Chercher dans la communauté
Résultats des étiquettes.
-

cura Gestion des ponts sous cura
Kmillo a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, j'ai une question concernant les ponts sous cura. Je trouve qu'il gère très mal le ponts. Je m'explique, des fois j'ai un pont de 10 mm sur une longueur de 100 mm et cura, au lieu de zigzaguer sur 10 mm, il fait des lignes dans le vides. J'essaie bien de compenser avec le nombre de contour ou ligne de paroi mais ça nuit à la solidité de l'ensemble de la pièce. J'aimerai changer le nombre de paroi sur une seule couche mais je ne trouve pas cette fonction dans post traitement. Avec le mode experimental de gestion des ponts, c'est encore pire, il aminci la ligne qui ne touche plus rien et forcément "tombe". Si vous aviez une solution, se serait super -
Bonjour à toutes et à tous, Je n'ai pas trouvé sur le site ma réponse pourtant il semblerai que beaucoup de monde ai eu le même problème. En effet quand je lance n'importe quelle version de Cura, cura se lance mais reste en page blanche puis indique "ne répond pas". Je ne vois plus de plainte depuis octobre ou novembre 2019 et je me dis que peut-être le problème a été résolu mais je n'ai pas trouvé ma réponse. Quelqu'un pourrait-il m'aider ? Merci d'avance ++ Chris
-
 Bonjour, Cura 4.7.1. intégrant les profils Tronxy pour la première fois, j'ai décidé d’abandonner ma version 4.4 pour cette nouvelle version. J'en ai profité pour tester le pilotage de l'impression directement avec Cura en connexion USB et ça fonctionne parfaitement, juste un petit bug, en manuel le sens des mouvements de l'imprimante sont inversés par rapport aux pictos sur le tableau de contrôle . il y a aussi une fenêtre de saisie pour des instructions G-codes. Ma question: Est-ce que quelqu'un a essayé de réaliser un réglage du PID directement par Cura avec cette fenêtre comme on le ferait avec Pronterface par exemple ?
Bonjour, Cura 4.7.1. intégrant les profils Tronxy pour la première fois, j'ai décidé d’abandonner ma version 4.4 pour cette nouvelle version. J'en ai profité pour tester le pilotage de l'impression directement avec Cura en connexion USB et ça fonctionne parfaitement, juste un petit bug, en manuel le sens des mouvements de l'imprimante sont inversés par rapport aux pictos sur le tableau de contrôle . il y a aussi une fenêtre de saisie pour des instructions G-codes. Ma question: Est-ce que quelqu'un a essayé de réaliser un réglage du PID directement par Cura avec cette fenêtre comme on le ferait avec Pronterface par exemple ?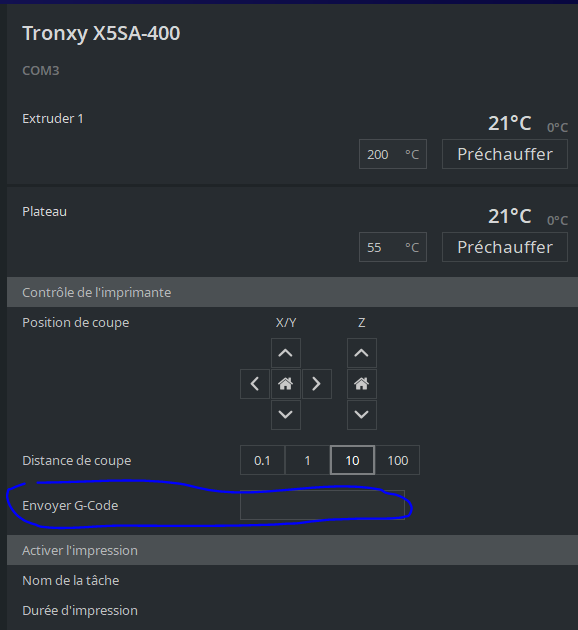
-

Trop plein de questions de n00b
0ld-Up a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à toutes et tous, Le demi siècle bien tassé, j'ai dans l'idée de me lancer sur la scène de l'impression 3D. Cela fait quelques temps déjà que je zieute de droite et de gauche cet univers pour le moins passionnant mais jusqu'ici un peu trop onéreux à mon goût ; d'autant qu'il ne s'agit pas d'un réel besoin mais une envie de tester. J'ai fait un peu le tour des divers tests et présentations des différentes imprimantes 3D qui pourraient faire l'affaire d'un débutant et ai pu arrêter mon choix sur la Neptune 4 Pro d'Elegoo. Contrairement à la version 3 elle ne possède pas de Wifi semble-t-il mais une connexion LAN, ce qui, pour moi sera bien plus pratique pour la décentraliser. Afin de ne pas me retrouver face à la bête sans savoir par où commencer ni comment m'y prendre ni même me rendre compte qu'il me manque ci ou çà, j'ai tenté de me mettre dans les conditions les plus réelles. Et je me rends compte aujourd'hui que j'ai déjà une multitude d'interrogations. Interrogations que je pose ici dans l'espoir qu'une ou plusieurs âmes charitables puissent me faire partager sa passion et surtout m'éclairer sur tous ces points pour le moins nébuleux. N'étant pas du tout familiariser avec le jargon inhérent à ce hobby, je vous prie de bien vouloir excuser par avance toutes les inepties et autres erreurs de langage que je pourrais commettre. J'essaie malgré tout de regrouper mes questions par thème, même si ça fuse un peu de partout dans ma petite tête. LES FILAMENTS : J'ai lu qu'il y avait pas mal de types de filaments (en tout cas pour la Neptune 4 Pro) : PLA, TPU, PETG, ABS, ASA et Nylon. - Quels sont les avantages et inconvénients de ces produits ? Je ne vous demande pas de me faire un cour sur chacun d'entre eux rassurez-vous mais plutôt de m'aiguiller en fonction du projet vers quel filament je