Kmillo
-
Compteur de contenus
18 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Kmillo
-
Je trouve pas comment marquer "résolu". C'est ce que je prends chez ali J'essaye de prendre de pièces avec photos réelles car quand il s'agit de dessin 3d, souvent c'est de la caille. En tout cas, je trouve le site fiable et les retours et remboursements sont bons donc pourquoi payer plus pour même chose. Tu vois, j'ai commandé ça : https://fr.aliexpress.com/item/32727474420.html?spm=a2g0o.order_list.order_list_main.75.48c75e5b0mbm7X&gatewayAdapt=glo2fra à 4€ qui marche très bien, sinon pour le même made in china et vendu en france c'est 40 à 80€, c'est un peu du foutage...
-
j'utilise des buses en 0.6 donc la buse est rarement bouché, mais le filament était coincé, je pense qu'il remontait trop haut lors des rétractation. Sinon le heatbreak à 3€ à l'air de conception correct au niveau des matériaux, au niveau design peut être que je vais faire un chanfrein à l'entrée s'il se re-coince, juste avec une mèche. Après j'achète beaucoup sur aliexpress et suis rarement déçu, surtout que l'on retrouve les mêmes produit 4 à 10 fois plus cher sur des site français qui importe de chine... Et là ça m'aurai embêté de mettre 20€ dans un petit bout de cuivre à 5cts, même si je comprends le commerce et les frais que ça engendre. Mais quand même 20€ c'est presque 10% de la valeur de l'imprimante... et vu que je ne fais pas du professionnel, je gratte sur tous les fronts. Exemple j'achète le PETG sur Ali et paye entre 8 et 11€ le kilo pour du JAYO, sinon c'est 22€ sur amazon on se demande qui abuse... Après c'est un autre débat
-
@willy2406 Quelles différences as tu pu constater quand tu avais le deux entre les mains, autant géométrique que matériau. Là mon problème était que le fil se bloqué dedans mais en modifiant la distance de rétractation, comme suggérer par pommeverte, je n'ai plus de soucis sur mes derniers prints, pourvu que ça dure.
-
Qu'auriez-vous aimé connaître à vos début dans l'impression 3D ?
Kmillo en réponse au topic de Johhn dans Entraide : Questions/Réponses sur l'impression 3D
Entièrement d'accord, mais tellement puissant que je ne peux m'en défaire -
Problème lors de l'impression
Kmillo en réponse au topic de Emmanuel Wolf dans Entraide : Questions/Réponses sur l'impression 3D
Je vois sur la photo que tu as un réglé, vérifie le parallélisme et équerrage de ta machine. Pense aussi à la planéité du plateau. -
Souci avec la dernière couche! (Pillowing)
Kmillo en réponse au topic de Alex971 dans Entraide : Questions/Réponses sur l'impression 3D
Paramètre "Haut/Bas" -> "Couches supérieures" Ensuite si tu mets trop chaud c'est vrai que le filament se dilate dans le vide et se rétracte sur les remplissages donc soit tu baisse la température soit tu augmente la vitesse. Pour les grandes zones comme sur la pièce présentée j'aurais tendance à augmenter la vitesse mais si tu as de petites zones il vaut mieux baissé la température et ça conviendrai à tout le print. J'imprime très peu de PLA mais de mémoire je mettais grand max 235°C mais plus souvent 225°C. Il te faut faire différents tests pour trouver le bon compromis vitesse/température pour tout type de pièces. Mais un dessus ou dessous c'est minimum 3 couches pour un rendu correct, en général. Salut, peut-être un peu d'humidité dans ton filament et monte un peu la température des 2 ou 3 première couches à 225/235°C. Ensuite le plateau doit être bien chaud uniformément essaie de le laisser chaud 5 minute à 60°C avant de démarré l'impression. -
Qu'auriez-vous aimé connaître à vos début dans l'impression 3D ?
