floriann
-
Compteur de contenus
17 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par floriann
-
[Tuto] Comment Flasher le Firmware des X2 / Genius Pro / Hornet
floriann en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
Bonjour, Petite question (désolé si elle déjà été postée). J'avais installé l'année dernière ce firmware avec succès. Je suis en train d'installer un plateau PEI, du coup j'en profite pour une petit nettoyage de printemps sur l'imprimante. Si je fais la mise à jour vers la dernière version, faut-il resuivre la même procédure que pour l'installation initiale ou certaines étapes doivent être ignorées ? Par ailleurs, j'imagine qu'en cas de flash d'une nouvelle version, tous les réglages sont perdus et devront être refaits ? Le cas échéant, pas moyen de sauvegarder et de restaurer la configuration ? Merci ! -
[Tuto] Remplacer 3DTouch Artillery par un vrai BLTouch
floriann en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
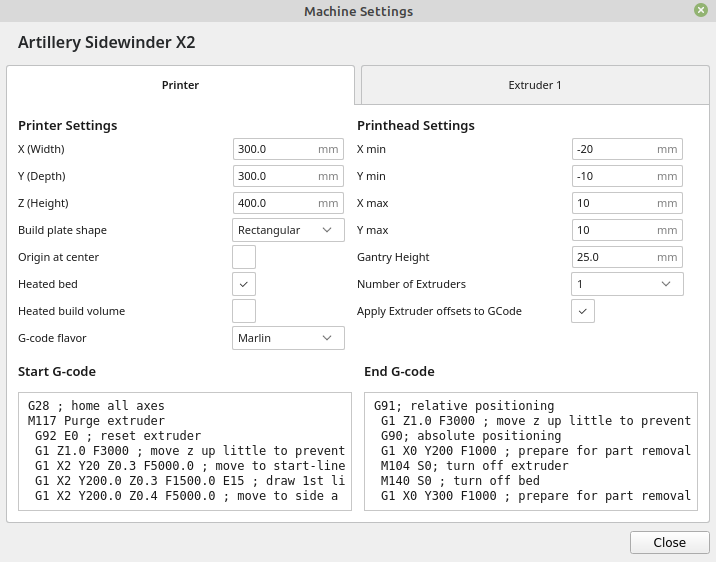
Le plateau est configuré en 300x300mm
-
[Tuto] Remplacer 3DTouch Artillery par un vrai BLTouch
floriann en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
Merci pour l'astuce. J'ai "joué" avec l'écrou en T, mais au final, je n'ai pu reculer que très peu (edit : après mesure, j'avais tout de même réussi à le reculer le 3.4mm mais l'impression ne s'est pas avancée d'autant) le capteur car au delà sinon les roues bloquent. Pas suffisant du coup pour améliorer le résultat (j'ai quasi 8mm de marge sur le devant et rien sur l'arrière). Rah cette imprimante me donne décidément du fil à retordre Ca pourrait être un prob de config dans le slicer ?
-
[Tuto] Remplacer 3DTouch Artillery par un vrai BLTouch
floriann en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
J'ai vérifié le capteur mais il est tenu en place par une vis bien serré, donc il n'a pas pu pouvoir. DU coup, pas possible de jouer sur sa position sauf à percer de nouveaux trous. Par contre, ça ne pourrait pas avoir un rapport à ton firmware custom ? Edit : Autre question les offset du capteur, c'est bien la distance entre le centre de la buse et le PIN du bltouch ? -
[Tuto] Remplacer 3DTouch Artillery par un vrai BLTouch
floriann en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
