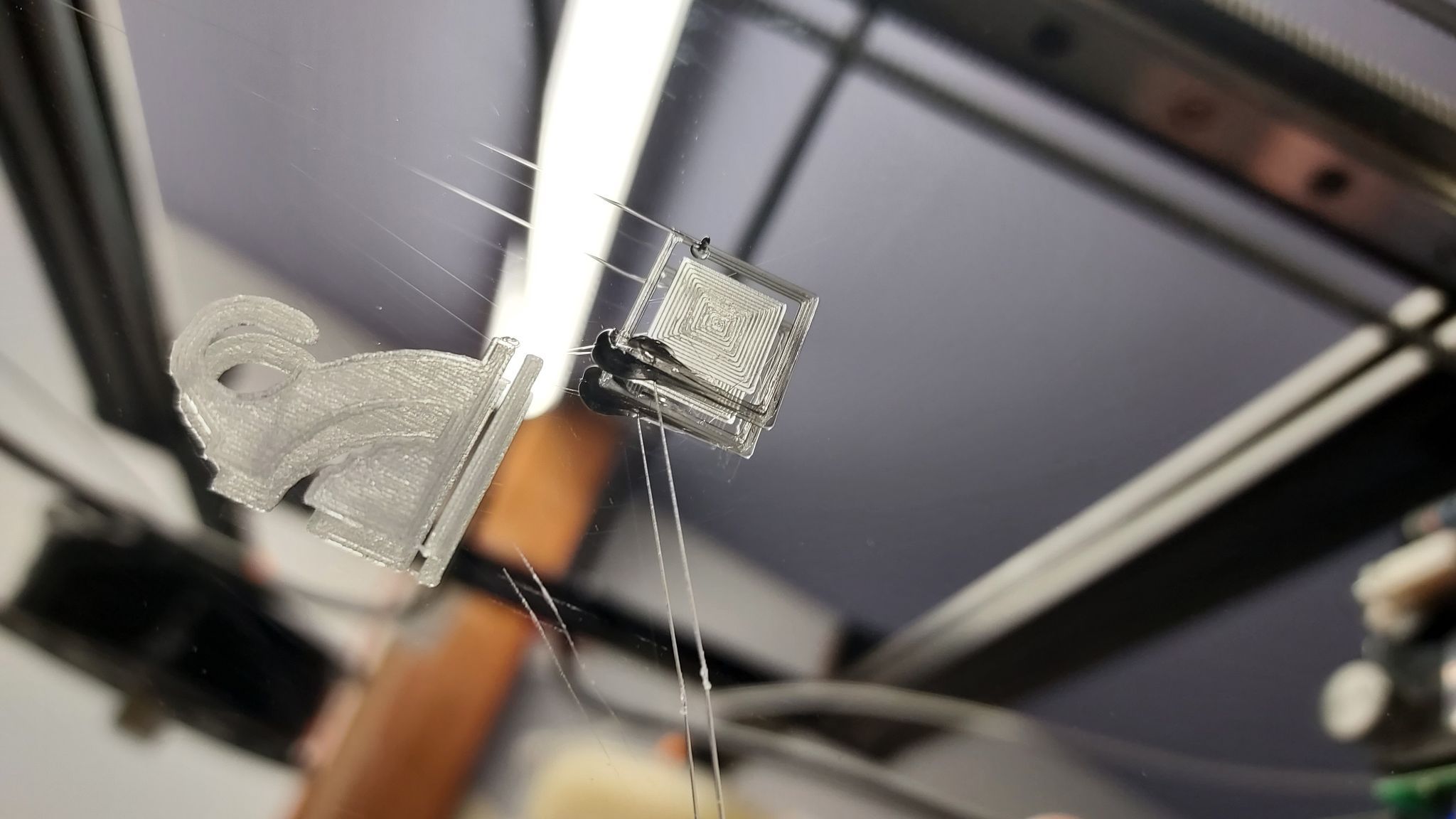
Merci vap38, En effet ça fonctionne, beaux résultat avec des supports. En fait la pièce n'est qu'un test, je veux simplement réduire l'excédant de matière au démarrage de la tour de purge ou bouclier. Les pièces à venir ne pourrons pas être imprimées sans PVA. Dans Idea il n'y a pas de réglage sur le débit pour les boucliers. Du coup j'ai toujours une boulette au démarrage qui est ensuite accrochée au second tour du bouclier. Je pense qu'il faille modifier dans le Gcode du bouclier de purge ..... -
Débit excessif sur les tours de purge et bouclier
Legrosnonos en réponse au topic de Legrosnonos dans Tenlog
Merci pour ta réponse methylene67, J'ai rentrer les paramètres comme les tiens, même chose...... Avec tour de purge. Par contre comme fais-tu pour définir la vitesse de transmission ? Merci Vap38, Je te renvois le stl .... en double