devrais davantage me tourner. Comme par exemple pour l'impression d'une figurine ou pour l'impression d'une petite pièce qui sera un peu mise à mal et devra se montrer un peu résistante ? - la couleur du filament est-elle importante pour l'impression d'une figurine ? Et du coup quelle serait la ou les couleurs à privilégier pour peindre ensuite ? LES LOGICIELS : Concernant la Neptune 4 Pro, Elegoo préconise l'utilisation du logiciel Cura. - Est-il possible d'en utiliser un autre ? Si oui, lequel et faudra-t-il paramétrer quelques choses pour que l'imprimante soit reconnue et parfaitement drivée ? J'ai donc installé "Ultimaker Cura" pour voir un peu de quoi il en retourne et pour le moment ai paramétré l'existence d'une pseudo Neptune 3 Pro ; la v4 n'étant pas affichée dans la base de données mais j'imagine qu'il faut faire une recherche sur le réseau (?) Bref... J'ai ensuite récupéré une archive contenant une figurine dont les plans sont au format .STL Rien que pour le socle de la figurine il y a 3 fichiers STL. Et de là déjà, je m'interroge : pourquoi 3 pièces juste pour le socle alors qu'une seule pièce serait parfaitement rentrée sur le plateau et aurait évité d'avoir à coller ? Et du coup, n'est-il pas possible au sein de Cura (ou d'une autre soft qui supporterait le format STL), de rassembler ces 3 pièces en une seule et donc de ne faire qu'une seule impression pour le socle ? Une autre question me tracasse également. Lorsque je charge dans Cura un fichier STL, la pièce que le fichier contient n'est aps positionnée à plat, laissant penser que durant l'impression, la pièce devra tenir en équilibre. Est-ce à l'utilisateur de la bouger dans Cura pour la positionner de manière à ce qu'elle tienne sur le plateau durant l'impression ? Et du coup, comment cela se passe pour une pièce qui de toutes façons ne pourra pas tenir en équilibre ? OUTILLAGE et ENTRETIEN J'en arrive au dernier point même si assurément, lorsque je serai réellement confronté à ma première impression j'aurai sûrement beaucoup d'autres questions. - y a-t-il un entretien particulier à faire pour l'imprimante ? - est-il nécessaire d'avoir un type d'outillage un peu spécifique et si oui existe-t-il des kits de démarrage ? Voilà, je crois dans un premier temps avoir fait un peu le tour des choses qui me titillent. Merci de m'avoir lu et encore plus si vous pouvez apporter quelques réponses. Bonne journée. -
Bonjour, j'ai un petit problème firmware qui me pose quelques soucis : est-il possible de modifier la vitesse de l'axe Z via Cura ? je suis sous la version 4.11.0, et la seule info que j'ai pu trouver en ligne c'est la mention d'un "maximum Z speed" qui ne semble plus exister... pour détailler un peu plus j'essaie de récupérer une vieille machine ( LeapFrog CreatR ), seulement au lancement d'une impression, l'accélération exigée devant être trop forte, ça fait complètement rater le homing, et m'empêche d'imprimer quoi que ce soit. Je voudrais donc réduire la vitesse sur l'axe Z pour éviter ce problème. J'ai fait des tests avec Pronterface (où on peut modifier la vitesse Z) et cette fois le homing fonctionne très bien, je cherche donc a faire la même chose sous Cura Merci d'avance si quelqu'un a une réponse/suggestion
-

cura Changer la qualité en cours d'impression
Patriboom a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour à tous, pour diverses raisons, j'ai des pièces à imprimer en différentes qualités. La base doit être grossière (draft) Le milieu doit être bien défini, propre, de haute qualité (la meilleure qui puisse donner mon imprimante) Le haut doit revenir à la définition grossière du début. Cura me permet de définir des qualités générales pour une pièce. Ça va, je sais faire. Je veux maintenant éditer mon fichier gCode pour y inclure les changements décrits ci-haut. Quels sont, selon vous, les paramètres à changer ? vitesse d'impression (avec G0 Fx ou G1 Fx, j'imagine) ¿ ... mais encore ? hauteur de couche .... me faudrait-il bidouiller chaque ligne G1 après publication par Cura ? Ouille! température ? pas sûr Cura me permet de définir la taille du filament fondu (0,12; 0,15; 0,20; 0,30) ... comment puis-je en faire autant avec le gCode ? ... plus précisément hauteur de couche épaisseur de la paroi Cura permet aussi de définir la densité du remplissage Quant à la température, je ne crois pas avoir besoin d'intervenir, vous saurez me dire. Merci à l'avance. -
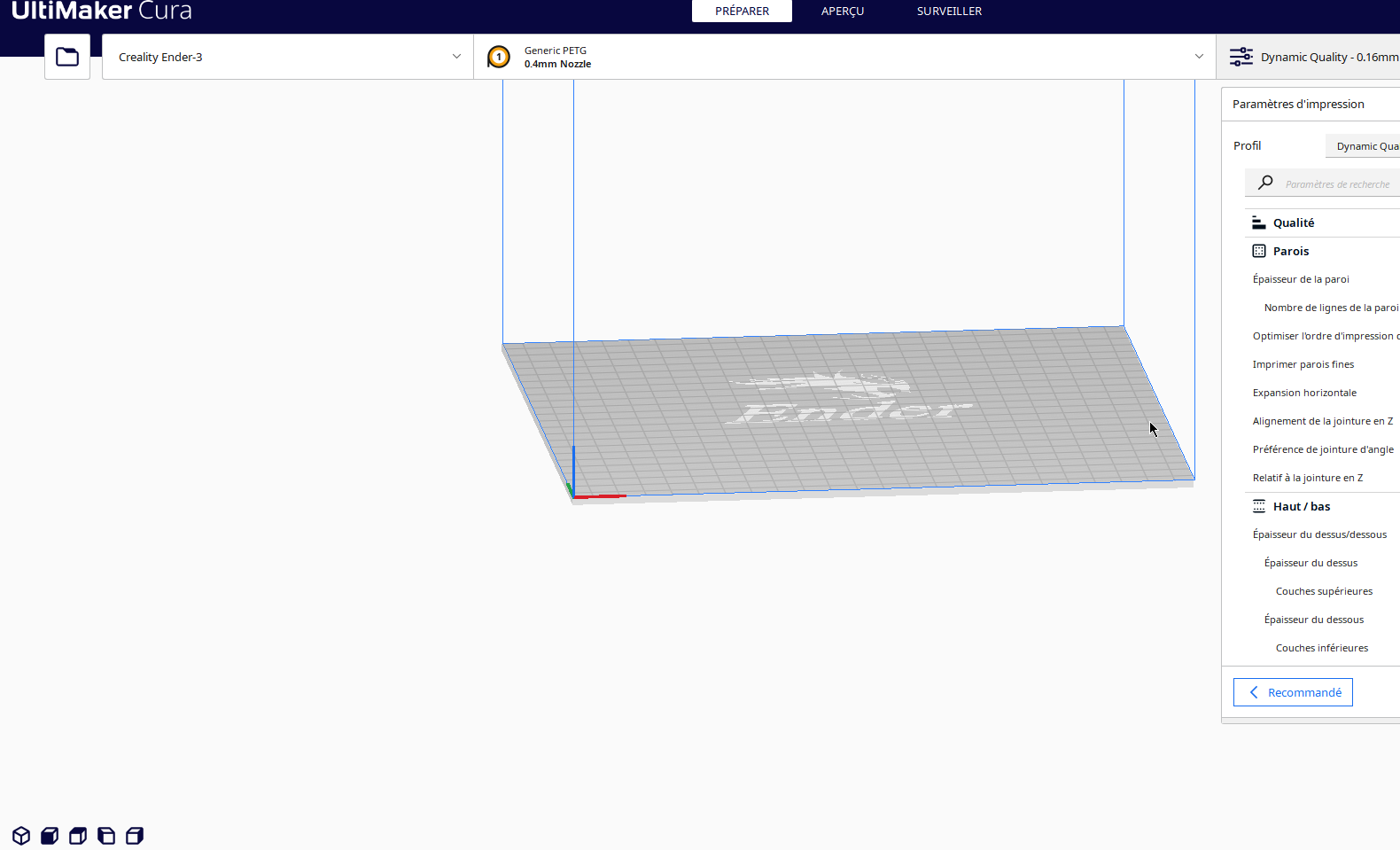