Kmillo en réponse au topic de Johhn dans Entraide : Questions/Réponses sur l'impression 3D
Salut, Moi aussi je m'en sert pour faire des pièces bricolage et domotique. J'ai arrêté direct le PLA pour passer sur du PETG et du TPU, car ses matériaux résistent mieux aux hydrocarbures et au UV. Ensuite j'imprime avec une buse de 0.6mm, ça m'apporte plus de solidité et un gain de temps énorme car les lignes sont plus épaisses et plus larges sans perdre de qualité et de finition. Cerise sur le gâteau, rares sont les bouchages de buses. Je regrette de ne pas avoir pris une imprimante avec un double extrudeur pour imprimer les supports en matière soluble genre HIPS ou PVA. Pour le TPU, matériau souple, un direct drive est obligatoire pour des pièces très molles style joint caoutchouc . Des imprimantes gèrent des températures de buses jusqu'à +300°C et des plateau à plus de 100°C, ça permet d'utiliser des matériaux techniques pour des usages spécifiques. Après il faut quelques petits outils pour le post traitement : cutter, scalpel, limes, ébavureur, perceuse pour repasser les trous au diamètre précis, jeu de taraud.... etc. Un sécheur de filament est un plus non négligeable, le filament est moins cassant et ça évite des bulles dans les prints. Ensuite dans la conception et le design des pièces, éviter tant que possible les angles vifs qui donnent des points fragiles, un chanfrein ou arrondi supprime ses points fragiles. Faire des pièce assez épaisses, c'est du plastique. Le remplissage n'influe que très peu sur la solidité, j'ai tendance à régler sur 20% voir 40% mais je mets entre 5 à 8 ligne de coque (en 0.6mm), soit 3mm de coque et je fais rarement des designs plus fins que 2mm. J'ai réalisé une cnc capable de couper l'alu avec une précision de 0.1mm. Pour la moto j'ai fais un bloque embrayage, des cales pour le lève moto en plastique et ça va nickel. Par contre j'ai fais un crochet pour le radiateur porte serviette et là ça va pas, ça se ramolli et le peignoir se retrouve par terre... Exemple d'une imprimante que je prendrais si je n'en avais pas : ANYCUBIC KOBRA 3 -
Souci avec la dernière couche! (Pillowing)
Kmillo en réponse au topic de Alex971 dans Entraide : Questions/Réponses sur l'impression 3D
Salut, Combien tu mets de couches de dessus, il faut 3 voir 4 couches pour une belle finition et tu mets combien d'épaisseur de couche. Ensuite sous cura il y a un paramètre pour rendre plus lisse mais, pour moi là c'est un problème de nombre de couches. -
Oui c'est vrai que la buse doit être en contact avec le heatbreak mais si je partage c'est 5mm de profondeur pour un M6 c'est court. Dans l'alu c'est préconisé 1.5 x diamètre pour des assemblages mécaniques. Là même si il y a très peu de contrainte mécanique ça fait très peu de filets, si je peux gagner un ou deux tour pour chacun ce sera pas mal, ça éviterai que ça sorte par le haut. Au début j'avais mis des rondelles, sur le heatbreak, pour le bloquer mais les rondelles touchant à la fois le corp de chauffe et le haut du heatbreak, tout était trop chaud et j'avais 20mm de fil fondu... Sur un système tout beau tout neuf, tout c'est retrouvé bouché, j'étais dégouté. Nettoyage, briquet, perceuse et tout est redevenu propre mais la galère.
-
ARGH!.. Moi j'étais sur 4.5mm et 45mm/s Merci pommeverte je vais essayé, avant je n'avais pas ce problème, mais j'ai foiré le filetage... Du coup j'ai pris un bimetal et j'ai eu des soucis au début. je viens de commander des buses CHT, si tu veux je te tiens au jus pour avoir un retour. Le gros souci c'est le corp de chauffe qui est trop fin à mon goût, seulement 10mm la ongueur du pas de vis de la buse est de 9mm et le heatbreak de 8mm. Du coup ça ne mord pas beaucoup. J'ai une CNC et je crois que le vais en fabriqué un autre de 15mm environ en aluminium.