J'ai pu monter le BLTouch. J'ai eu quelques difficultés avec le connecteur dupont qui ne voulait pas rester en place, même avec un peu de colle. Au final, j'ai enlevé l'embout blanc femelle (je ne sais pas comment ça s'appelle) afin d'accéder aux pins plus facilement et pouvoir bien l'enficher, comme ça pas besoin de colle Merci à @MrMagounet pour les conseils prodigués sur le topic. Avec un test de répétabilité, j'ai des valeurs d'écart bien plus faibles qu'avec le capteur 3DTouch Artillery : je passe d'une moyenne de 0.02 d'écart à un 0.001 généralement, parfois un 0.003. D'un nivellement complet à l'autre par contre (commande G29), j'ai toujours des écarts de l'ordre de 0.02 max sur certains points. En voulant tester ma première couche, par contre, je me rends compte que mon impression n'est pas (plus ?) centrée sur l'axe des Y (je ne saurais dire si c'était le cas avant où si c'est lié à cette modif). L'impression démarre un peu trop loin sur l'axe des Y et donc se termine en dehors du BED (pour un truc qui prend vraiment tous les 30x30 du BED). J'ai essayé de jouer avec la valeur Y de la commande m851 (via proterface) mais je ne vois pas de différence à l'impression lorsque que je change la valeur, c'est normal ? -
[Tuto] Remplacer 3DTouch Artillery par un vrai BLTouch
floriann en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
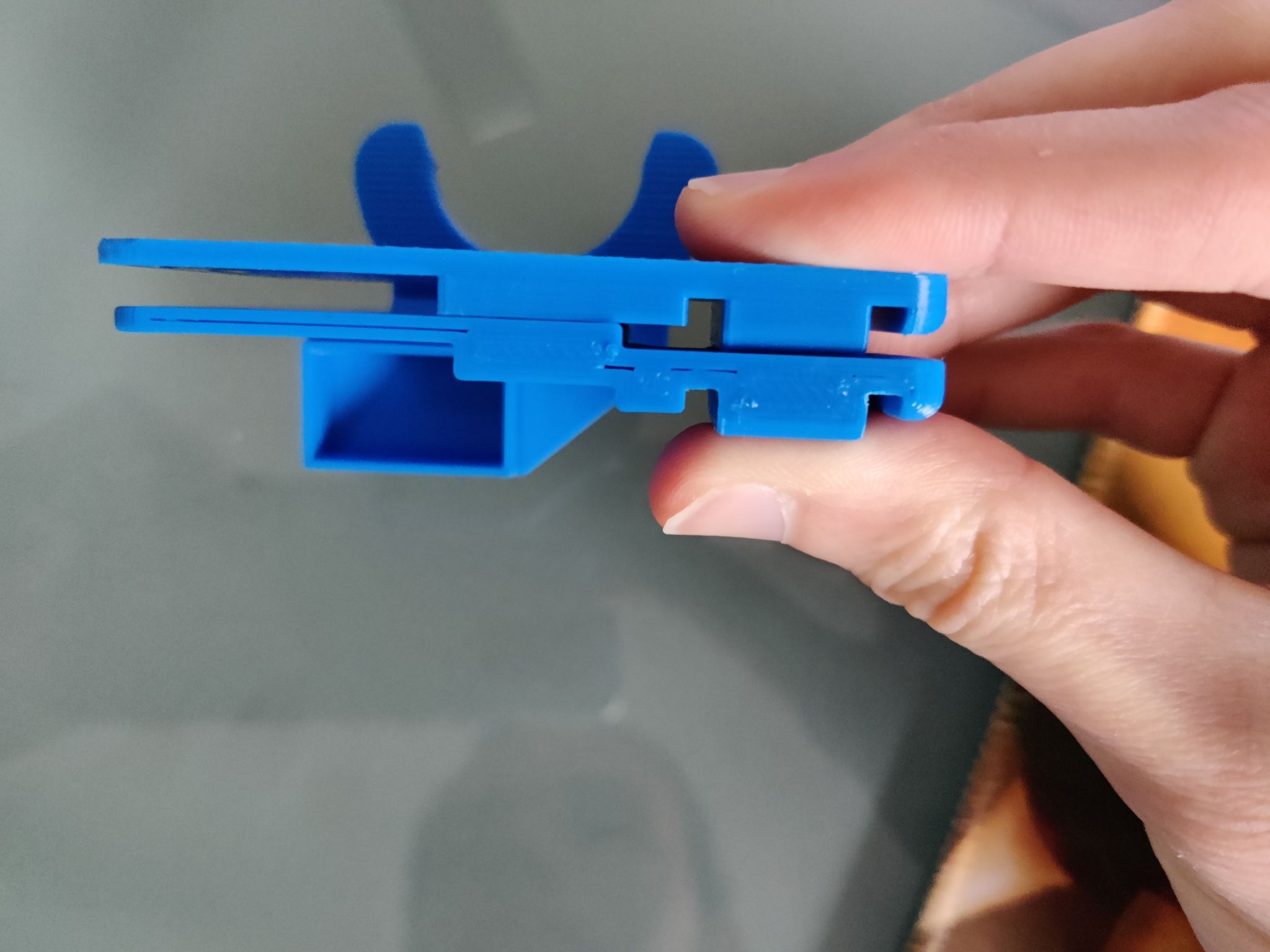
J'ai commandé le BLTouch officiel chez Amazon pour l'avoir rapidement (vendeur Amazon, pas un vendeur tiers). Ce n'est pas spécifié sur la fiche mais c'est bien une version 3.1 avec le kit vis/ressorts/connecteurs dupont. A quoi servent les ressorts ? Bon, je n'ai pas encore pu le monter car il me manquait des M3 assez longs pour fixer le tout Pour ce modèle, l'offset x ne doit pas être décalé de 2mm vu qu'il y a un petit rebord de 2mm pour permettre au support BLTouch de passer par dessus le couvercle en plastique présent de base ?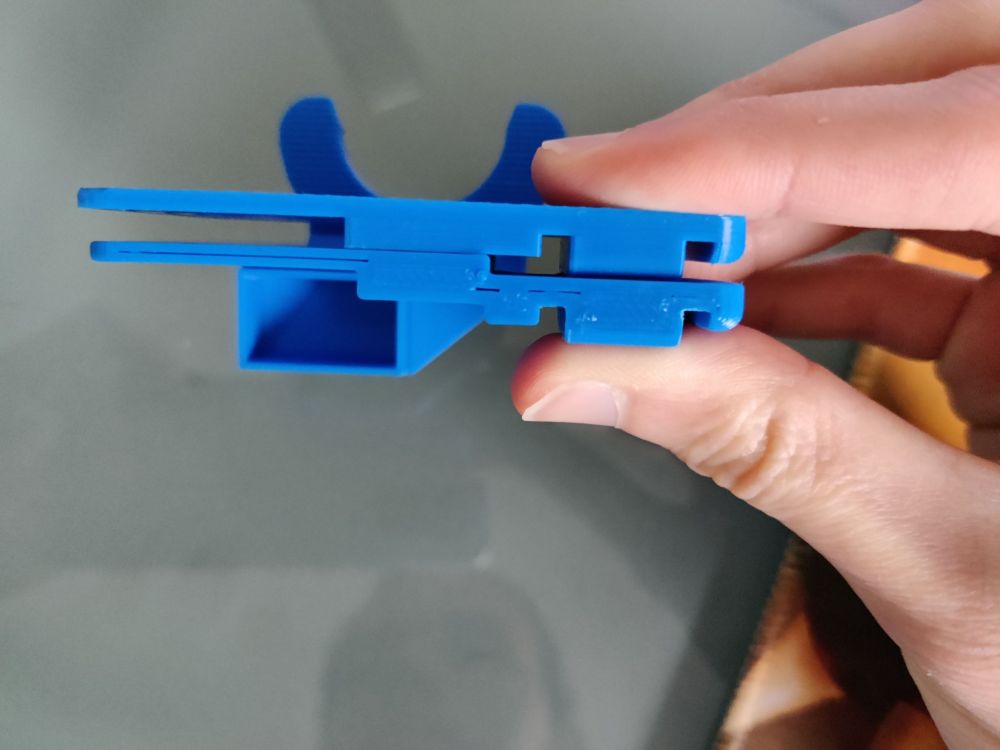
-
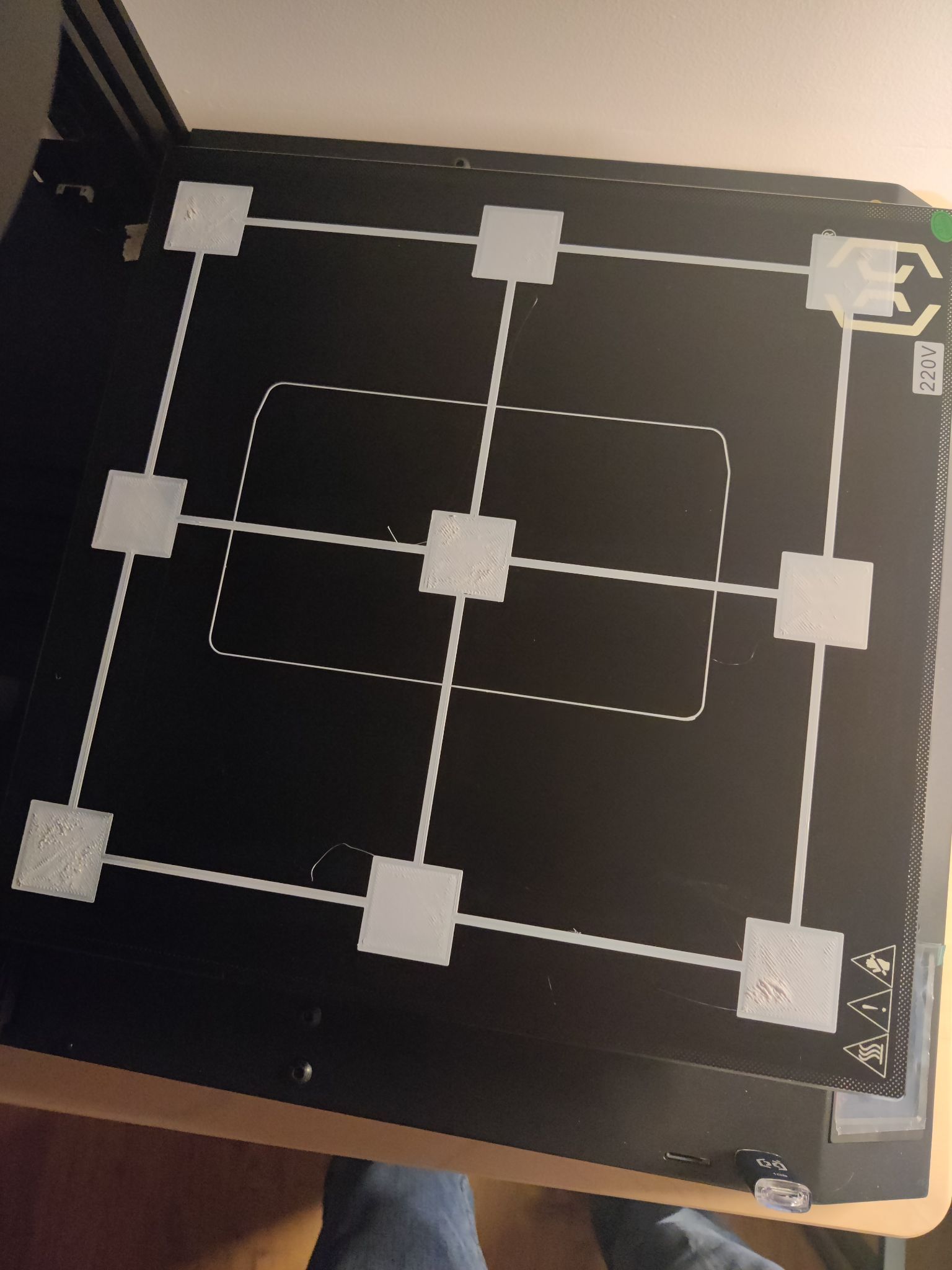
Ce qui est tout de même étrange, c'est qu'en faisant un test de répétabilité, on est sur un écart moyen max de 0.02. Alors qu'en lançant plusieurs nivellements auto à la suite, je peux constater là des différences allant jusqu'à 0.09 entre deux mesures sur les mêmes points, avec la plateau chauffé à la même température, sans changement de mon côté. Forcément, j'ai relancé un test d'impression avec les carrés, 1ère tentative quasi OK sauf 2 carrés un peu trop proches. 2ème tentative d'impression, sans changement, quasi tous les carrés trop éloignés et 1 trop proche... J’hésite à investir dans un vrai BLTouch, n'étant pas sûr que le problème vienne de là...
-