 Bonjour, Je possède une imprimante 3D CTC Bizer II (qui a un plateau mobile) et j'utilise une carte SD pour transférer mes fichiers d'impression de mon ordinateur à mon imprimante 3D. Ces fichiers doivent être sous le format x3g. J'ai téléchargé le logiciel Ultimaker Cura 5.6 comme slicer et j'ai ajouté son extension x3gWriter disponible sur la Marketplace pour créer directement des fichiers x3g depuis Cura. Je n'ai pas trouvé mon imprimante dans la liste déroulante proposée par Cura, j'ai donc créé une imprimante custom en rentrant manuellement les caractéristiques dimensionnelles de mon imprimante (photo "Settings custom FFF printer"). Je n'ai pas modifié les paramètres de la tête d'impression car je ne savais pas à quoi ils correspondaient. Une fois le fichier créé, je lance l'impression depuis l'imprimante 3D, la buse et le plateau chauffant se mettent à température correctement, puis le plateau se déplace mais se positionne beaucoup trop bas par rapport à mon extrudeuse (de plusieurs centimètres), puis l'extrudeuse commence à imprimer dans le vide et dans le coin au fond à gauche de l'imprimante et non au milieu du plateau comme je le souhaiterai. J'ai essayé de modifier le Gcode de démarrage (photo Gcode de démarrage) mais cela n'a pas réglé mon problème. Avez vous une idée d'où vient le problème et de comment je pourrais le régler ? Merci d'avance, Maxime
Bonjour, Je possède une imprimante 3D CTC Bizer II (qui a un plateau mobile) et j'utilise une carte SD pour transférer mes fichiers d'impression de mon ordinateur à mon imprimante 3D. Ces fichiers doivent être sous le format x3g. J'ai téléchargé le logiciel Ultimaker Cura 5.6 comme slicer et j'ai ajouté son extension x3gWriter disponible sur la Marketplace pour créer directement des fichiers x3g depuis Cura. Je n'ai pas trouvé mon imprimante dans la liste déroulante proposée par Cura, j'ai donc créé une imprimante custom en rentrant manuellement les caractéristiques dimensionnelles de mon imprimante (photo "Settings custom FFF printer"). Je n'ai pas modifié les paramètres de la tête d'impression car je ne savais pas à quoi ils correspondaient. Une fois le fichier créé, je lance l'impression depuis l'imprimante 3D, la buse et le plateau chauffant se mettent à température correctement, puis le plateau se déplace mais se positionne beaucoup trop bas par rapport à mon extrudeuse (de plusieurs centimètres), puis l'extrudeuse commence à imprimer dans le vide et dans le coin au fond à gauche de l'imprimante et non au milieu du plateau comme je le souhaiterai. J'ai essayé de modifier le Gcode de démarrage (photo Gcode de démarrage) mais cela n'a pas réglé mon problème. Avez vous une idée d'où vient le problème et de comment je pourrais le régler ? Merci d'avance, Maxime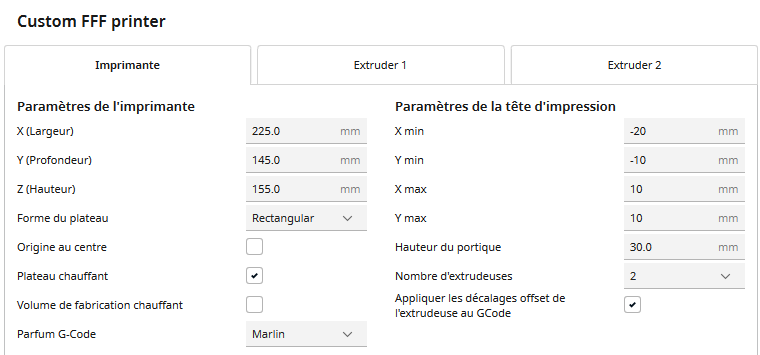
-

cura Problème d impression artillery sidewinder X2.
campana a posté un sujet dans Paramétrer et contrôler son imprimante 3D
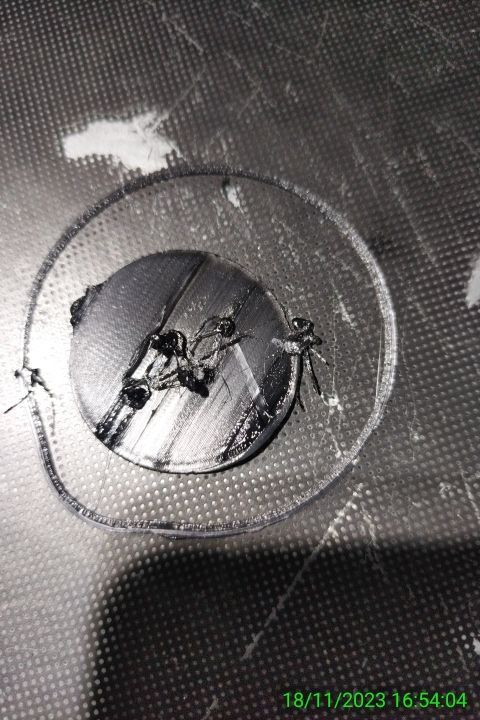
Bonjour, j ai un soucis avec mes impressions car, à chaque fois , les parties situé vers le bas , sont mal imprimé, limite , on dirait que le filament n est pas fondu. Si vous pouvez m aider , je suis perdus.


-
 Bonjour à tous, Je viens de m'inscrire car je ne trouve de vrai réponse nulle part (je ne suis peut être pas le meilleur pour trouver les infos sur le net..) Je m'excuse d'avance si le sujet a déjà été traité. Voici pourquoi je me suis inscrit. Ce weekend, j'ai installé des rails linéaires sur mon imprimante 3d CR10S. J'ai un peu bricolé avec certaines pièces et j'ai donc modifié le firmware sous Arduino IDE pour changer les paramètres de taille du plateau (ainsi que le jerk, acc..). J'ai branché mon câble USB entre le boîtier et le PC. J'ai compilé dans Arduino avec mon port COM3 et la sortie Arduino 2560. Puis sous cura j'ai ouvert la gestion de l'imprimante et j'ai flashé ma carte mère. C'est là que j'ai dû faire mon erreur. J'avais le choix entre le firmware avec bootloader et l'autre sans... J'ai choisi celui avec un peu trop vite je crois.. L'upload s'est terminé, j'ai débranché l'USB puis j'ai allumé l'imprimante. Et là.. écran bleu sans aucun affichage. Aussitôt j'ai débranché pour essayer de mettre l'autre firmware. Cependant impossible pour cura de trouver l'imprimante. J'ai donc essayé avec Arduino IDE directement. Message d'erreur "impossible de communiquer" alors qu'il détecte bien le port COM. Je suis donc bloqué et ai peur de devoir racheter une carte mère.. Merci par avance pour vos réponses et votre aide.
