


ArdToPix
-
Compteur de contenus
55 -
Inscrit(e) le
-
Dernière visite
Récompenses de ArdToPix
")





-
Bingo! Ça fonctionne. Un grand MERCI pour Tircown, Bon le résultat n'est pas encore top mais je vais y travailler.
-
Je m'en vais regarder cela. En espérant retrouver les petits cailloux blanc que tu m'as laissé !
-
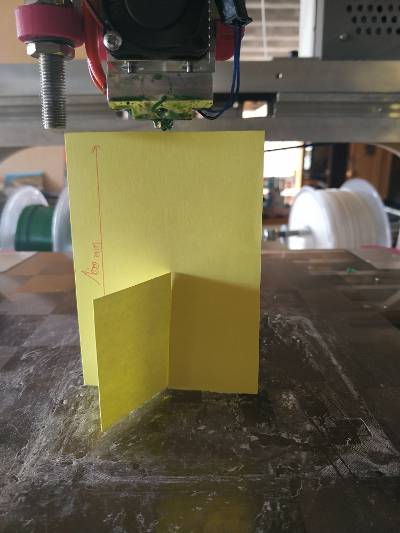
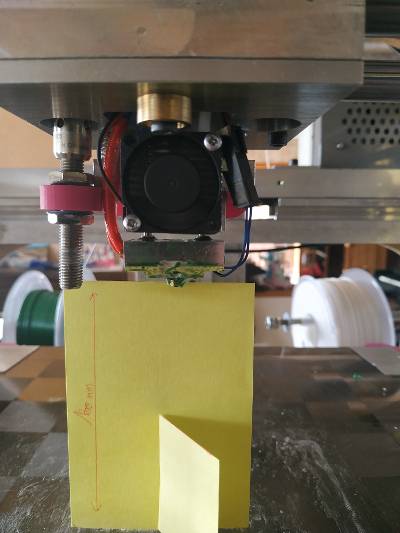
Bon j'avance petit à petit. J'ai trouvé ça : https://github.com/MarlinFirmware/Marlin/issues/7469 J'ai testé le code suivant : TEST : G29 I 999 G29 P3 C0.1 R999 G29 A G28 G1 Z100.0 F500.0 TO <-------- pas de mvt de Z => M114 Z:100 T1 <-------- Z diminue de 2mm Oo => M114 Z:100 T0 <-------- Z diminue de 2mm Oo => M114 Z:100 Et ainsi de suite Au moins, on s'approche de la source du problème. Restons positif durant cette période étrange. Une petit précision sur la config des end-stop. Le homing (g28) se fait en Xmin, Ymin et Zmax. C'est G29 qui sonde le Zmin. Mais je ne pense pas que cela vienne de là.
-
Je détail pas de soucis. Mais il me semble avoir bien compris la démarche que tu me proposes (Merci beaucoup). Fichier 3d : 2 petits parallélogrammes posés cote à cote, groupée avec 1 extrudeur assigné à chaqu'un. Mode : essaie à vide Console : M851 Z0, M500 G-code de démarrage G28 G29 G91 G1 Z-0.5 F500 G90 G92 Z0 G1 X100 Y100 F4500 G1 Z15 F500 M107 M82 M104 T0 S200 ... A la fin de G29, la tête remonte de 5mm. Du coup l'impression commence à environ 5mm du plateau. Ce qui n'est pas plus mal. Retour console (j'ai commenté et supprimé les lignes inutiles mais ça pique toujours un peu les yeux) C'est vraiment étrange, au reset la tête est plus basse qu'au départ d'impression. Au prochaine changement d'extrudeur, la tête s'écraserait dans le plateau. (j'ai filmé la séquence) Remarque : Dans le G-code, au départ de l'impression, on ne précise jamais que l'on travail avec T0. Un autre test effectué : un cube uniquement avec l'extrudeur 2 d'assigné avant le tranchage. L'imprimante utilise l'extrudeur 1 pour réaliser la pièce. Je n'ai pas encore testé en forçant T1 dans le G-code mais j'imagine déjà la conséquence.
-
Quelques essaies plus tard.. - activer l offset-hotend sur Z | Negatif - Modification du G-code de démarrage comme suggéré par Tircow | aucun changement le Z bouge au changement d'extrudeur. Bonjour cmatec, je viens de vérifier, la case est bien coché. Merci de ta participation.
-
Ha j ai peut être une piste viable https://github.com/MarlinFirmware/Marlin/issues/5966
-
Lors du changement d extrudeur, la tête descend de de quelques dixièmes de millimètres en impression et au prochaine changement de couche elle monte de 0,2, ce qui est logique. C est comme s il y avait un reset de la position du z au changement d extrudeur. J ai farfouillé dans marlin/Gcode/.../t.h, mais je sèche. Si je tape T0 ou T1 dans la console, pas de mouvement et l extrudeur change bien . Piste: Tenter d activer l offset-hotend sur Z pour le forcé à 0mm. Modifier mon test 2 et effectuer le changement de extrudeur après le départ de la dernière couche. Mais ça ne résoudra pas le problème.
-
Merci beaucoup Tircown, cela me donne des pistes. La commande M218 n'est pas activé. Dans marlin, fichier configuration.h, je n'ai aucune de ces deux options d'activées mais SINGLENOZZLE
-
Bonjour Tircown, M503 était desactivée. Voici ce que j'obtiens :
-
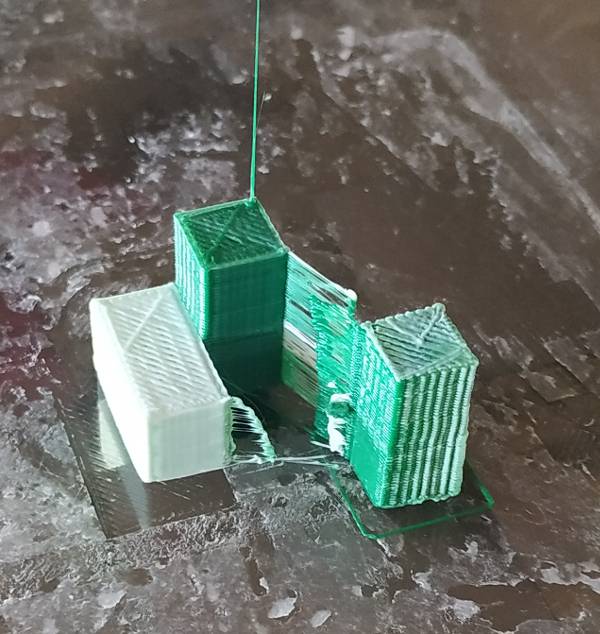
J'ai continué les testes. Test 1 fichier 3d : 2 carrés superposés groupés avec chaqu'un son extrudeur d'asigné retour console : Au changement d'extrudeur, la tête s'enfonce dans la pièce, carnage!! Test2 fichier 3d : un cylindre de diam. 30mm et d'épaisseur 0.6mm Le changement d'extrudeur est rajouter à la main dans le Gcode au début de la 3e couche retour console : Idem le mouvement de z est faussé. la tête s'enfonce dans la partie déjà imprimé.
-
Question, je tente d'imprimer une pièce en deux couleurs. Dans répétier, les deux fichier stl appartiennent au même groupe avec chaqu'un son extrudeur assigné. Lors de l impression au premier changement de couleur, la tête vient faire la tour de purge, l axe z bouge un peu et l impression rate. Gcode Retour console Pourquoi y a t-il une commande Z qui ne tien pas compte de la matrice créer par G29 Quelqu'un a t'il déjà rencontré ce problème, o une piste ?
-
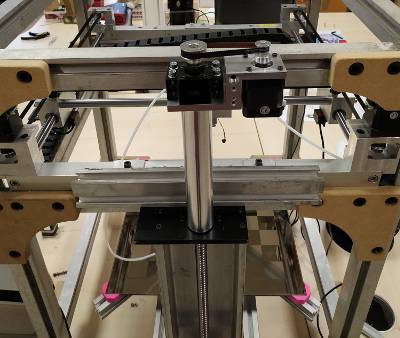
Bonjour à vous, Après la construction, utilisation, optimisation, modification, d'une imprimante de type Prusa I3 pendant 5 ans, l'envie et l’opportunité de construire une nouvelle imprimante c'est présenté. Je post pour deux raisons, partager mon travail et discuter de l'optimisation d'une machine avec vous. Merci par avance de l'intérêt porté pour ce projet. Rapide tour du projet. Format d'impression : 370 x 390 x 350 mm -1- L'électronique Arduino Mega Ramps 1.4 Driver DRV8825 Alim 12v Fin de course -XY- capteur optique IR -Z- mécanique et capteur inductif -2- L'extrusion Buse E3D Cyclope (2 entrées, 1 sortie) 2x Extrudeur Titan -3- Le core XY Une seul couroie (3m) pour les deux mouvements Douille en IGUS RJUM Barre de guidage d16 mm Poulies montées sur roulement -4- L'axe Z plateau en verre vis à billes d16 mm guidage à billes linéaire -5- Les sofwares Mega : Marlin 2.0 Pc : Repetier 2.1.6 - trancheur Cura -6- Le châssis Profilé en alu La machine a imprimée ça première pièce il y a une semaine environ. Depuis, la phase de fiabilisation et d'optimisation a commencée. Fini : Serrage de toutes les vis Mise en place du système de refroidissement des pièces En cours : Impression de pièces en couleurs Recherche des vitesses, accélération, jerk optimal A venir : Remplacement des douilles IGUS par des douilles à billes. ...