Bon, eh bien, je n'ai toujours pas reçu de réponse du support (chinois). Je les ai relancés hier. Ils sont toujours aussi longs à répondre ? Entre temps, j'ai installé le firmware custom de @MrMagounet (merci ;-)), ce qui m'a permis de faire un test de répétabilité (M48). Sur différents points du plateau, je tourne en moyenne sur une déviation qui s'approche de ~0.02mm Par contre, j'ai un peu moins de variations lorsque je regarde les grilles générées (M420 V) depuis que je suis passé sur ce firmware (sans doute dû à la vitesse moins élevée lors de la descente du capteur).
-
[Tuto] Remplacer 3DTouch Artillery par un vrai BLTouch
floriann en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
La commande M48 n'est pas disponible sur le firmware d'origine ? J'ai essayé de la lancer avant d'acheter un module BL Touch mais je reçois une réponse indiquant que la commande est inconnue. Edit : j'ai vu que tu proposais un tuto pour flasher ton firmware disposant de la commande, mais j'aurais préféré éviter le flash. -
@Sebigeli tu peux peut-être essayer de brancher ton imprimante en USB sur ton PC, puis avec le logiciel pronterface, de lancer plusieurs fois d'affilée une commande G29 dans des conditions identiques. Ca te permettra de voir si tu as, comme moi (j'attends une réponse du SAV), de grosses variations des mesures effectuées par le capteur 3D touch, qui pourraient expliquer les variations du z offset.
-
Bonjour, A certains moments (pas systématiquement), pendant les impressions, j'entends une sorte de cliquetis. Ca semble provenir de la buse, mais je ne sais pas à quoi c'est dû. J'ai mis en ligne une vidéo, on commence à l'entendre à partir de 42 secondes : Avez-vous des idées sur la cause et si c'est normal ? Merci
-
J'ai le même soucis du z offset qui change en permanence.
-
Bon, j'ai essayé de remettre à niveau en deserrant un peu les ressorts, mais pas d'amélioration J'ai ouvert un ticket auprès du support.
-
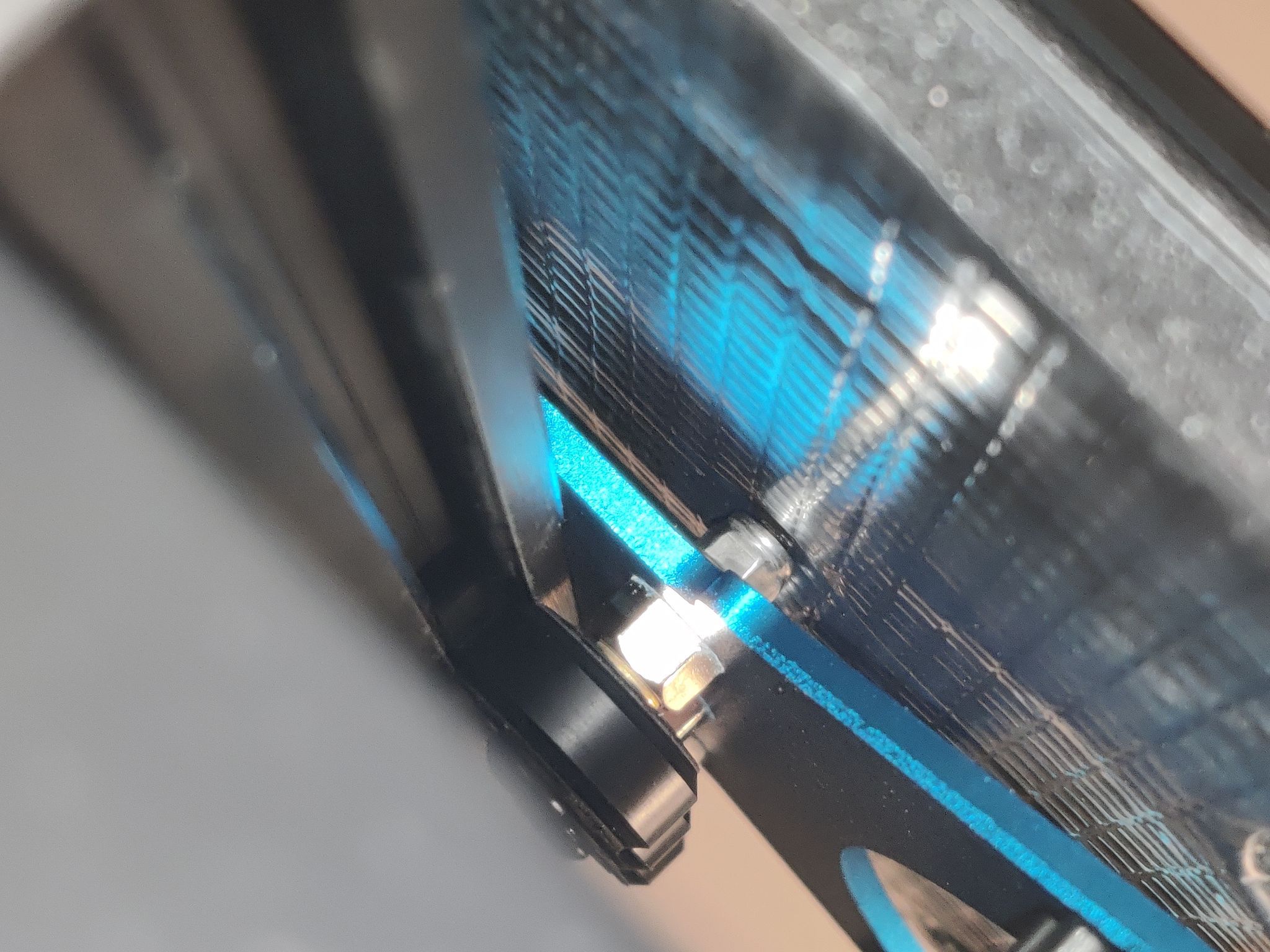
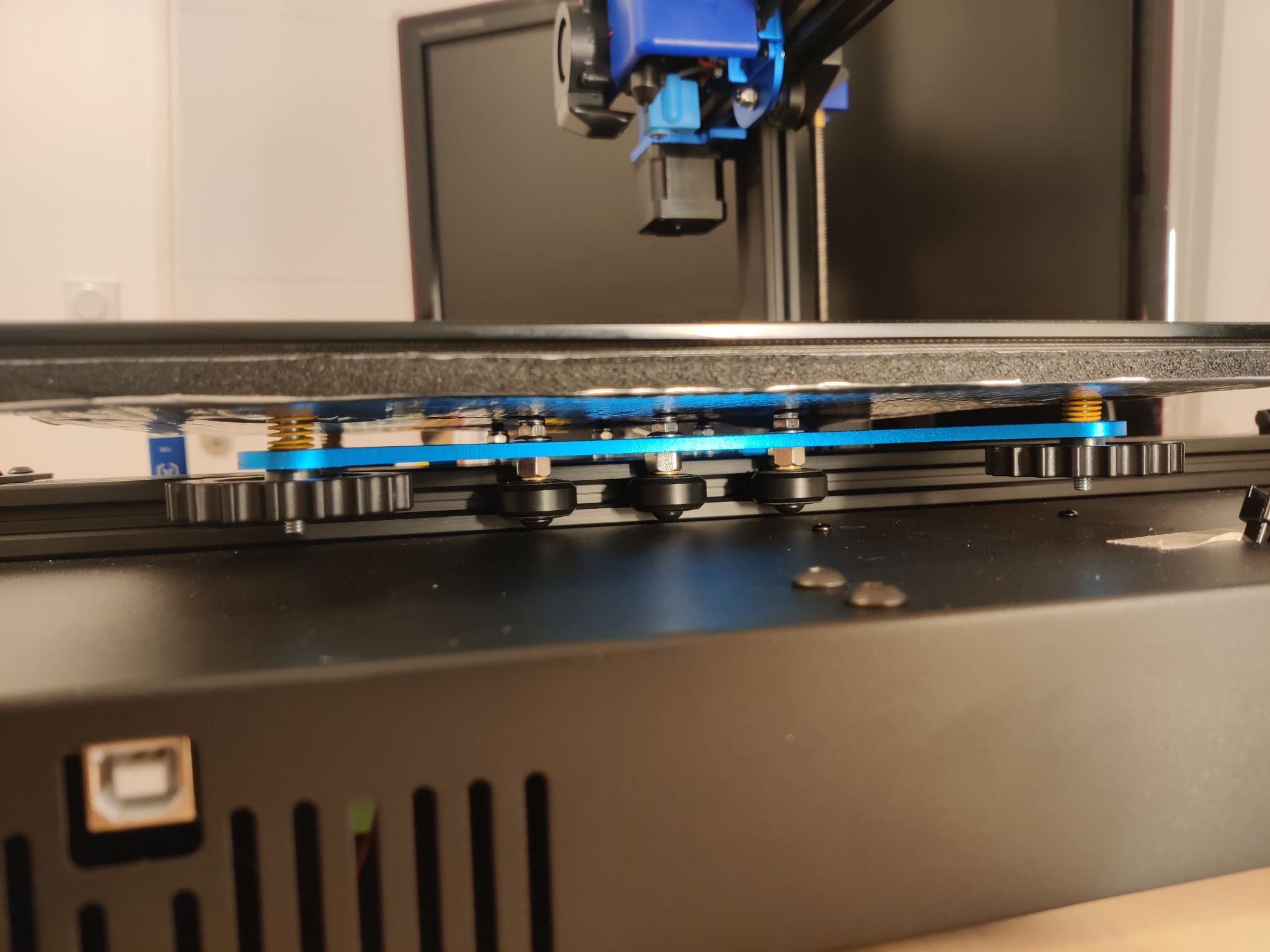
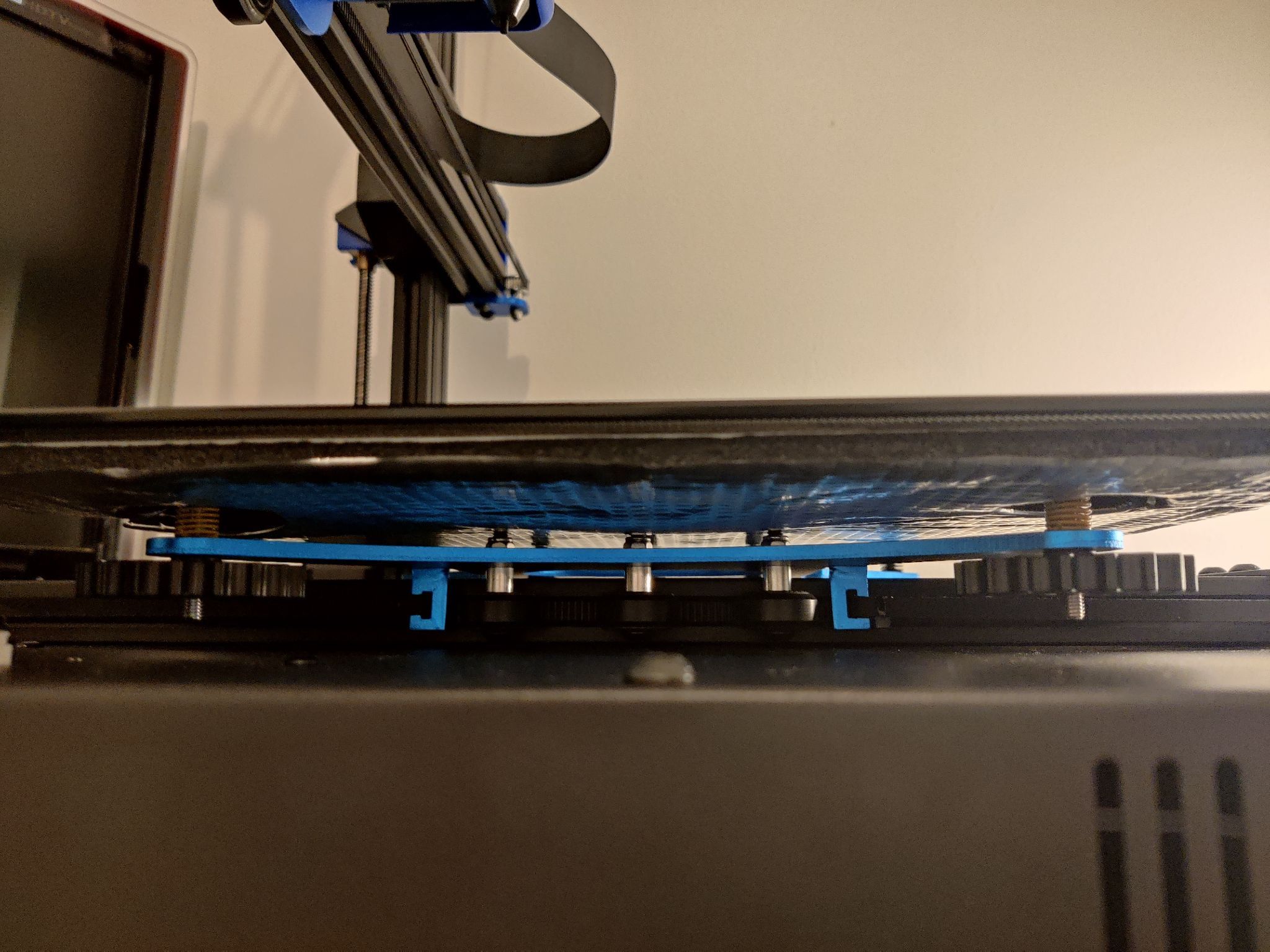
Merci pour vos réponses. J'ai vérifié la tige du bl touch, elle n'a pas l'air tordue. Elle descend correctement lors des palpages. Les ressorts ne sont pas au même niveau sur les 4 côtés (moins serrés côté droite que gauche), mais c'est pourtant bien ces réglages des ressorts qui me permettent d'avoir quelque chose de "plat". Par contre, point intéressant, en regardant le dessous du plateau, je vois que les "axes" qui permettent de régler les exentriques côté gauche et droite viennent "taper" dans le revêtement du dessous du BED. Mon problème ne viendrait pas de là ? J'ai mis quelques photos en PJ.