Bonjour à tous, Je viens de m'inscrire car je ne trouve de vrai réponse nulle part (je ne suis peut être pas le meilleur pour trouver les infos sur le net..) Je m'excuse d'avance si le sujet a déjà été traité. Voici pourquoi je me suis inscrit. Ce weekend, j'ai installé des rails linéaires sur mon imprimante 3d CR10S. J'ai un peu bricolé avec certaines pièces et j'ai donc modifié le firmware sous Arduino IDE pour changer les paramètres de taille du plateau (ainsi que le jerk, acc..). J'ai branché mon câble USB entre le boîtier et le PC. J'ai compilé dans Arduino avec mon port COM3 et la sortie Arduino 2560. Puis sous cura j'ai ouvert la gestion de l'imprimante et j'ai flashé ma carte mère. C'est là que j'ai dû faire mon erreur. J'avais le choix entre le firmware avec bootloader et l'autre sans... J'ai choisi celui avec un peu trop vite je crois.. L'upload s'est terminé, j'ai débranché l'USB puis j'ai allumé l'imprimante. Et là.. écran bleu sans aucun affichage. Aussitôt j'ai débranché pour essayer de mettre l'autre firmware. Cependant impossible pour cura de trouver l'imprimante. J'ai donc essayé avec Arduino IDE directement. Message d'erreur "impossible de communiquer" alors qu'il détecte bien le port COM. Je suis donc bloqué et ai peur de devoir racheter une carte mère.. Merci par avance pour vos réponses et votre aide. -
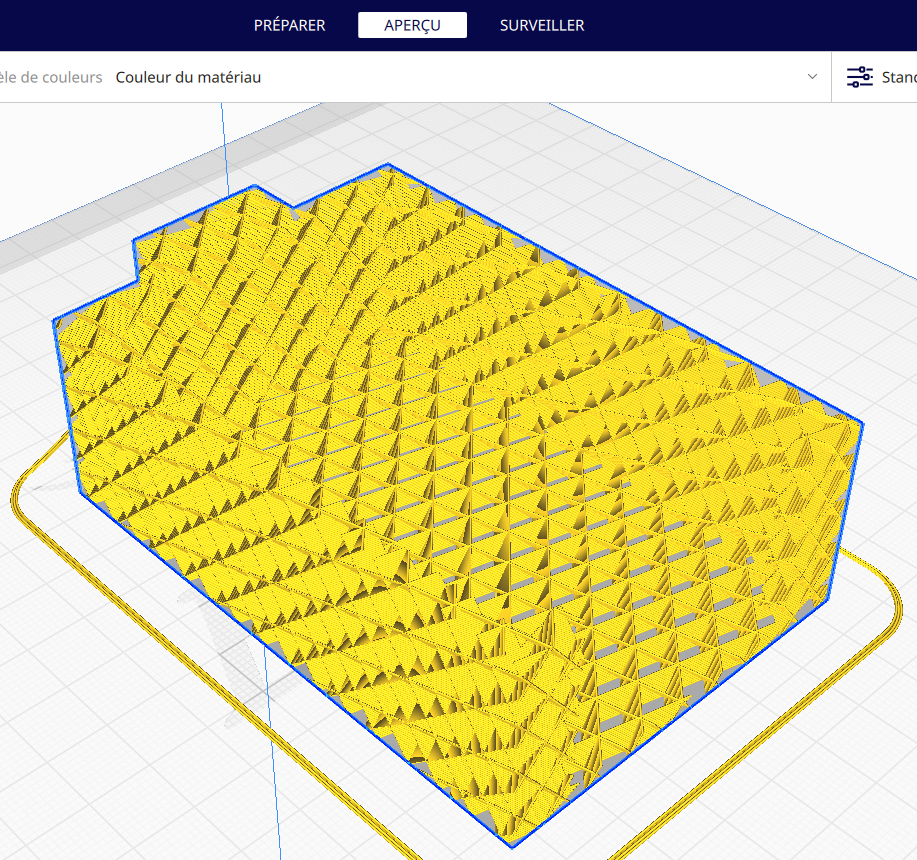
 bonjour ca me tien a cour pour réalise et imprime une girafe pour mon petit fils que adore ce formidable animal trouve dans le site https://www.printables.com/en/model/60564 decupe avec cura et transmis a l'imprimante elle commence bien a faire le socle et après elle travaille dans le vide ci joins des capture photo video trop lourde et la config avec cura et fichier pdf complet et ca donne ca en derniere photo ender 3 pro avec cura 2.1.2.1 et creality 4.2.7 avec support ou sans support ca donne la meme chose je vous remercie pour mon petit fils batiste soit ce mon imprimante le programe ou mon encrant beau soi ils a persone que peut le réalise et me transmettre le fichier pour mon ender 3 pro contact moi merci config cura ender 3.pdf capture de video pour quoi ca comencé bien et après elle et perdu ??
bonjour ca me tien a cour pour réalise et imprime une girafe pour mon petit fils que adore ce formidable animal trouve dans le site https://www.printables.com/en/model/60564 decupe avec cura et transmis a l'imprimante elle commence bien a faire le socle et après elle travaille dans le vide ci joins des capture photo video trop lourde et la config avec cura et fichier pdf complet et ca donne ca en derniere photo ender 3 pro avec cura 2.1.2.1 et creality 4.2.7 avec support ou sans support ca donne la meme chose je vous remercie pour mon petit fils batiste soit ce mon imprimante le programe ou mon encrant beau soi ils a persone que peut le réalise et me transmettre le fichier pour mon ender 3 pro contact moi merci config cura ender 3.pdf capture de video pour quoi ca comencé bien et après elle et perdu ??



-
 Un tutoriel avec texte, figures et exercice. CURA support blocking explained, with pictures and exercise by phildc - Thingiverse (Objet 6445519 de phildc sur thingiverse.com)
Un tutoriel avec texte, figures et exercice. CURA support blocking explained, with pictures and exercise by phildc - Thingiverse (Objet 6445519 de phildc sur thingiverse.com) -
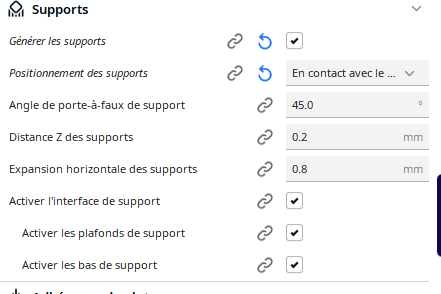
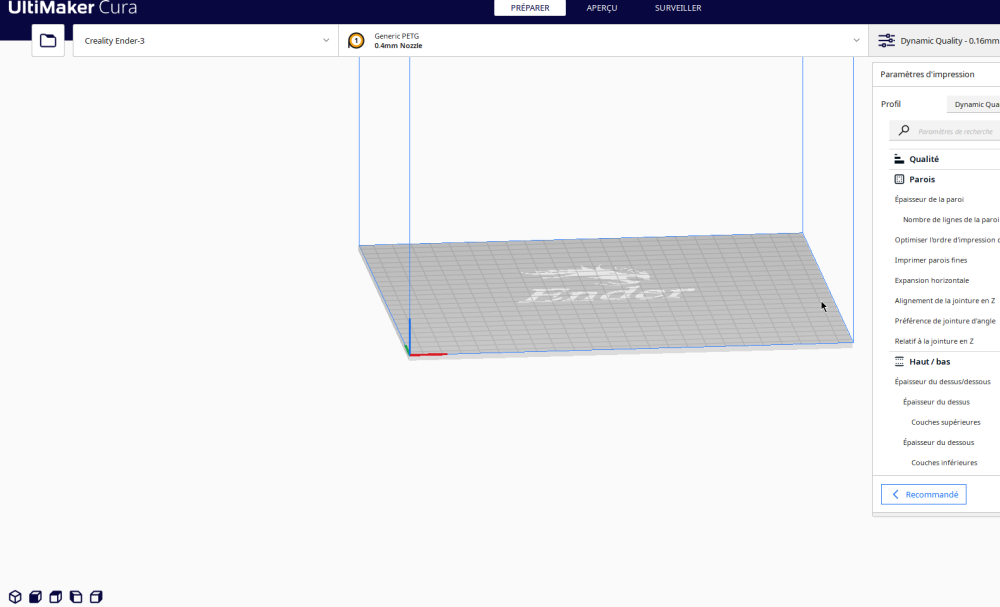
 Bonjour, J'espère que vous allez bien. Je me permets de vous contacter car j'ai rencontré un problème avec la configuration des supports dans Cura et je ne parviens pas à trouver une solution. En utilisant mes propres paramètres de supports (non générés par Cura) et une fois que j'ai slicé/découpé le modèle, les supports se présentent de manière inattendue. Les supports bleus que vous pouvez voir sont ceux générés par Cura, tandis que les traces grises sur la statue sont les supports que j'ai ajoutés après la génération automatique. Le problème principal est que, une fois slicés, mes supports ne descendent pas jusqu'au plateau, ce qui signifie qu'ils ne servent à rien car il seront en lévitation. Pour vous donner une meilleure idée du problème, vous trouverez ci-joint une photo illustrative, comme on peux le voir sur cette vidéo, à 2min26 je joins également une capture d'écran de mes paramètres actuels dans Cura. Je vous remercie d'avance pour votre aide précieuse. Si vous avez besoin de plus d'informations ou de détails, n'hésitez pas à me le faire savoir. Cordialement, Alex.