-
bonjour, J'ai changé le heatbreak et le corp de chauffe sur une CR6-SE en direct drive par un heatbrek bimetal, voici le lien : https://fr.aliexpress.com/item/1005005677197480.html?spm=a2g0o.order_list.order_list_main.16.37a65e5bfc9bKO&gatewayAdapt=glo2fra mais j'ai un problème, depuis souvent le fil se bloque et ne finit pas l'impression. La grosse différence est que le tube ptfe ne descend pas aussi bas. Et aussi le trou de guidage final du filament est assez fin. Je me demande si le filament, lors d'une rétractation ne remonte pas trop et qu'en redescendant n’arrive plus à "viser" le trou du heatbreak. j'imprime essentiellement du petg et je mets 4.5mm de rétractation. on dirait que le filament se coupe... du coup j'ai l'extrudeur qui rape le filament et l'élargie à peine et ne passe plus. Je suis obligé de sortir le filament, de le couper au dessus de la déformation rapé et il repasse sans problème. Pensez vous que si je grossis le conduit du heatbreak c'est mieux? avez vous eu ce genre de galère? ou diminuer la distance de rétactation? Je précise que la buse n'est pas bouchée. Je ne comprends pas bien car des rétractations il y en a souvent et il se bloque pas chaque fois et aussi le début du heatbreak est à plus de 4.5mm, mais je vois rien d'autre.
-
cura Gestion des ponts sous cura
Kmillo en réponse au topic de Kmillo dans Paramétrer et contrôler son imprimante 3D
Je ne sais plus ou c'est mais ce n'est pas dans les paramètres classique, je crois que c'est en haut dans le menu, j'essaie de le retrouver Ah non c'est dans paroi -> expansion horizontale Avec ideamaker avec une largeur de ligne de 0.4 il me faut des piéces avec une largeur d'un multiple de 0.4. alors que cura les aminci ou les grossis pour tomber juste Je sais que un pas de vis sur ideamaker m'avait causé plein de soucis. je modifier le jeu de mon modèle et quand enfin ça visse, il y avait trop de jeu. Puis j'ai remesuré toute mes pièces faites avec ce slicer et aucunes n'étaient 100%. -
cura Gestion des ponts sous cura
Kmillo en réponse au topic de Kmillo dans Paramétrer et contrôler son imprimante 3D
Oui Sur idéamaker je savait mais comme il ne respecte pas les dimensions, je ne m'en sert plus et de plus j'ai souvent de décrochage plateau avec ce slicer. dommage car j'aime bien l'interface et le système d'onglets pour les paramètres. Sous cura pour les dimensions on peut régler soit au plus près, soit jamais dépassé ou jamais inférieur à la pièce. Moi j'ai choisi ne jamais dépassé et mes pas de vis, mes ajustement sont toujours nickel. Sur idéamaker je n'ai pas trouvé ce genre de réglage et mes pièce sont trop grande comme si il était réglé par défaut sur jamais inférieur à la pièce. Encore une fois je ne sais pas si je m'exprime bien... -