extrusion il faut une période d'apprentissage "c'est quoi?" Déjà les purges des extrudeurs tapent dans les pinces chez moi "J'ai modifier l'emplacement du fin de course Y provisoirement" Envois moi les paramètres de ta machine pour que je puisse comparer ?? Merci Test Mpva 1.STL
-
Débit excessif sur les tours de purge et bouclier
Legrosnonos en réponse au topic de Legrosnonos dans Tenlog
Merci beaucoup pour cette réponse de "pro" Je ne trouve pas où ce trouve la coche détection de filament ?? Après je fait un essai. Re, Catastrophe ?!:?.: On va y arrivé......... En ayant décoché l'extrusion relative l'extrudeur c'est mi a tourner comme un fou et posé des pâtés Voici un autre fichier GCODE plus simplifié pour faire des essais. Pas si simple le bougre. Merci Test Mpva 1.gcode Re, Catastrophe ?!:?.: On va y arrivé......... En ayant décoché l'extrusion relative l'extrudeur c'est mi a tourner comme un fou et posé des pâtés Voici un autre fichier GCODE plus simplifié pour faire des essais. Pas si simple le bougre. Merci J'avais oublié......le fichier Gcode de test. Test Mpva 1.gcode -
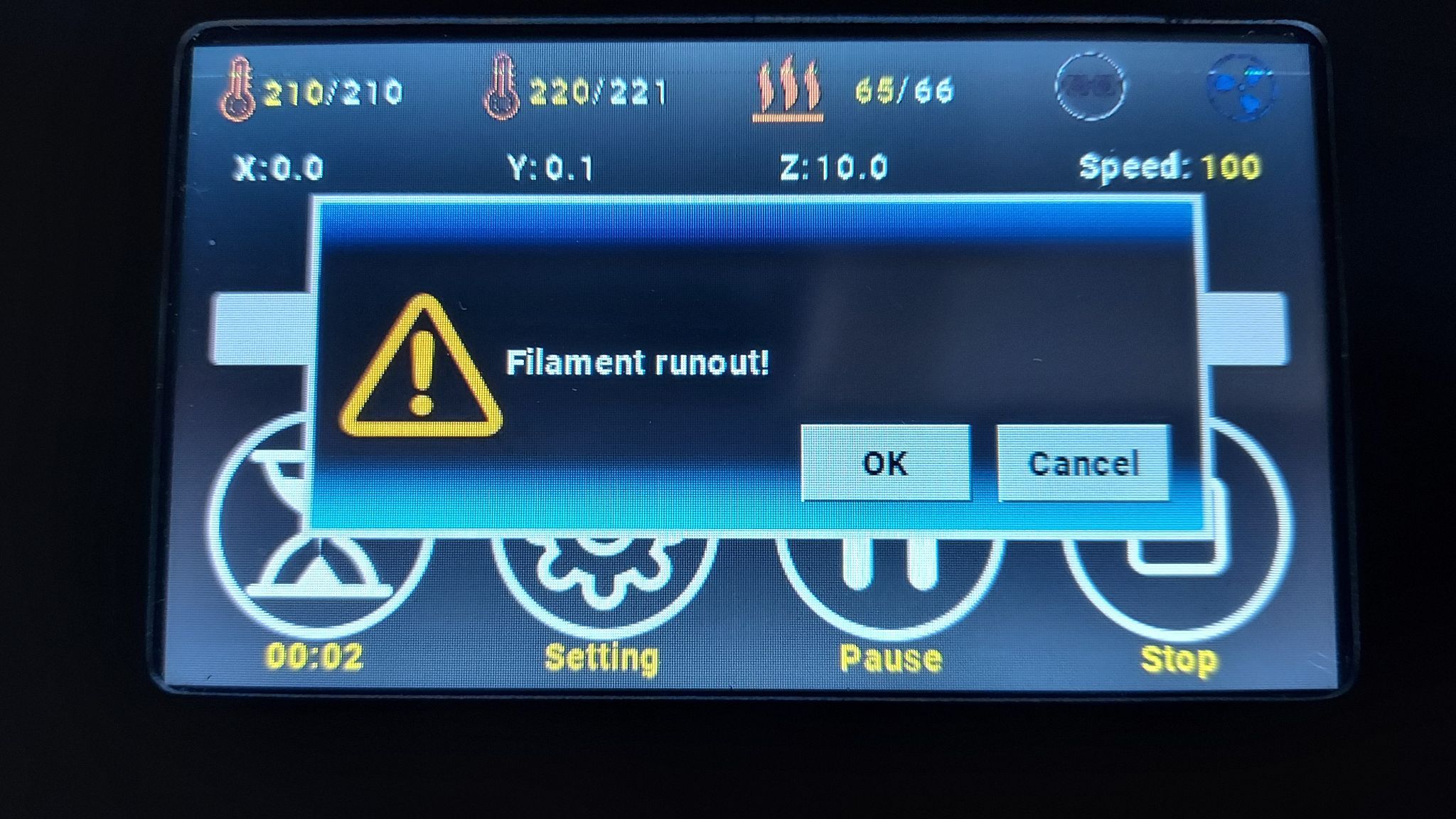
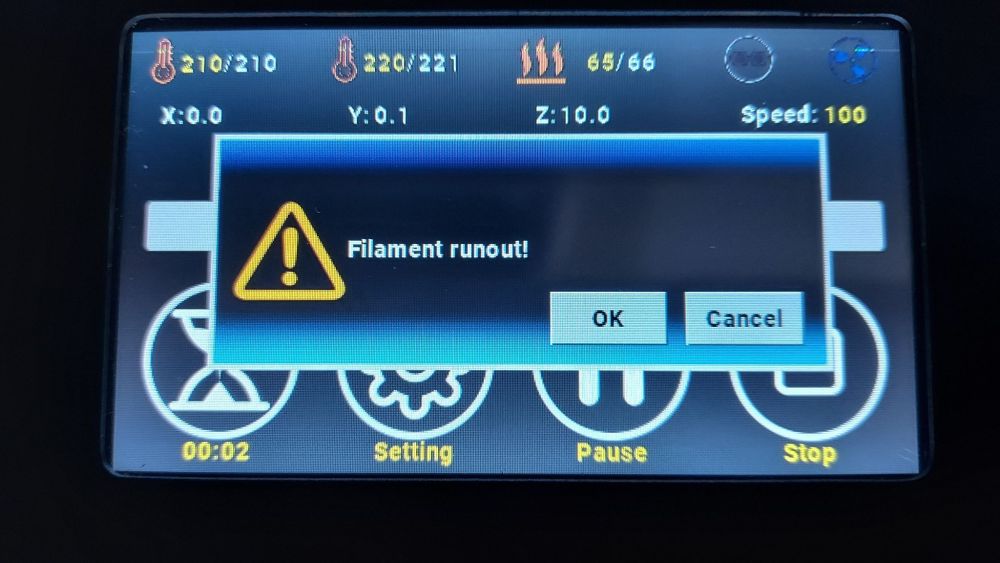
Bonjour, Quelqu'un connait-il ce tableau qui arrive sur l'écran de ma TENLOG TL 3D PRO ? Il ne me semble pas avoir touché ou déréglé quelque chose. Merci
-
Débit excessif sur les tours de purge et bouclier
Legrosnonos en réponse au topic de Legrosnonos dans Tenlog
Bonjour vap38, Il me faut à tout pris imprimer avec deux extrudeurs pour des pièces complexes. Le but pour moi est de gérer les impressions avec du MPVA. Voici le G-code de la pièce en question ainsi que mes paramètre machine. Du nouveau ce matin "filament runout' à savoir que je n'ai rien touché sur la machine et que je n'ai pas de contacteurs