Bonjour, J'espère que vous allez bien. Je me permets de vous contacter car j'ai rencontré un problème avec la configuration des supports dans Cura et je ne parviens pas à trouver une solution. En utilisant mes propres paramètres de supports (non générés par Cura) et une fois que j'ai slicé/découpé le modèle, les supports se présentent de manière inattendue. Les supports bleus que vous pouvez voir sont ceux générés par Cura, tandis que les traces grises sur la statue sont les supports que j'ai ajoutés après la génération automatique. Le problème principal est que, une fois slicés, mes supports ne descendent pas jusqu'au plateau, ce qui signifie qu'ils ne servent à rien car il seront en lévitation. Pour vous donner une meilleure idée du problème, vous trouverez ci-joint une photo illustrative, comme on peux le voir sur cette vidéo, à 2min26 je joins également une capture d'écran de mes paramètres actuels dans Cura. Je vous remercie d'avance pour votre aide précieuse. Si vous avez besoin de plus d'informations ou de détails, n'hésitez pas à me le faire savoir. Cordialement, Alex.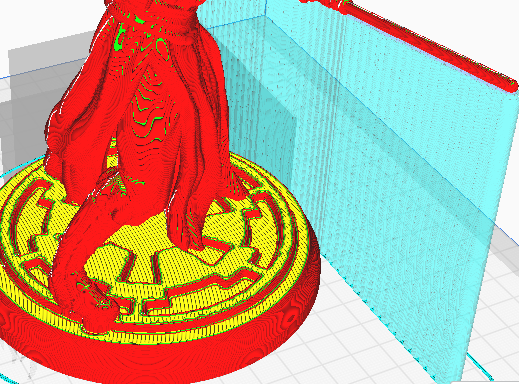
-

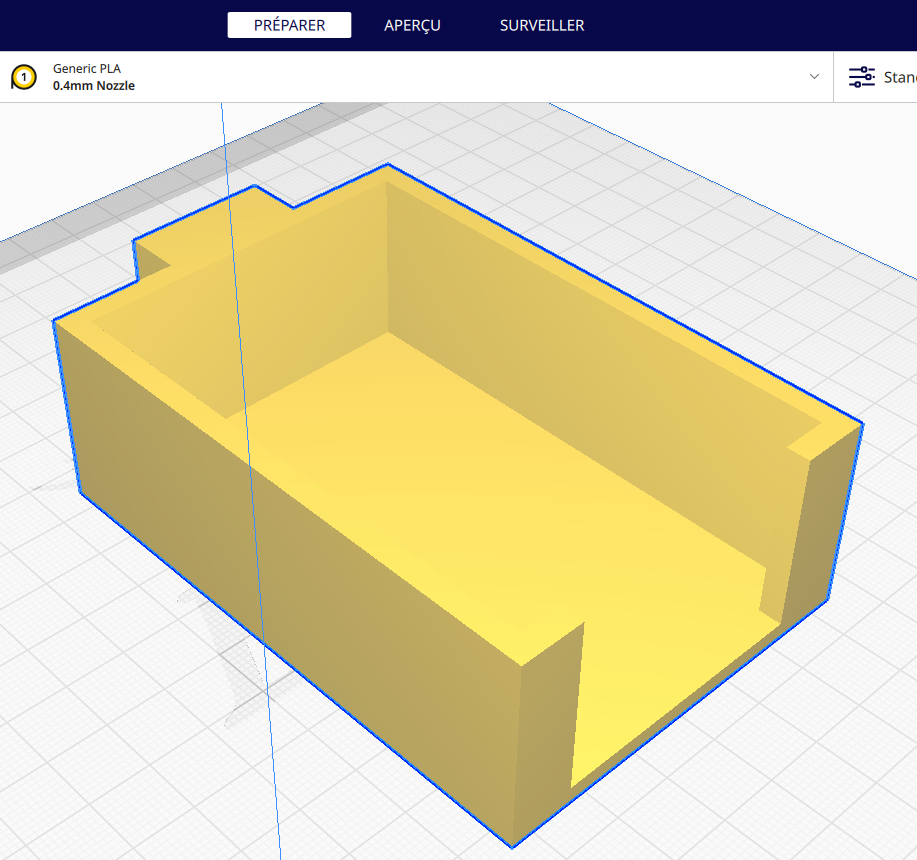
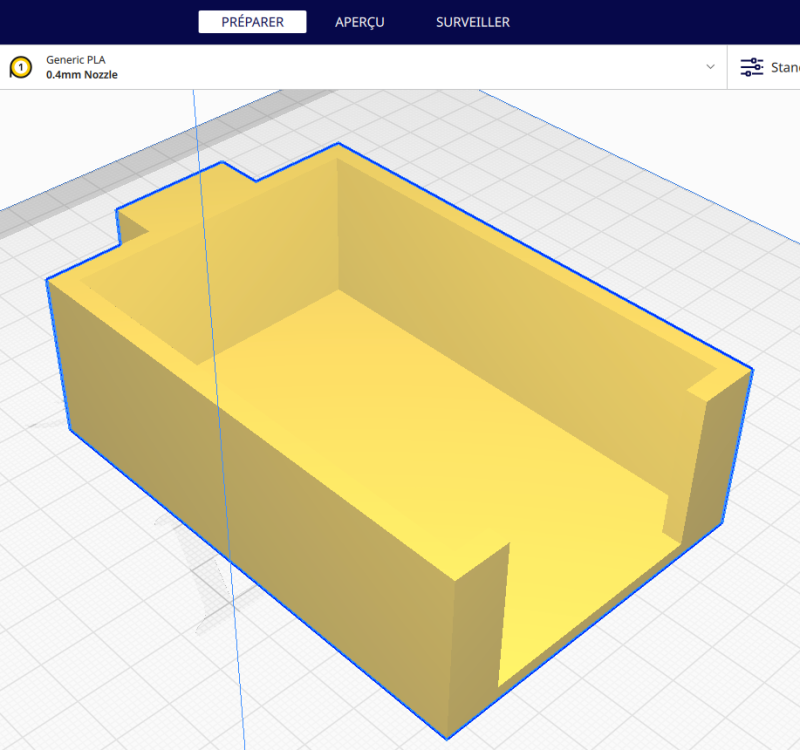
Impression de mon boitier
NoOne38 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
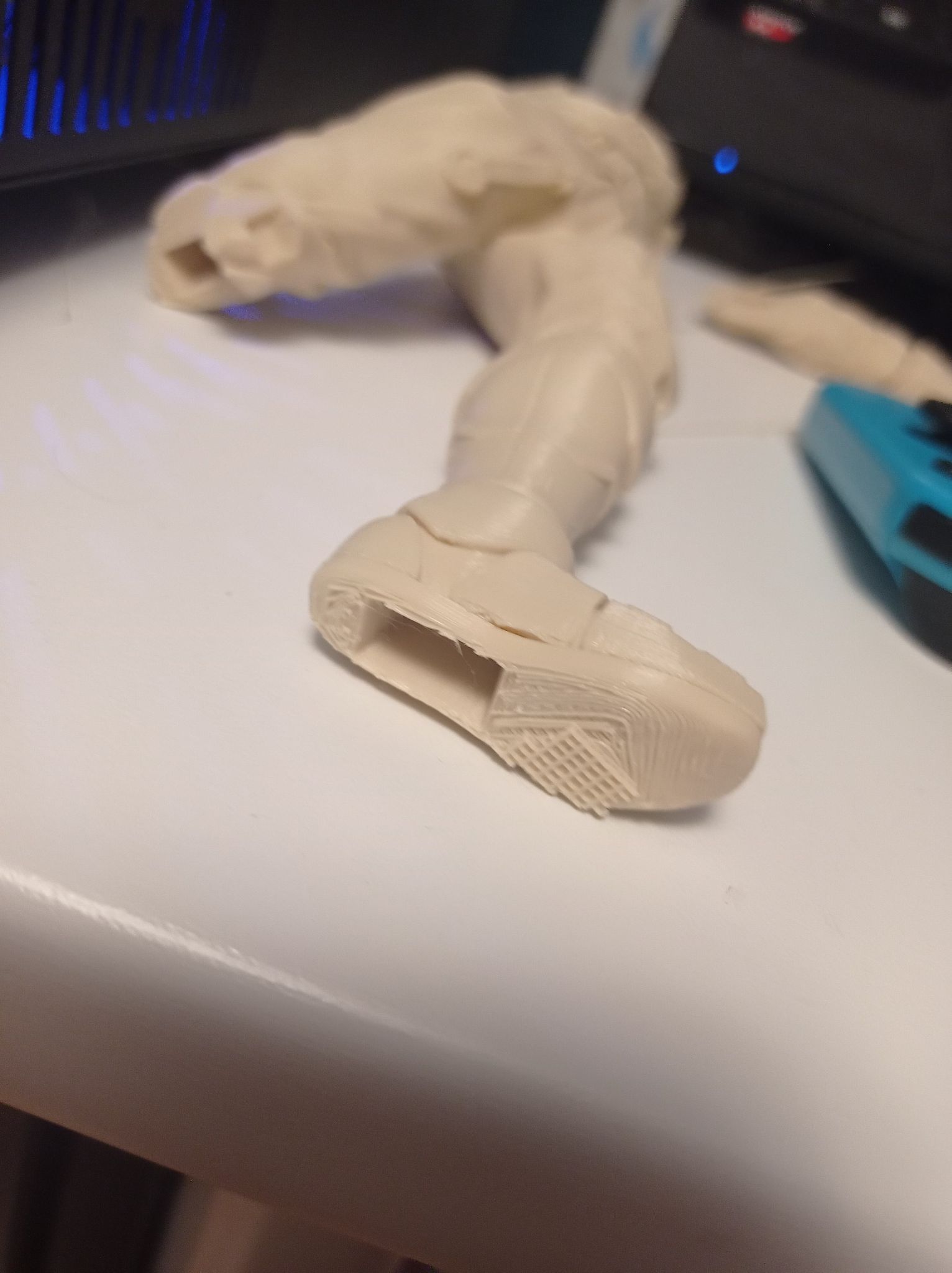
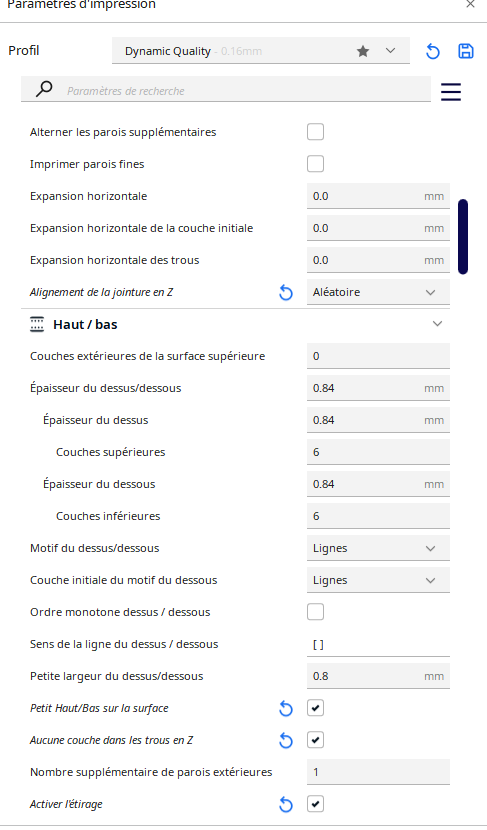
Bonjour à tous , J'ai voulu procéder à l'impression sous Cura 5 de ce boitier mais malheureusement le résultat a été catastrophique dans la partie haute 30 mm Comment aurais-je du m'y prendre selon vous pour effectuer une impression correcte ? Utilisation de support interne ? positionner la pièce d'une certaine façon ? Merci par avance pour vos conseils Test.3MF -

cura CURA - Mise à l'échelle d'une zone seulement
Charlooze a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, J'ai récupéré un modèle sur Internet impliquant plusieurs engrenages. Certains objets sont, pour faire des réductions, composés d'un grand engrenage, et d'un petit, solidaire sur un même axe. Le soucis que je rencontre, est qu'il me faudrait imprimer la grande roue à 101%, tandis que la petite doit absolument rester à 100% (sinon elle frotte). En