-
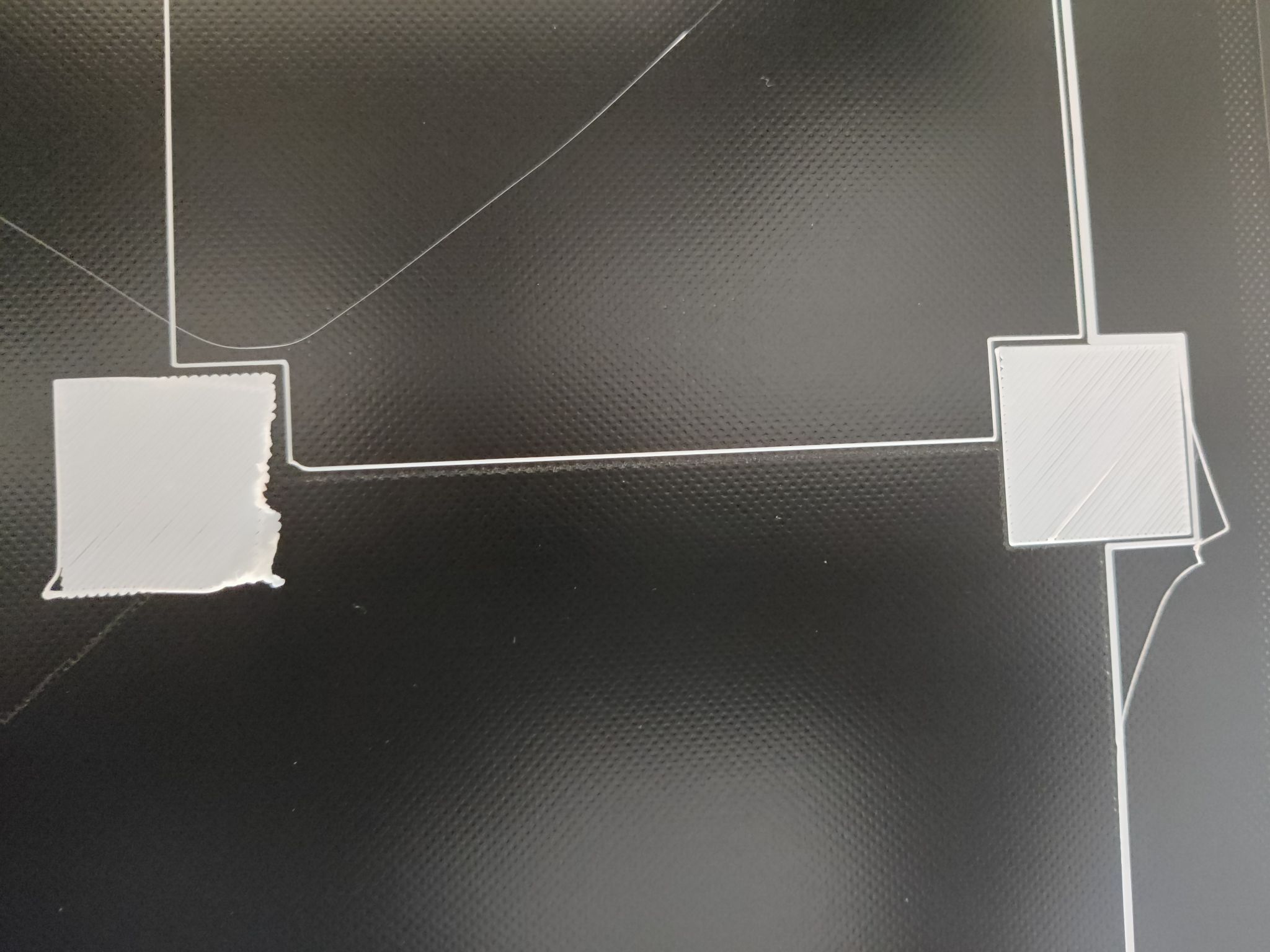
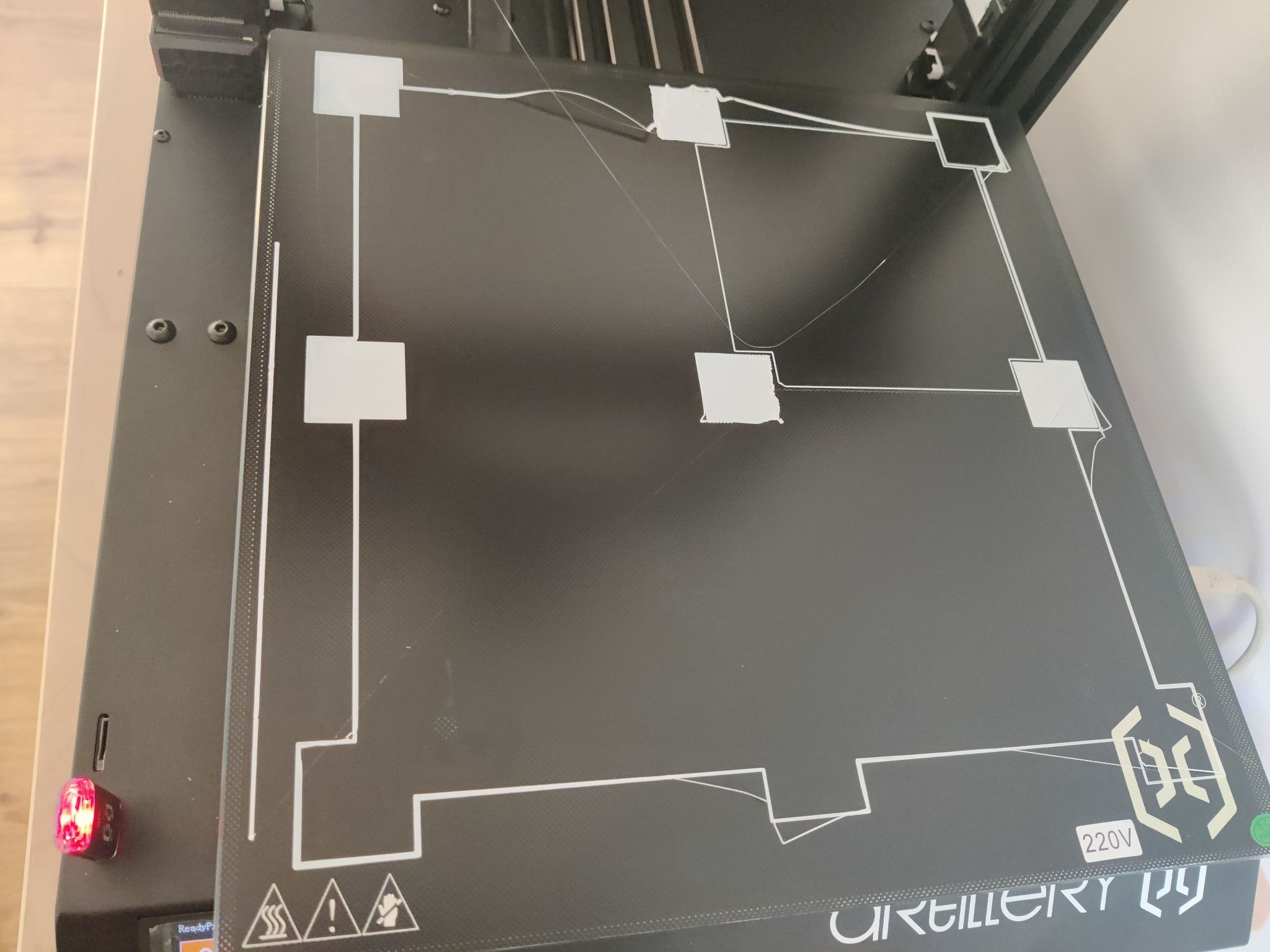
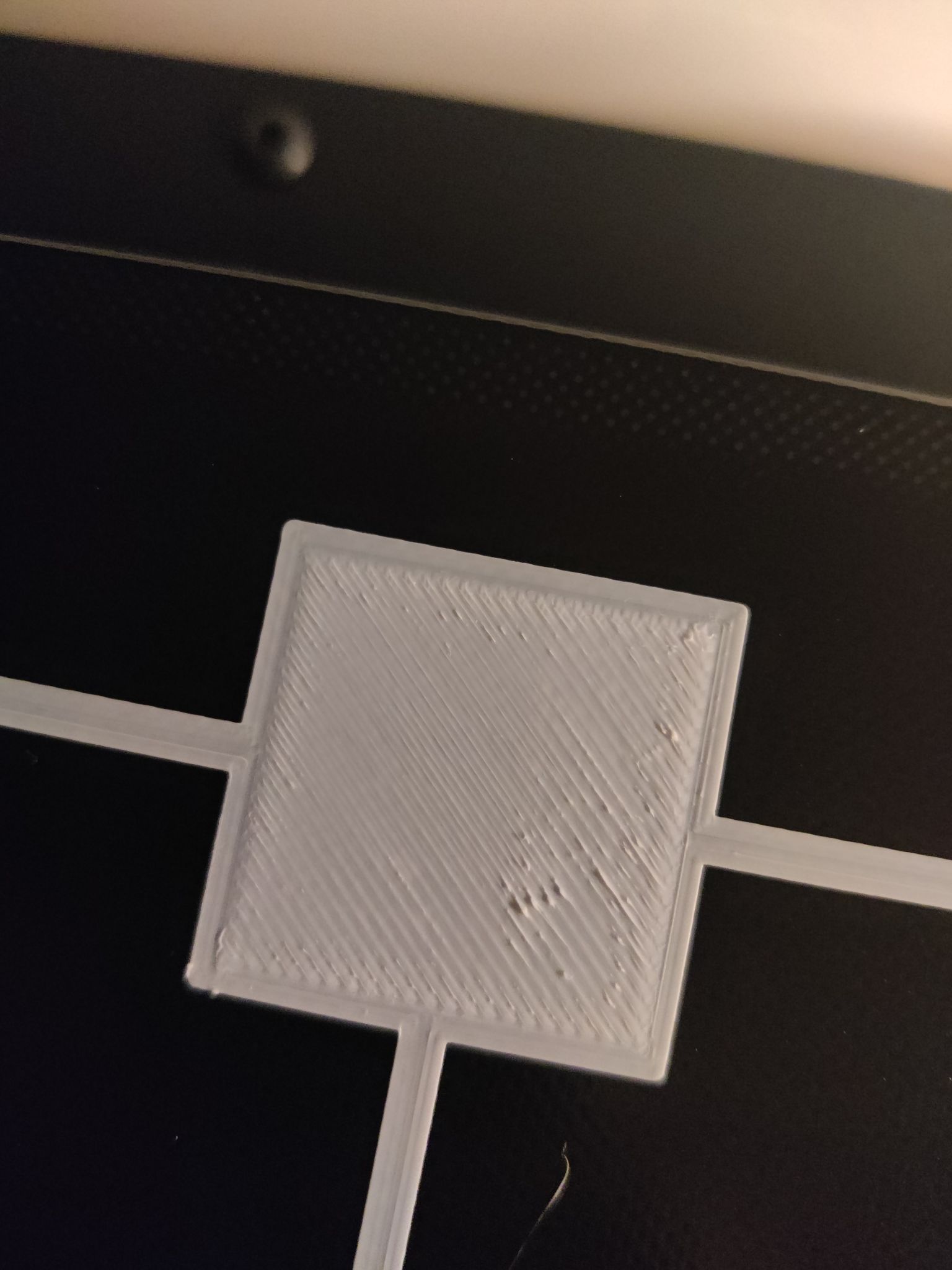
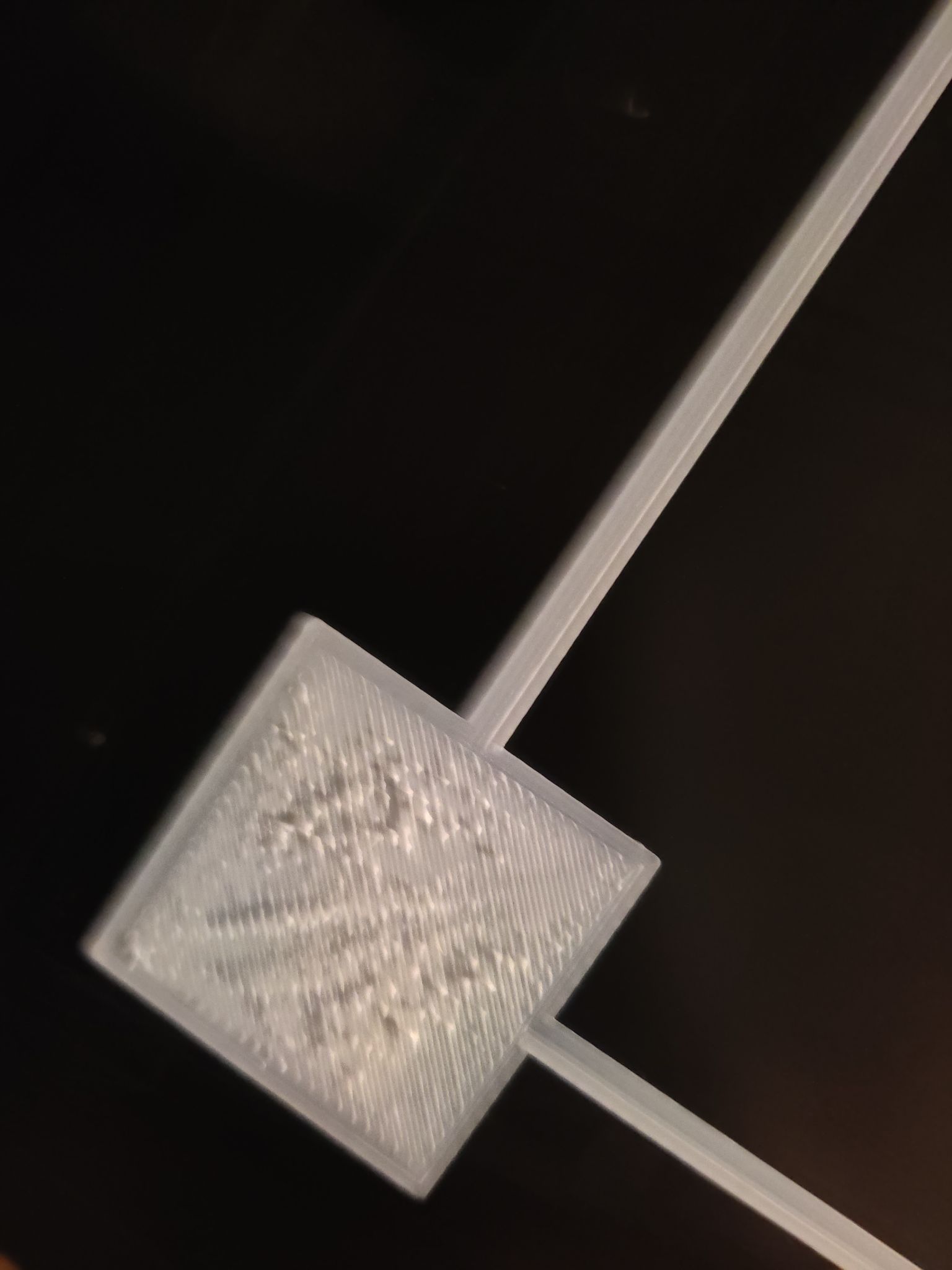
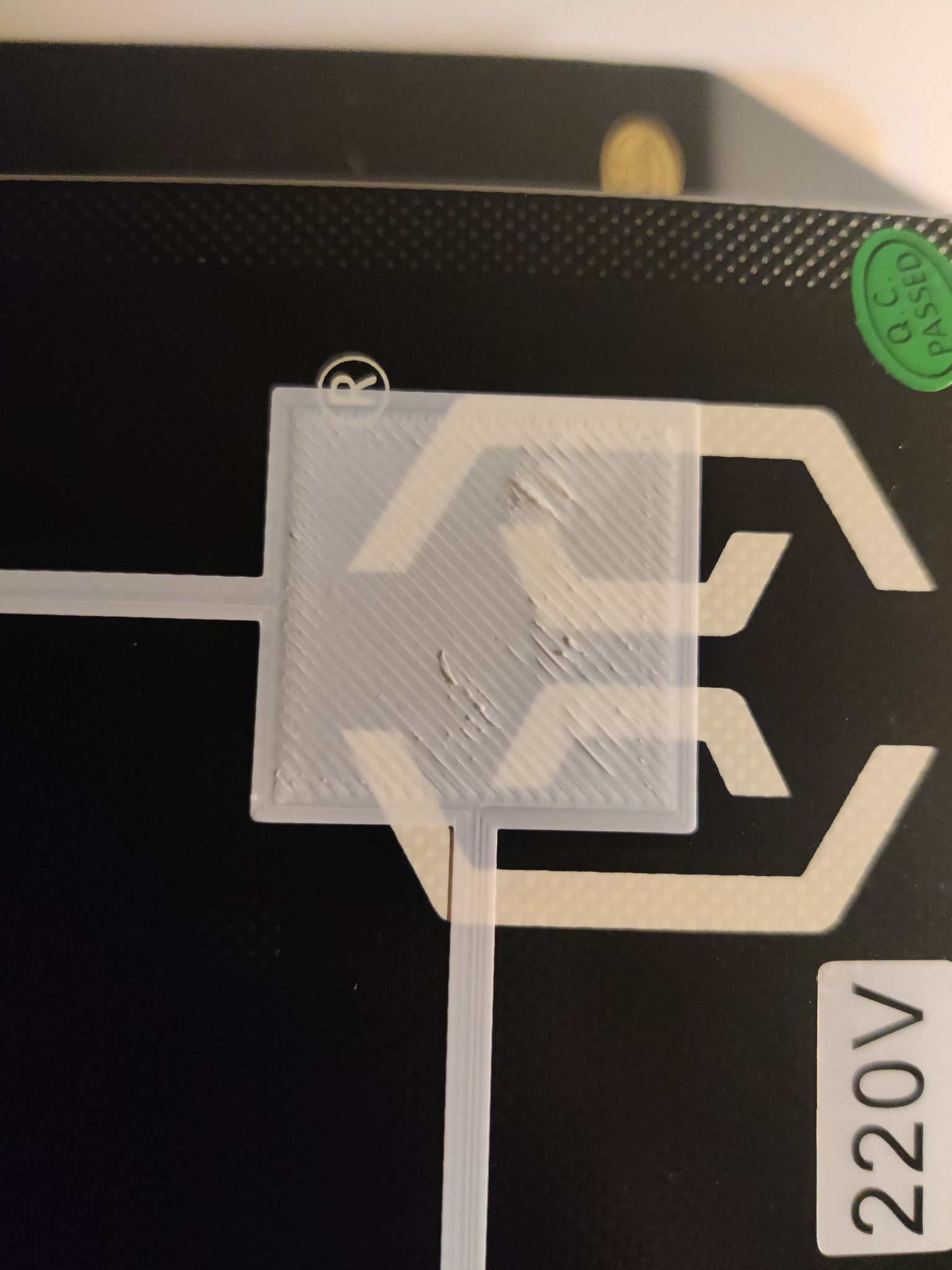
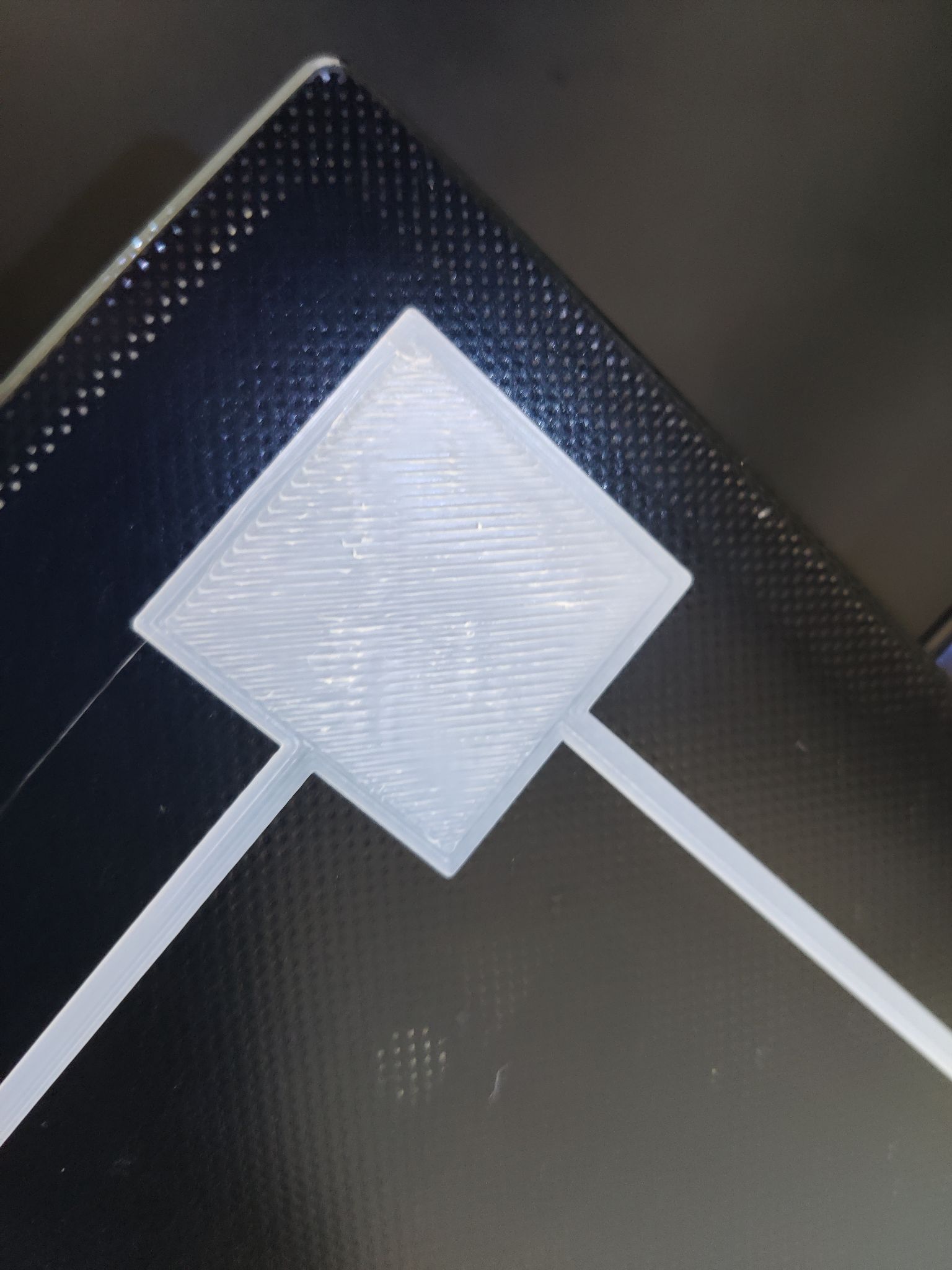
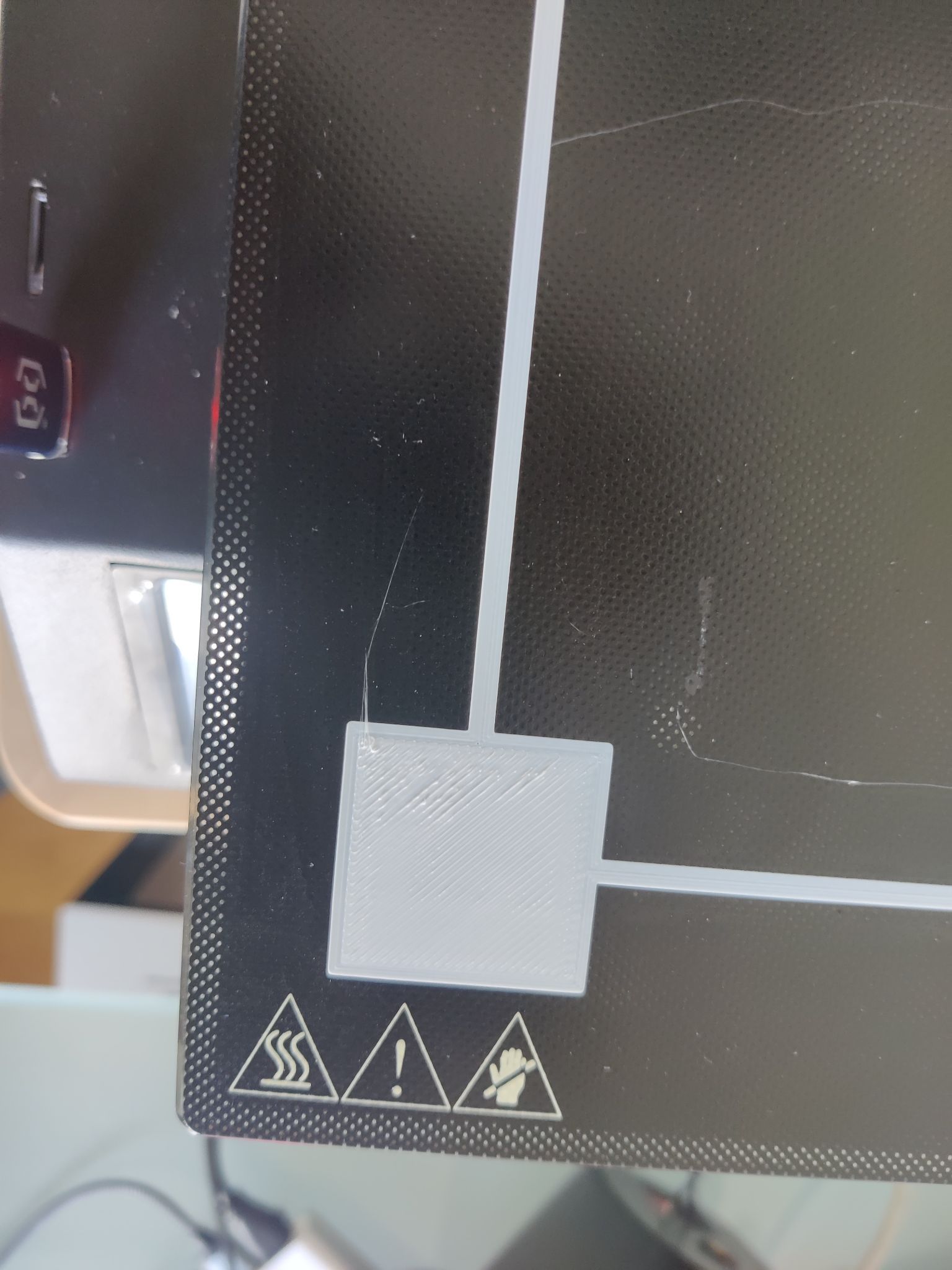
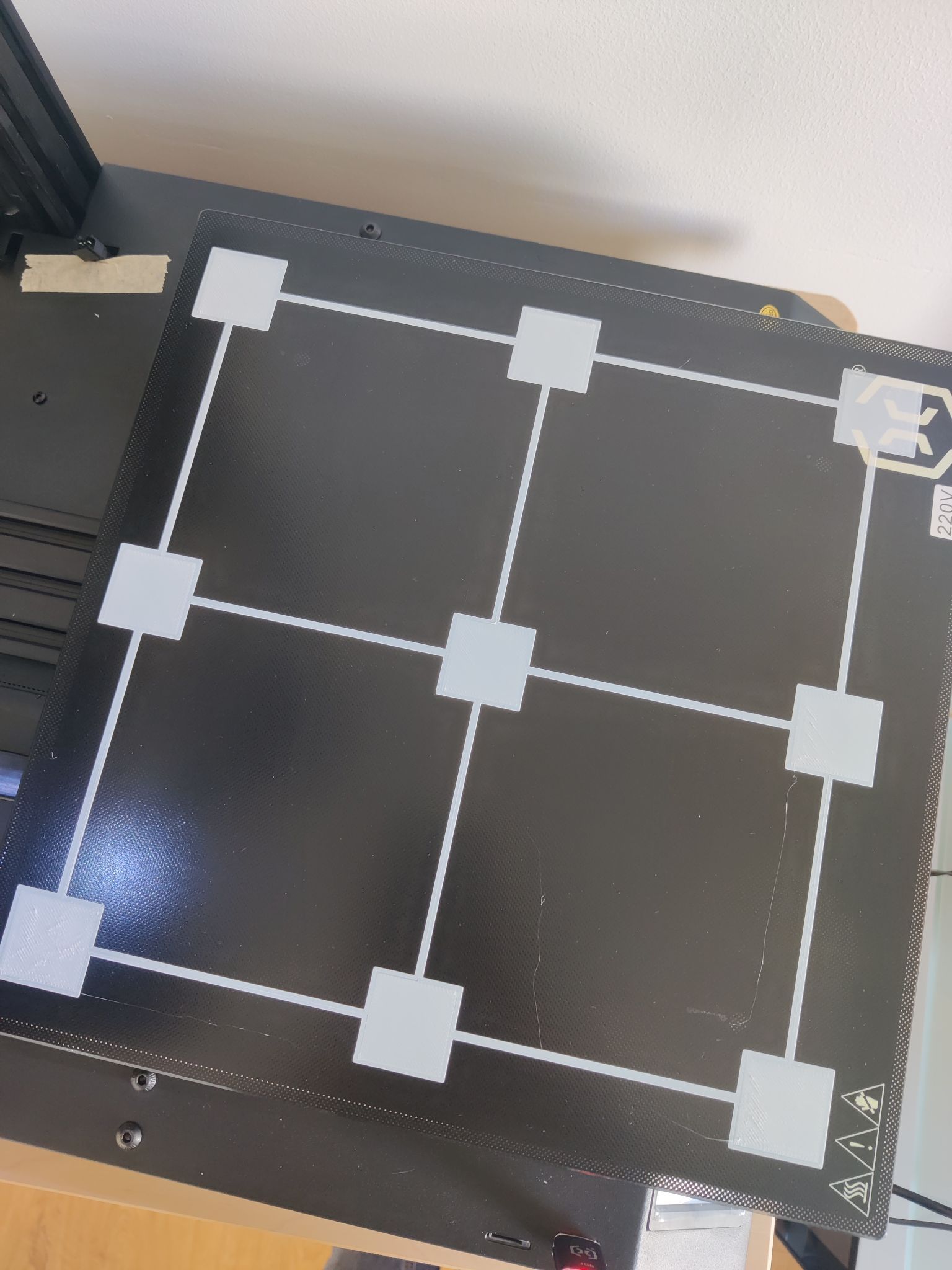
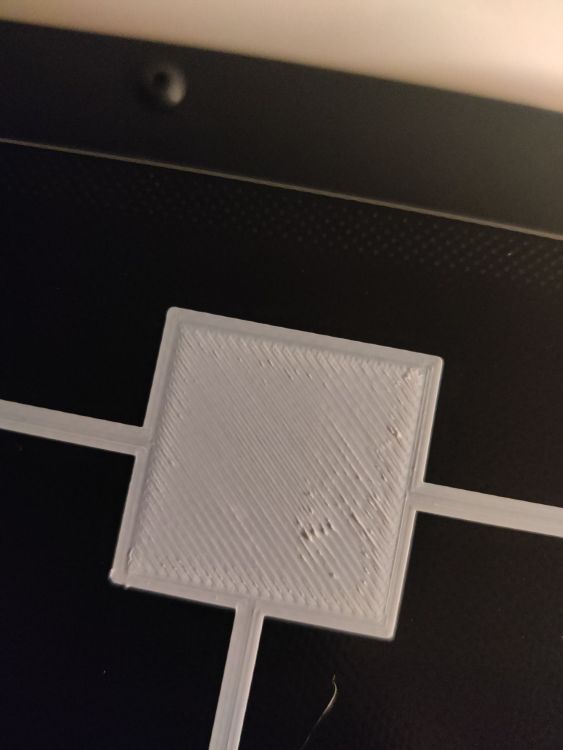
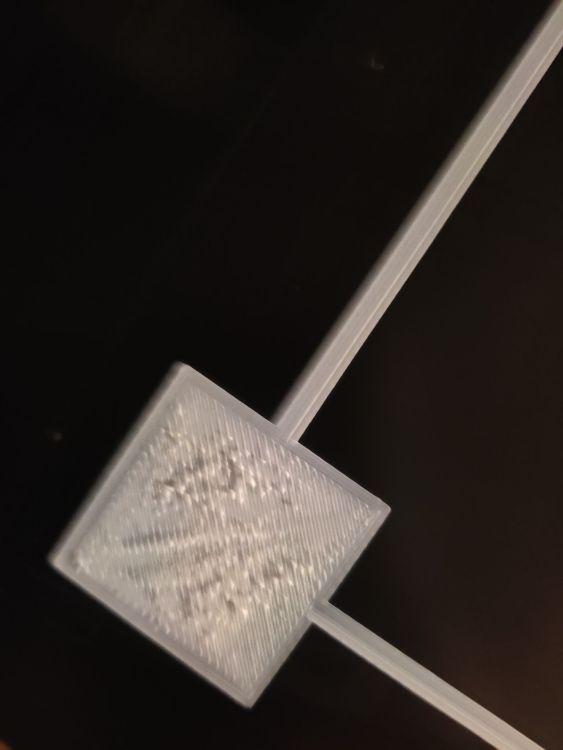
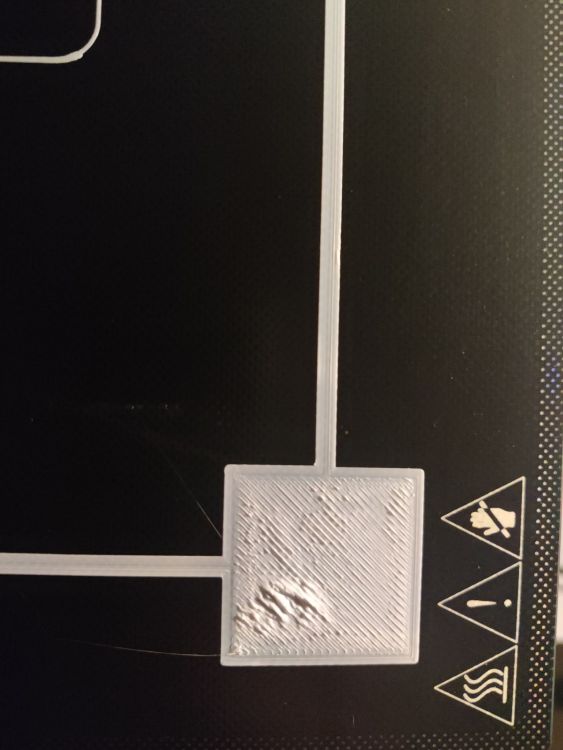
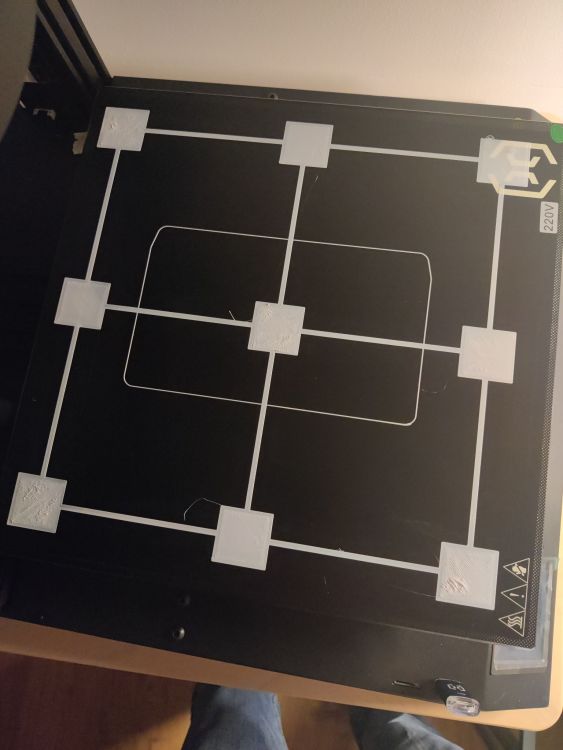
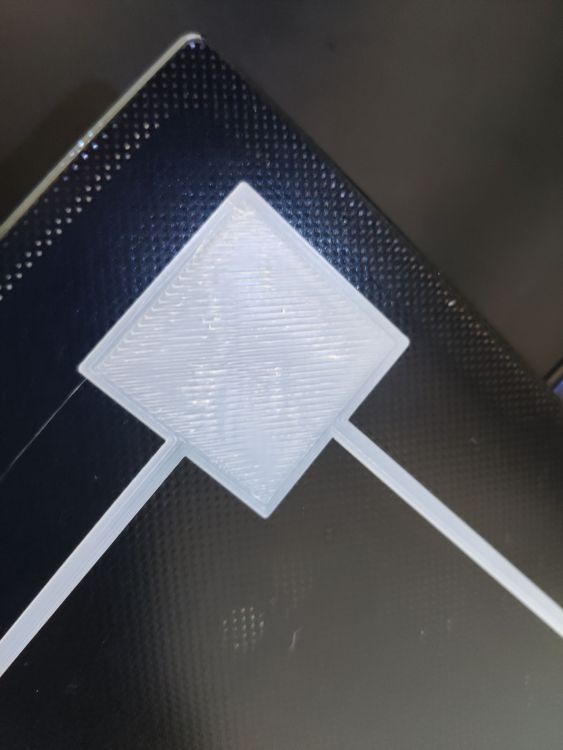
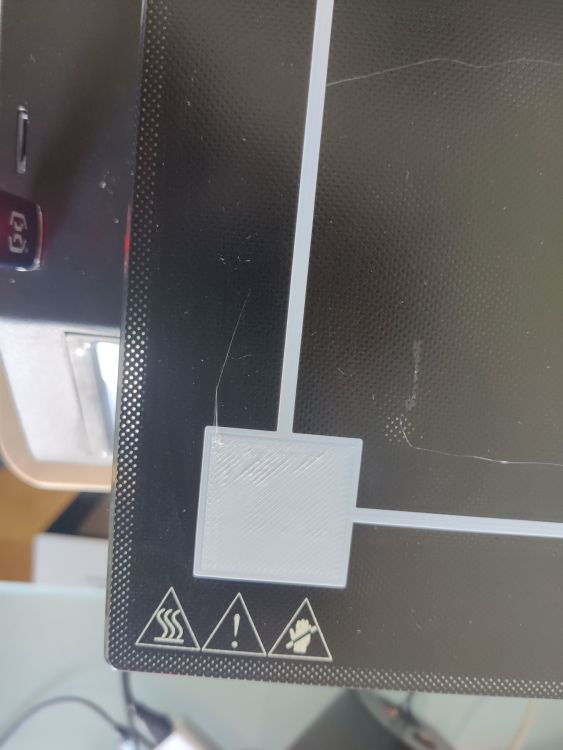
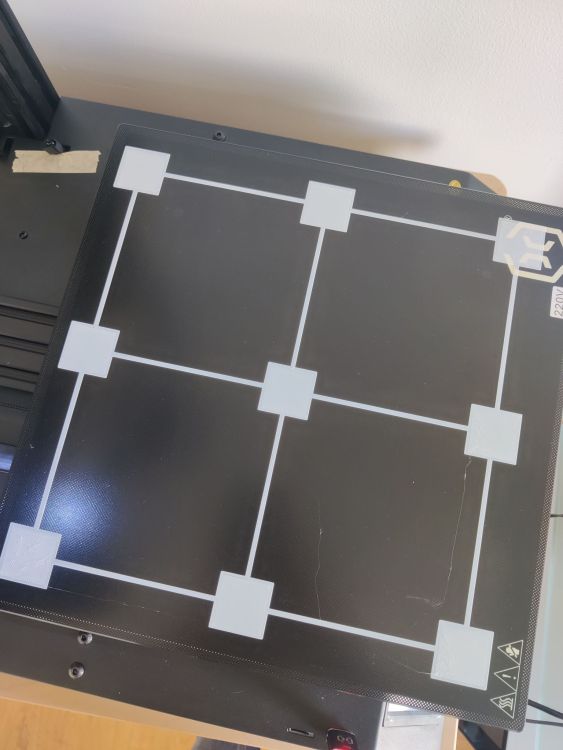
Merci pour vos retours. Dans mon dernier test, le réglage était volontairement pourri car je voulais voir s'il y avait une correction apportée par le BL TOUCH. Au final, en me documentant davantage, j'ai compris que c'était une connerie car le bl touch est plus là pour régler les problèmes de planéité du BED qu'un mauvais réglage Je n'ai pas encore réalisé la calibration, j'attends de recevoir mon pied à coulisse pour pouvoir faire les choses correctement. J'ai fait à nouveau pas mal de tests ces derniers et je commence à me décourager (suis-je si nul ?!). En reprenant totalement le réglage du BED à la main (avec feuille) et en n'utilisant pas la grille générée par le nivellement automatique, j'arrive sur un résultat satisfaisant, avec tout de même quelques irrégularités (buse trop éloignée) sur quelques carrés et les autres nickel. Premier élément déconcertant : d'une impression à l'autre (sans bl touch), le résultat n'est pas toujours homogène (même fichier imprimé, mêmes températures, aucun réglage changé). Normal ? Après avoir fait ce réglage sans bl touch, j'ai essayé d'imprimer en ayant réactivé le bl touch dans le gcode, toujours avec les mêmes réglages : là, je passe d'une situation de buse pas assez proche à certains endroits à une situation de buse trop proche sur quasiment tous les carrés (similaire à la photo initiale dans mon tout premier message). Du coup, deuxième point