cura Gestion des ponts sous cura
Kmillo en réponse au topic de Kmillo dans Paramétrer et contrôler son imprimante 3D
C'est exactement ce que je cherchais merci beaucoup. J'ai pas encore réussi à faire comme toi mais je vais incité un peu pour trouver. Ca y est, trouvé! Donc je crée un support et après l'avoir redimensionné et bien positionné, je le sélectionne, puis avec paramètre par modèle je clique sur paramètre de chevauchement et modifie mon nombre de paroies. Encore merci à PommeVerte. -
cura Gestion des ponts sous cura
Kmillo en réponse au topic de Kmillo dans Paramétrer et contrôler son imprimante 3D
Dès fois il arrive que le haut du mur fais 4 lignes mais que le reste à besoin de 8 et l'exemple de la pièce est juste là pour illustrer ma question, c'est à dire si on peut mieux gérer mieux les ponts ou changer le nombre de contour sur une ou deux couches. Dans l'exemple photo le dessous est à 45° mais il est exécuté bien trop tard quand tout c'est déjà " cassé la gueule ", dommage... J'ai regarder sur idéamaker c'est aussi mal géré Là c'est plus clair la pièce fait 25mm de large sur 100mm de long, mais il n'y a pour moi aucune gestion du pont
-
cura Gestion des ponts sous cura
Kmillo en réponse au topic de Kmillo dans Paramétrer et contrôler son imprimante 3D
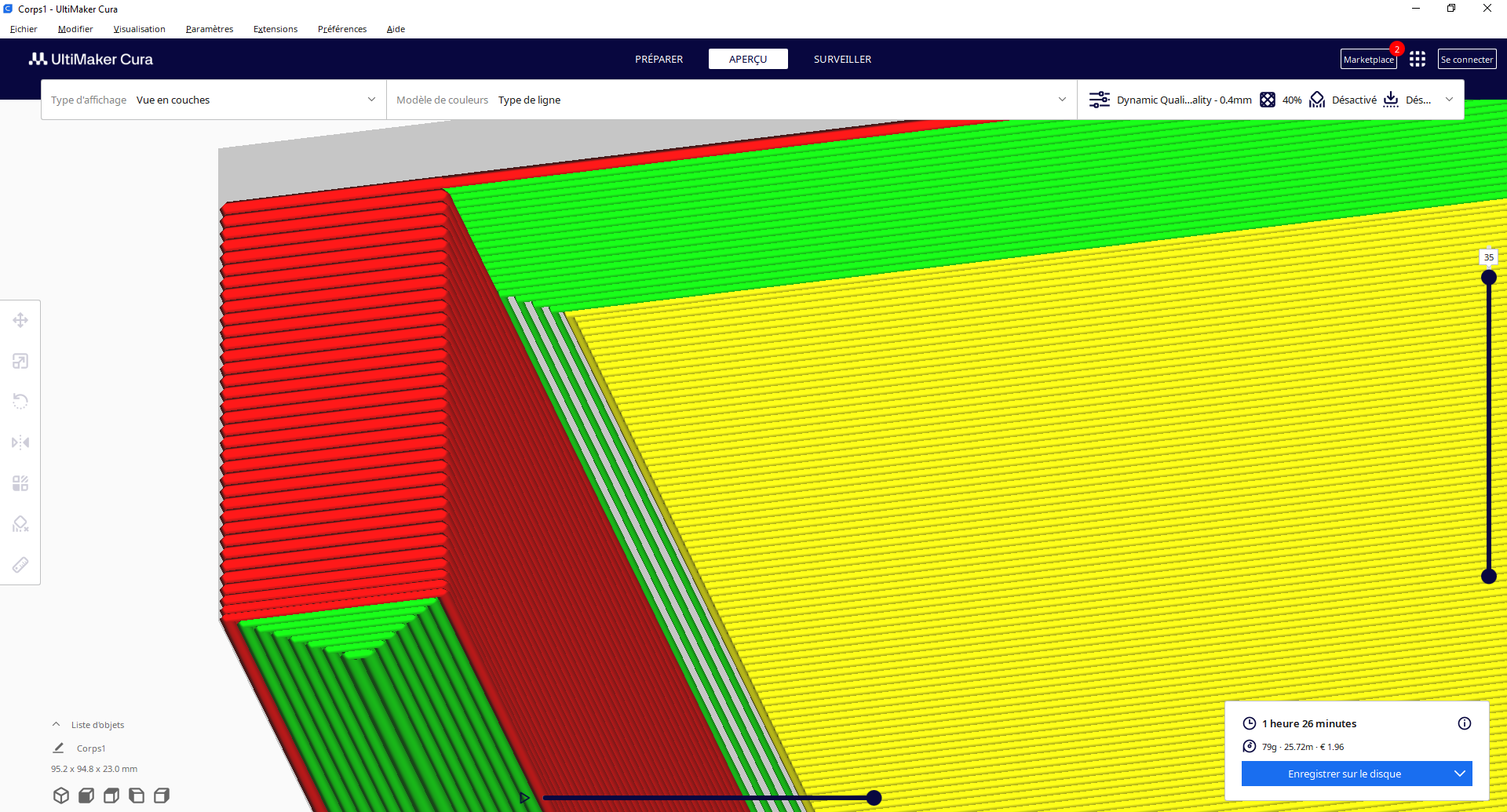
Merci pour vos conseils, @fran6p : j'ai essayé d'autre slicer, mais j'ai d'autres problèmes, notamment avec ideamaker les dimensions n'étaient pas respecté et j'avais du mal pour les assemblages, prusa slicer est quasi le même et d'autre ne m'ont pas convenu. Je ne suis pas fan de Cura, surtout l'interface et tous les paramètres sur une seule colonne mais il fait le job en général... @pommeverte : j'utilise le motif ligne mais ce que je voulais dire c'est que cura aligne la ligne sur la portion la plus longue du pont au lieu de faire plus perpendiculaire et que si je rejoins 2 murs assez fins exemple 4 lignes et que je mets en paramètre 8 lignes de contour, arrivé au vide il continu de faire de ligne de contour, donc parallèle au vide au lieu de gérer le vide différemment , style comme un pont. Pour info j'utilise une cr6-se qu j'ai monté en direct drive. Voila une image vaut 1000 discourts, excusez de ne pas être mieux explicite. En vert c'est les lignes de contours et en jaune ligne de dessous. Cura fais le dessous bien trop tard, il ne gère pas du tout que c'est un pont, il continu de faire des lignes de contour dans le vide complet. Là c'est encore pire , avec l'option gestion des ponts coché. c'est le même chemin de buse avec des lignes plus fine, donc qui ne touche plus rien. Évidemment c'est une pièce d'exemple sinon je l'aurai imprimé à l'envers.