clair, est il possible d'ajuster la mise à l'échelle d'un objet sur une partie seulement de celui ci ??? J'ai tenté avec le dernier bouton dans CURA en bas à gauche (je ne sais pas son nom), cela créé la fameuse zone grise qui permet de modifier des paramètres sur une zone, mais je ne vois pas comment, si c'est possible d'ajuster la taille... Au pire des cas, je ferais 2 impressions séparées, collées, mais si je peux me l'éviter... Merci -
Bonjour à tous, Tout ou presque est dans le titre, je souhaite faire un print bicolore. J'ai tenté dans CURA en Extension -> Post Traitement d'ajouter un script "Filament Change" , puis un script "Pause at Height", mais sans résultat dans les deux cas. L'imprimante continue son petit bonhomme de chemin sans s'arrêter à aucun instant Ma machine est en full stock, je n'ai jamais rien changé dessus, si ce n'est l'extrudeur plastique d'origine qui avait lâché. Le firmware est donc d'origine, si celle info à une importance ? V1.0.2. Ai-je manqué quelque chose dans CURA ? Est ce un problème de firmware ? J'ai cru comprendre de mes lectures que "Filament change" n'est pas forcément reconnu, mais "Pause at Height" devrait l'être ? Merci
-

cura Prévisualisation couches dans Cura?
MMichelM a posté un sujet dans Discussions sur les logiciels 3D
Bonjour à tous Nouvel utilisateur de Cura (avant sur CrealityPrint), je ne parviens pas à prévisualiser pas toutes les couches dans Cura ??? Merci d'avance de votre aide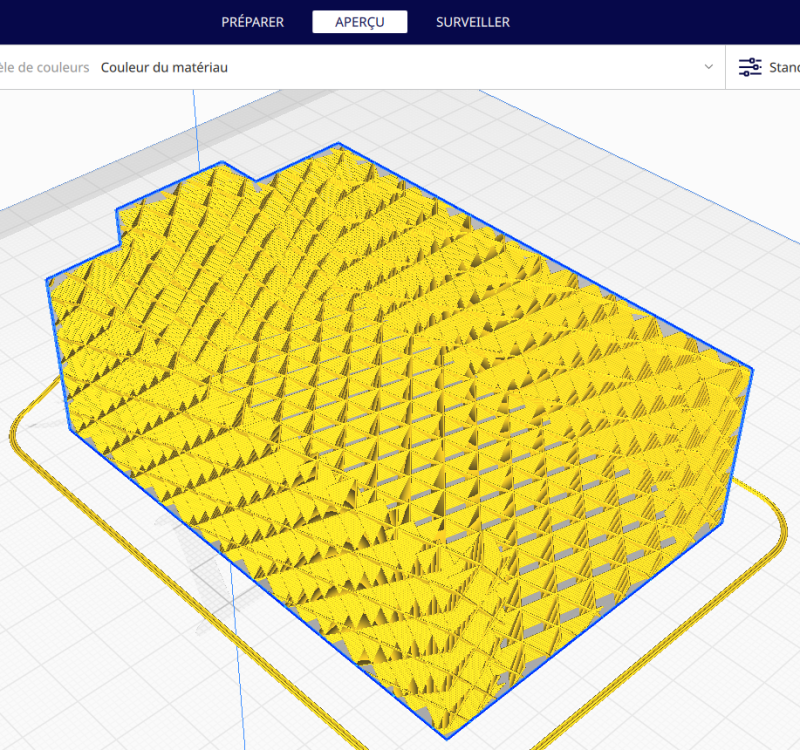
-
Bonjour, J'utilise Cura 5.0 sur une Ender 3 V2 avec OctoPrint Je voulais empecher le chauffage du plateaue et de l'extrudeur de couper à la fin de l'impression. J'ai modifié le End GCode pour mettre en commentaire les lignes M104, M106 et M140. Ca n'a pas fonctionné. Le chauffage de l'extrudeur et le plateau sont éteints à a fin de l'impression. Quand je regarde le fichier GCode produit par Cura, je vois qu'il a pris en compte mes modifications mais rajouté la ligne M104 S0 pour couper le chauffage de l'extrudeur. Je ne sais pas d'ou vient cette ligne et je n'arrive pas à la supprimer sauf si je modifie le fichier. Ca n'explique pas non plus pourquoi le chauffage du plateau est coupé. Merci d'avance.