fin de bobine. Cela marchait jusqu'à présent. Merci Helice _Abeille flandre.gcode PLA + Mpva-export 28.12.21.bin Bonjour Savate, Je me suis mal exprimé, ce n'est pas au changement de filament mais d'extrudeur. Le MPVA est difficile à imprimer, il faut à tout pris amorcer l'extrudeur en question pour que cela fonctionne correctement. Très pratique, le bouclier prend tout les démarrages capricieux comme les bulles, les morceaux collés sur la buse, etc.... D'ailleurs il est pas beau à voir mais la pièce est nickel.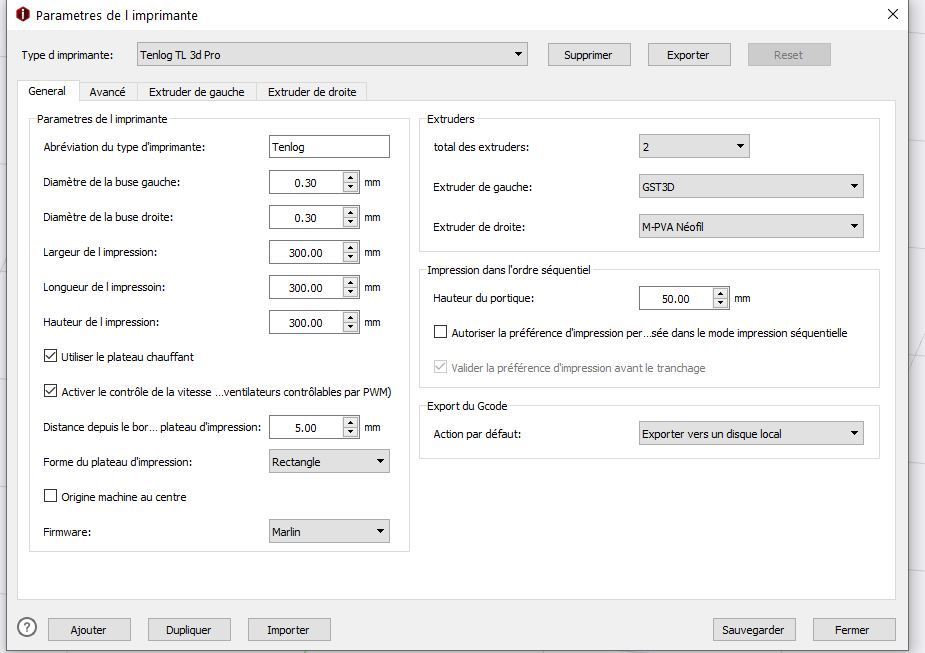
-
Débit excessif sur les tours de purge et bouclier
Legrosnonos en réponse au topic de Legrosnonos dans Tenlog
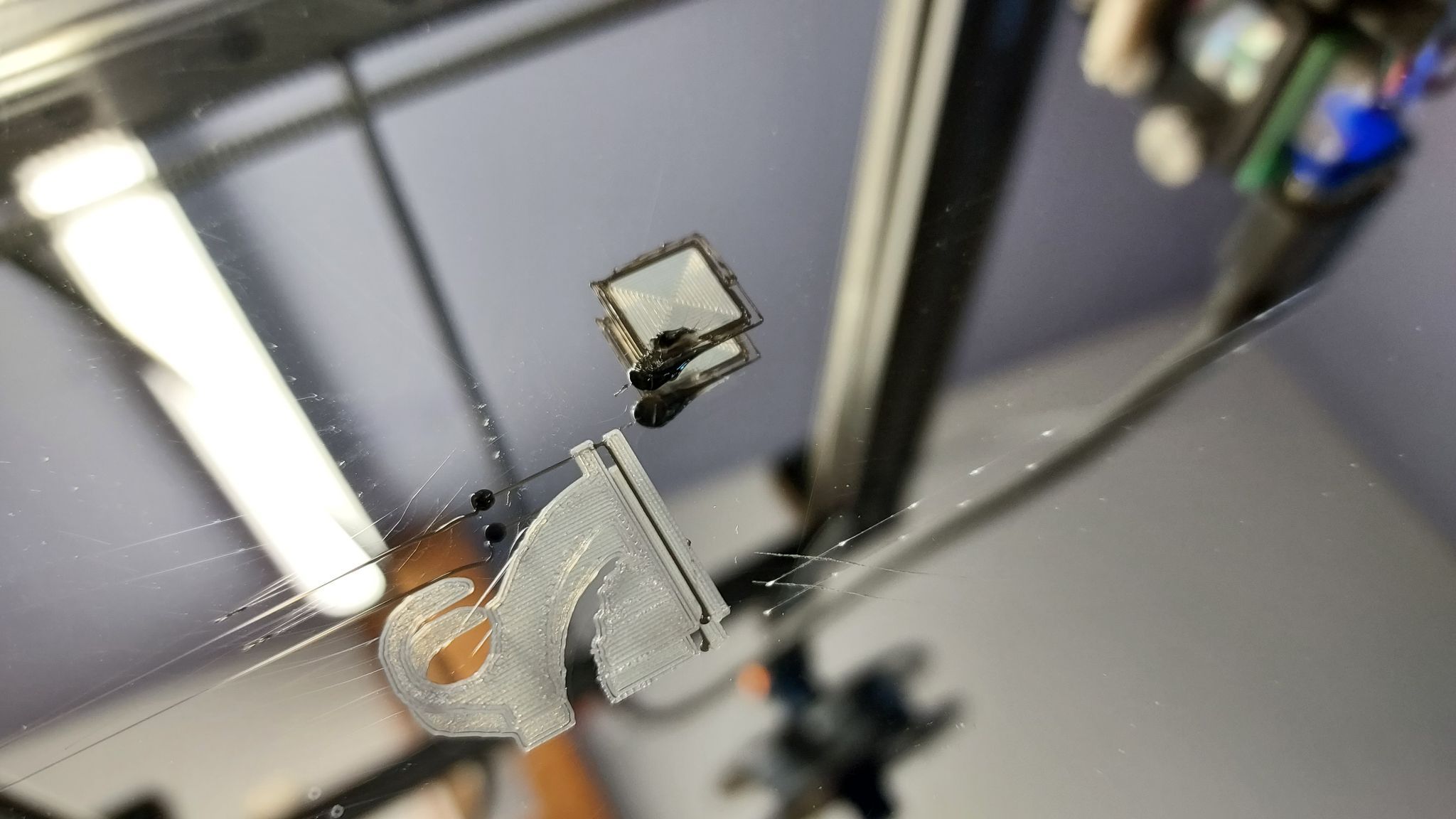
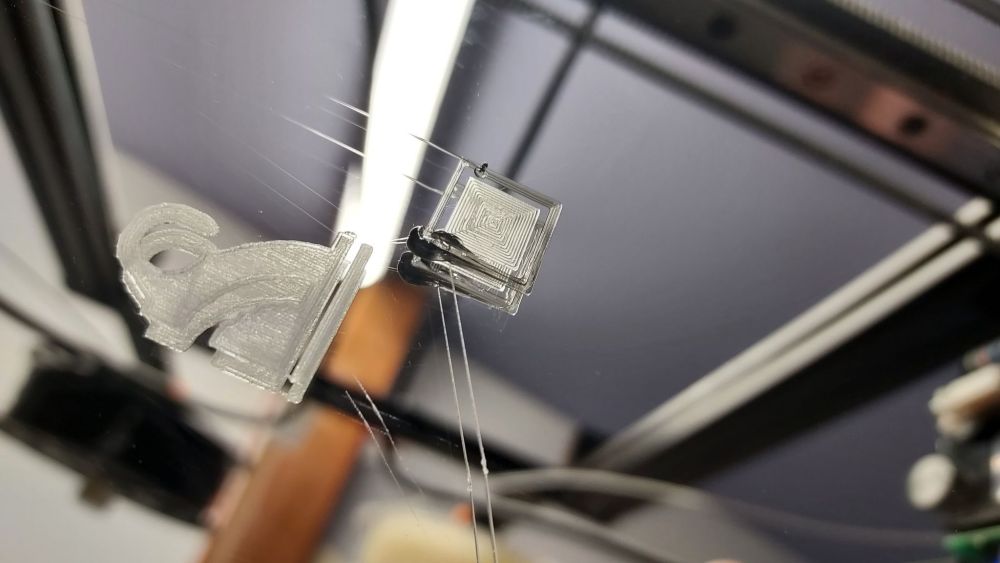
Merci de prendre mon sujet a cœur. J'ai une imprimante Tenlog à deux extrudeurs. La tache noire c'est du filament PLA noir, la première