-
cura Gestion des ponts sous cura
Kmillo a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, j'ai une question concernant les ponts sous cura. Je trouve qu'il gère très mal le ponts. Je m'explique, des fois j'ai un pont de 10 mm sur une longueur de 100 mm et cura, au lieu de zigzaguer sur 10 mm, il fait des lignes dans le vides. J'essaie bien de compenser avec le nombre de contour ou ligne de paroi mais ça nuit à la solidité de l'ensemble de la pièce. J'aimerai changer le nombre de paroi sur une seule couche mais je ne trouve pas cette fonction dans post traitement. Avec le mode experimental de gestion des ponts, c'est encore pire, il aminci la ligne qui ne touche plus rien et forcément "tombe". Si vous aviez une solution, se serait super -
Bonjour, je déterre mais c'est pour les prochains. j'ai aussi une CR6SE et pour le plateau quel courage de tout poncer... Moi j'ai fait différemment j'ai supprimé toutes les vis dessous sauf les 4 angles, comme les 3/4 des autres imprimantes, ensuite j'ai remplacé les cales en plastique,sorte de petit tube, par 2 écrous et j'ai tout réglé pile poils. c'est le même principe que les molettes et ressorts, moins cher mais un peu plus ch... à régler,mais une fois fait, tranquille pour un moment Par contre j'ai reseté tout le nivellement auto à zéro car quand il est exécuté le plateau descend dans les angles à cause du porte à faux. J'ai imprimé un test plateau (9 carré 20x20mm) et j'ai mesuré la couche imprimé pour régler mon z-offset . Tout est parfait. mais si je fais un nivellement automatique il me trouve des erreurs... Ensuite j'ai jamais eu trop de problèmes d’adhérence mais j’utilise beaucoup du PETG mais je chauffe bien plus quand même, ex: PLA 85°C et Petg 95°C. Aussi je laisse quelques minutes que la chaleur se difuse à travers tout le plateau, surtout pour les grands prints. Puis ralentir la première couche 15mm/s au moins pour les coques. J'ai eu quelques warpings dernièrement depuis Cura 5, mais je viens de passer sur IdéaMaker et des prints plus jolis sans problèmes. Je recommande vraiment ce slicer, même si je garde Cura sous la main car plus rapide, niveau ergonomie c'est clair et facile. Les paramètres en colonnes sur cura me fatiguais un peu.