déconcertant pour moi : Est-il normal de devoir re régler le z offset en activant ou désactivant l'utilisation de la grille générée par l'auto levelling ? Suite à ce test, je change donc le réglage du z offset, mais au final, je reste toujours avec des défauts sur certains carrés, même en ayant la grille activée. Le bl touch n'est justement pas censé régler ces petites différences sur le plateau ? Soit je ne suis pas doué pour régler les plateaux (possible), soit mon capteur bl touch a un soucis ou j'ai un autre élément pose problème. J'ai lancé plusieurs nivellements auto à la suite, j'obtiens parfois des variations non négligeables alors que la situation n'a pas changé tout au long des tests (BED à 70° et extrudeur à 240°) : 0 1 2 3 4 0 -0.077 -0.094 -0.092 -0.144 -0.092 1 -0.109 -0.067 -0.044 -0.047 -0.020 2 -0.07 3 -0.072 -0.079 -0.022 -0.044 -0.067 4 -0.156 -0.149 -0.087 -0.089 -0.047 0 1 2 3 4 0 -0.096 -0.119 -0.111 -0.129 -0.087 1 -0.064 -0.072 -0.025 -0.087 - @:16 B@:1 0 1 2 3 4 0 -0.084 -0.126 -0.119 -0.106 -0.124 1 -0.096 -0.104 -0.057 -0.084 +0.018 2 -0.017 -0.054 -0.012 -0.064 -0.020 3 -0.099 -0.077 -0.079 -0.062 -0.020 4 -0.149 -0.141 -0.109 -0.101 -0.079 0 1 2 3 4 0 -0.089 -0.161 -0.104 -0.111 -0.079 1 -0.052 -0.079 -0.037 -0.089 +0.013 2 -0.067 -0.002 +0.025 -0.017 -0.025 3 -0.089 -0.052 -0.020 -0.062 -0.015 4 -0.109 -0.131 -0.089 -0.087 -0.064 Bilinear Leveling Grid: 0 1 2 3 4 0 -0.067 -0.124 -0.096 -0.114 -0.067 1 -0.032 -0.039 -0.089 -0.067 0.069 -0.047 3 -0.087 -0.069 -0.017 -0.054 -0.012 4 -0.106 -0.129 -0.141 -0.109 -0.032 0 1 2 3 4 0 -0.087 -0.109 -0.106 -0.139 -0.096 1 -0.044 -0.042 -0.034 -0.067282 0 1 2 3 4 0 -0.074 -0.101 -0.119 -0.166 -0.057 1 -0.087 -0.059 -0.032 -0.030 -0.002 2 -0.092 -0.020 +0.010 -0.027 +0.000 3 -0.109 -0.082 -0.020 -0.077 -0.020 4 -0.134 -0.156 -0.104 -0.072 -0.094 Bilinear Leveling Grid: 0 1 2 3 4 0 -0.154 -0.161 -0.154 -0.151 -0.109 1 -0.106 -0.114 -0.062 -0.099 -0.062 2 -0.106 -0.054 -0.042 -0.109 -0.057 3 -0.141 -0.094 -0.126 -0.084 -0.047 4 -0.216 -0.151 -0.139 -0.111 -0.074 Au final, est-ce que je ne me prends pas trop la tête avec ces carrés ? edit : j'ai aussi commandé de l'alcool Isopropylique pour pouvoir nettoyer mon BED plus efficacement