-
Toujours en quête d'optimisation, voici mes dernières avancés : Matériel: - Vérification et resserrage de l'ensemble de la visserie. - Ajout de deux tôles en Aluminium de 2mm sur mon support de plateau Y en PMMA. Logiciel: pour chaque bobine, création d'un "profil" dédié: - recherche de la températures d'extrusion : http://reprap.org/wiki/Calibration/fr#Extrusion - mesures du diamètre de fil - optimisation du pas de l'extrudeur "par mesure" : http://velocirepraptor.com/parametrer-slic3r-le-guide-complet-en-un-seul-article/ Question concernant le diamètre de la buse, j'ai lu toujours sur http://reprap.org/wiki/Calibration/fr : Me confirmez-ous cette info?
-
Ou trouver des echantillons?
ArdToPix en réponse au topic de jhon28260 dans Consommables (filaments, résines...)
Merci d'avance, c'est sympa/commercial de votre part. (MP envoyé) -
Nouvelle Imprimante DIY Française : La SmartCub3D
ArdToPix en réponse au topic de biostrike dans SmartCub3D
C'est un jolie projet la SmartCub3D! Bravo Bonne idée les paliers lisses pour le guidage. Mais tes cylindres d'adaptation me semblent très long pour garantir la coaxialité des 2 paliers.