-

cura Ultimaker Cura et DiscoUltimate
fastr a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour à tous, Je rencontre un problème avec ma discoultimate de dagoma avec le logiciel Ultimaker Cura. J'ai rentrée la bonne imprimante et ai bien configuré tout ce qui était configurable mais lorseque Cura export le gcode, je dois premièrement modifier le nom en "dagoma0.g" puis mettre la carte dans l'imprimante, mais quand je l'insère et allume la machine, elle chauffe, l'extrudeur se met tout à gauche et purge indéfiniment... Merci d'avance pour votre aide. -
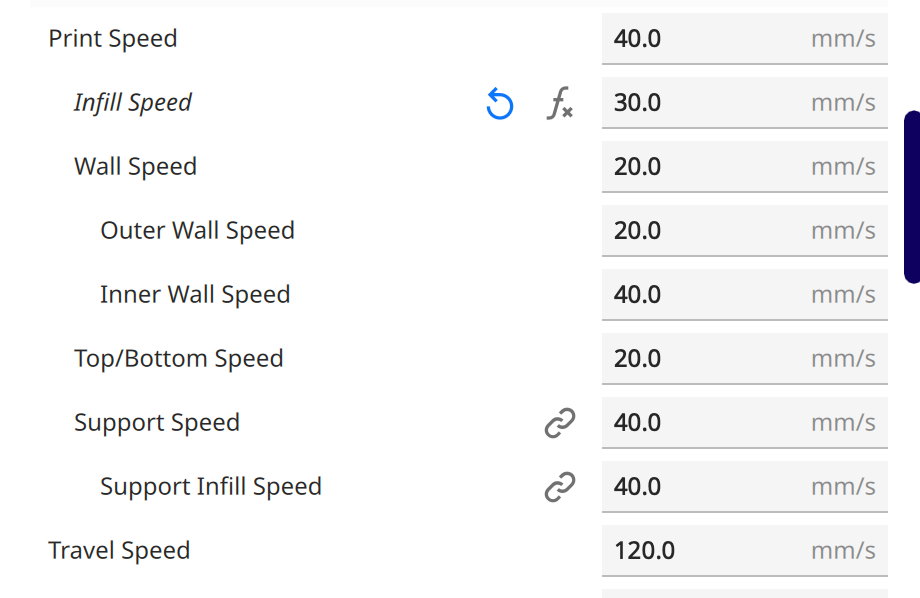
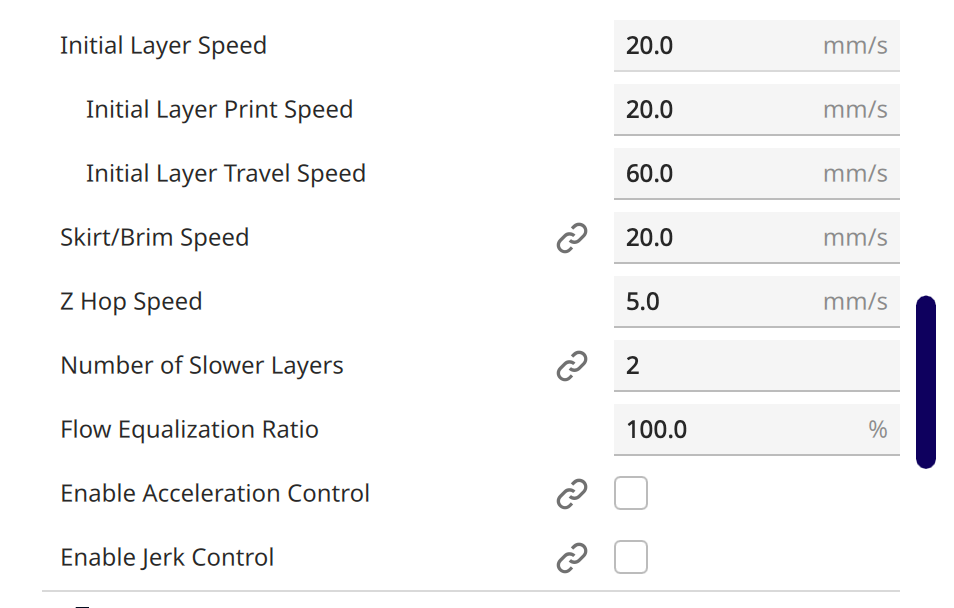
Bonjour, Je voudrais savoir quels sont les meilleurs parametres sur cura sur la vitesse dans Ultimaker Cura car dans certains impression, l'imprimante fait n'importe quoi et imprime comme des petits points pour faire les contours et du coup apres elle fait aussi des petits points lors de l'impression sur l'objet et du coup ca casse tout et je crois que c'est en rapport avec la vitesse. Pouvez-vous m'aider s'il vous plait? Merci d'avance Voici des photos de mes parametres en vitesse.
-
 Bonjour à tous, je possède une Alfawise U20+ depuis maintenant 4ans, toutes mes impressions fonctionnaient à merveille jusqu'à ce que je fasse une grosse erreur... Comme certain le savent, CURA pour le model U20 PLUS ne fonctionne qu'en 15.04.03. J'avais un profile que j'utilisais depuis des années et il se trouve que j'ai fais l'erreur de selectionner le "mode simple": Le problème étant que lorsque je suis repassé en "mode complet" beaucoup de paramètre d'impression ont été modifié, j'ai donc remodifié les paramètres principaux mais lorsque j'ai voulu imprimer la nouvelle pièce du gcode généré, impossible de l'imprimer. Ce qu'il se passe: (nouveau .gcode) - l'instruction à l'écran passe instantanément en "Printing..." alors que la température n'est pas atteinte (et la température n'augmente pas) - la barre de progression avance très vite (impression "finie" en 12sec) - une fois arrivé à 100% l'imprimante reboot Tout cela sans aucun déplacement de la tête d'impression J'ai donc essayé d'imprimer un ancien .gcode pour voir s'il s'agissait le l'imprimante et il s'avère que non, la première instruction est bien "Heating...", la temperature monte à celle requise et l'impression débute à la fin de celle-ci. Une impression normale... J'en conclus donc qu'il s'agit bien du logiciel Cura. J'ai donc essayé de chargé un "Profile depuis un GCode..." avec un des fichiers fonctionnants, mais même cela ne fonctionne pas. Le second problème est que je n'arrive absolument pas à retrouver un CURA vierge avec les paramètre par défaut pour la U20+ (comme fourni dans la microSD avec l'imprimante). Un autre forum proposait le contenu de cette microSD fournie mais le fichier n'existait malheureusement plus.. J'ai retéléchargé Cura, essayé un autre slicer, mais toujours le même soucis. J'aimerai donc savoir si vous, utilisateur d'une U20+ aurait l'amabilité de me transmettre le CURA qui se trouve sur la carte microSD ou bien même votre profil d'imprimante afin d'essayer de résoudre mon problème. Merci d'avance pour votre aide.