couche c'est du MPVA donc soluble et indispensable pour ma pièce. A chaque changement de couche, donc de tête, j'ai opté pour une tour de purge "idem avec un bouclier" A chaque démarrages sur la tour de purge ou du bouclier, j'ai un excédent de matière que je n'arrive pas à contrôler dans les paramètres. On voit très bien le moteur de l'extrudeur qui tourne, donc problème au niveaux du GCODE. Sur les couches de la pièce aucun problème d'excèdent de matière au démarrage. Cela ce produit exclusivement quand j'imprime à deux têtes. Si j'imprime avec un seul extrudeur ,donc sans MPVA, aucun problème au niveau de la tour de purge ou du bouclier. Merci d'avance -
Bonjour, Je ne sais plus où chercher. A chaque début de tour de purge ou bouclier "sauf la première couche" un excès de filament important sort de la buse. J'ai cherché sur Idéa dans les paramètres tour ou bouclier, 1.mp4 je ne trouve pas de variables qui correspondent à un débit plus ou moins important au démarrage. En PJ le phénomène. Merci d'avance.
-
IDEAMAKER réglage indépendant des ventilateurs extrudeur n°1 et N°2
Legrosnonos en réponse au topic de Legrosnonos dans Discussion sur les imprimantes 3D
Bonjour, Merci pour ceux qui ont répondu a ma question. Très étonnant de ne pas pouvoir modifier la vitesse des ventilos en sachant que le MPVA n'aime trop l'air à coté du PLA !! Bizarre.......... Je vais essayer de bidouiller avec un potard. Encore merci. -
Bonjour tout le monde, Nouveau sur ce forum, je cherche depuis pas mal de temps une info que je ne trouve à nulle part. Comment modifier la vitesse de ventilation de l'extrudeur N°1 indépendamment de l'extrudeur n°2 sur IDEAMAKER ? En fait j'ai deux filaments qui n'ont pas besoin du même pourcentage de ventilation. Merci de votre réponse..... CDT