-
J'ai vérifié le GCODE généré par Cura. On y retrouve l'instruction dedans. Extrait du fichier généré : ;FLAVOR:Marlin ;TIME:1350 ;Filament used: 0.900679m ;Layer height: 0.2 ;MINX:11.335 ;MINY:11.335 ;MINZ:0.2 ;MAXX:288.665 ;MAXY:288.665 ;MAXZ:0.2 ;Generated with Cura_SteamEngine 4.13.1 M140 S40 M105 M190 S40 M104 S220 M105 M109 S220 M82 ;absolute extrusion mode G28 ; home all axes M420 S1 ; turn on bed leveling M117 Purge extruder G92 E0 ; reset extruder G1 Z1.0 F3000 ; move z up little to prevent scratching of surface G1 X2 Y20 Z0.3 F5000.0 ; move to start-line position G1 X2 Y200.0 Z0.3 F1500.0 E15 ; draw 1st line G1 X2 Y200.0 Z0.4 F5000.0 ; move to side a little G1 X2 Y20 Z0.4 F1500.0 E30 ; draw 2nd line G92 E0 ; reset extruder G1 Z1.0 F3000 ; move z up little to prevent scratching of surface G92 E0 G92 E0 G1 F1500 E-2 ;LAYER_COUNT:1 ;LAYER:0 M107 ;MESH:BedLevelCalibration G0 F6000 X163.9 Y149.9 Z0.2 ;TYPE:WALL-INNER G1 F1500 E0 J'ai connecté l'imprimante au PC. Via pronterface, en lançant deux G29 d'affilée je retrouve des valeurs qui ne sont pas consistantes d'une mesure à l'autre : Bilinear Leveling Grid: 0 1 2 3 4 0 +0.057 +0.025 +0.037 +0.035 +0.077 1 -0.007 -0.020 +0.052 +0.005 +0.077 2 -0.022 +0.040 +0.047 +0.020 +0.047 3 -0.082 -0.020 +0.013 +0.005 +0.018 4 -0.035 +0.003 -0.020 +0.040 +0.027 Bilinear Leveling Grid: 0 1 2 3 4 0 +0.052 +0.035 +0.022 +0.050 +0.127 1 +0.015 +0.027 +0.050 +0.057 +0.099 2 -0.015 +0.025 +0.067 -0.010 +0.077 3 -0.040 -0.002 +0.035 +0.003 +0.070 4 +0.010 -0.012 -0.025 -0.017 +0.082 J'ai tenté l'expérience de désserrer au max l'écrou inférieur droit. On retrouve bien le décalage qui en résulte en lançant un G29 puis un M500. Bilinear Leveling Grid: 0 1 2 3 4 0 -0.819 -1.585 -2.312 -3.089 -3.737 1 -0.198 -0.856 -1.518 -2.223 -2.856 2 +0.318 -0.285 -0.846 -1.454 -2.027 