Bonjour à tous, je possède une Alfawise U20+ depuis maintenant 4ans, toutes mes impressions fonctionnaient à merveille jusqu'à ce que je fasse une grosse erreur... Comme certain le savent, CURA pour le model U20 PLUS ne fonctionne qu'en 15.04.03. J'avais un profile que j'utilisais depuis des années et il se trouve que j'ai fais l'erreur de selectionner le "mode simple": Le problème étant que lorsque je suis repassé en "mode complet" beaucoup de paramètre d'impression ont été modifié, j'ai donc remodifié les paramètres principaux mais lorsque j'ai voulu imprimer la nouvelle pièce du gcode généré, impossible de l'imprimer. Ce qu'il se passe: (nouveau .gcode) - l'instruction à l'écran passe instantanément en "Printing..." alors que la température n'est pas atteinte (et la température n'augmente pas) - la barre de progression avance très vite (impression "finie" en 12sec) - une fois arrivé à 100% l'imprimante reboot Tout cela sans aucun déplacement de la tête d'impression J'ai donc essayé d'imprimer un ancien .gcode pour voir s'il s'agissait le l'imprimante et il s'avère que non, la première instruction est bien "Heating...", la temperature monte à celle requise et l'impression débute à la fin de celle-ci. Une impression normale... J'en conclus donc qu'il s'agit bien du logiciel Cura. J'ai donc essayé de chargé un "Profile depuis un GCode..." avec un des fichiers fonctionnants, mais même cela ne fonctionne pas. Le second problème est que je n'arrive absolument pas à retrouver un CURA vierge avec les paramètre par défaut pour la U20+ (comme fourni dans la microSD avec l'imprimante). Un autre forum proposait le contenu de cette microSD fournie mais le fichier n'existait malheureusement plus.. J'ai retéléchargé Cura, essayé un autre slicer, mais toujours le même soucis. J'aimerai donc savoir si vous, utilisateur d'une U20+ aurait l'amabilité de me transmettre le CURA qui se trouve sur la carte microSD ou bien même votre profil d'imprimante afin d'essayer de résoudre mon problème. Merci d'avance pour votre aide.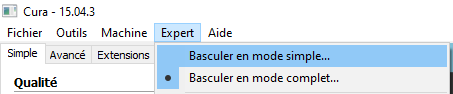
-
Bonjour à tous, j'ai fait un petit script python pour mélanger les couleurs et créer des dégradés directement dans Cura. Avec l'A10T, il faut indiquer à Cura que l'imprimante a trois extrudeur et le script fera le reste. Si ça intéresse quelqu'un: https://github.com/Patriboom/Cura ... c'est le fichier Degrade.py qu'il faut mettre dans les scripts personnels (ex sous Linux: ~/.config/cura/4.8/scripts/Degrade.py )
-
 Bonjour, Je n'utilise plus que les supports "arborescents', faciles à enlever. Je laisses les paramétrages par défaut. Le seul souci, c'est la qualité et l'aspect de la pièce en contact avec les supports (sur des débords, en particuliers). Je me retrouve avec des couches grossières, avec des fils qui se baladent. Je m'arrange pour que ces parties soient le moins visible, mais il y a aussi une notion de "toucher" pas très agréable. Auriez-vous des conseils ou des astuces à ce sujet ?
Bonjour, Je n'utilise plus que les supports "arborescents', faciles à enlever. Je laisses les paramétrages par défaut. Le seul souci, c'est la qualité et l'aspect de la pièce en contact avec les supports (sur des débords, en particuliers). Je me retrouve avec des couches grossières, avec des fils qui se baladent. Je m'arrange pour que ces parties soient le moins visible, mais il y a aussi une notion de "toucher" pas très agréable. Auriez-vous des conseils ou des astuces à ce sujet ? -
Bonjour, je lance une perche à la mer pour essayer de trouver une solution (ou une explication) à mon probleme. je pose les bases. j'utilise Cura comme slicer depuis mes débuts. les caracteristiques de ma machine sont les suivants: GPU - AMD Radeon RX 5600 XT - Primaire/Séparé VRAM - 6128 MB - GDDR6 1750 MHz Graphismes - AMD Radeon RX 5600 XT Fabricant de la carte graphique - Powered by AMD Taille de la mémoire utilisable - 6128 MB Horloge du processeur - 1615 MHz Type de mémoire - GDDR6 Horloge de la mémoire - 1750 MHz Débit binaire de la mémoire - 14.00 Gbps Bande passante mémoire totale - 336 GByte/s Version du pilote - 22.40.51.05-230420a-391252C-AMD-Software-Adrenalin-Edition Version du pilote Windows AMD - 31.0.14051.5006 Version d’API Direct3D - 12.1 Vulkan™ API Version - 1.3.246 OpenCL™ API Version - 2.0 OpenGL® API Version - 4.6 Direct3D® Driver Version - 9.14.10.01525 Vulkan™ Driver Version - 2.0.262 OpenCL® Driver Version - 31.0.14051.5006 OpenGL® Driver Version - 23.04.230121_8e1c912 Version du pilote 2D - 8.1.1.1634 Édition Windows - Windows 11 Core (64 bit) Version Windows - 22H2 actuellement, je rencontre un probleme pour utiliser CURA 5.3.1. En effet, je ne peux faire pivoter l'affichage pour observer par dessus, par dessous, de coté, etc. Rien ne fonctionne et l'affichage reste bloqué sur ça (cet affichage exactement, que j'y place un stl ou non, que je désinstalle puis réinstalle Cura, rien n'y fait): Et c'est très ennuyeux (ca me fait ca depuis le passage en version 5.0 en fait. je tourne donc toujours avec la version 4.12.1, mais j'aurais aimé pouvoir faire progresser Cura avec ses améliorations :s j'ai, bien entendu, vérifié openGL (cf les caracteristiques plus haut). mais je seche, completement... une bonne âme qui saurait me donner le coup de pouce pour régler ça? merci d'avance.
-

cura comment faire un léger offset du Z dans cura
thsrp a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, Comment fait on un leger offset du Z dans cura? Avec simplify 3D c'est simple il y a une case pour ça !!! (onglet "gcode" case décalage axe Z) Visiblement cette option n'est toujours pas présente meme dans la mise a jour de cette semaine Cura 2.7 Il faut donc le faire manuellement dans le "gcode start" mais que doit on indiquer comme ligne de commande ? juste après le G28 Z0 ??? Un grand merci aux spécialistes de Cura ou aux spécialistes des lignes de commande de GCODE -
Bonjour, J'ai parcouru pas mal de sujet et ça fait un moment que j’essaie des trucs : Calibration extrudeur Réglage du diamètre filament Renfort axe Z Installation huileur PTFE Différent réglages paramètres (vitesse, rétractation, etc...) Remplacement des coupleurs moteurs et anti backlash Option Cura "rendre aléatoire axe Z" (qui pour moi ne change pas grand chose) Différente version Cura (actuellement sur la dernière 4.8) Rien ni fait, comme vous pouvez le voir sur la photo, mon Benchy est parfait (impression en PETG 0.2mm), sauf que j'ai toujours une Z-scare toute moche !!!! Quelqu'un arrive t'il à imprimer sans Z-sacre avec Cura ? Ou faut il vraiment que je change de slicer ? (ce qui est toujours ennuyeux car si c'est le cas, je vais devoir repartir de zéro et refaire tous mes profils machine et filament...) Dernière question : est ce que passer sous Marlin 2.0 changerait quelques choses ? Je demande à tout hasard, j'aurais tendance à penser que le problème doit venir du g.code et donc du slicer...