3 +0.789 +0.305 -0.188 -0.747 -1.245 4 +1.320 +0.864 +0.427 +0.005 -0.476 En relançant une impression dans la foulée pour voir si le décalage était corrigé par le touch, la buse est venue taper sur le plateau sur la partie de gauche (laissant une trace de son passage), comme si le M420 S1 n'était pas pris en compte lors de l'impression. J'ai voulu relancer un nivellement auto, j'avais une erreur de probing à partir du 3ème point de mesure. Comme si la sonde était trop courte par rapport au décalage (mais dans ce cas, bizarre qu'elle ait réussi à faire la mesure la première fois ?). En resserrant un peu l'écrou et faisant en faisant un G29 au lieu d'un M420 S1 après le G28 (dans le gcode), on voit que la partie gauche qui a été desserrée ne tient pas, et que la partie droite est en sur extrusion (photos en PJ), comme si le bl touch n'était pas pris en compte lors de l'impression (ou alors j'y suis peut-être allé un trop fort avec le décallage volontairement provoquée. Pour ce test, les valeurs du bl touch étaient les suivantes : Bilinear Leveling Grid: 0 1 2 3 4 0 +0.144 -0.387 -0.925 -1.441 -1.913 1 +0.486 +0.020 -0.449 -0.928 -1.352 2 +0.772 +0.385 -0.037 -0.454 -0.915 3 +1.087 +0.730 +0.372 +0.008 -0.384 4 +1.437 +1.084 +0.797 +0.509 +0.181
-
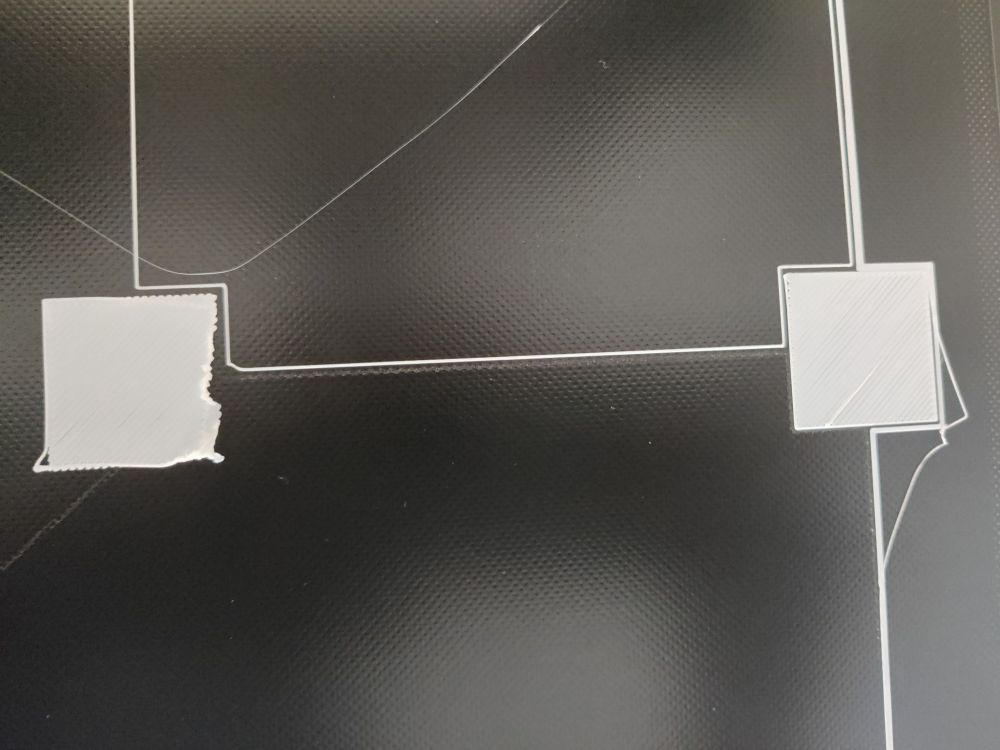
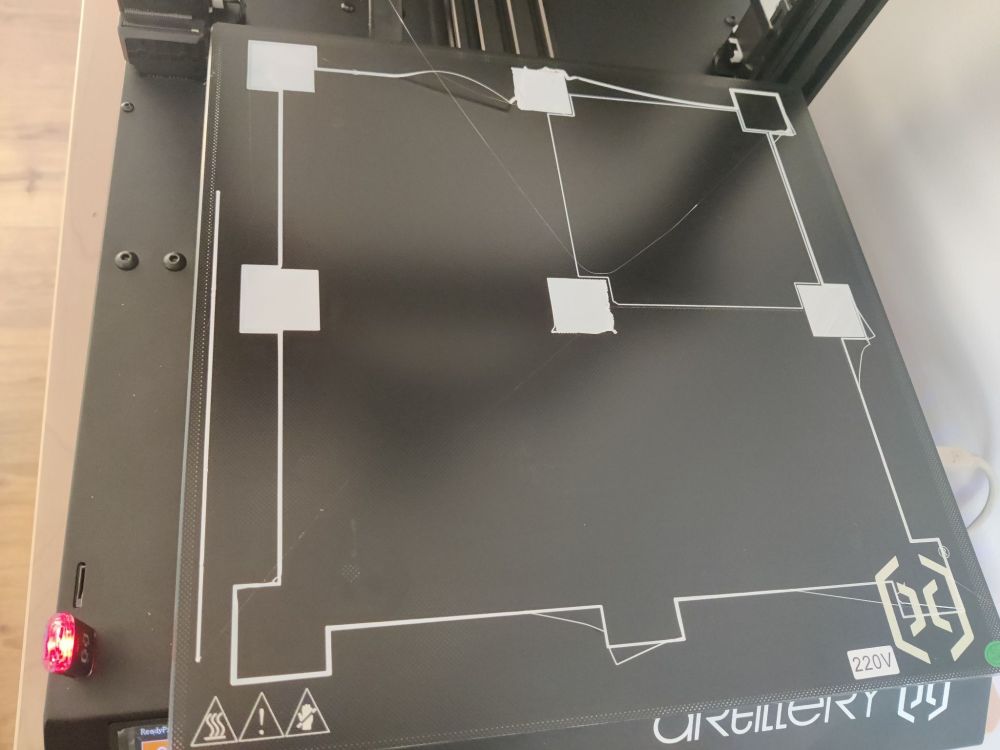
Bonjour à tous, Je possède une Artillery X2 depuis peu. Il s'agit de ma première imprimante. J'essaie de travailler le nivellement de mon BED mais je ne parviens pas à le régler correctement et efficacement. Lorsque j'imprime un test de nivellement (j'ai essayé celui de Super Slicer listé dans un tuto ici même et celui de Cura qui a l'air plus strict vu les résultats obtenus) j'ai toujours des zones qui s'impriment bien et d'autres mal. En réglage manuel, j'utilise la technique de la feuille qui "accroche" légèrement comme repère. Déjà, première question, quel type de feuille vous conseillez ? Feuille très fine type ticket CB ou plus épaisse type post-it ? Après le réglage manuel, je lance un nivellement automatique, que je sauvegarde dans l'eprom. Et j'ajuste de Z offset dans la foulée que je sauvegarde dans l'eprom. Pour ma dernière tentative d'impression hier, j'obtiens les images en pièce-jointe (après réglage manuel + leveling auto sauvegardé). Le résultat semble indiquer que ma buse était trop basse, soit. Mais ce que je ne comprends pas, c'est pourquoi, avec le leveling automatique, n'ai-je pas de résultats uniformes entre mes différents carrés ? Le cas que j'ai mis au dessus est extrême car la plupart des carrés sont ratés, mais même sur des exemples moins extrêmes, je ne parviens jamais à avoir tous mes carrés nickel, j'en ai toujours 1 ou 2 soit trop proches, soit trop éloignés. Or, je pensais que je 3D Touch était justement censé régler ce genre de soucis ? Au final, j'ai l'impression que le nivellement automatique n'est pas pris en compte. En ajustement manuellement les écrous après chaque impression, j'arrive à améliorer le résultat, alors que le nivellement auto ne semble pas avoir d'effet (voir le résultat obtenu sur les 3 dernières photos avec un reréglage manuel). J'ai bien ajouté dans le gcode de démarrage la commande "M420 S1" après le code G28 pour prendre en compte l'auto leveling sauvegardé. J'ai aussi essayé une impression avec un gcode de calibrage (G29) après le G28, mais les résultats ne sont toujours pas satisfaisant. Avez-vous des idées sur la façon de débbuger ce genre de problème ? Vous semble-t-il normal d'avoir des résultats inconsistants malgré le bl Touch ? Pour info, je fais mes tests avec du PLA Sakata 3D370 (le bed est à 40° et l'extrudeur à 220°). J'ai fait les réglages avec les valeurs indiquées dans la documentation (bed à 70° et extrudeur à 240°) Merci !

-
Bonjour à tous, Propriétaire d'une Artillery X2 depuis une semaine, qui est ma première imprimante 3D, ce forum a déjà été une source d'informations précieuse pour mes premiers pas. J'espère pouvoir apprendre des choses et résoudre mes problématiques à votre contact ! A bientôt